Изобретение относится к технологии поверхностной упрочняющей обработки инструментальных материалов потоками заряженных частиц и предназначено для использования в машиностроении и инструментальном производстве, а именно для обработки сложнопрофильных режущих инструментов и инструментальных материалов.
Известен способ упрочнения твердосплавного режущего инструмента групп ТК и ВК (патент РФ №2167216, МПК: С23С 14/48, С23С 14/58), включающий нанесение износостойкого покрытия с последующим облучением ионным пучком, перед нанесением покрытия осуществляют стабилизацию структуры сплава термической обработкой, а облучение производят мощным импульсным ионным пучком состава С+ и H+, с длительностью 40-70 нс, энергией 200-400 кэВ, плотностью тока ионов в пределах 50-200 А/см2, дозой 1012-1014 ион/см2. При этом износостойкое покрытие наносят методом конденсации вещества из плазменной фазы в условиях ионной бомбардировки (КИБ). Термическую обработку инструмента проводят в вакуумной камере в течение 1 часа при температуре 600°С.
В результате комплексной модификации, включающей предварительную термообработку, нанесение износостойкого покрытия и последующее воздействие ионным пучком, обеспечивается повышение износостойкости твердосплавного режущего инструмента при точении конструкционных сталей.
Недостатком известного способа является то, что для осуществления данного способа упрочнения необходимо использование, по крайней мере, трех видов технологического оборудования: вакуумной термической печи, установки ННВ-6 и технологического ускорителя «Темп», что делает данный способ обработки достаточно энергоемким, высокозатратным и малодоступным. Кроме того, в известном способе для упрочнения поверхности используются потоки ионов C+ и H+, сформированные путем их экстракции из соответствующего источника ионов с последующим прохождением выделенных заряженных частиц через систему устройств фокусировки, ускорения и доставки заряженных частиц к обрабатываемой поверхности и последующего сканирования сформированного пучка ионов по поверхности. При обработке сложнопрофильных поверхностей такой способ формирования потока заряженных частиц является малоэффективным из-за невозможности обработки затененных элементов поверхности при сканировании пучка.
Известен способ получения стационарного комбинированного разряда низкотемпературной плазмы пониженного давления и устройство для его реализации (патент РФ №2277763, МПК: H05H 1/18), при котором на обрабатываемый электропроводный объект подают положительный потенциал, формирующий вокруг объекта электростатическое поле, на которое накладывается сверхвысокочастотное поле на уровне СВЧ-мощности, ниже необходимой для возбуждения и поддержания у выступающих частей или заостренных кромок объекта безэлектродного СВЧ-разряда низкотемпературной плазмы стационарного комбинированного разряда, который оказывает воздействие на выступающие части или острые кромки, микронеровности поверхности обрабатываемой поверхности.
Данный способ направлен только на получение стационарного комбинированного разряда низкотемпературной плазмы и не содержит данных технологического процесса по обработке инструментов, в том числе сложнопрофильных, с целью повышения их износостойкости.
Задачей изобретения является создание способа упрочнения режущего инструмента, в том числе сложнопрофильного, позволяющего повысить износостойкость инструмента.
Поставленная задача решается тем, что способ обработки режущего инструмента в стационарном комбинированном разряде низкотемпературной плазмы пониженного давления, возбуждаемом у выступающих его частей или заостренных кромок, включает размещение режущего инструмента в камере, вакуумирование камеры, подачу в камеру технологического газа, неокисляющего поверхность режущего инструмента, до рабочего давления (Р), при котором возможен пробой технологического газа при минимальной напряженности электромагнитного поля в режиме непрерывной генерации микроволновой энергии, подачу на инструмент постоянного положительного напряжения смещения (U), формирующего вокруг него электростатическое поле, достаточное для поддержания устойчивой генерации плазмы, генерирование в камеру микроволновой энергии до уровня СВЧ-мощности (W) 10-90 Вт путем регулирования анодного тока магнетрона (Iан) с формированием стационарного комбинированного разряда низкотемпературной плазмы, воздействие плазмы на режущие кромки обрабатываемого инструмента в течение 1,5-17 мин (tоб) и последующее охлаждение инструмента в среде технологического газа при рабочем давлении не менее 5 мин, при этом осуществляют контроль за процессом обработки по току смещения (I), возникающему в измерительной цепи при формировании плазмы и выбираемому из диапазона 2÷17 мкА, и конечной лаговой температуре инструмента (Т), выбираемой из диапазона 10÷230°С, соответствующими типоразмеру и материалу обрабатываемого инструмента, при отклонении от допустимого значения контрольного параметра - тока смещения (I) нормализацию режима обработки осуществляют изменением анодного тока магнетрона (Iан), при превышении допустимого значения контрольного параметра - конечной лаговой температуры (Т) обработку инструмента прекращают досрочно.
Обработку ведут в азоте при давлении 300 Па или в аргоне при давлении, равном 250 Па.
Инструмент располагают обрабатываемой частью непосредственно в зоне формирования стационарного комбинированного разряда низкотемпературной плазмы пониженного давления, при превышении площади обрабатываемой поверхности инструмента зоны формирования плазмы обработку ведут, располагая поочередно в зоне формирования плазмы сегменты обрабатываемой поверхности инструмента.
При обработке инструмента со шлифованной поверхностью режущих кромок осуществляют контроль качества и степени достаточности обработки по изменению цвета шлифованной поверхности, которое допускается в пределах от золотистого цвета до цвета темной бронзы, при оттенке светлее золотистого обработку инструмента повторяют, а по оттенку темнее темной бронзы судят о его непригодности.
Изобретение иллюстрируется следующими чертежами на фиг.1-10.
