Изобретение относится к прокатному оборудованию, а точнее к рабочей клетн винтовой прокатки.
Изобретение наиболее эффективно может быть использовано при ревер- сигжой винтовой прокатке.
Цель изобретения - noBbtmemie жесткости и увеличение долговечности клети.
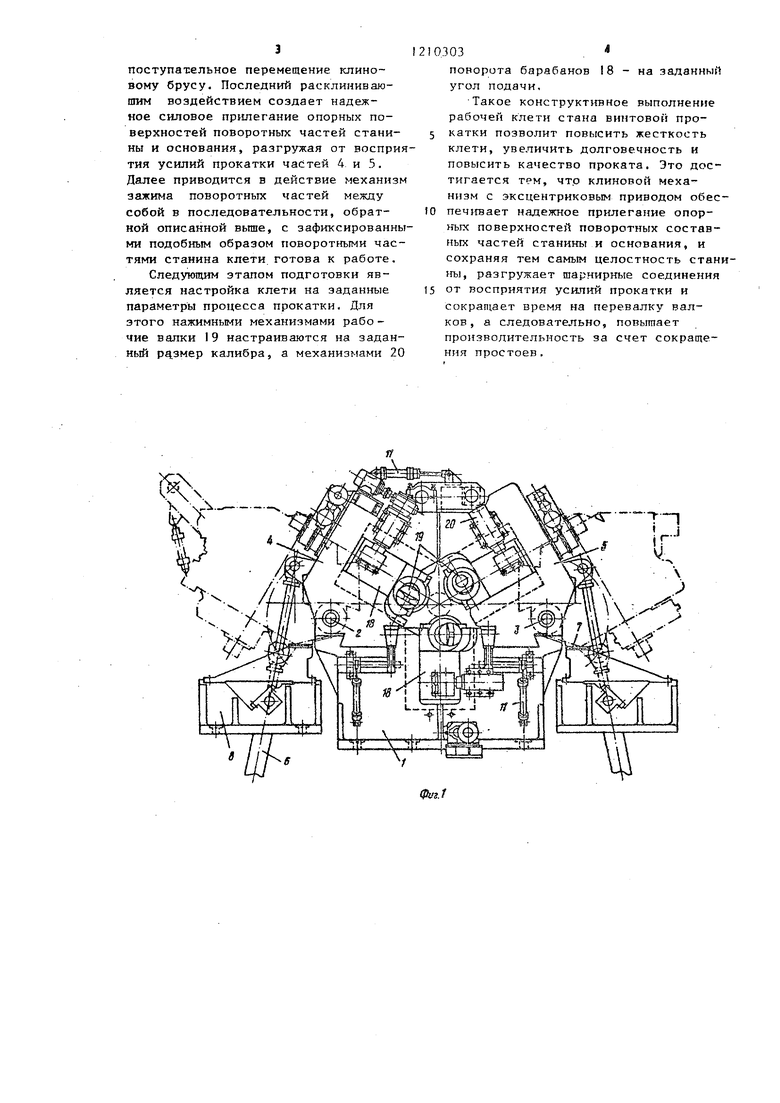
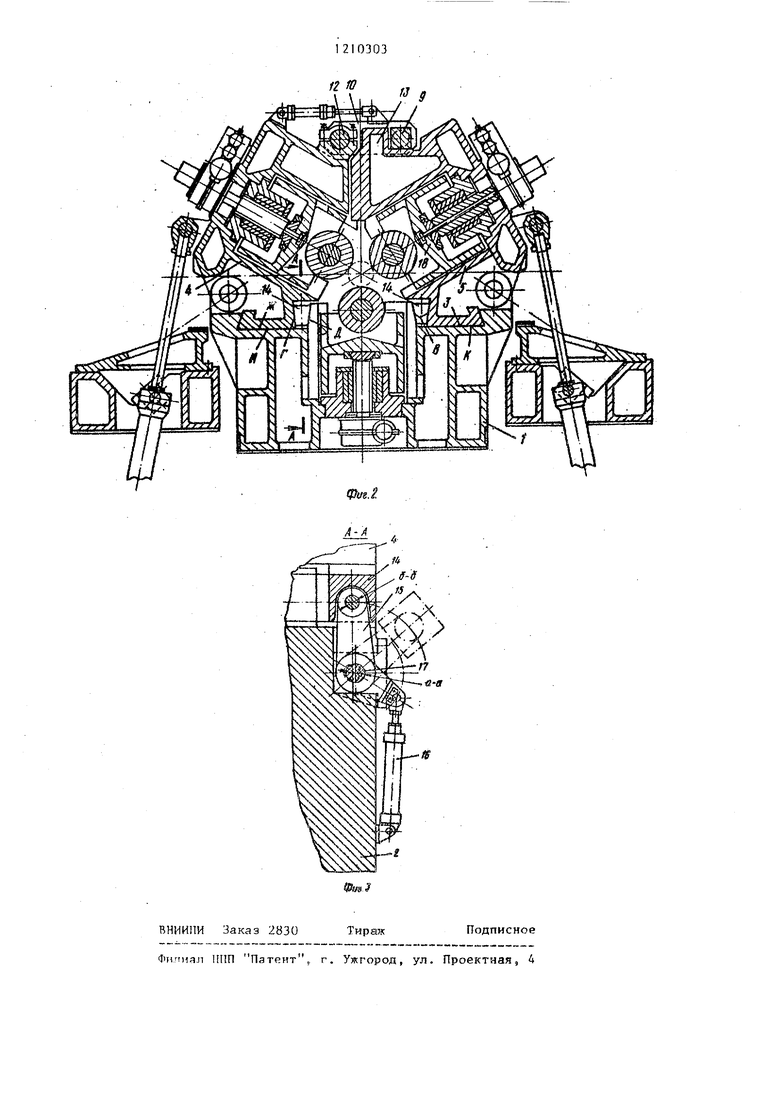
На фиг.1 показана предлагаемая рабочая клеть стана винтовой прокатки; на фиг,2 - то же, продольный разрез; на фиг, 3 - разрез А-А фиг.2.
