Изобретение относится к трубопрокатному проиаводству, а точнее к рабочим клетям станов поперечно-винтовой прокатки. Известна терхвалковая клеть станов поперечно-винтовой прокатки, механизмы установки валков которых выполне1ны в виде силовых гидроцилвндров {. Отличительной особенностью данных клетей является высокая степень быстродействия механизмов установки валков при необходимости маневрирования валками, например при получении проката лериодического профиля, при закатке горловия полых изделий, в случае необходимости экстренного извлечения изделия .из очага деформации, ликвидации .продольной разности и др. Недостатком клетей этой конструкции является то, что процесс прокатки .в этих клетях осуществляется на плавающеим столбе жидкости, т. е. -пр.и равенстве усилий прокатки и усилия, развиваемого нажимным MexaiHH3iMOM. Это приводит к тому, что требуемый размер получаемого изделия достигается колебанием валков с помощью следящей системы вокруг средней величины заданного размера. Это приводит к Повышенной величине припуска на размер, снижению точности и к повышенному расходному коэффициенту металла. Из известных рабочих клетей станов поперечно-винтовой прокатки наиболее близкой .по технической сущности к изобретению является рабочая клеть, содержащая станину, имеющую расположенные через Г20° радиальные проемы, установленные в них Поворотно барабаны с рабочими приводными валкаМИ и нажимные механизмы валков, два из которых винтовые 2. Недостатком клетей такой конструкции является низкая степень быстродействия механизмов установки валков, что не позволяет использовать эти клети при получении проката периодического профиля, при закатке горловин полых изделий. Целью изобретения является обеспечение быстрой установки точного калибра. Цель достигается тем, что в трехвалковой клети ВИ1НТОВОЙ .прокатки, содержащей CTaiHHHy, имеющую расположенные через 120° радиальные проемы, установленные в них поворотно барабаны с рабочими приводными валками и нажимные .механизмы валков, два из которых винтовые, третий нажимной механизм выполнены в виде центрально расположенного силового цилиндра, имеющего два щтока, насаженной на один из них траверсы с двумя симметрично размещенными отверстиями и установленных в них двух опорных винтов, связанных -приБодом управления,; и имеющих каждый по стационарной и подвижной относительно станины гайке.
Такое ко нструктивное выполнение трехвалковой клети стана поперечно-винтовой лрокатки .позволяет значительно расширить его технологические возможности, обеспечивая, например, получение высоко; точного Проката периодического профиля, закатку горловин полых изделий и др. Это .достигается тем, что при работе силовым гидроцилиндром до упора в траверсу обеспечивается возможность прокатки изделия ири усилии гидроцилиндра, значительно (в 3-5 ;раз) превышающем усилие прокатки, т. е. на жecткojVI столбе жидкости. Это сводит практически к нулю податливость столба жидкости, что в сочета,нии с высокой точностью установки траверсы (благодаря электромеханическому приводу управления ее положением) обеспечивает высокую точность настройки калибра, сохранел-1ие его в процессе прокатки и, как следствне, высокую точность прокатываемого из делия.
Быстродействие же достигается как самйм нажимным гидроциидром, так и наличием подвижной гайки, ограничивающей холостой ход гидроцилиндра.