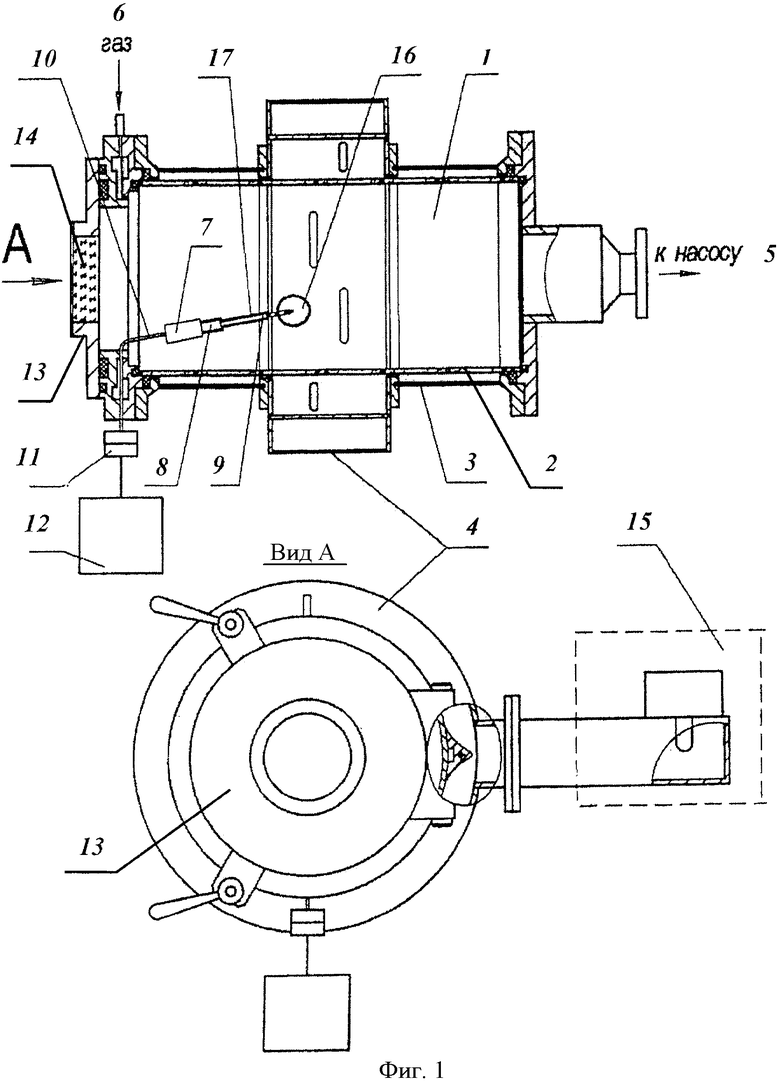
На фиг.1 дано схематичное изображение устройства для упрочнения режущего инструмента в стационарном комбинированном разряде низкотемпературной плазмы пониженного давления.
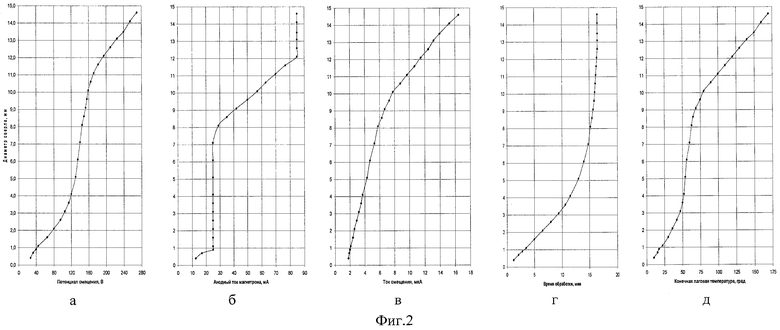
На фиг.2 даны графики соответствия диаметров сверл технологическим параметрам обработки.
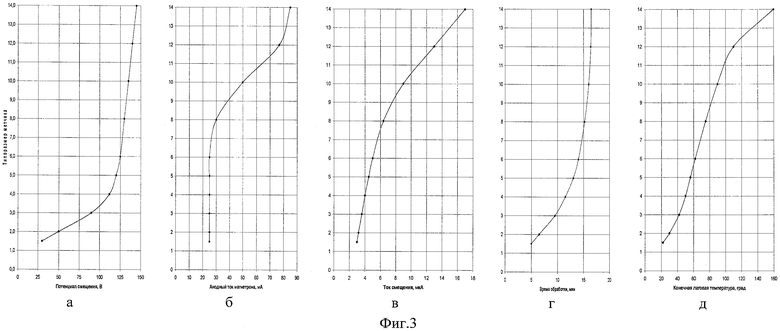
На фиг.3 даны графики соответствия номиналов метчиков технологическим параметрам обработки.
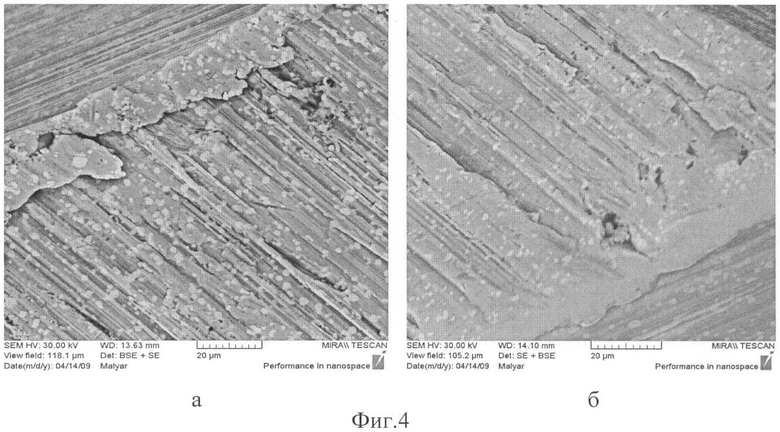
На фиг.4 представлено электронно-микроскопические изображение поверхности режущей кромки сверла до и после плазменной обработки.
