(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления железобетонных плит с преднапряженной арматурой | 1985 |
|
SU1454703A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДНАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И ФОРМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1996 |
|
RU2109898C1 |
| Способ изготовления преднапряженных железобетонных изделий и форма для осуществления способа | 2001 |
|
RU2219050C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2017609C1 |
| Форма для изготовления изделий из бетонных смесей | 1982 |
|
SU1094743A1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1982 |
|
SU1096113A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И СТРОИТЕЛЬНЫЕ КОНСТРУКЦИИ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2292261C1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1985 |
|
SU1299805A1 |
| Пакетная форма для изготовления предварительно-напряженных железобетонных изделий | 1981 |
|
SU1030173A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2017911C1 |
ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ, содержащая поддон с бортами, траверсами со съемными анкерными колодками и ограждением, отличающаяся тем, что, с целью обеспечения возможности изготовления изделий с различным, расположением напрягаемой арматуры, поддон выполнен с опорными площадками, каждая траверса - в виде опертой на последние при помощи башмаков А-образной рамы с закрепленным на ее поперечине фиксатором анкерной колодки, в которой образован паз для размещения последнего.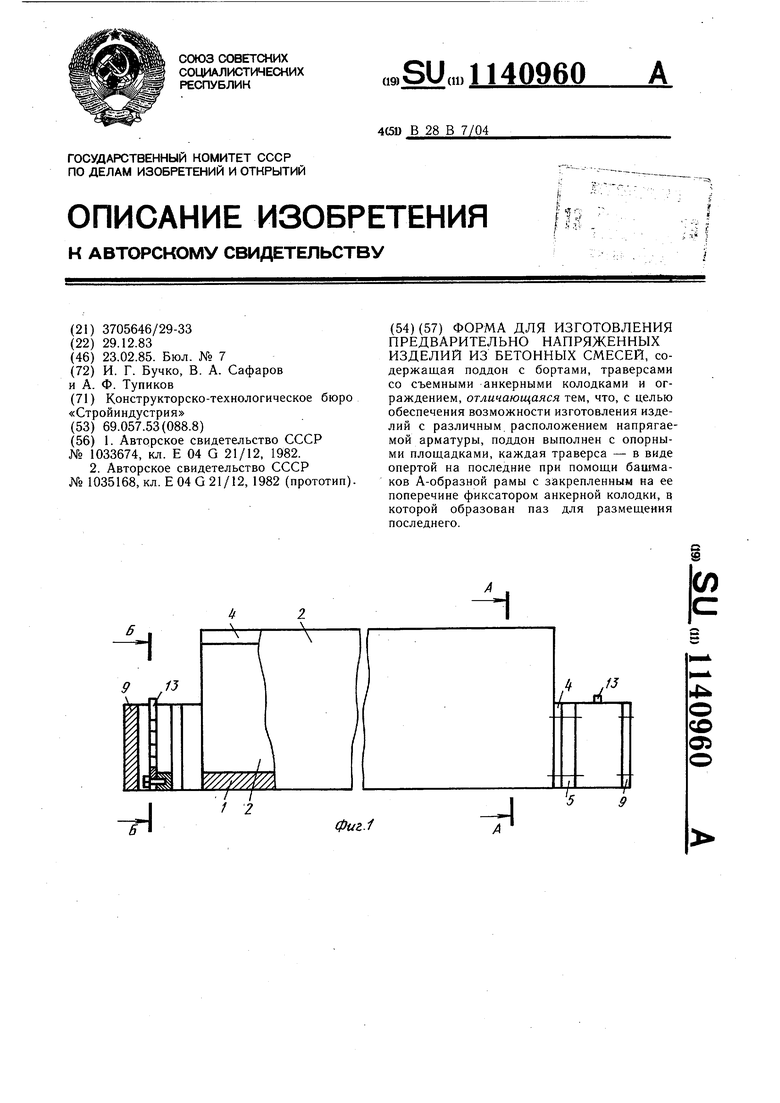
4
О
со
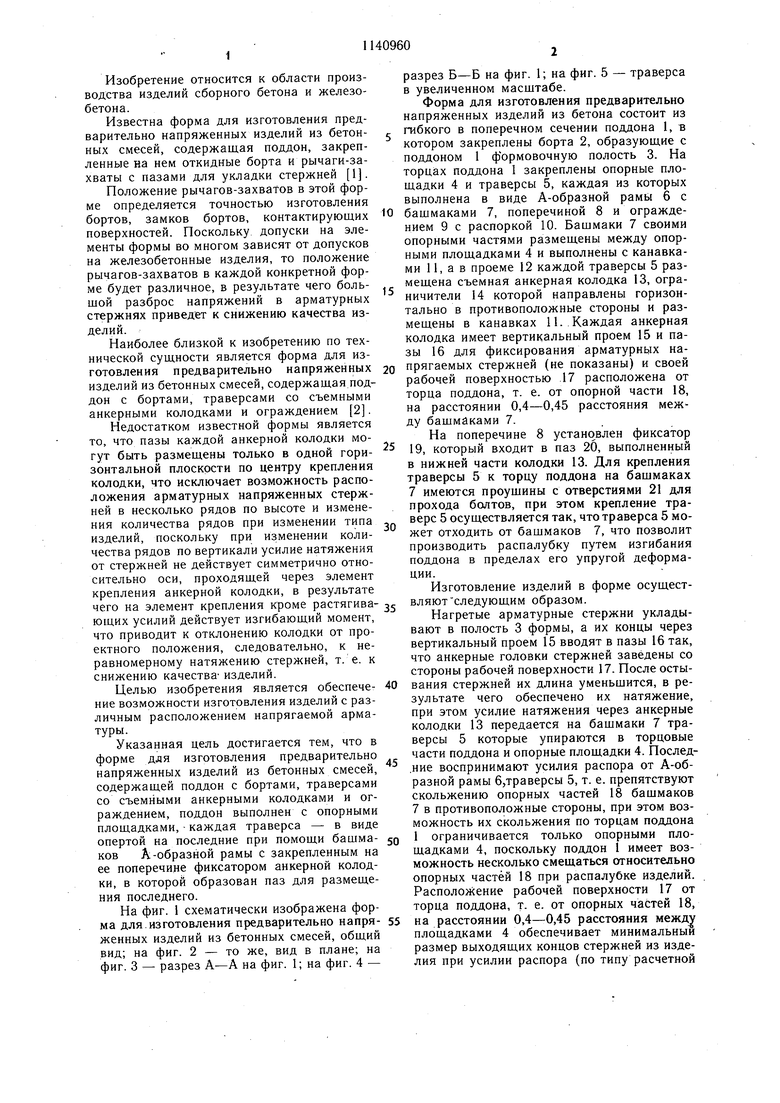
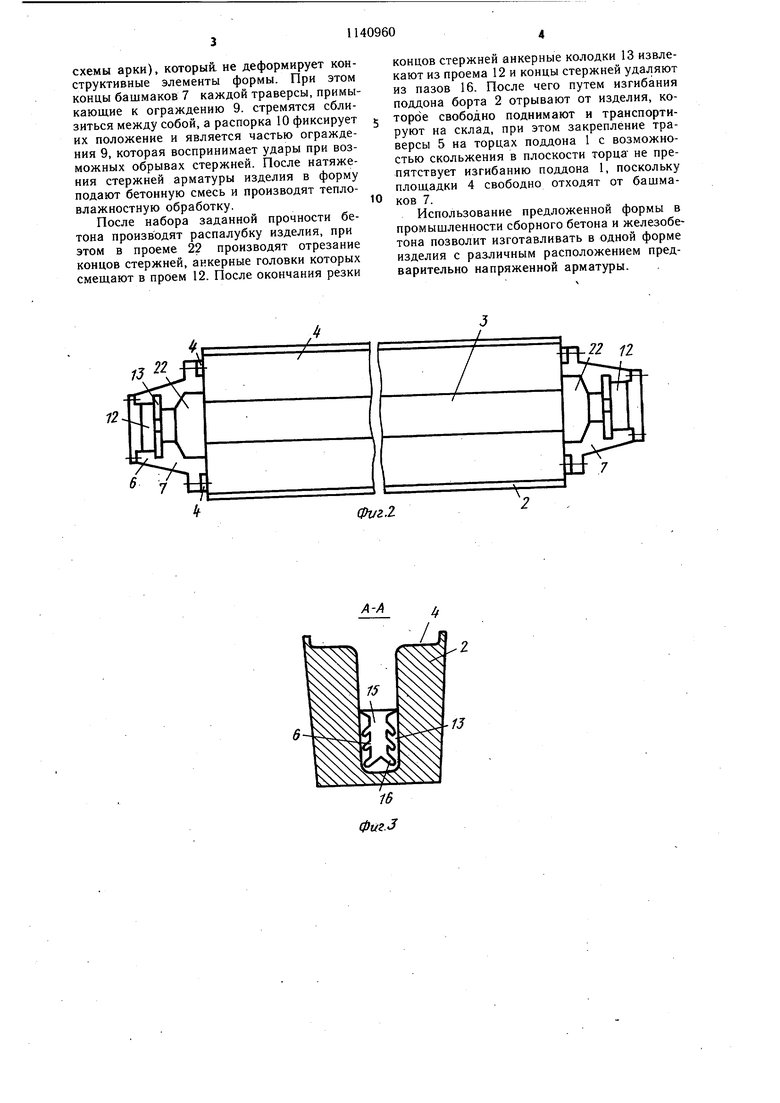
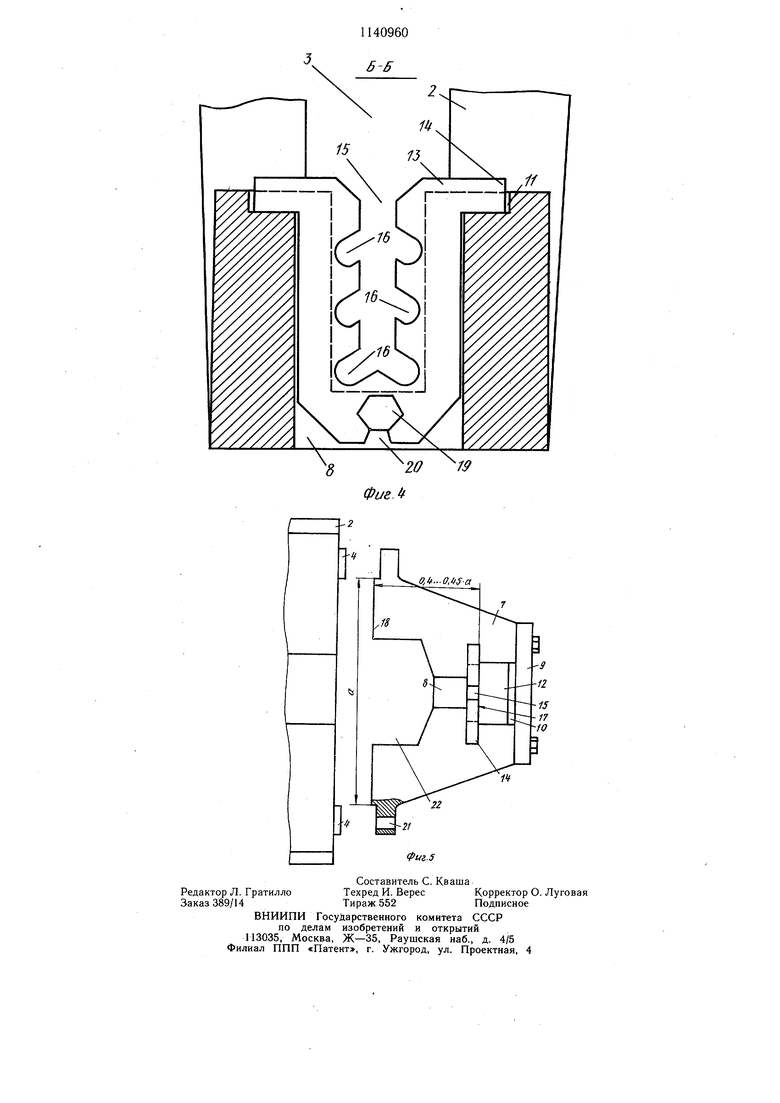
О5 Изобретение относится к области производства изделий сборного бетона и железобетона. Известна форма для изготовления предварительно напряженных изделий из бетонных смесей, содержащая поддон, закрепленные на нем откидные борта и рычаги-захваты с пазами для укладки стержней 1. Положение рычагов-захватов в этой