Изобретение относится к коллектору для аппарата высокого давления паросиловых установок, к способу получения такого коллектора, а также к аппарату высокого давления с таким коллектором.
В паросиловых установках применяется аппарат высокого давлении, в частности подогреватель высокого давления, имеющий коллектор для впуска питательной воды (впускной коллектор) и коллектор для выпуска нагретой питательной воды (выпускной коллектор). Коллекторы соединены друг с другом посредством труб, причем у определенного типа аппарата высокого давления трубы в аппарате высокого давления могут выполняться в виде змеевиков. Трубы, а с ними и питательная вода омываются горячей средой, подводимой под давлением в аппарат высокого давления, так что питательная вода подогревается.
Подсоединение трубы для питательной воды к коллектору обычно осуществляется посредством патрубка. Известны различные способы соединения патрубка с коллектором. Согласно одному способу из прутковой заготовки вытачивается втулка с глухим обработанным отверстием, диаметр которого меньше или равен последующему проходному обработанному отверстию. На насаживаемой торцевой поверхности патрубка предусмотрен цилиндрический выступ, который вставляется в установочное обработанное отверстие стенки коллектора. Цилиндрический выступ облегчает базирование устанавливаемого патрубка по месту и направлению. После установки патрубка в стенку коллектора обе детали нагреваются примерно до 120°С, и патрубок сваривается со стенкой коллектора. При этом применяется предпочтительно сварка под флюсом. Затем обе детали снова разогреваются до высокой температуры, и глухое необработанное отверстие продлевается через первоначально не расточенную часть патрубка до стенки коллектора и сквозь нее посредством рассверливания и развертывания. При таком порядке действий одновременно удаляется дно сварного шва. Благодаря этому устраняется неполное сваривание в дне сварного шва и влияние подреза. Затем осуществляются краско-капиллярная дефектоскопия и визуальный контроль. Благодаря этому способу удается достичь очень хороших результатов при закреплении патрубка. Однако неблагоприятным остается то, что после приваривания патрубка каждый отдельный патрубок должен обрабатываться резанием. При больших коллекторах с множеством труб это связано с высокой трудоемкостью и затратами времени.
Для упрощения этого способа возможно изменить конструктивное оформление патрубка. При альтернативном способе применяется патрубок, который не имеет цилиндрического выступа, но вместо этого снабжен проходным обработанным отверстием. Толщина стенки патрубка в зоне его торцевой поверхности, которая должна быть соединена со стенкой коллектора, утонена так, что возможно проваривание поверхностей касания патрубка и стенки коллектора. Более не являются необходимыми последующая внутренняя обработка для получения прохода между патрубком и стенкой коллектора и удаление корня сварного шва посредством просверливания. Однако оказалось, что выравнивание патрубка с кольцеобразной поверхностью касания стенки коллектора является трудоемким.
Для этого патрубок перед непосредственным свариванием должен быть прихвачен сварочными точками, что означает повышенную трудоемкость. У коллекторов с большим диаметром соответствующее место сварки к тому же не является легко доступным, так что необходимы специальные сварочные приспособления.
Задача изобретения состоит в создании коллектора для аппаратов высокого давления паросиловых установок, имеющего, по меньшей мере, один патрубок, обеспечивающий малую трудоемкость при высокой надежности. Также задачей изобретения является создание способа для получения такого рода коллектора. Кроме того, задачей является создание аппарата высокого давления с коллектором такого рода.
Задачи решаются посредством признаков независимых пунктов формулы изобретения. Преимущественные формы осуществления изобретения являются объектом зависимых пунктов формулы изобретения.
Соответствующий изобретению коллектор для аппарата высокого давления паросиловых установок имеет, по меньшей мере, один патрубок для приваривания труб питательной воды, причем патрубок выступает наружу от стенки коллектора и образован целиком из стенки коллектора. Таким образом, патрубок не является отдельной деталью, которая на стенке коллектора должна быть выравнена, прихвачена сварочными точками и приварена. Также не является необходимой обработка резанием проходного необработанного отверстия для удаления дна сварного шва. У соответствующего изобретению коллектора более не требуется высокий нагрев до определенной температуры. Вместо этого из стенки коллектора образован, по меньшей мере, один патрубок. Патрубок и стенка коллектора являются, таким образом, одной деталью, так что более не должны возникать трудности вследствие, например, нанесения сварного шва. Устраняются все проблемы, сопровождающие присоединение двух различных деталей. Благодаря тому, что патрубок образован целиком из стенки коллектора, удается предусмотреть патрубок на коллекторе при незначительной трудоемкости и высокой надежности.