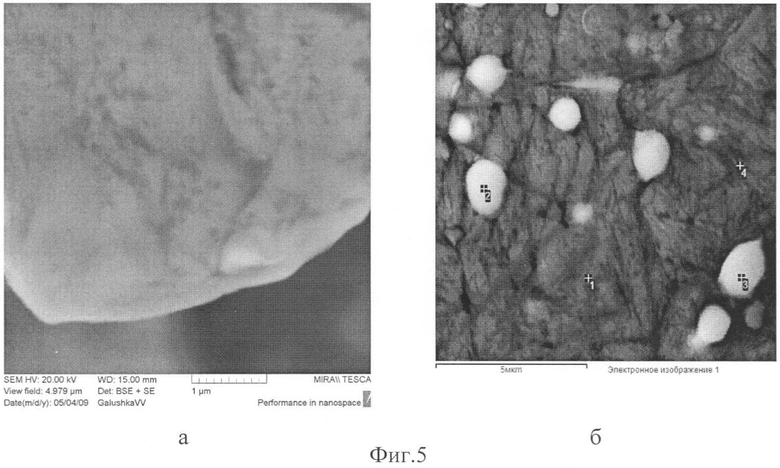
На фиг.5 представлено электронно-микроскопические изображение аморфизированной микроструктуры поверхности шлифа режущей кромки сверла после плазменной обработки (а), матрицы основы инструментального материала сверла ⌀ 2,65 мм (сердцевина) (б).
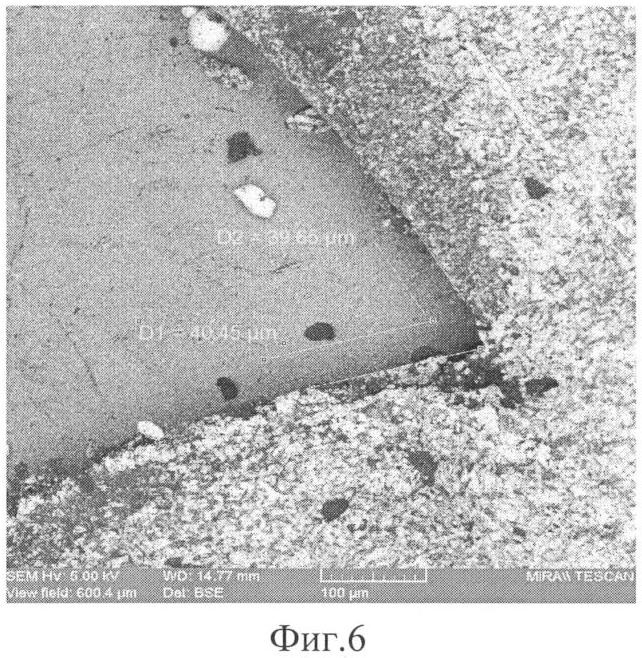
На фиг.6 приведено электронно-микроскопические изображение микроструктуры поверхности шлифа сверла со сформированным слоем измельченной карбидной фазы.
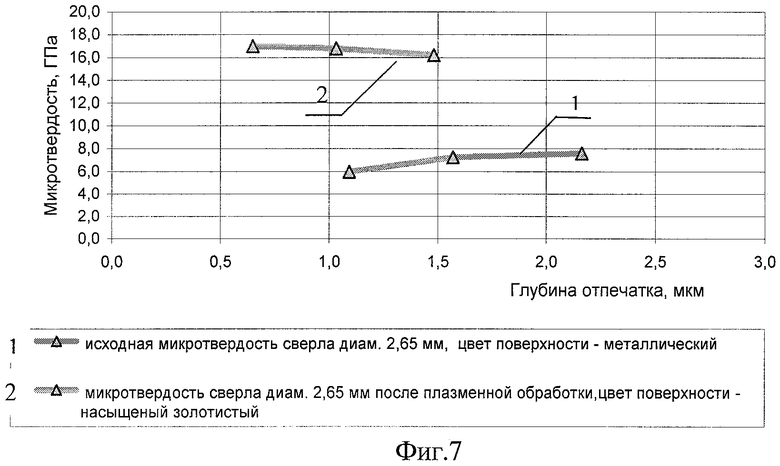
На фиг.7 дано распределение микротвердости по глубине для сверла ⌀ 2,65 мм.
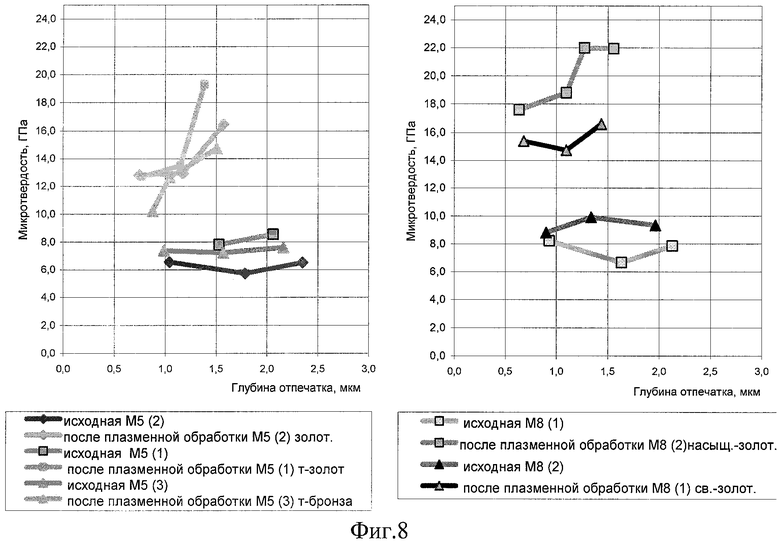
На фиг.8 показана взаимосвязь изменения распределения микротвердости по глубине с изменением оттенка обработанной поверхности после плазменной обработки для метчиков М5 (а) и М8 (б).