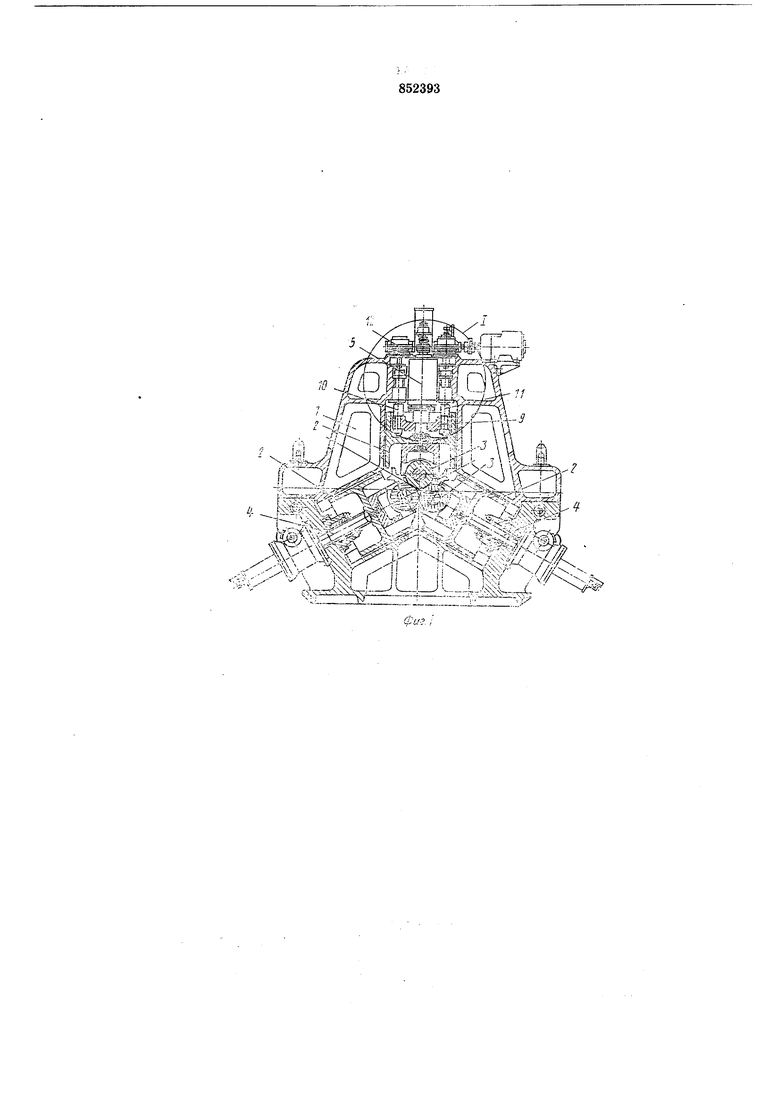
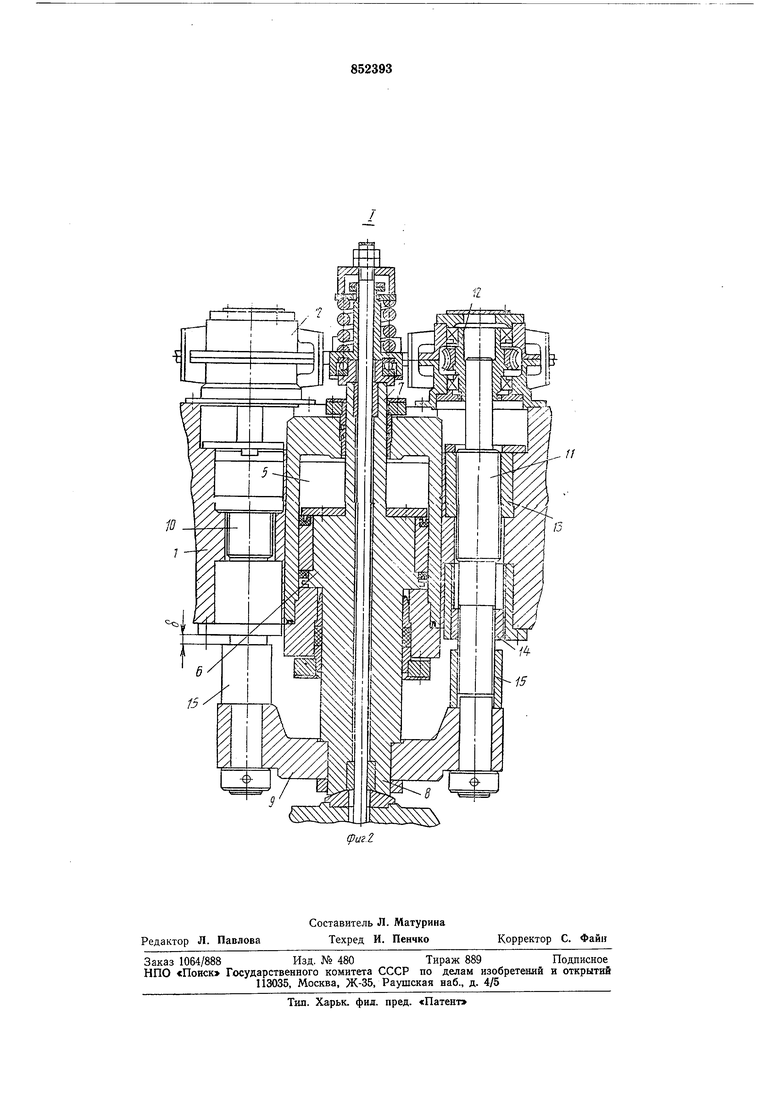
На фиг. 1 изображеиа трехвалковая клеть, продольный разрез; на фиг. 2 - узел I на фиг. 1.