Согласно форме осуществления изобретения толщина стенки патрубка на первом конце, который образует переход к стенке коллектора, больше, чем на противоположном, втором конце, который предусмотрен для приваривания трубы питательной воды. А с этим, в области перехода к стенке коллектора может быть достигнута относительно высокая прочность, так что при нагружении моментом от трубы, патрубок остается надежно соединенным с коллектором.
Особенно предпочтительно первый конец патрубка образует на своей внешней стенке, в сечении, пояс с вогнутым контуром. Это уменьшает концентрацию напряжений в зоне перехода к стенке коллектора. Кроме того, такой контур можно легко изготовить. Предпочтительно, патрубок изготовлен обработкой резанием. Таким образом, стенка коллектора в зоне патрубка удаляется резанием, так что патрубок выполнен как выступающая часть. Но возможно изготовление без снятия стружки, например, посредством обработки давлением.
Соответствующий изобретению способ получения коллектора, описанного ранее, отличается тем, что патрубок, выступающий из стенки коллектора, изготавливается посредством обработки резанием, в частности, фрезами, так, что он выступает наружу из стенки коллектора. Следовательно, патрубок образуется из стенки коллектора, имеющей большую толщину стенки, чем стенки коллектора согласно уровню техники. Толщина стенки коллектора, остающаяся после обработки резанием, соответствует толщине стенки, обычной для коллектора, который изготавливается согласно уровню техники.
Хотя изготовление обработкой резанием применительно к прочности и надежности переходной зоны между патрубком и стенкой коллектора является очень надежным способом, для подтверждения успешно осуществленного способа после обработки резанием может быть произведена краско-капиллярная дефектоскопия. Таким образом удается обнаружить возможные трещины в зоне перехода между патрубком и стенкой коллектора.
Согласно изобретению аппарат высокого давления, в частности, подогреватель высокого давления для паросиловой установки, имеет коллектор, как описано выше.
Ниже изобретение описывается с помощью одного примера осуществления, представленного на чертежах. Показывают:
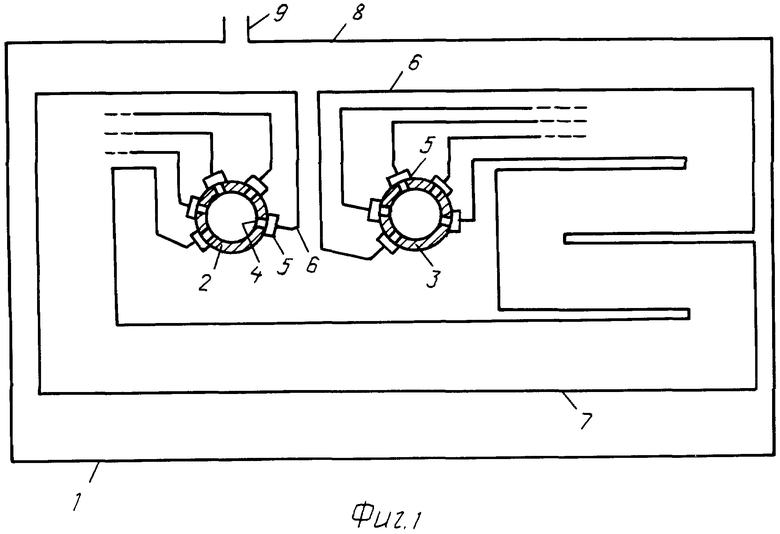
фиг.1 - схематичное представление в поперечном сечении подогревателя высокого давления с двумя коллекторами согласно изобретению; и
фиг.2 - поперечное сечение через стенку коллектора с патрубком, относящимся к ней.
На фиг.1 в схематичном представлении, в поперечном сечении, упрощенно изображен подогреватель 1 высокого давления. Подогреватель имеет впускной коллектор 2 для подвода питательной воды. Питательная вода направляется через множество проходных обработанных отверстий 4 к соответственно относящимся патрубкам 5, через которые питательная вода может проникать в присоединенные трубы 6. Согласно варианту осуществления, представленному на фиг.1, трубы 6 расположены так, что они в форме змеевика 7 проходят подогреватель. На краю корпуса 8 подогревателя предусмотрен впуск 9 для подвода пара, который под давлением приводится в контакт со змеевиками. Вследствие этого питательная вода, имеющаяся в змеевиках, нагревается и после прохождения змеевиков попадает к выпускному коллектору 3. К выпускному коллектору 3, как и у впускного коллектора 2, присоединены трубы 6 посредством патрубков 5. После прохождения патрубков 5 и проходного обработанного отверстия через стенку выпускного коллектора 3, нагретая питательная вода попадает, таким образом, в центральный канал выпускного коллектора 3 и может покинуть подогреватель 1.