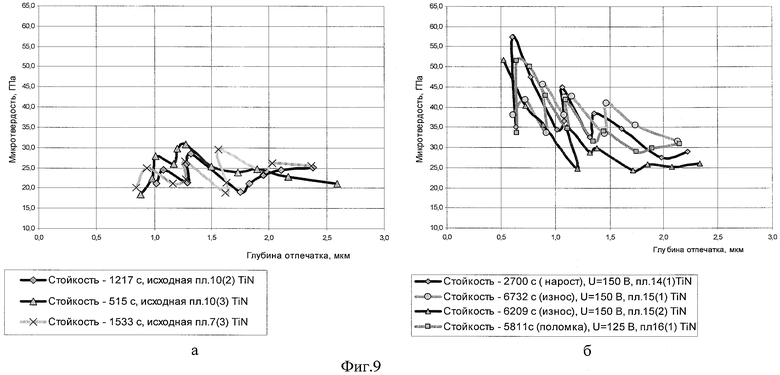
На фиг.9 представлено сопоставление распределений микротвердости по глубине для исходных (а) и прошедших плазменную обработку (б) сменных многогранных твердосплавных пластин с нанесенным покрытием TiN и приведены результаты стойкостных испытаний в производственных условиях.
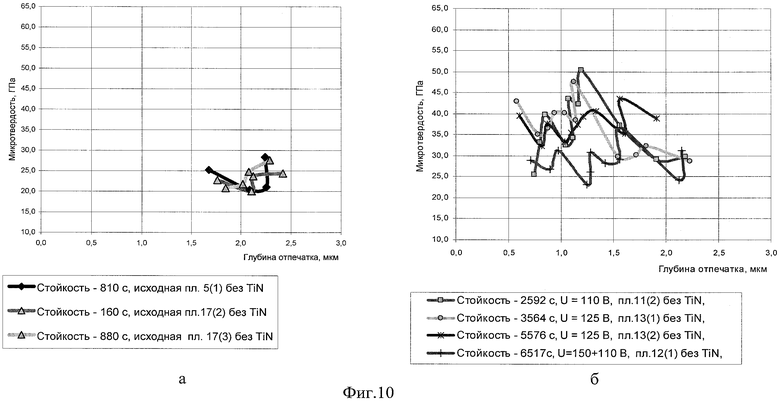
На фиг.10 представлено сопоставление распределений микротвердости по глубине для исходных (а) и прошедших плазменную обработку (б) сменных многогранных твердосплавных пластин с сошлифованным покрытием TiN и приведены результаты стойкостных испытаний в производственных условиях.
Предлагаемый технологический процесс включает плазменную обработку режущего инструмента и последующее охлаждение его в среде технологического газа при рабочем давлении в устройстве, в котором возбуждается стационарный комбинированный разряд низкотемпературной плазмы пониженного давления.
Данный способ обработки инструмента характеризуется следующими технологическими параметрами:
- рабочее давление используемого при обработке газа (Р), выбираемого из диапазона 250÷300 Па в зависимости от минимальной пробойной напряженности электромагнитного поля;
- постоянное положительное напряжение смещения (U), подаваемое на обрабатываемый инструмент, выбираемое из диапазона 20÷270 В для формирования вокруг инструмента электростатического поля, поддерживающего устойчивую генерацию плазмы;
- уровень СВЧ-мощности (W), устанавливаемый в зоне обработки, выбираемый из диапазона 10÷90 Вт для обеспечения возникновения разряда низкотемпературной плазмы пониженного давления у обрабатываемой поверхности инструмента;
- анодный ток магнетрона (Iан), задаваемый в пределах 12,5÷85 мА для регулирования заданного уровня СВЧ-мощности;
- время обработки инструмента в плазме (tоб) от 1,5 до 17 мин;
- время охлаждения обработанного инструмента (tохл) не менее 5 мин;
- ток смещения (I), возникающий в измерительной цепи при формировании плазмы - контрольный параметр, выбираемый из диапазона 2÷17 мкА;
- конечная лаговая температура (7) - контрольный параметр, выбираемый из диапазона 10÷230°С.
Указанные параметры режима плазменной обработки инструментов для каждого конкретного случая определяют по графикам соответствия оптимальных параметров режимов обработки инструментов их типоразмерам, построенным на основе данных предварительных обработок инструментов.
Для реализации предложенного способа можно использовать устройство для получения стационарного комбинированного разряда низкотемпературной плазмы пониженного давления (патент РФ №2277763, МПК: H05H 1/18) (см. фиг.1). Данное устройство содержит камеру обработки 1, внутреннее пространство которой ограничено трубой 2 из радиопрозрачного материала, вложенной в цилиндрический резонатор 3, и его торцами, которые герметично соединены между собой. На цилиндрический резонатор 3 установлена щелевая излучающая антенна 4. Камера 1 подключена к насосу вакуумной системы 5. Для подачи технологического газа в камеру 1 использована система газонапуска 6. В камере 1 расположен держатель 7 со сменной цангой 8 для установки в камере 1 обрабатываемого инструмента 9. Держатель 7 соединен через кабель с элементами защиты 10 и через герметичный разъем 11 с блоком подачи потенциала 12. Камера 1 с противоположной стороны подключения к вакуумной системе 5 закрыта дверью 13 с окном 14 для визуального наблюдения. Устройство содержит генератор СВЧ-энергии 15, от которого через волноводно-щелевую антенну 4, свернутую в кольцо, в цилиндрическом резонаторе 3 возбуждаются сверхвысокочастотные электромагнитные колебания. При наложении электростатического и сверхвысокочастотного электромагнитного полей у оконечной части обрабатываемого объекта 9 возникает стационарный комбинированный разряд низкотемпературной плазмы пониженного давления 16.
Предложенный способ осуществляют следующим образом.