Рабочая клеть стана винтовой прокатки содержит станину, составленнуто из основания 1 и двух шарнирно-соеди неиных с ним посредством осей 2 и 3 частей Д и 5, поворотных от привода в виде гидроцилиндров 6, установенных вне клети и опирающихся в откидном положении на пружинные буферы 7, смонтированные иа общих с гидроцилиндрами стойках 85мек0ниэм зажима,выполненный в виде сухаря 9, тяг 10 и приводного от гнц- родилиндрз 1 зксцентрмкового вала 12 и контактирующего с выступом 13 поворотной части станины, и мexaниз s запирания, СОСТО55ЩИЙ из клинового бруса А, шарнирио-связанного с ним шатуна t 5 и приводного от гидроцютинд- ра 16 эксцентрикового вала П, шарнирная ось а-а которого, как м шарнирная ось б-б клинового бруса, расположены в плоскости, перпендикулярной клиновым поверхностям в бруса, установлянного между основаниями поворотной части станины, поверхности которых вьтолнены соответственно с противоположно направленными скосами г и д, установленные в направляющих станины барабаны 8 с приводными валками 19 и механизм 20 поворота барабана. I
Работа клети осуществляется
следующим образом.
В процессе подготовки клетн к перевалке необходимо расстопорить зафиксированные относительно основания 1 и между собой поворотные части 4 и 5 станины. Для этого действием гидроцилиндров 16 механизмов запирания поворачиваются эксцентриковые валы 17, связанные через шатуны 15 с клиновым брусом Д, Гидропилиидры 6 толкают.им воя)0303
действием выводят клиновой брус из контакта с клиновыми поверхноСтя - ми Л основания 1 станины и наклонными поверхностями f поворотных ее
5 частей, образуя гарантированный
зазор с поверхностями. Далее клино- вый. брус вместе с шатуном 15 поворачиваются вокруг осей эксцентриковых валов 17, освобождая простtO ранство для свободного откидьгоания поворотных частей станины. Затем расстопоривается механизм зажима повортных частей станины. Для этого действием гидроцилиндра 11
15 Поворачивается эксцентриковый вал 12, вьгоодящий через тяги 10 сухарь 9 из силового взаимодействия с выступом 3 поворотной части 5 станины, после чего гидроцилиндром
20 откидьшания вращением вокруг оси эксцентрикового вала 12 сухарь 9 отводится за габарит радиуса поворота выступа 13 станины.
Поворотные части станинь вмес25 те с барабанами 18 и валка -1И 19 откидываются вокруг осей 2 и 3 с помощью г1-щроцилиндров 6, установленных вне клети, и опираются в откинутом положении на пружинные буфе30 ры 7, смонтированные на общих с гидроцилиндрами стойках 8. После откидьгаання поворотных частей стаин- нь все валки расположены в зоне, удобиой для обслуживания, оси их
35 параллельны горизонту и они легко заменяются непосредственно в клети, не требуя при этом извлечения бараб анов,
I
Подготовка клети к работе ществляется в следующей поспедова- телкьностн
Действием гнцроцилиндров 6 поворотные части Д и 5 станины вращением вокруг осей 2 и 3 вводятся свои 5 г-ш опорными поверхностями ж и в контакт с соответствующими поверхностями и н к основания и друг с другом, Далее клиновые брусья 4 механизмов запирания поворотом вок50 руг осей эксцентриковых валов I7 вставляются в клиновые полости, образованнь е клиновьп ш поверхностями г и А основания и поворотных частей станины. Затем пр гводится в
55 действие механизм запирания. Для этО ГО действием гидроцилиндра 16 поворачивается эксцентриковый вал 17, обеспечивая через шатун 15
поступательное перемещение клиновому брусу. Последний расклинивающим воздействием создает надежное силовое прилегание опорных поверхностей поворотных частей станины и основания, разгружая от восприя тин усилий прокатки частей 4 и 5. Далее приводится в действие механизм зажима поворотных частей между собой в последовательности, обратной описанной вьппе, с зафиксированными подобным образом поворотными частями станина клети готова к работе. Следующим этапом подготовки является настройка клети на заданные параметры процесса прокатки. Для этого нажимными механизмами рабо - чие валки 19 настраиваются на заданный калибра, а механизмами 20
210303,
поворота барабанов I8 - на заданный угол подачи.
