Изобретение относится к трубопрокатному производству, а точнее к рабочим клетям стана поперечно-винтовой прокатки.
Известна клеть стана поперечно-винтовой прокатки, см. а.с. СССР №341544, кл. B21B 19/00, заявл. 24.11.1970 г., опубл. 14.06.72 г., содержащая станину, составленную из основания и крышки и в которой выполнены четыре гнезда для размещения кассет с валками и две опоры для направляющего инструмента. Клеть обеспечивает двух-трехвалковую схему прокатки труб.
Недостатком известной конструкции клети является низкая жесткость опор для установки направляющего инструмента при двухвалковой схеме прокатки труб. Это объясняется тем, что в процессе прокатки направляющий инструмент и его опоры нагружаются как осевой, так и тангенциальной технологической нагрузками, что при наличии вибрации снижает их эксплуатационную долговечность, что приводит к непроизводительным простоям оборудования и снижению годовой производительности агрегата.
Из известных рабочих клетей стана поперечно-винтовой прокатки наиболее близкой по технической сущности является рабочая клеть стана поперечно-винтовой прокатки, описанная в а.с. СССР №605651, кл. B21B 19/06, заявл. 15.01.75 г., опубл. 05.05.78 г.
Эта рабочая клеть стана поперечно-винтовой прокатки содержит станину, составленную из основания и крышки с расположенными в них через 120° гнездами под кассеты с валками, дополнительное гнездо в крышке под верхний линейкодержатель и нижний линейкодержатель. В клети возможна прокатка как по трехвалковой, так и по двухвалковой технологическим схемам.
Недостаток известной конструкции рабочей клети стана поперечно-винтовой прокатки заключается в недостаточной жесткости крепления линейкодержателей при прокатке по двухвалковой схеме из-за наличия на линейкодержателях при прокатке осевых и тангенциальных вибрационных нагрузок. Кроме того, верхний линейкодержатель установлен консольно относительно элементов его крепления в станине, а нижний - поворотным, что разрывает силовые связи станины и нарушает ее целостность. Это приводит к быстрому износу линейкодержателей, а следовательно, к снижению долговечности деталей клети, дополнительным простоям оборудования на замену изношенных частей и снижению годовой производительности агрегата в целом.
Задача настоящего изобретения состоит в создании рабочей клети стана поперечно-винтовой прокатки, позволяющей повысить ее жесткость при прокатке по двухвалковой схеме, увеличить долговечность деталей клети и повысить годовую производительность.
Поставленная задача достигается тем, что в рабочей клети стана поперечно-винтовой прокатки, содержащей станину, составленную из основания с крышкой и расположенными в них через 120° гнездами под кассеты с валками, дополнительное гнездо в крышке под верхний линейкодержатель и нижний линейкодержатель в основании, согласно изобретению основание станины снабжено на плоскости разъема упором, несущим резьбовую втулку и винтовой стержень с распорной втулкой и контргайкой, верхний линейкодержатель снабжен кронштейном, контактирующим с винтовым стержнем, а в одном из гнезд основания выполнены две взаимно перпендикулярные плоскости для крепления нижнего линейкодержателя.
Такое конструктивное выполнение рабочей клети стана поперечно-винтовой прокатки позволяет повысить ее жесткость при прокатке по двухвалковой схеме, увеличить долговечность деталей клети и повысить годовую производительность.
Это достигается за счет того, что винтовой стержень, упираясь в кронштейн на верхнем линейкодержателе, воспринимает тангенциальные усилия, передаваемые при прокатке на этот линейкодержатель, в результате снижаются вибрации и динамические нагрузки на детали клети.