Обрабатываемый инструмент 9 закрепляется в сменной цанге 8 держателя 7, расположенного в камере обработки 1. Часть поверхности инструмента и цанга 8 изолируются радиопрозрачным материалом 17, а открытой остается поверхность, подлежащая плазменной обработке. Затем подготовленный к плазменной обработке инструмент располагается в камере обработки 1 так, чтобы неизолированная оконечная часть инструмента располагалась в фиксированной точке пространства камеры обработки, координата которой относительно излучающих щелей волноводно-щелевой антенны зависит от геометрии инструмента. Затем дверь 13 камеры обработки плотно закрывают, включают форвакуумный насос 5, откачивают камеру до предельного давления (~10 Па), после чего в камеру обработки через систему газонапуска 6 подают технологический газ до рабочего давления (P), соответствующего минимальной пробойной напряженности электромагнитного поля в используемом газе в режиме непрерывной генерации микроволновой энергии (величину рабочего давления для применяемого технологического газа определяют по литературным источникам).
Затем на обрабатываемый инструмент подают постоянное положительное напряжение смещения из диапазона 20-270 В от блока подачи потенциала 12 через герметичный разъем 11, кабель с многослойными элементами защиты 10 и держатель 7. При этом инструмент находится под положительным потенциалом, а вокруг него формируется электростатическое поле. Величина постоянного положительного напряжения смещения определяется по графику (фиг.2а).
После этого путем регулирования анодного тока магнетрона (Iан) в камере 1 устанавливают уровень подводимой СВЧ-мощности из диапазона 10-90 Вт. При этом сверхвысокочастотные электромагнитные колебания поступают в режиме непрерывной генерации от генератора СВЧ-энергии 15 через волноводно-щелевую антенну 4 в цилиндрический резонатор 3.
При наложении на электростатическое поле сверхвысокочастотных электромагнитных колебаний вокруг обрабатываемой части инструмента в камере обработки возникает свечение стационарного комбинированного разряда низкотемпературной плазмы пониженного давления 16.
При воздействии скомпенсированного потока заряженных частиц плазмы на поверхность обрабатываемого инструмента в измерительной цепи регистрируется ток смещения I, по которому осуществляют контроль за процессом обработки. В зависимости от геометрии инструмента допускается изменение тока смещения от 2÷17 мкА, номинальная величина которого определяется по графику (фиг.2в). Во время контроля за процессом обработки при отклонении допустимого значения тока смещения (I) нормализацию режима обработки осуществляют изменением анодного тока магнетрона (Iан) до установления заданного значения тока смещения (I).
Воздействие скомпенсированного потока заряженных частиц плазмы на обрабатываемую поверхность вызывает разогрев инструмента, лаговая температура которого регистрируется термопарой, расположенной в держателе 7 (на фиг.1 не показана). Максимальное воздействие скомпенсированного потока заряженных частиц плазмы приходится на выступающие элементы или заостренные кромки инструмента, обрабатываемая поверхность которых интенсивно нагревается, происходит оплавление мелких поверхностных дефектов, расплавление микронного приповерхностного слоя, сопровождающееся интенсивным растворением в нем карбидной фазы, что вызывает изменение химического состава инструментального материала в этом слое. При этом значение конечной лаговой температуры инструмента (T) должно быть в пределах 20÷230°С в зависимости от его вида и типоразмера.
По истечении времени (tоб) плазменной обработки или при превышении допустимого значения конечной лаговой температуры (T), определяемых по графикам (фиг.2г, д), воздействие плазмы на обрабатываемую поверхность прекращают путем отключения генератора СВЧ-энергии. Инструмент охлаждается в среде технологического газа при рабочем давлении в течение не менее 5 мин или до безопасного уровня (ниже 80°С).
После снижения температуры инструмента прекращают напуск технологического газа в камеру 1 и его откачку. В камеру напускают атмосферу через соответствующий клапан напуска (на фиг.1 не показан), после чего открывают дверь 13 и извлекают обработанный инструмент 9.
В стационарном комбинированном разряде низкотемпературной плазмы пониженного давления допускается обрабатывать инструмент, размеры которого превышают зону формирования плазмы. При превышении площади обрабатываемой поверхности инструмента обработку ведут, располагая поочередно в зоне формирования плазмы сегменты обрабатываемой поверхности.
Такое воздействие стационарного комбинированного разряда низкотемпературной плазмы пониженного давления на все виды и типоразмеры обрабатываемого инструмента из инструментальных сталей сопровождается изменением цвета шлифованной поверхности от золотистого оттенка до темной бронзы, которому соответствует максимальное изменение микротвердости по глубине в приповерхностных слоях на выступающих участках и режущих кромках. Причем для таких инструментов интенсивность окрашивания поверхности является критерием оценки качества плазменной обработки и ее достаточности. При оттенке поверхности светлее золотистого обработку повторяют, а по оттенку поверхности инструмента темнее темной бронзы судят о его непригодности.
Для твердосплавного инструмента критерием оценки качества плазменной обработки является изменение микротвердости по глубине в приповерхностных слоях на выступающих участках.
Износостойкость инструмента, подвергнутого воздействию стационарного комбинированного разряда низкотемпературной плазмы пониженного давления, повышается в 3-4 раза в результате формирования на поверхности модифицированного слоя, в котором локализуются сдвиговые деформации, возникающие при трении в условиях резания.
Данный способ плазменной обработки, при котором оконечная часть инструмента полностью охватывается плазмой, позволяет обрабатывать режущий инструмент, в том числе и сложнопрофильный, из различных марок инструментальных сталей и твердого сплава, с нанесенными на них износостойкими покрытиями и без них.
Способ обработки режущего инструмента в стационарном комбинированном разряде низкотемпературной плазмы пониженного давления можно проиллюстрировать следующими примерами.