Трехвалковая клеть винтовой прокатки содержит станину 1, установленные поворотно в радиальных ее проемах барабаны 2 с жестко закрепленными узлами рабочих приводных валков 3, расстояние между которыми изменяется перемещением барабанов в направляющих проемов при помощи нажим1ных механиз1мов, два из которых винтовые 4, а третий выполиен в виде силового хилиндра 5, имеющего поршень 6 и два штока 7 и 8, насаженной на ллток 8 траверсы О и установленных IB симметрично размещенных отверстиях траверсы двух опорных винтов 10 и 11, связанных приводом управления 12 для синхронного перемещения и имеющих каждый по стационарной 13 и иодвижной .14 отиооительно станины гайке, имеющих одинаковый шаг резьбы.
Подвижная гайка связана с опорным винтом шлицевым соединением и установлена через дистанционную |Втулку 15 с заданной величииой зазора б относительно траверсы.
Работа клети осуществляется следующим образом.
Действием нажимных винтовых механизмов 4 на заданный раствор калибра настраиваются нижние валки, имеющие электромеханический привод. Затем через привод управления 12 и опорные ®ииты 10 И 11 настраивается на заданный размер траверса 9, после чего IB верхнюю полость силового цилиндра 5 подается давление, переме1цающее поршень 5 и шток 8 до yinopa в в траверсу и ф,икси.р|ующее в заданномположении связанный с цилиндром барабан 2 с валком 3. После этого осуществляется процесс прокатки. При необходимости ускоренного разведения валков верхняя полость гидроцилиндра соединяется со сливом, а
нижняя - с давлением, действием которого штоки гидроцилиндра перемещаются вверх, перемещая вместе с собой связанные с ним барабан с валком и траверсу до упора дистанционной втулки 15 в установленную с
заданным зазором 6 подвижную гайку. Причем величииа этого зазора (а следовательно, и величина изменения раствора калибра) благодаря синхронному перемещению опорных ВИИтов и подвил ных гаек остается постоянной независимо от положения траверсы, т. е. независимо от размера прокатываемого изделия, что исключает ненужные холостые перемещеиия валка.
Предлагаемая трехвалковая клеть винтовой прокатки по сравнению с лучшими образцами аналогичного оборудования позволяет расширить технологические возможности стана, обеспечивает точность раствора калибра в сочетании с быстродействием
его изменения. Вследствие этого ста новится возможным получение периодического проката и других изделий повышенной точности, что способствует значительной экономии металла и повышению эффективности
производства.
Формула изобретеиия
Трехвалковая клеть винтовой лрокатки, содержащая стаиииу, имеющую расположенные через 120° радиальиые проемы, установл енные в «их поворотно барабаны с рабочими ириводиыми валками и нажимные механизмы валков, два из которых винтовые, отличающаяся тем, что, с целью обеспечения быстрой установюи точного калибра, третий нажимной механизм выполнен в виде центрально расположенного силового цилиндра с двумя штоками, насаженной на один из Н1ИХ траверсы с двумя симметрично размещенными отверстиями и установл енных в них двух опорных винтов, связанных приводом управления и имеющих
каждый по стационарной и подвижной относительно станины гайке.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 495284, кл. В 21 Н 8/00, 1974.
2.Авторское свидетельство СССР № 505452, кл. В 21 В 19/02, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2040348C1 |
| Трехвалковая клеть винтовой прокатки | 1988 |
|
SU1590184A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2170152C2 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| Гидромеханическое нажимное устройство барабана с рабочим валком | 1980 |
|
SU900899A1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| Рабочая клеть стана поперечновинтовой прокатки | 1976 |
|
SU655440A1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1988 |
|
SU1540882A1 |
| Трехвалковая клеть стана продольной прокатки и способ перевалки валков трехвалковой клети стана продольной прокатки | 2018 |
|
RU2677581C1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |