Изобретение относится к области трубопрокатного производства, а точнее к способу перевалки трехвалковых клетей многоклетевого стана продольной прокатки.
Наиболее эффективно изобретение может быть использовано в многоклетевом стане продольной прокатки с трехвалковыми рабочими клетями, когда верхний привод валков расположен вертикально, а два боковых привода - под углом 30° к горизонту.
Известен способ перевалки трехвалковых клетей многоклетевого стана продольной прокатки и многоклетевой стан (см. патент Германии №10015285, М.кл. B21B 31/10 заявл. 28.03.2000 г., опубл. 18.10.2000 г.).
Известный способ включает отсоединение двухшарнирных шпинделей от валков рабочей клети в одном из шарниров, поддержание отсоединенных шпинделей и поперечное перемещение клетей от оси прокатки по опорным балкам, расположенным горизонтально.
Известный многоклетевой стан продольной прокатки содержит станину, в пазах которой размещены трехвалковые рабочие клети, электродвигатели с редукторами, соединенными с каждым из валков рабочей клети посредством двухшарнирных шпинделей, средство для рассоединения шпинделей и горизонтально расположенные опорные балки перевалочного устройства.
Недостатком известных способа перевалки трехвалковых клетей и многоклетевого стана продольной прокатки являются большие поперечные габариты стана, обусловленные конструкцией привода, расположенного под опорными балками перевалочного устройства.
Другим недостатком являются значительные заглубления фундамента стана в связи с расположением в нем привода одного из рабочих валков, что создает неудобства при обслуживании и ремонте стана.
Из известных наиболее близким по технической сущности является способ перевалки трехвалковых клетей многоклетевого стана продольной прокатки и многоклетевой стан, описанный в заявке РСТ WO 97/19767 М. кл. B21B 17/04 заявл. 29.11.1995 г., опубл. 10.10.1996 г.
Этот способ перевалки трехвалковых клетей многоклетевого стана продольной прокатки включает отсоединение двухшарнирных шпинделей от валков рабочей клети в одном из шарниров, поддержание отсоединенных шпинделей и поперечное перемещение клетей по опорным балкам перевалочного устройства.
Известный многоклетевой стан продольной прокатки с трехвалковыми рабочими клетями содержит станину, в пазах которой размещены трехвалковые рабочие клети, три электродвигателя с редукторами, соединенными с каждым из валков рабочей клети посредством двухшарнирного шпинделя, средство для рассоединения шпинделей, средство для поддержания шпинделей и опорные балки перевалочного устройства, имеющие возможность установки под углом посредством гидроцилиндра.
Недостатком известного способа перевалки трехвалковых клетей многоклетевого стана продольной прокатки и самого многоклетевого стана являются большие поперечные габариты, так как перевалка клетей осуществляется в поперечном направлении по обе стороны от стана по опорным балкам, которые в наклонном положении принимают клети, а затем поворачиваются вместе с клетью и устанавливаются горизонтально.
Другим недостатком известного способа перевалки трехвалковых клетей и самого многоклетевого стана являются значительные заглубления фундамента, что усложняет обслуживание стана и его ремонт.
Задача настоящего изобретения состоит в создании способа перевалки трехвалковых клетей многоклетевого стана продольной прокатки и конструкции многоклетевого стана для его осуществления, позволяющих сократить поперечные размеры стана, уменьшить заглубления фундамента, улучшить обслуживание стана.
Поставленная задача достигается тем, что способ перевалки трехвалковых клетей многоклетевого стана продольной прокатки, включающий отсоединение двухшарнирных шпинделей от валков рабочей клети в одном из шарниров, поддержание отсоединенных шпинделей и поперечное перемещение клетей от оси прокатки по опорным балкам, согласно изобретению после отсоединения находящихся под опорными балками шпинделей от валков клетей их разворачивают на угол 20-30° путем перекоса в шарнире со стороны редуктора и поддерживают в таком положении для свободного перемещения клетей от оси прокатки по опорным балкам. Многоклетевой стан продольной прокатки, содержащий станину, в пазах которой размещены трехвалковые рабочие клети, три электропривода с редукторами, соединенными с каждым из валков рабочей клети посредством двухшарнирного шпинделя, средство для рассоединения шпинделей, средство для поддержания шпинделей и перевалочное устройство с опорными балками, согласно изобретению средство для поддержания каждого шпинделя выполнено в виде шарнирно закрепленного на отдельной стойке посредством оси рычага, несущего ролик для взаимодействия со шпинделем и имеющего выступ, шарнирно соединенный со штоком гидроцилиндра, шарнирно закрепленного на упомянутой стойке, при этом на оси закреплен дополнительный рычаг, свободный конец которого установлен во взаимодействии с регулируемым винтовым упором, расположенным на этой же стойке, средство для рассоединения каждого шпинделя размещено на корпусе соответствующего редуктора соосно оси шпинделя, а шарнир шпинделя со стороны редуктора имеет угол перекоса α=20-30°.