Пример 1
Предварительно обезжиренный сложнопрофильный режущий инструмент, например шлифованное сверло ⌀ 2,65 мм из инструментальной стали Р6М5, устанавливается в сменной цанге в установке, в которой возможно возбуждение стационарного комбинированного разряда низкотемпературной плазмы пониженного давления. Часть поверхности инструмента, не подлежащая плазменной обработке, изолируется несколькими слоями радиопрозрачного материала, например тонкой фторопластовой ленты. Затем инструмент располагают в камере 1. Дверь камеры обработки плотно закрывают, после чего камеру 1 откачивают до предельного давления ~10 Па и напускают технологический газ - азот через систему газонапуска и поддерживают рабочее давление Р=300 Па, при котором возможен пробой в азоте при минимальной напряженности электромагнитного поля в режиме непрерывной генерации микроволновой энергии. Величину рабочего давления для азота определяют по фиг.А.4. «Пробойные поля при непрерывном режиме в чистом воздухе, кислороде, азоте на частоте 2,8 ГГц при Λ=0,202 см» в приложении к книге Мак-Доналд А. Сверхвысокочастотный пробой в газах. / А.Мак-Доналд; пер. с англ. М.М.Савченко, А.Г.Франк. - М.: Мир, 1969. - 212 с.
Затем на обрабатываемое сверло подают от блока подачи потенциала 12 постоянное положительное напряжение смещения, величина которого определена по графику на фиг.2а в соответствии с диаметром сверла ⌀ 2,65 мм и равное U=+85 В. В камере обработки устанавливают уровень подводимой СВЧ-мощности (W) путем регулирования анодного тока магнетрона М-105 до 25 мА, что соответствует диаметру сверла ⌀ 2,65 мм (фиг.2б). В результате этого создаются условия для возбуждения и устойчивой генерации стационарного комбинированного разряда низкотемпературной плазмы пониженного давления, и у оконечной незаизолированной части сверла ⌀ 2,65 мм возникает оранжево-розовое свечение плазмы 16. При этом в измерительной цепи регистрируется ток смещения I, который в данном случае равен 2,7 мкА, что соответствует диаметру сверла ⌀ 2,65 мм (фиг.2в). Время обработки сверла tоб составило 8 мин. Нагрев обрабатываемой поверхности регистрируют термопарой, установленной в держателе 7. При завершении обработки сверла ⌀ 2,65 мм конечная лаговая температура Т составляет 35°С, допустимая конечная лаговая температура для данного сверла составляет согласно графику (фиг.2д) 40°С. При этом ток смещения I, конечная лаговая температура Т, время обработки (tоб) являются контролируемыми параметрами. По окончании времени технологического воздействия плазмы отключают анодный ток магнетрона Iан, постоянное положительное напряжение смещения U, при этом поверхность инструмента подвергается резкому охлаждению при рабочем давлении технологического газа.
После остывания обработанного сверла в течение 5 мин прекращают подачу технологического газа через систему газонапуска 6, отключают вакуумный насос 5, напускают атмосферу в камеру 1 через клапан напуска атмосферы, открывают дверь 14 камеры 1 и извлекают обработанное сверло ⌀ 2,65 мм. При этом цвет обработанной шлифованной поверхности сверла изменился до насыщенного золотистого оттенка.
Воздействие скомпенсированного потока заряженных частиц плазмы на обрабатываемую поверхность сверла вызывает ее разогрев, оплавление мелких заусенцев и дефектов поверхности, что в результате вызывает снижение шероховатости поверхности. Расплавление микронных приповерхностных слоев сопровождается взаимным растворением фаз, входящих в состав инструментальной стали Р6М5, расположенных в этом слое (фиг.4а, фиг.4б), что вызывает их легирование и изменение химического состава приповерхностного слоя. На фиг.4 хорошо видно уменьшение количества на единицу поверхности и размеров карбидных зерен, а также осветление обработанной поверхности, что свидетельствует об увеличении в поверхностном слое концентрации металлов с высокой атомной массой.
Резкое охлаждение расплавленных приповерхностных слоев в вакууме вызывает его аморфизацию на глубину до 4,5 мкм (фиг.5а, фиг.5б) и структурные изменения с формированием измельченной карбидной фазы на глубину ~40 мкм (фиг.6).
Такие изменения в приповерхностных слоях сопровождаются изменением микротвердости (фиг.7) и увеличением износостойкости в 4,5 раза (табл.3).
Пример 2
Сверла номиналов ⌀ 0,8, 4,1, 7,0, 10,5 мм из инструментальной стали Р6М5 были обработаны в стационарном комбинированном разряде низкотемпературной плазмы пониженного давления по процедуре, аналогичной примеру 1. Значения входных и контрольных технологических параметров были определены по графикам (фиг.2) и составили:
U=35 В; 113 В; 127 В; 137 В;
Iан=17,5 мА; 25 мА; 27 мА; 55 мА;
I=2 мкА; 4 мкА; 5,6 мкА; 10 мкА;
tоб=2 мин; 12 мин; 15 мин; 16,5 мин;
T=18°С; 50°С; 68°С; 93°С, что соответствует типоразмерам данных сверл.
В результате плазменной обработки микротвердость шлифованной поверхности режущих кромок увеличилась с 6,0-8,0 ГПа до 10,0-18,0 ГПа (табл.1), цвет поверхности сверл после обработки изменился от золотистого оттенка до оттенка темной бронзы, а износостойкость повысилась от 2,5 до 4,5 раз (табл.3).
Пример 3
В примере 3 плазменной обработке подвергаются метчики номиналов М5, М6, М8 из инструментальных сталей Р6М5, Р18, HSSE с различными покрытиями и обработку ведут аналогично примеру 1, при значениях входных технологических параметров, определенных по графикам (фиг.3) в соответствии с типоразмерами метчиков аналогично примеру 2. В результате плазменной обработки микротвердость поверхности калибрующих режущих элементов метчика увеличилась, что подтверждается данными, приведенными в табл.2, износостойкость повысилась от 3,6 до 4,1 раза (табл.3), при этом цвет поверхности метчиков изменился от золотистого оттенка до оттенка темной бронзы.