Конструктивное оформление патрубка 5 на коллекторе 2 или 3, согласно изобретению, очевидно из фиг.2. Из коллектора 2 или 3 изображен только вырез из внешней зоны стенки 21 коллектора, в поперечном сечении. Первоначальный контур 22 стенки 21 коллектора обозначен штриховой линией. Посредством, например, обработки резанием изменяют первоначальный контур 22 стенки коллектора до контура стенки коллектора, изображенного под позицией 23, вплоть до самого патрубка 5 как неизмененной части стенки 21 коллектора, остальное остается и выступает из контура 23. Согласно форме осуществления, изображенной на фиг.2, патрубок 5 имеет первый конец 51, который образован в зоне 52 перехода между патрубком 5 и стенкой 21 коллектора посредством вогнутого пояса 53. А с этим применительно к прочности зоне 52 перехода между патрубком 5 и стенкой 21 коллектора создано особенно жесткое соединение, которое может воспринимать возникающее нагружение моментом без большой опасности образования трещин в зоне 52.
Второй конец 54 соединяется с трубой 6, причем труба 6 на фиг.2 не изображена. Протекание питательной воды осуществляется через проходное обработанное отверстие 4, которое проходит через патрубок 5 и стенку 21 коллектора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРИМЕНЕНИЯ ТОПЛИВА И РАБОЧЕГО ТЕЛА В ПАРОСИЛОВОМ ЦИКЛЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2579414C1 |
| ПАРОГЕНЕРАТОР | 2024 |
|
RU2827748C1 |
| ПАРОГЕНЕРАТОР | 2018 |
|
RU2697209C1 |
| ПОДОГРЕВАТЕЛЬ ПИТАТЕЛЬНОЙ ВОДЫ | 1996 |
|
RU2100693C1 |
| ГОРИЗОНТАЛЬНЫЙ ПАРОГЕНЕРАТОР АТОМНОЙ ЭЛЕКТРОСТАНЦИИ И СПОСОБ ЕГО СБОРКИ | 2014 |
|
RU2570992C1 |
| Теплосиловая установка | 1990 |
|
SU1763681A1 |
| ТЕПЛООБМЕННЫЙ АППАРАТ | 2024 |
|
RU2839075C1 |
| ПОДОГРЕВАТЕЛЬ ВЫСОКОГО ДАВЛЕНИЯ СИСТЕМЫ РЕГЕНЕРАЦИИ ПАРОВОЙ ТУРБИНЫ | 2007 |
|
RU2360181C1 |
| Микротеплоэлектроцентраль, работающая на возобновляемых источниках энергии | 2016 |
|
RU2608448C1 |
| ПАРОГЕНЕРАТОР | 2015 |
|
RU2616431C2 |
Коллектор аппарата высокого давления паросиловых установок имеет стенку (21) коллектора с патрубком (5) для приваривания труб питательной воды. Патрубок (5) образован целиком из стенки (21) коллектора и выступает наружу от стенки (21) коллектора. Патрубок (5) образуется из стенки (21) коллектора посредством обработки резанием с первоначально большей толщиной стенки. Посредством обработки резанием первоначальный внешний контур (22) стенки (21) коллектора изменяется до внешнего контура (23) стенки (21) коллектора, при этом образуется патрубок (5) как неизменная часть стенки (21) коллектора, выступающая из внешнего контура (23). Позволяет отказаться от сварного соединения между патрубком как первой деталью и стенкой коллектора как второй деталью, так что при больших коллекторах с множеством патрубков значительно снижается трудоемкость изготовления, повышается прочность и надежность переходной зоны между патрубком и стенкой коллектора. 3 н. и 3 з.п. ф-лы, 2 ил.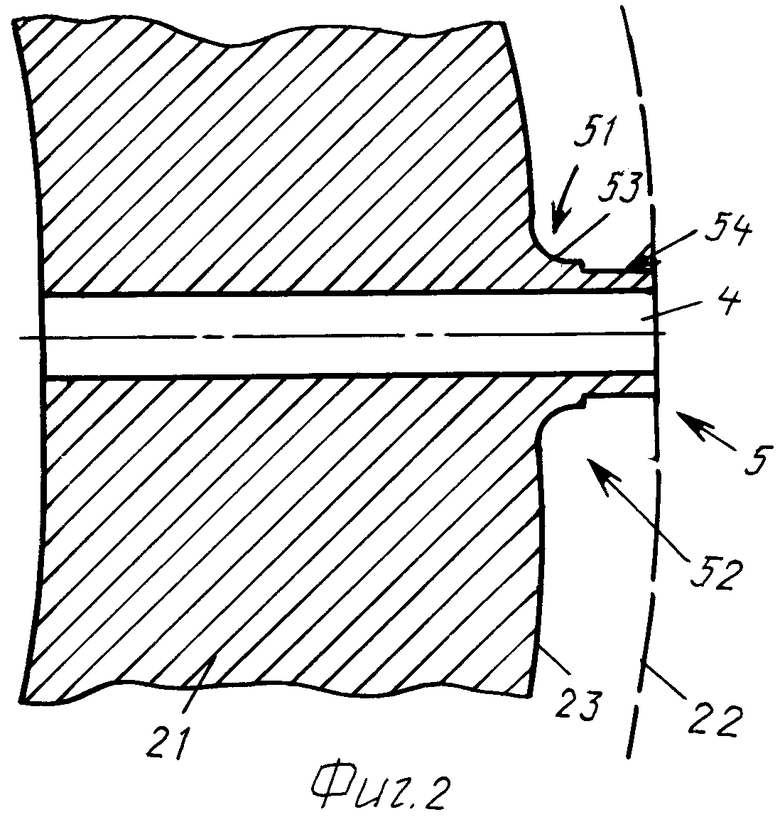
