N3
оо
О1
Изобретение относится к теплотехнике и может быть иснользовано в химической, нефтяной, газовой и других отраслях промышленности.
Известен способ изготовления змеевико- вого теплообменника путем навивки змееви- ковых труб вокруг цилиндрической оправки, концы которых закрепляют в трубных решетках.
Недостатком способа является то, что при навивке пучка входные и выходные концы змеевиков необходимо фиксировать технологическими прижимами и подвергать :термообработке.
; Известен также способ изготовления змееви кового теплообменника с центральной цилиндрической оправкой путем размешения на одном ее конце входной опорной доски, последовательной навивки рядов змеевико- вых труб, установки на их концах выходной : опорной доски с последуюш.им закреплением концов в трубных решетках и монтажом всей сборки в корпусе.
; Недостатками этого способа являются невысокая технологичность из-за сложности заводки концов труб во входную опорную доску во время навивки на станке, поскольку витки уже навитых труб загромождают дос- туп к очередному отверстию в этом же ряду, а также необходимость наличия системы спе- циальных технологических прижимов для фиксации выходных концов всех труб до ; монтажа выходной опорной доски, что уве- личивает трудоемкость и цикл его изготов- :ления.
i Целью изобретения является повышение технологичности изготовления.
Поставленная цель достигается тем, что I согласно способу изготовления змеевико- jBoro теплообменника с центральной цилинд- рической оправкой путем размеи ения на одном ее конце входной опорной доски, последовательной навивки рядов змеевиковых |труб, установки на их концах выходной юпорной доски с последующим закреплени- ем концов в трубных решетках и монтажом :всей сборки в корпусе, во входной опорной доске выполняют радиальные пазы, соединенные со стороны периферии с отверстиями под концы труб, которые затем фиксируют посредством центрируюших втулок, а выходную опорную доску выполняют составной из концентрических кольцевых элементов с размещением осей отверстий под выходные концы труб на окружностях разъемов, причем сборку выходной опорной доски производят последовательно после навивки каждого ряда.
Перед монтажом всей сборки в корпусе в радиальные пазы входной опорной доски устанавливают дроссельные устройства.
На фиг. 1 изображен теплообменник, изготовленный по изобретению; на фиг. 2 -
0
5
0
5
0
5
0
5
0
5
входная опорная доска; на фиг. 3 - узел I на фиг. 2; на фиг. 4 - узел II на фиг. 2; на фиг. 5 - разрез А-А на фиг. 4; на фиг. 6 - разрез Б-Б на фиг. 4; на фиг. 7 - выходная опорная доска; на фиг. 8 - узел III на фиг. 7; на фиг. 9 - разрез В-В на фиг. 8. Теплообменник содержит корпус 1, в котором установлена цилиндрическая оправка 2 с навитыми вокруг нее рядами змеевиковых труб 3, концы 4 которых закреплены в отверстиях трубных решеток 5 и 6, соединенных с корпусом 1 с помощью сварки. На концах оправки 2 имеются входная 7 и выходная 8 опорные доски. Во входной опорной доске 7 отверстия 9 под змеевиковые трубы 3 имеют радиальные пазы 10, центрирующие втулки 11 и дроссельные устройства 12. Выходная опорная доска 8 состоит из концентрических кольцевых элементов 13 с отверстиями 14, оси которых размещены на окружностях разъемов, и с вставленными в них центрирующими втулками 11 и отверстиями 15 в центральном кольцевом элементе. К трубным решеткам 5 и б с помощью сварки крепятся крышки 16 и 17 с патрубками 18 и 19, образуя входную 20 и выходную 21 камеры трубного пространства. Патрубки 22 и 23 организуют вход и выход среды в камеры входа 24 и выхода 25 межтрубного пространства.
При изготовлении теплообменника цилиндрическая оправка 2 с установленной на одном ее конце входной опорной доской 7 зажимается в центрах токарно-винторезно- го станка. Затем заранее отогнутый конец 4 трубы заводится в одно из отверстий 9 опорной доски 7 ближайшего к оправке ряда через радиальный паз 10 и центрируется в отверстии 9 центрирующей втулкой 11, после чего в радиальный паз 10 вставляется дроссельное устройство 12. Затем на малых оборотах с расчетным шагом производится навивка трубы 3 на оправку 2 до выходной опорной доски 8, выходной конец трубы 4 отгибается, укладывается в отверстие 14 и закрепляется временным прижимом. Аналогичным образом навиваются остальные трубы первого ряда змеевиковых труб 3. Затем на первое кольцо выходной опорной доски 8 насаживают второе, совмещая отверстия 14, в которых располагаются выходные концы 4 труб, и монтируют втулки 11, центрирующие трубы 3 в отверстиях, после чего временные прижимы снимаются.