Такое выполнение способа перевалки трехвалковых клетей многоклетевого стана продольной прокатки и конструктивное выполнение многоклетевого стана продольной прокатки позволит уменьшить поперечные габариты стана за счет того, что двухшарнирные шпиндели, расположенные со стороны перевалочного устройства, имеют возможность опускаться на угол α=20-30° вниз от опорных балок и тем самым не препятствовать перемещению клетей в сторону перевалочного устройства. Кроме того, предложенное решение позволит уменьшить заглубление фундамента и улучшить условия обслуживания.
Поскольку изобретение наиболее эффективно используется в схеме стана, когда верхний привод валков расположен вертикально, а два боковых привода расположены под углом 30° к горизонту, поэтому чтобы обеспечить наибольший и достаточный зазор между шпинделями и перемещаемой по балкам каждой прокатной клетью, необходимо верхний шпиндель бокового привода, расположенного под опорными балками, повернуть вокруг его шарнира на угол α=30°, а нижний - на меньший угол, достаточно на угол α=20°.
При повороте верхнего шпинделя на угол α>30°, а нижнего шпинделя на угол α>20° упомянутый зазор не меняется, то есть дальнейшее увеличение угла не эффективно.
Поворот верхнего шпинделя на угол α<30°, а нижнего - на угол α<20° не достаточен для свободного перемещения клети в положение перевалки.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
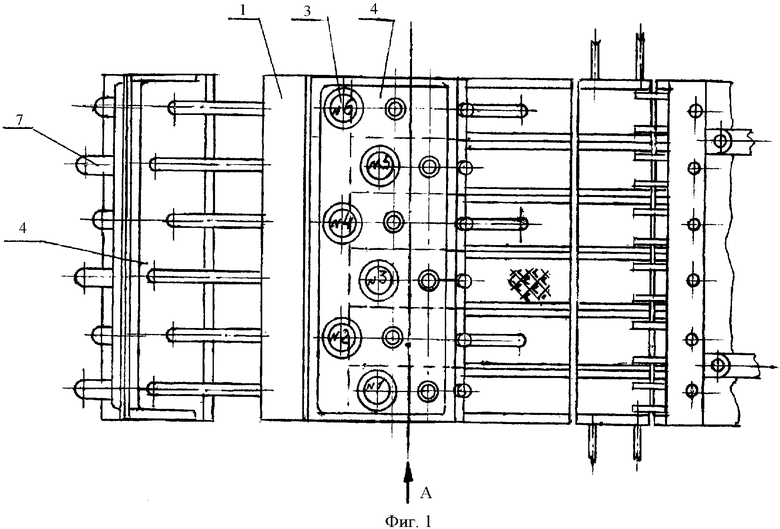
На фиг.1 - изображен общий вид многоклетевого стана продольной прокатки, например шестиклетевого, в плане;
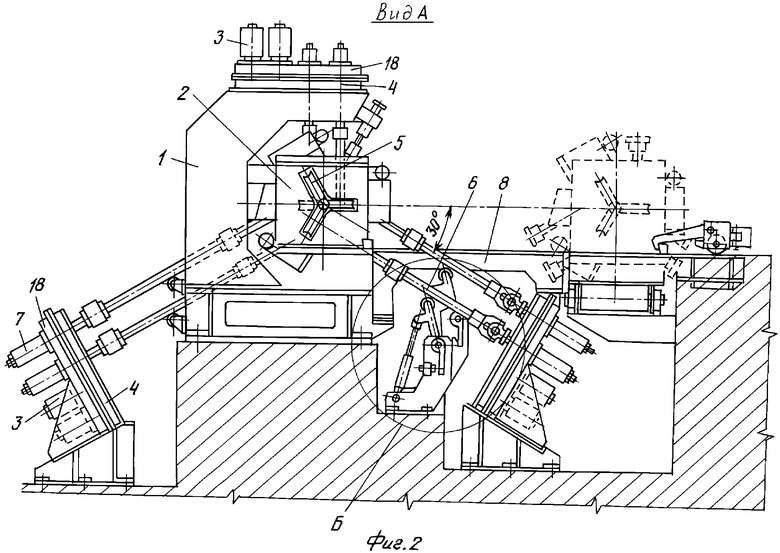
на фиг.2 - то же, вид по стрелке А на фиг.1;
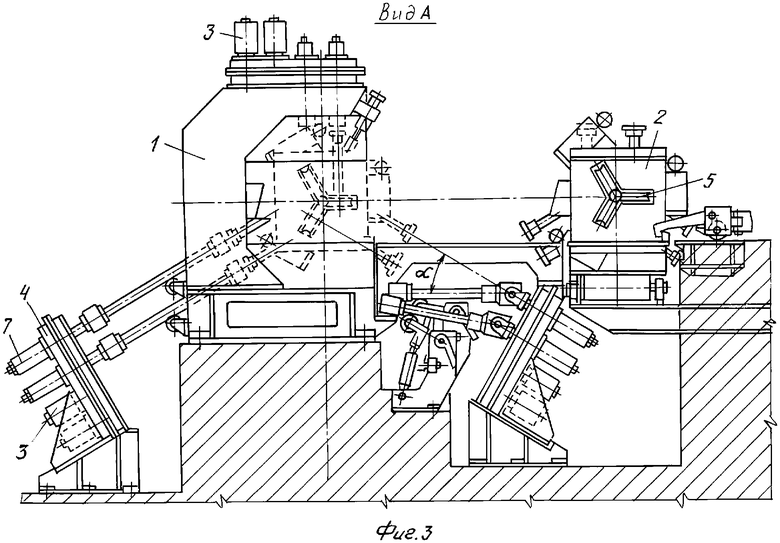
на фиг.3 - то же, вид по стрелке А (вариант при перевалке);
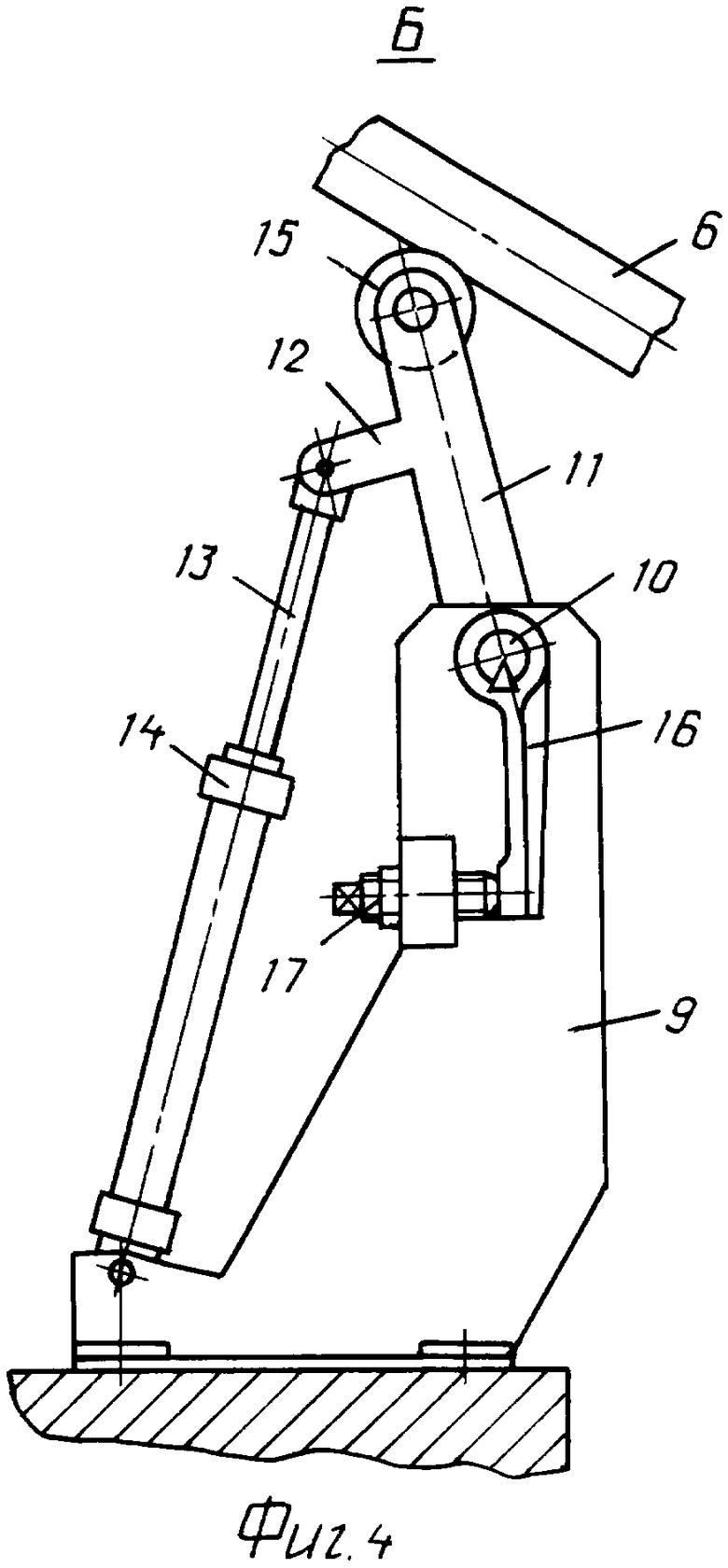
на фиг.4 - место Б на фиг.2.