форме определяется точностью изготовления бортов, замков бортов, контактирующих поверхностей. Поскольку допуски на элементы формы во многом зависят от допусков на железобетонные изделия, то положение рычагов-захватов в каждой конкретной форме будет различное, в результате чего больщой разброс напряжений в арматурных стержнях приведет к снижению качества изделий. Наиболее близкой к изобретению по технической сущности является форма для изготовления предварительно напряженных изделий из бетонных смесей, содержащая поддон с бортами, траверсами со съемными анкерными колодками и ограждением 2. Недостатком известной формы является то, что пазы каждой анкерной колодки могут быть размещены только в одной горизонтальной плоскости по центру крепления колодки, что исключает возможность расположения арматурных напряженных стержней в несколько рядов по высоте и изменения количества рядов при изменении типа изделий, поскольку при изменении количества рядов по вертикали усилие натяжения от стержней не действует симметрично относительно оси, проходящей через элемент крепления анкерной колодки, в результате чего на элемент крепления кроме растягивающих усилий действует изгибающий момент, что приводит к отклонению колодки от проектного положения, следовательно, к неравномерному натяжению стержней, т. е. к снижению качества- изделий. Целью изобретения является обеспечение возможности изготовления изделий с различным расположением напрягаемой арматуры. Указанная цель достигается тем, что в форме для изготовления предварительно напряженных изделий из бетонных смесей, содержащей поддон с бортами, траверсами со съемными анкерными колодками и ограждением, поддон выполнен с опорными площадками, каждая траверса - в виде опертой на последние при помощи башмаков А-образной рамы с закрепленным на ее поперечине фиксатором анкерной колодки, в которой образован паз для размещения последнего. На фиг. 1 схематически изображена форма для.