1. Способ изготовления коллектора (2, 3) для аппарата высокого давления (1) паросиловых установок, причем коллектор (2, 3) снабжают стенкой (21) коллектора с патрубком (5) для приваривания труб (6) питательной воды, а патрубок (5) изготавливают целиком из стенки (21) коллектора таким образом, что он выступает наружу от стенки (21) коллектора, отличающийся тем, что патрубок (5) изготавливают из стенки (21) коллектора посредством обработки резанием с первоначально большей толщиной стенки, причем посредством обработки резанием изменяют первоначальный внешний контур (22) стенки (21) коллектора до внешнего контура (23) стенки (21) коллектора, оставляя патрубок (5) как неизменную часть стенки (21) коллектора, выступающую из внешнего контура (23).
2. Способ по п.1, отличающийся тем, что после обработки резанием осуществляют краско-капиллярную дефектоскопию.
3. Коллектор (2, 3) для аппарата высокого давления (1) паросиловых установок, имеющий стенку (21) коллектора с патрубком (5) для приваривания труб (6) питательной воды, причем патрубок (5) образован целиком из стенки (21) коллектора и выступает наружу от стенки (21) коллектора, отличающийся тем, что патрубок (5) образуется из стенки (21) коллектора посредством обработки резанием с первоначально большей толщиной стенки, причем посредством обработки резанием первоначальный внешний контур (22) стенки (21) коллектора изменяется до внешнего контура (23) стенки (21) коллектора, при этом образуется патрубок (5) как неизменная часть стенки (21) коллектора, выступающая из внешнего контура (23).
4. Коллектор (2, 3) по п.3, отличающийся тем, что толщина стенки патрубка (5) на первом конце (51), образующем переход к стенке (21) коллектора, больше, чем на противоположном втором конце (54), предусмотренном для приваривания трубы (6) питательной воды.
5. Коллектор (2, 3) по п.4, отличающийся тем, что первый конец (51) патрубка (5) образует в поперечном сечении на своей внешней стенке пояс с вогнутым контуром (53).
6. Аппарат (1) высокого давления, в частности, подогреватель высокого давления для паросиловой установки, отличающийся тем, что аппарат (1) высокого давления имеет коллектор (2, 3) согласно любому из пп.3-5.
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1983 |
|
SU1140960A1 |
| BE 556639 A, 26.02.1960 | |||
| Вращающийся гидроцилиндр | 1978 |
|
SU929896A1 |
| US 2006207096 A1, 21.09.2001 | |||
| Способ изготовления змеевикового теплообменника | 1984 |
|
SU1402785A1 |
| Входная камера теплообменника | 1974 |
|
SU777391A1 |
| Способ сварки патрубка с оболочковой конструкцией | 1983 |
|
SU1138282A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА СТАТОРА ИЛИ РОТОРА | 2002 |
|
RU2276633C2 |
| ПЕНЕТРАНТ ДЛЯ ЦВЕТНОЙ КАПИЛЛЯРНОЙ ДЕФЕКТОСКОПИИ | 2003 |
|
RU2238543C1 |