На фиг.8 приведена взаимосвязь изменения распределения микротвердости по глубине с изменением оттенка обработанной поверхности.
Поверхность метчика, имеющая светло-золотистый оттенок или темнее темной бронзы, имеет после плазменной обработки более низкие значения микротвердости. При этом изменение оттенка поверхности от золотистого до темной бронзы является критерием оценки качества плазменной обработки инструмента и ее достаточности. Такой подход позволяет проводить визуальный экспресс-контроль плазменной обработки, не прибегая к длительным измерениям микротвердости. Кроме того, экспериментально установлено, что для инструмента с оттенком поверхности более светлым, чем золотистый оттенок, обработку желательно повторить до получения оттенка поверхности в требуемых пределах, а при оттенке обработанной поверхности более темном, чем темная бронза, при необходимости принять решение о непригодности инструмента.
Пример 4
В примере 4 плазменной обработке подвергают фрезу пазовую 2900-7381 (материал - твердый сплав ВК6ОМ) ⌀ 40 мм с толщиной рабочей части фрезы - 0,225 мм, имеющей темно-серый оттенок поверхности, размеры которой превышают пределы зоны формирования стационарного комбинированного разряда низкотемпературной плазмы пониженного давления. Обработка пазовой фрезы по процедуре аналогична обработке сверла в примере 1 за исключением того, что плазма формируется на части (половина диаметра) обрабатываемой поверхности фрезы. При этом технологические параметры для данного вида инструмента подобраны экспериментально из диапазонов: U=125 В; Iан=25 мА; I=5 мкА; tоб=8 мин; Т=50°С. В этом случае обработку фрезы ведут дважды. При очередной обработке в зону формирования плазмы устанавливают необработанный сегмент фрезы с сохранением условий возбуждения стационарного комбинированного разряда низкотемпературной плазмы пониженного давления, т.е. расположения фрезы в рабочей камере и входных технологических параметров обработки. После плазменной обработки поверхность фрезы осветляется до серого цвета. Износостойкость фрезы повысилась в 4 раза (табл.3).
Пример 5
В примере 5 плазменной обработке подвергают сменные многогранные твердосплавные режущие пластины Т15К6 с покрытием TiN и сошлифованным покрытием TiN (WNUM-080404 ГОСТ 19048-80).
При плазменной обработке многогранную пластину устанавливали в камере 1 в держателе так, чтобы рабочие грани пластины полностью располагалась в зоне формирования стационарного комбинированного разряда низкотемпературной плазмы пониженного давления. Процедура обработки аналогична обработке сверла в примере 1 по технологическим параметрам, подобранным экспериментально для данного вида инструмента из диапазонов: U=150 В; Iан=25 мА; I=10 мкА; tоб=15 мин; Т=230°С.
После плазменной обработки изменение цвета поверхности инструмента визуально не идентифицировалось, а измерение микротвердости по глубине выявило образование плотной слоистой структуры приповерхностных слоев сменных многогранных пластин отличной от исходной структуры. Распределение микротвердости по глубине приведено на фиг.9-10. Такая структура приповерхностных слоев обладает повышенной в 4,4 и в 3,8 раза соответственно износостойкостью для твердосплавных пластин Т15К6 с покрытием TiN и сошлифованным покрытием TiN по сравнению с исходными необработанными пластинами (табл.3).
Пример 6
В примере 6 плазменной обработке подвергают сверло ⌀ 7,0 мм из инструментальной стали Р6М5 в стационарном комбинированном разряде низкотемпературной плазмы пониженного давления. Обработку ведут по процедуре, аналогичной примеру 1, при значениях входных технологических параметров, приведенных в номограмме (фиг.2), в качестве технологического газа применен аргон при давлении 250 Па. В результате смены технологического газа у оконечной незаизолированной части сверла ⌀ 7,0 мм возникает яркое сиреневато-розовое свечение плазмы 16.
Оптимальную величину рабочего давления аргона, соответствующую минимальной пробойной напряженности электромагнитного поля, определяют экспериментально с учетом данных, приведенных в известных литературных источниках (фиг.5.3.11. «Вероятность ионизации N2, CO, O2, NO, CO»; фиг.5.3.12. «Вероятность ионизации аргона»; табл.10.10.1. «Величина произведения давления на коэффициент амбиполярной диффузии для различных ионов в разных газах», приведенных в книге И.Мак-Даниэль. Процессы столкновений в ионизированных газах / И.Мак-Даниэль. - М.: Мир, 1967. - 832 с.).
В результате плазменной обработки произошло изменение микротвердости приповерхностных слоев, цвета шлифованной поверхности режущих кромок сверл и износостойкости, аналогично примеру 2.
Таким образом, обработка инструмента в стационарном комбинированном разряде низкотемпературной плазмы пониженного давления на малых уровнях СВЧ-мощности является перспективным, весьма эффективным и экономичным способом улучшения эксплуатационных характеристик режущего инструмента различного целевого назначения в 3-4,5 раза.
В зависимости от энергетичности частиц плазмы на обрабатываемой поверхности можно проводить различные процессы: выглаживание поверхности (электрополировку), полимеризацию с образованием плотноупакованной полимерной пленки, диффузионные процессы и легирование, т.е. к структурным изменениям поверхностных и объемных свойств объекта обработки.
СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА В СТАЦИОНАРНОМ КОМБИНИРОВАННОМ РАЗРЯДЕ НИЗКОТЕМПЕРАТУРНОЙ ПЛАЗМЫ ПОНИЖЕННОГО ДАВЛЕНИЯ
СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА В СТАЦИОНАРНОМ КОМБИНИРОВАННОМ РАЗРЯДЕ НИЗКОТЕМПЕРАТУРНОЙ ПЛАЗМЫ ПОНИЖЕННОГО ДАВЛЕНИЯ
СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА В СТАЦИОНАРНОМ КОМБИНИРОВАННОМ РАЗРЯДЕ НИЗКОТЕМПЕРАТУРНОЙ ПЛАЗМЫ ПОНИЖЕННОГО ДАВЛЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ПОЛУЧЕНИЯ СТАЦИОНАРНОГО КОМБИНИРОВАННОГО РАЗРЯДА НИЗКОТЕМПЕРАТУРНОЙ ПЛАЗМЫ ПОНИЖЕННОГО ДАВЛЕНИЯ | 2004 |
|
RU2277763C2 |
| Способ упрочнения инструмента из быстрорежущей стали | 2019 |
|
RU2745919C1 |
| Способ комбинированного упрочнения режущего инструмента | 2018 |
|
RU2708024C1 |
| СПОСОБ УПРОЧНЕНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2009272C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ | 2008 |
|
RU2370570C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО ИОННОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ В МАГНИТНОМ ПОЛЕ | 2016 |
|
RU2625864C1 |
| СПОСОБ УПРОЧНЕНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2048606C1 |
| Способ комплексной ионно-плазменной обработки металлорежущих инструментов из быстрорежущей стали | 2024 |
|
RU2822379C1 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ | 2013 |
|
RU2545858C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ВАКУУМНОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ИНСТРУМЕНТА | 2000 |
|
RU2210621C2 |
Изобретение относится к технологии поверхностной упрочняющей обработки режущих инструментов и может быть использовано в машиностроении и инструментальной промышленности. Согласно способу инструмент размещают в камере, камеру вакуумируют, подают в нее технологический газ до рабочего давления (Р), при котором возможен пробой газа при минимальной напряженности электромагнитного поля. Затем подают на инструмент положительное напряжение смещения (U), формирующее вокруг него электростатическое поле, достаточное для поддерживания устойчивой генерации плазмы, и генерируют микроволновую энергию до уровня СВЧ-мощности (W) 10-90 Вт. Воздействие плазмы на режущие кромки инструмента осуществляют в течение 1,5-17 мин (tоб) и затем инструмент охлаждают. При этом осуществляют контроль за процессом обработки по току смещения (I), возникающему в измерительной цепи при формировании плазмы и выбираемому из диапазона 2÷17 мкА, и конечной лаговой температуре (Т), выбираемой из диапазона 10-230°С. При отклонении от допустимого значения тока смещения (I) нормализацию режима обработки осуществляют изменением анодного тока магнетрона (Iан). При превышении допустимого значения конечной лаговой температуры (Т) обработку инструмента прекращают досрочно. Технический результат - повышение износостойкости режущего инструмента. 3 з.п. ф-лы, 10 ил., 3 табл.
1. Способ обработки режущего инструмента в стационарном комбинированном разряде низкотемпературной плазмы пониженного давления, возбуждаемом у выступающих его частей или заостренных кромок, включающий размещение инструмента в камере, вакуумирование камеры, подачу в камеру технологического газа, неокисляющего поверхность инструмента, до рабочего давления (Р), при котором возможен пробой технологического газа при минимальной напряженности электромагнитного поля в режиме непрерывной генерации микроволновой энергии, подачу на инструмент постоянного положительного напряжения смещения (U), формирующего вокруг него электростатическое поле, достаточное для поддерживания устойчивой генерации плазмы, генерирование в камеру микроволновой энергии до уровня СВЧ мощности (W) 10-90 Вт путем регулирования анодного тока (Iан) с формированием стационарного комбинированного разряда низкотемпературной плазмы, воздействие плазмы на режущие кромки обрабатываемого инструмента в течение 1,5-17 мин (tоб) и последующее охлаждение инструмента в среде технологического газа при рабочем давлении не менее 5 мин, при этом осуществляют контроль за процессом обработки по току смещения (I), возникающему в измерительной цепи при формировании плазмы и выбираемому из диапазона 2-17 мкА, и конечной лаговой температуре (Т), выбираемой из диапазона 10÷230°С, соответствующими типоразмеру и материалу обрабатываемого инструмента, при отклонении от допустимого значения контрольного параметра - тока смещения (I) нормализацию режима обработки осуществляют изменением анодного тока магнетрона (Iан), при превышении допустимого значения контрольного параметра - конечной лаговой температуры (Т) обработку инструмента прекращают досрочно.
2. Способ по п.1, отличающийся тем, что обработку ведут в азоте при давлении 300 Па или в аргоне при давлении, равном 250 Па.
3. Способ по п.1, отличающийся тем, что инструмент располагают обрабатываемой частью непосредственно в зоне формирования стационарного комбинированного разряда низкотемпературной плазмы пониженного давления, при превышении площади обрабатываемой поверхности инструмента зоны формирования плазмы обработку ведут, располагая поочередно в зоне формирования плазмы сегменты обрабатываемой поверхности инструмента.
4. Способ по п.1, отличающийся тем, что при обработке инструмента со шлифованной поверхностью режущих кромок осуществляют контроль качества и степени достаточности обработки по изменению цвета поверхности режущих кромок, которое допускается в пределах от золотистого цвета до цвета темной бронзы, при оттенке светлее золотистого обработку инструмента повторяют, а по оттенку темнее темной бронзы судят о его непригодности.
| СПОСОБ И УСТРОЙСТВО ПОЛУЧЕНИЯ СТАЦИОНАРНОГО КОМБИНИРОВАННОГО РАЗРЯДА НИЗКОТЕМПЕРАТУРНОЙ ПЛАЗМЫ ПОНИЖЕННОГО ДАВЛЕНИЯ | 2004 |
|
RU2277763C2 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1999 |
|
RU2167216C1 |
| СВЧ-ПЛАЗМОХИМИЧЕСКИЙ РЕАКТОР | 1999 |
|
RU2149521C1 |
| EP 822572 B1, 04.10.2001 | |||
| JP 2005307284 A, 04.11.2005. | |||