изготовления предварительно напряженных изделий из бетонных смесей, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - траверса в увеличенном масщтабе. Форма для изготовления предварительно напряженных изделий из бетона состоит из гибкого в поперечном сечении поддона 1, в котором закреплены борта 2, образующие с поддоном 1 формовочную полость 3. На торцах поддона 1 закреплены опорные площадки 4 и траверсы 5, каждая из которых выполнена в виде А-образной рамы 6 с бащмаками 7, поперечиной 8 и ограждением 9 с распоркой 10. Башмаки 7 своими опорными частями размещены между опорными площадками 4 и выполнены с канавками 11, а в проеме 12 каждой траверсы 5 размещена съемная анкерная колодка 13, ограничители 14 которой направлены горизонтально в противоположные стороны и размещены в канавках 11. Каждая анкерная колодка имеет вертикальный проем 15 и пазы 16 для фиксирования арматурных напрягаемых стержней (не показаны) и своей рабочей поверхностью 17 расположена от торца поддона, т. е. от опорной части 18, на расстоянии 0,4-0,45 расстояния между башмаками 7. На поперечине 8 установлен фиксатор 19, который входит в паз 20, выполненный в нижней части колодки 13. Для крепления траверсы 5 к торцу поддона на бащмаках 7 имеются проущины с отверстиями 21 для прохода болтов, при этом крепление траверс 5 осуществляется так, что траверса 5 может отходить от бащмаков 7, что позволит производить распалубку путем изгибания поддона Б пределах его упругой деформации. Изготовление изделий в форме осуществляютследующим образом. Нагретые арматурные стержни укладывают в полость 3 формы, а их концы через вертикальный проем 15 вводят в пазы 16 так, что анкерные головки стержней заведены со стороны рабочей поверхности 17. После остывания стержней их длина уменьшится, в результате чего обеспечено их натяжение, при этом усилие натяжения через анкерные колодки 13 передается на бащмаки 7 траверсы 5 которые упираются в торцовые части поддона и опорные площадки 4. Послед.