Такое конструктивное выполнение рабочей клети стана винтовой про- 5 катки позволит повысить жесткость клети, увеличить долговечность и повысить качество проката. Это достигается тем, что клиновой механизм с эксцентриковым приводом обес10 печ1твает надежное прилегание опорных поверхностей поворотных составных частей станины и основания, и сохраняя тем самым целостность станины, разгружает шарнирные соединения
15 от восприятия усилий прокатки и сокрапшет время на перевалку валков, а следовательно, повытает производительность за счет сокращения простоев.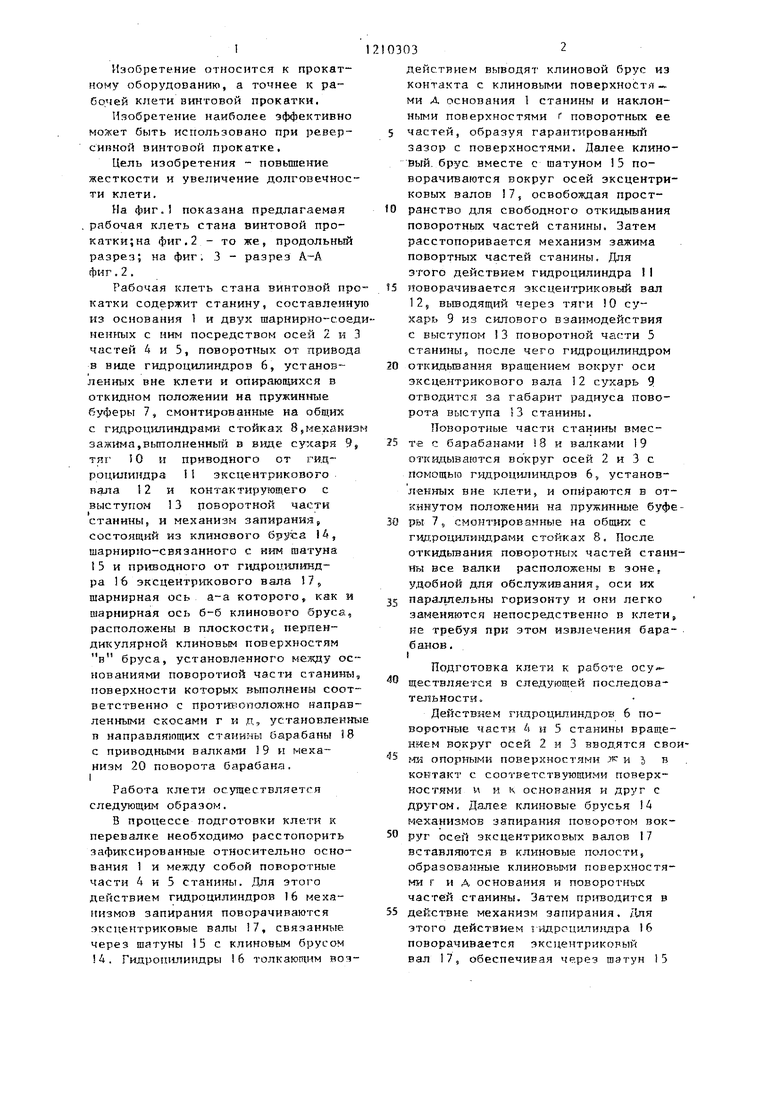
| название | год | авторы | номер документа |
|---|---|---|---|
| Станина клети стана поперечновинтовой прокатки | 1973 |
|
SU450605A1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1971 |
|
SU476933A1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1977 |
|
SU710685A1 |
| Устройство для разворота барабана с валками | 1980 |
|
SU929288A1 |
| Устройство стопорения барабана с валком в клети | 1981 |
|
SU995928A1 |
| Станина клети стана винтовой прокатки | 1976 |
|
SU556853A1 |
| Клеть стана поперечно-винтовой прокатки | 1986 |
|
SU1391743A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Клеть стана поперечно-винтовой прокатки | 1986 |
|
SU1357093A2 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1986 |
|
SU1397106A1 |
фаг.
А А
ВНИИПИ Заказ 2830 Тираж Подписное Фт1.г1иал ИПП Патент, г. Ужгород, ул. Проектная, 4
| Патент США № 2958244, кл.72-97, 1960 | |||
| Машина для грунтовки и окрашивания | 1926 |
|
SU5963A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