Способ перевалки трехвалковых клетей многоклетевого стана продольной прокатки осуществляется следующим образом. Двухшарнирные шпиндели в одном из шарниров отсоединяют от валков рабочей клети. Поддержание отсоединенных шпинделей осуществляют с помощью средства поддержания. Отсоединенные шпиндели, находящиеся под опорными балками, разворачивают на угол α=20-30° путем перекоса в шарнире со стороны редуктора и поддерживают в таком положении для свободного перемещения клетей от оси прокатки. Затем рабочие клети перемещают по опорным балкам в поперечном направлении от оси прокатки для установки под подъемный кран или на транспортную тележку. Многоклетевой стан продольной прокатки содержит станину 1, в пазах которой размещены трехвалковые рабочие клети 2, электроприводы 3 с редукторами 4, соединенными с каждым из валков 5 рабочей клети 2 посредством двухшарнирных шпинделей 6, средство 7 для рассоединения шпинделей 6, средство для поддержания шпинделей 6 и опорные балки 8. Средство для поддержания каждого шпинделя выполнено в виде шарнирно закрепленного на отдельной стойке 9 посредством оси 10 рычага 11, имеющего выступ 12, шарнирно соединенный со штоком 13 гидроцилиндра 14, шарнирно закрепленного на стойке 9. На рычаге 11 шарнирно закреплен ролик 15 для взаимодействия со шпинделем 6. На оси 10 закреплен дополнительный рычаг 16, свободный конец которого установлен во взаимодействии с регулируемым винтовым упором 17, расположенным на этой же стойке 9. Средство 7 для рассоединения каждого шпинделя 6 размещено на корпусе 18 соответствующего редуктора 4 соосно оси шпинделя. Шарнир шпинделя 6 со стороны редуктора 4 имеет угол перекоса α=20-30°.
В процессе работы стана валки клетей подвергаются интенсивному износу, поэтому требуется перевалка клетей. Для перевалки клетей стан останавливают. Ролики 15 посредством гидроцилиндра 14 поднимают до контакта со шпинделями 6, причем усилие прижатия роликов к шпинделям ограничивается настройкой винтовых упоров 17.
Средством 7 каждый шпиндель 6 отсоединяется от валка 5 рабочей клети. Затем опуская ролики 15 гидроцилиндром 14, поворачивают вниз верхние шпиндели 6 на 30°, а нижние шпиндели 6 на 20° путем их разворота в шарнирах со стороны редуктора 4. Далее рабочие клети свободно перемещают по опорным балкам 8 в поперечном направлении от оси прокатки.
Установка новых клетей производится в обратном порядке.