ние воспринимают усилия распора от А-образной рамы 6,траверсы 5, т. е. препятствуют скольжению опорных частей 18 башмаков 7 в противоположные стороны, при этом возможность их скольжения по торцам поддона 1 ограничивается только опорными площадками 4, поскольку поддон 1 имеет возможность несколько смещаться относительно опорных частей 18 при распалубке изделий. Расположение рабочей поверхности 17 от торца поддона, т- е. от опорных частей 18, на расстоянии 0,4-0,45 расстояния между площадками 4 обеспечивает минимальный размер выходящих концов стержней из изделия при усилии распора (по типу расчетной
схемы арки), которые не деформирует конструктивные элементы формы. При этом концы башмаков 7 каждой траверсы, примыкающие к ограждению 9. стремятся сблизиться между собой, а распорка 10 фиксирует их положение и является частью ограждения 9, которая воспринимает удары при возможных обрывах стержней. После натяжения стержней арматуры изделия в форму подают бетонную смесь и производят тепловлажностную обработку.
После набора заданной прочности бетона производят распалубку изделия, при этом в проеме 22 производят отрезание концов стержней, анкерные головки которых смещают в проем 12. После окончания резки
13
концов стержней анкерные колодки 13 извлекают из проема 12 и концы стержней удаляют из пазов 16. После чего путем изгибания поддона борта 2 отрывают от изделия, которое свободно поднимают и транспортируют на склад, при этом закрепление траверсы 5 на торцах поддона 1 с возможностью скольжения в плоскости торца не препятствует изгибанию поддона 1, поскольку площадки 4 свободно отходят от башмаков 7.
Использование предложенной формы в промышленности сборного бетона и железобетона позволит изготавливать в одной форме изделия с различным расположением предварительно напряженной арматуры.
22 12
Фиг2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Форма для изготовления предварительно напряженных железобетонных изделий | 1982 |
|
SU1033674A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Форма для изготовления железобетонных изделий | 1982 |
|
SU1035168A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