Кроме того, крепление нижнего линейкодержателя в гнезде основания станины по двум взаимно перпендикулярным плоскостям обеспечивает жесткость очага деформации, что также повышает жесткость клети за счет снижения вибрации и динамических нагрузок, увеличивает долговечность деталей клети и повышает годовую производительность за счет снижения простоев на замену изношенных деталей клети.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
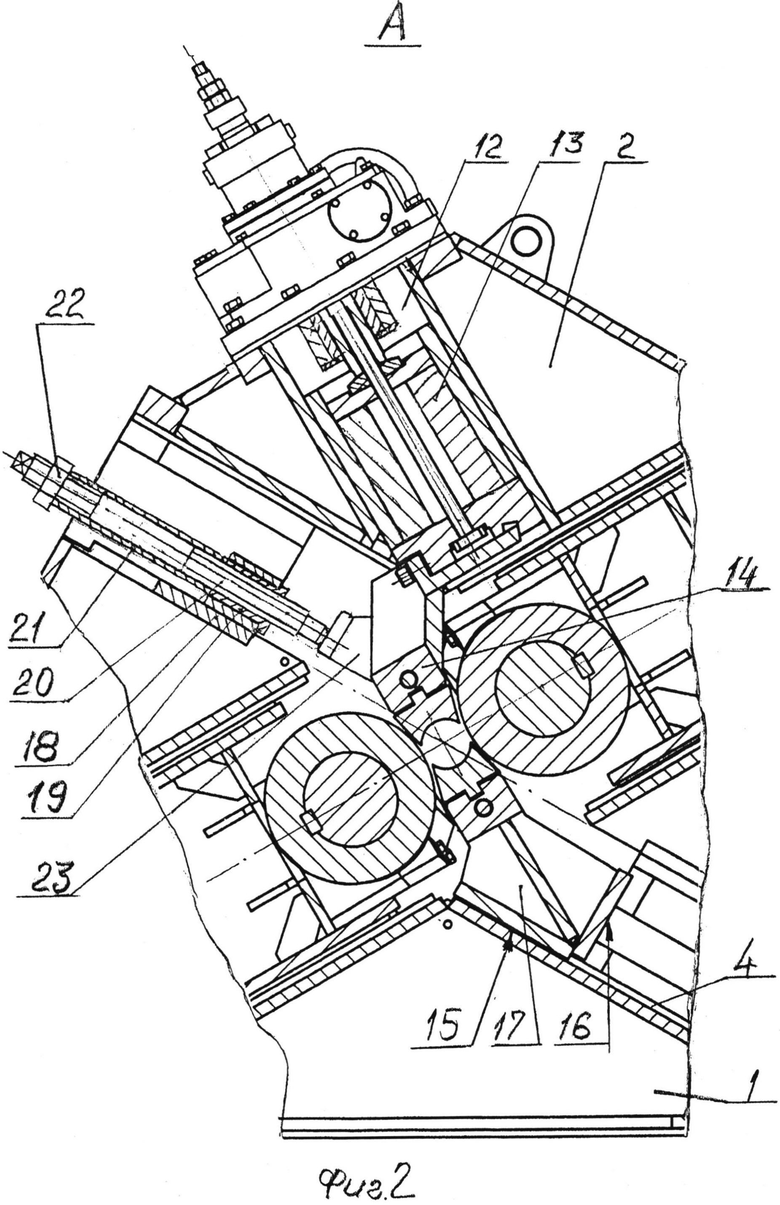
на фиг.1 - изображена рабочая клеть стана поперечно-винтовой прокатки при двухвалковой схеме;
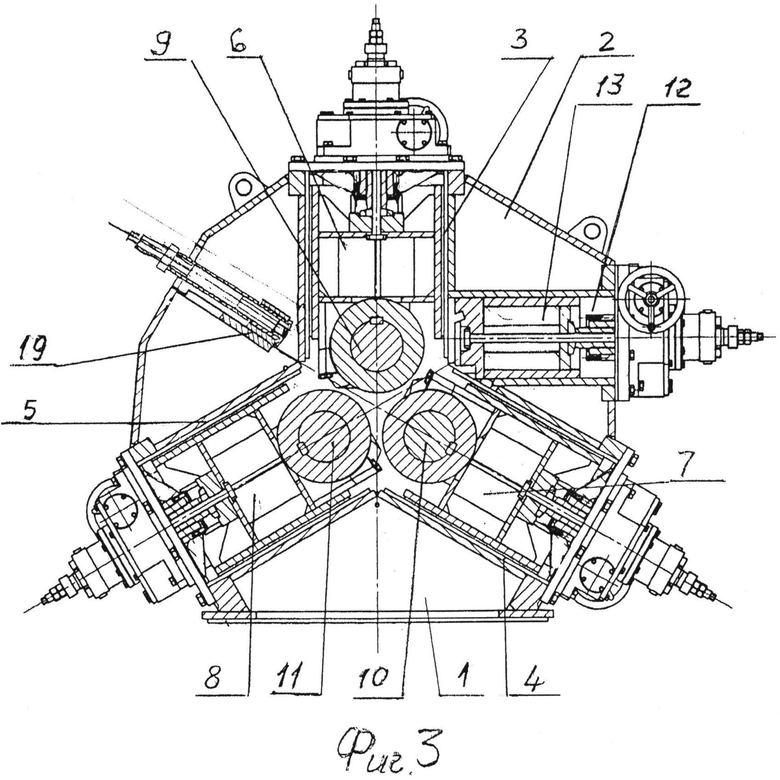
на фиг.2 - вид А на фиг.1;
на фиг.3 - то же, при трехвалковой схеме прокатки.
Рабочая клеть стана поперечно-винтовой прокатки содержит станину, составленную из основания 1 и крышки 2, расположенные в них через 120° три гнезда 3, 4, 5 для размещения кассет 6, 7, 8 с валками 9, 10, 11. В крышке 2 расположено дополнительное гнездо 12 под кассету 13, на которой крепится верхний линейкодержатель 14. В гнезде 4 основания 1 выполнены две взаимно перпендикулярные плоскости 15, 16 для крепления нижнего линейкодержателя 17. Основание 1 станины на плоскости разъема снабжено упором 18, несущим резьбовую втулку 19 и винтовой стержень 20 с распорной втулкой 21 и контргайкой 22. Верхний линейкодержатель 14 снабжен кронштейном 23, контактирующим с винтовым стержнем 20.
Рабочая клеть при двухвалковой схеме прокатки настраивается следующим образом. В гнездо 4 крепится нижний линейкодержатель 17 с жестким базированием по двум взаимно перпендикулярным плоскостям 15, 16, а в дополнительное гнездо 12 в кассете 13 крепится верхний линейкодержатель 14 с кронштейном 23. После настройки линейкодержателя 14 на требуемый калибр клети винтовой стержень 20 устанавливают таким образом, чтобы он упирался в кронштейн 23 и затем фиксируют его контргайкой 22 от самоотвинчивания. В гнездах 5 и 3 устанавливают кассеты 6, 8 с валками 9, 10, которые располагают соосно.
При переходе на трехвалковую схему прокатки сначала отводят в крайнее положение винтовой стержень 20, затем демонтируют крышку 2, снимают верхний линейкодержатель 14 и нижний линейкодержатель 17. В гнезда 3, 4, 5, расположенные под углом 120°, устанавливают кассеты 6, 7, 8 с валками 9, 10, 11 и, развернув крышку 2 в пространстве, вновь монтируют ее на основание 1.
Предложенная рабочая клеть стана поперечно-винтовой прокатки по сравнению с известными позволяет повысить ее жесткость при работе по двухвалковой схеме прокатки, увеличить долговечность деталей клети и за счет снижения простоев на замену изношенных деталей клети повысить годовую производительность прокатного агрегата в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕСТРОЙКИ КЛЕТИ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ С ТРЕХВАЛКОВОЙ СХЕМЫ НА ДВУХВАЛКОВУЮ И ОБРАТНО | 2014 |
|
RU2569622C2 |
| Рабочая клеть стана поперечновинтовой прокатки | 1975 |
|
SU605651A1 |
| РАБОЧАЯ КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2172219C2 |
| СПОСОБ ПЕРЕВАЛКИ ДВУХВАЛКОВОЙ КЛЕТИ ВИНТОВОЙ ПРОКАТКИ СО СТАНИНОЙ ЗАКРЫТОГО ТИПА | 2006 |
|
RU2352411C2 |
| Рабочая клеть стана винтовой прокатки | 1990 |
|