Предложенный способ перевалки трехвалковых клетей многоклетевого стана продольной прокатки и многоклетевой стан для его осуществления по сравнению с известными позволяют сократить поперечные габариты стана, уменьшить заглубление фундамента и улучшить обслуживание стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОКЛЕТЕВОЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 2008 |
|
RU2403106C2 |
| Многоклетевой стан продольной прокатки | 2019 |
|
RU2721339C1 |
| НЕПРЕРЫВНЫЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2345850C2 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЕЙ ПРОКАТНЫХ СТАНОВ | 1998 |
|
RU2154540C2 |
| Линия клети прокатного стана | 1989 |
|
SU1708461A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2343024C2 |
| Линия клети прокатного стана | 1988 |
|
SU1583198A1 |
| Прокатная клеть | 1984 |
|
SU1273201A1 |
| КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1997 |
|
RU2111805C1 |
| Трехвалковая клеть стана продольной прокатки и способ перевалки валков трехвалковой клети стана продольной прокатки | 2018 |
|
RU2677581C1 |
Изобретение относится к способу перевалки трехвалковых клетей многоклетевого стана продольной прокатки и многоклетевому стану продольной прокатки с трехвалковыми клетями. Способ включает отсоединение двухшарнирных шпинделей, находящихся под опорными балками, от валков рабочей клети в одном из шарниров, поддержание отсоединенных шпинделей с помощью средства поддержания, разворот отсоединенных шпинделей на угол 20-30° путем перекоса в шарнире со стороны редуктора и поддержание в таком положении для свободного перемещения клетей от оси прокатки по опорным балкам перевалочного устройства. Многоклетевой стан продольной прокатки содержит станину, в пазах которой размещены трехвалковые рабочие клети, три электропривода с редукторами, соединенными с каждым из валков рабочей клети посредством двухшарнирного шпинделя, средство для отсоединения шпинделей, средство для поддержания шпинделей и опорные балки для перевалки клетей. Средство для поддержания каждого шпинделя выполнено в виде шарнирно закрепленного на отдельной стойке рычага, имеющего выступ, шарнирно соединенный со штоком гидроцилиндра. На рычаге имеется ролик для взаимодействия со шпинделем. На этой же стойке размещен винтовой упор, который регулирует усилие прижатия ролика к шпинделю. Средство для отсоединения каждого шпинделя размещено на корпусе соответствующего редуктора соосно оси шпинделя. Шарнир шпинделя со стороны редуктора имеет угол перекоса α=20-30°. Сокращаются поперечные размеры стана, улучшается обслуживание стана. 2 н.п. ф-лы, 4 ил.
1. Многоклетевой стан продольной прокатки, содержащий станину, в пазах которой размещены трехвалковые рабочие клети, три электропривода с редукторами, соединенными с каждым из валков рабочей клети посредством двухшарнирного шпинделя, средство для отсоединения шпинделей, средство для поддержания шпинделей и перевалочное устройство с опорными балками, отличающийся тем, что средство для поддержания каждого шпинделя выполнено в виде шарнирно закрепленного на отдельной стойке посредством оси рычага, несущего ролик для взаимодействия со шпинделем и имеющего выступ, шарнирно соединенный со штоком гидроцилиндра, шарнирно закрепленного на упомянутой стойке, при этом на оси закреплен дополнительный рычаг, свободный конец которого установлен во взаимодействии с регулируемым винтовым упором, расположенным на этой же стойке, средство для отсоединения каждого шпинделя размещено на корпусе соответствующего редуктора соосно оси шпинделя, а шарнир шпинделя со стороны редуктора имеет угол перекоса α=20-30°.
2. Способ перевалки трехвалковых рабочих клетей многоклетевого стана продольной прокатки, включающий отсоединение двухшарнирных шпинделей от валков рабочей клети в одном из шарниров, поддержание отсоединенных шпинделей и поперечное перемещение клетей от оси прокатки по опорным балкам, отличающийся тем, что после отсоединения находящихся под опорными балками шпинделей от валков клетей их разворачивают на угол 20-30° путем перекоса в шарнире со стороны редуктора и поддерживают в таком положении для свободного перемещения клетей от оси прокатки по опорным балкам.
| WO 9719767 A1, 05.06.1997 | |||
| DE 10015285 A1, 18.10.2001 | |||
| JP 61009925 A, 17.01.1986 | |||
| СПОСОБ ПЕРЕВАЛКИ РАБОЧИХ ВАЛКОВ КЛЕТЕЙ ЛИНЕЙНОГО ПРОКАТНОГО СТАНА И РАБОЧАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006304C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕВАЛКИ ПАР РАБОЧИХ ВАЛКОВ И/ИЛИ ПАР ОПОРНЫХ ВАЛКОВ В ПРОКАТНЫХ КЛЕТЯХ | 2003 |
|
RU2311242C2 |