Аналогичным образом навивают и заводят в опорные доски 7 и 8 трубы всех последующих рядов. При этом для фиксации концов труб в каждом последующем ряду используют временные прижимы, снятые с предыдущего ряда. После этого трубный пучок без термофиксации на специальном стапеле
монтируют с корпусом I, трубными решетками 5 и 6 и крышками 16 и 17.
При изготовлении теплообменника предложенным способом сушественно повышается технологичность его изготовления за счет отказа от термофиксации, уменьшения
цикла изготовления, значительного упрощения сборки и снижения ее трудоемкости.
Установка дроссельных устройств позволяет улучшить работу теплообменника за счет равномерного распреде 1ения потока среды.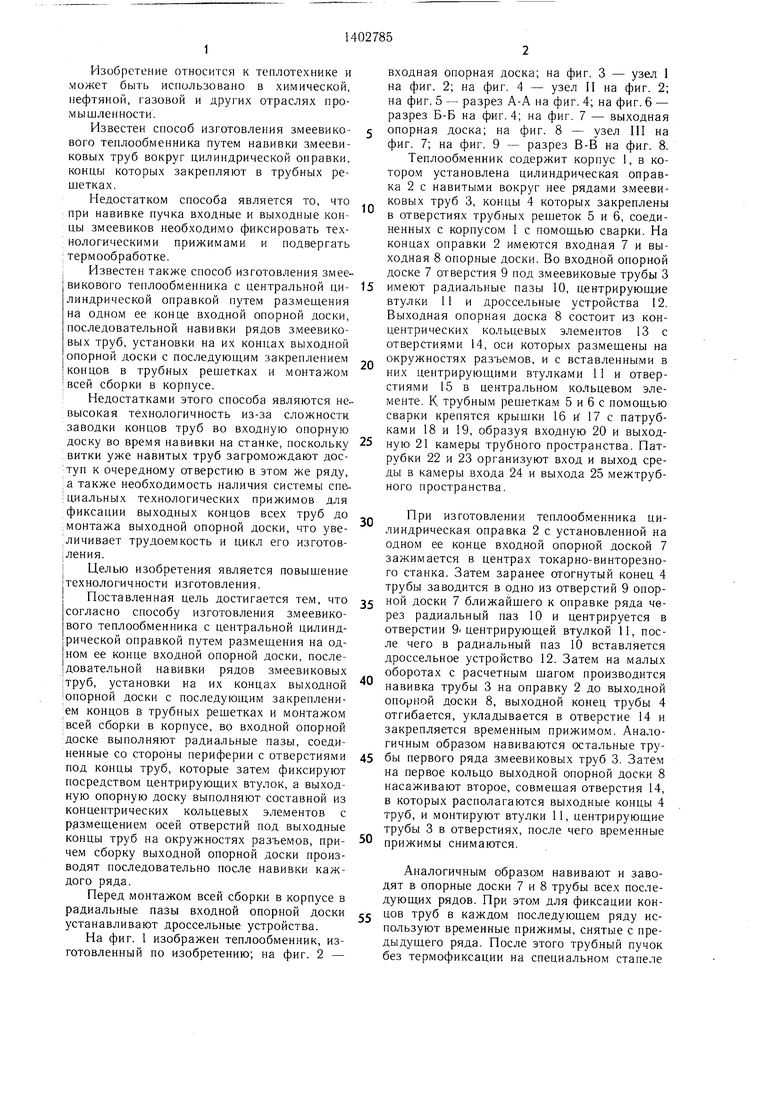

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ЗМЕЕВИКОВОГО ТЕПЛООБМЕННИКА | 2022 |
|
RU2785433C1 |
| Змеевиковый теплообменник | 1984 |
|
SU1372172A1 |
| Способ изготовления многослойного змеевикового теплообменника | 2019 |
|
RU2730779C1 |
| Способ изготовления теплообменника | 1980 |
|
SU1007785A1 |
| Устройство для гибки | 1987 |
|
SU1555014A1 |
| Теплообменник для гидрогенизационных установок вторичной переработки нефти | 2023 |
|
RU2828249C1 |
| ПАРОГЕНЕРАТОР | 2024 |
|
RU2827748C1 |
| Сборочный комплекс для изготовления витых теплообменников | 2019 |
|
RU2726859C1 |
| Способ сборки теплообменника | 1990 |
|
SU1763840A1 |
| Теплообменник с пространственно-спиральными змеевиками | 2023 |
|
RU2815748C1 |



Y Y
«-%/11
риг.1
.Z
I
сриг.5
/i-A
11
(риг. 5
1О
J2
eft и г. 6
/J
5
фиг.7
в-В
cfjue.d
| Теплообменный аппарат змеевикового типа | 1973 |
|
SU459658A2 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Змеевиковый теплообменник | 1984 |
|
SU1372172A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