SU1759488A1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2002 |
|
RU2227071C2 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ СО СТАНИНОЙ ЗАКРЫТОГО ТИПА | 2006 |
|
RU2357816C2 |
| НЕПРЕРЫВНЫЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2345850C2 |
| Двухвалковая клеть стана винтовой прокатки | 2017 |
|
RU2707206C2 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2343025C2 |
Изобретение относится к трубопрокатному производству. Рабочая клеть стана поперечно-винтовой прокатки содержит станину, составленную из основания с крышкой и расположенными в них через 120° гнездами под кассеты с валками, дополнительное гнездо в крышке под верхний линейкодержатель и нижний линейкодержатель в основании. Повышение жесткости клети при работе по двухвалковой схеме прокатки обеспечивается за счет того, что основание станины снабжено на плоскости разъема упором, несущим резьбовую втулку и винтовой стержень с распорной втулкой и контргайкой. Верхний линейкодержатель снабжен кронштейном, контактирующим с винтовым стержнем. В одном из гнезд основания выполнены две взаимно перпендикулярные плоскости для крепления нижнего линейкодержателя. Рабочая клеть стана позволяет увеличить долговечность деталей за счет того, что винтовой стержень, упираясь в кронштейн на верхнем линейкодержателе, воспринимает тангенциальные усилия, передаваемые при прокатке на этот линейкодержатель, а крепление нижнего линейкодержателя в гнезде основания станины по двум взаимно перпендикулярным плоскостям обеспечивает жесткость очага деформации. 3 ил.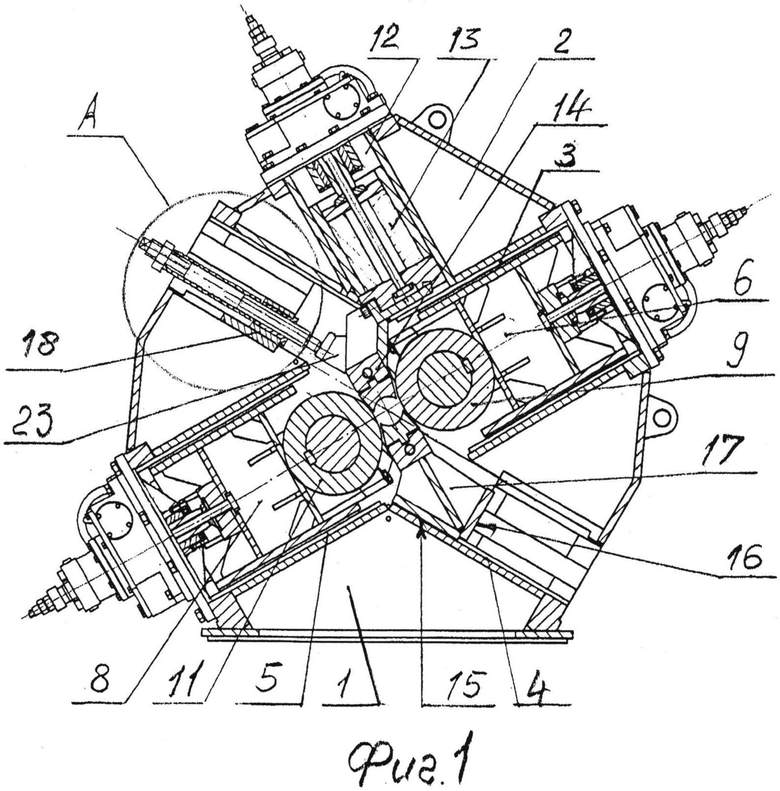
Рабочая клеть стана поперечно-винтовой прокатки, содержащая станину, состоящую из основания и крышки с расположенными в них через 120° гнездами под кассеты с валками, дополнительное гнездо в крышке под верхний линейкодержатель и нижний линейкодержатель в основании, отличающаяся тем, что в основании на плоскости разъема станины установлен упор, несущий резьбовую втулку и винтовой стержень с распорной втулкой и контргайкой, при этом верхний линейкодержатель снабжен кронштейном, контактирующим с винтовым стержнем, а в одном из гнезд основания выполнены две взаимно перпендикулярные плоскости для крепления нижнего линейкодержателя.
| Рабочая клеть стана поперечновинтовой прокатки | 1975 |
|
SU605651A1 |
| РАБОЧАЯ КЛЕТЬ ТРУБОПРОКАТНОГО СТАНА | 0 |
|
SU348250A1 |
| Технологический инструмент трехвалкового раскатного стана | 1977 |
|
SU598666A1 |
| GB 1593526 A, 15.07.1981. | |||

