Данное изобретение относится к техническому контролю размера цилиндрических объектов и последующей сортировке; в частности, изобретение относится к способу и устройству для измерения диаметра, в которых размеры цилиндра могут оцениваться непрерывно, и в зависимости от результатов можно управлять системой удаления.
Изобретение находит применение при проверке соответствия таблеток ядерного топлива техническим условиям для их использования в топливных стержнях.
Уровень техники
При производстве ядерного топлива, как описано, например, в FR-A-2825307, таблетки получают прессованием порошков, содержащих топливо, с последующим их спеканием при высокой температуре, причем во время этой технологической операции происходит более или менее контролируемое сжатие материала. Спеченные таблетки затем исправляют, для того чтобы получить точное выравнивание по размерам в соответствии с необходимыми критериями, и обеспечить возможность их объединения впоследствии в оболочках для формирования топливных стержней.
Таким образом, после исправления обычно проверяют соответствие размеров таблеток, чтобы по результату проверки оставлять их в производственной линии или отбраковывать.
На многих этапах производства выполняется статистический выборочный контроль свойств продукта: произведенные таблетки отбирают, и путем проверки переменных параметров образца подтверждают группу, из которой он происходит. На заключительном этапе, после исправления, ввиду критичности соответствующего материала, предпочтительно, тем не менее, проверять размеры каждой таблетки, что значительно удлиняет время проверки, при условии, что измерения осуществляют периодически после установки каждого образца на уровень измерительного прибора.
Для ускорения процесса и увеличения числа проверок в FR-A-2699836 предложено одновременно отбирать несколько таблеток, движущихся по параллельным линиям, и проверять каждую выбранную группу с помощью вращающейся опоры. Однако такая обработка является трудновыполнимой и предполагает использование громоздкого и неудобного для применения оборудования, которое в то же время относительно медленно работает.
В JP-A-9285765 описан технологический контроль длины таблеток, выполняемый полунепрерывным способом: таблетки подают в систему вертикально для того, чтобы контролировать высоту объекта в движении, и затем, в зависимости от результатов, их направляют в место складирования или в место сбора отходов.
Хотя способ, описанный в этом документе, имеет преимущество, заключающееся в том, что он выполняется более быстро, он позволяет проверять только соответствие осевой длины таблеток без контроля их диаметра и направляет бездефектные таблетки на неподвижную площадку складирования, с которой они должны быть снова взяты для объединения в стержень. Более того, средство удаления выполнено сложным для применения, и вертикальная транспортировка является неустойчивой.
В документе DE 4124278 описано последовательное измерение нескольких параметров с помощью отдельного средства, также после индивидуализации таблеток, такой способ не является оптимальным в отношении производительности и стоимости измерительных приборов.
Сущность изобретения
В настоящем изобретении предложен способ устранения указанных недостатков существующих устройств и, наряду с другими преимуществами, устранения ограничений, относящихся к применяемому в настоящее время контролю.
В частности, изобретение относится к устройству и способу непрерывного определения осевых размеров цилиндрических объектов во время их перемещения; это определение может быть связано с отбором объектов, соответствующих техническим условиям, например, путем удаления других объектов. Данное изобретение особенно подходит для проверки соответствия исправленных таблеток ядерного топлива, и может быть применено в закрытых системах типа перчаточного бокса.
В одном из своих аспектов изобретение относится к способу проверки соответствия цилиндрических объектов, транспортируемых с постоянной контролируемой скоростью вдоль их оси, включающему в себя оценку диаметра объектов путем взаимодействия со световым лучом, например, перпендикулярным направлению перемещения, и которая возобновляется, при этом объекты продолжают перемещаться во время измерительного взаимодействия. Используя определенные в результате различные последовательные диаметры участков объектов, затем можно вычислить диаметр и длину объекта, размеры, которые сравнивают с пороговыми значениями для проверки их соответствия необходимым критериям. Предпочтительно этот контроль соответствия техническим условиям связан с отбором и сохранением только "соответствующих" объектов.
Согласно предпочтительному варианту осуществления изобретения отбор также автоматизирован и непосредственно связан с проверкой соответствия, в частности, путем приведения в действие средства сортировки в зависимости от результатов проверки. А именно приведение в действие может состоять в открытии электромагнитного клапана, через который можно продувать газ на
"несоответствующие" объекты в течение определенного времени.
В другом своем аспекте изобретение относится к системе, адаптированной к такому способу. В частности, устройство определения и отбора содержит средство линейной транспортировки, средство определения размера транспортируемого объекта в направлении, перпендикулярном направлению транспортировки, а именно оптический микрометр, связанный со средством преобразования полученного сигнала, и систему сортировки, расположенную после средства определения. Средство определения размера связано со средством сохранения установленных таким образом определенных данных, и со средством для сравнения данных с пороговыми значениями, результаты сравнений позволяют управлять системой сортировки.
Система сортировки, предпочтительно, представляет собой сопло выпуска газа под давлением, связанное с электромагнитным клапаном, которым управляет средство, связанное с результатами сравнения. Средство транспортировки преимущественно содержит две параллельные кромки, между которыми установлен зазор, по меньшей мере, одна из кромок предусмотрена в месте удаления.
Краткое описание чертежей
Особенности и преимущества изобретения будут более поняты после прочтения следующего описания со ссылками на прилагаемые чертежи, которые приведены в качестве иллюстрации, но не в качестве ограничения.
На фиг.1 показана таблетка, для которой может применяться технический контроль.
На фиг.2 схематично иллюстрируются этап исправления и этап контроля и сортировки таблетки во время ее изготовления.
На фиг.3 показан ленточный конвейер с кромками, предпочтительно используемый в данном изобретении.
На фиг.4А и 4В иллюстрируется измерение и определение диаметра.
На фиг.5А и 5В представлены различные аспекты транспортировки при удалении.
На фиг.6 показана схема повторения этапов способа сортировки.
Подробное описание предпочтительных вариантов осуществления изобретения
Согласно данному изобретению контроль и сортировку предпочтительно осуществляют в конце способа производства таблеток ядерного топлива. Такое специфическое применение создает дополнительные ограничения, присущие материалу сортируемых объектов: таблетки ядерного топлива на всем протяжении способа их производства обрабатывают в герметичном отсеке или в перчаточном боксе, содержащем множество модулей для каждого этапа, связанных друг с другом через системы воздушных шлюзов, причем таблетки перемещают с помощью конвейеров. Однако этот вариант осуществления изобретения является только иллюстративным, и согласно изобретению этот способ и устройство можно использовать до этого этапа, или в отношении к другим непрерывно перемещающимся цилиндрическим образцам.
Конкретный пример применения будет описан для таблеток, например, типа МОХ, содержащих смесь PuO2 и UO2, форма которых схематично изображена на фиг.1: обычно таблетки 1 являются цилиндрическими с осью АА, диаметром d, составляющим от 8 до 10,5 мм, и длиной L, составляющей от 9,5 до 14,0 мм; имеют на концах скошенный край с осевой длиной l, составляющей от 0,05 до 0,5 мм. Критерии соответствия обычно составляют несколько десятков микрометров для диаметра d и несколько десятков миллиметров для длины L, h.
Как показано на фиг.2, после исправления дефектов на шлифовальном станке 2 спеченные топливные таблетки 1 транспортируют из камеры 3, предпочтительно с помощью конвейера 4 с двумя полукруглыми выступами и горизонтально по направлению к камере 5 контроля и сортировки; горизонтальное положение, т.е. вдоль ее оси АА, или "уложенное" положение таблетки 1 является более устойчивым, и поэтому транспортировка менее подвержена случаям блокировки и/или столкновениям.
Хотя это не обязательно, предпочтительно перед измерением сменить конвейер 4: действительно, путем адаптации относительных скоростей, можно рассредоточить таблетки 1 и придать им скорость, которая, в частности, соответствует конструктивным особенностям системы технологического контроля.
Согласно изобретению соответствие размеров таблеток 1 проверяют с использованием непрерывного или полунепрерывного технологического контроля размера таблетки 1 перпендикулярно направлению ее перемещения: с помощью микрометра измеряют диаметр d таблетки 1, уложенной на конвейере 10.
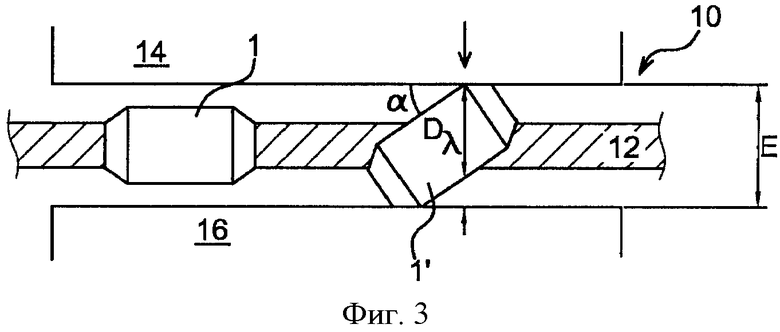
Таким образом, следует отметить, что на этапах измерения и сортировки конвейер 10 таблеток 1 предпочтительно представляет собой конвейер с "кромками", как показано на фиг.3 (см. также фиг.5), то есть таблетки 1 движутся на ленте 12 между двумя кромками 14, 16, зазор Е между которыми откалиброван, так чтобы гарантировать надлежащую ориентацию таблеток 1 при их перемещении. В частности, на уровне измерения (обозначен стрелкой) зазор Е между кромками 14, 16 также позволяет определять погрешность при определении параметра Dλ диаметра d, связанную с возможным отклонением таблетки 1. С другой стороны, благодаря использованию ленточного конвейера, можно иметь простое сопряжение с предыдущим конвейером с полукруглыми выступами, и, вследствие его очень малой ширины, обеспечивается возможность измерения таблеток малого диаметра. Таким образом, в предпочтительном примере осуществления изобретения, зазор Е между кромками установлен так, что он гарантирует максимальное отклонение δ, равное 3 микрометра при измерении параметра Dλ диаметра d в случае, когда таблетка 1′ полностью отклонена от правильного положения.
Таким образом, конвейер 10 с кромками предпочтительно перемещает таблетки 1 на уровень оптического детектора 20 для определения диаметра; при этом кромки 14, 16 выполнены с возможностью пропускать измерительный луч. Диаметр измеряют вдоль единственной образующей линии, например, в вертикальном направлении. Предпочтительно, чтобы средство 20 определения диаметра содержало оптический микрометр, связанный со средством вычисления и сохранения данных; предпочтительно, микрометр представляет собой микрометр со светоизлучающим диодом (СИД) и камерой с высокоскоростным линейным ПЗС (CCD, прибор с зарядовой связью) такой, как микрометр Keyence™; в частности микрометр LS 7000 обеспечивает высокую скорость измерения, длительный срок службы, низкую чувствительность к накоплению пыли, и в то же время гарантирует точность, повторяемость и воспроизводимость измерений частей в движении.
В частности, как показано на фиг.4А, микрометр 20, предназначенный для определения размера перемещающегося объекта, содержит передающее устройство 22 и систему 24 для приема фантомного изображения таблетки 1. Кроме того, предпочтительно получить устройство, в котором газ, а именно азот может постоянно выдуваться на стеклянную панель системы, либо на передающее устройство 22 или на приемник 24, расположенные под конвейером 10 так, чтобы предотвратить оседание пыли на стеклянную панель, которая может показать измерение. Такая продувка, например, может быть обеспечена вытяжным колпаком, который установлен на соответствующей стеклянной панели, и с помощью которого газовый поток может быть направлен на стеклянную панель, и в то же время световой луч может быть ограничен до уменьшенной полезной области измерения; кроме того, верхняя поверхность вытяжного колпака, предпочтительно, наклонена для того, чтобы гарантировать, что никакая таблетка, упавшая с линии конвейера, не останется в зазоре и не нарушит измерение.
Система 20 позволяет практически мгновенно измерять диаметр d; контроллер 26, связанный с микрометром 20, регулярно определяет среднее значение Dλ предыдущих измерений, затем среднее значение в заданных интервалах передают в блок 30 управления: диаметр Dλ, полученный теперь блоком 30 управления и контроля, и относится к участку li таблетки толщиной е (фиг.4В). Из-за того что для вычисления и передачи требуется разное время, диаметр Dλ, передаваемый и сохраняемый в средстве 32 сохранения блока 30, обычно относится к несмежным участкам li; при этом, в соответствии со скоростью перемещения и параметрами, выбранными для периодов передачи, получают средние значения Dλ, для каждой таблетки 1 при переменном числе измерений, при этом количество k измерений участков li сохраняют.
Определенный таким образом диаметр Dλ, сохраненный в памяти 32, затем передают в средство 34, которое позволяет проверять различные параметры. В частности, диаметр Dλ сравнивают с пороговыми значениями допуска; затем, в соответствии с количеством k проверенных таким образом участков, и, зная скорость перемещения, которая является постоянной, можно определить, удовлетворяет ли длина L таблетки 1 необходимым критериям. Предпочтительно, также могут быть обнаружены неровности формы; участки li могут быть сгруппированы в несколько групп, а именно в три группы, Z1, Z2, Z3, для которых рассчитывают среднее значение измерения dz диаметра Dλ, для того чтобы сравнить каждое среднее значение с пороговыми значениями и проверить однородность этих средних значений. Различные параметры, таким образом, измеряют путем определения единственного размера Dλ при взаимодействии с одним лучом, что уменьшает затраты и сложность системы, в частности, в ограниченной среде 5.
Блок 30 управления и контроля, обычно микрокомпьютер, кроме того, преимущественно содержит средство 36, предназначенное для приведения в действие устройства 40 для удаления таблеток 1, для которых было установлено несоответствие. В частности, удаление производится продувкой газа, преимущественно азота, через сопло 42 в направлении, нормальном направлению продвижения таблеток 1; сопло 42 расположено непосредственно на одной из кромок 14 конвейера 10. Обнаружение несоответствующих (по диаметру, длине или форме) таблеток 1 приводит в действие электромагнитный клапан 44, открывающий подачу газа под давлением, который направляет соответствующие таблетки 1 из конвейера 10 в отходы, в то время как другие таблетки продолжают движение к следующему этапу.
Давление и время выпуска газа подбирают в зависимости от расстояния между измерительным лучом и соплом, от номинальной скорости перемещения и длины таблеток, чтобы надежно обеспечить отбраковку одной таблетки 1, то есть чтобы с 100%-ной эффективностью удалять таблетки с параметрами, выходящими за пределы допуска, но только такие таблетки. Минимальное давление для удаления имеет порядок 3-4 бара, например, для рабочего диапазона скоростей порядка 65±10 мм/с и для таблеток длиной приблизительно 11,5 мм, диаметром приблизительно 8,2 мм и весом приблизительно 6,5 г, которые поступательно перемещаются в уложенном положении; при этом рабочее давление выбирают вне этого предела, близким к 6 барам.
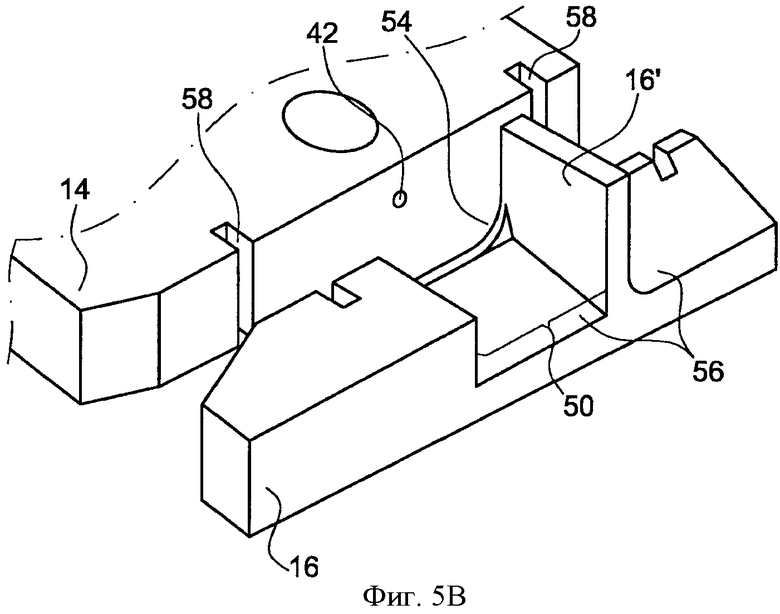
С этой целью, как показано на фиг.5, кромка 16, расположенная напротив сопла 42, выполнена с возможностью направления таблеток, включая вертикально расположенные таблетки, прямо к соплу 42 удаления, так чтобы обеспечить перенос выдуваемых таблеток выше кромки 16, для того чтобы предотвратить возможность возврата несоответствующих таблеток на конвейер 12, в случае отскока во время выдувания, и повторного их соединения с другими таблетками, которые соответствуют техническим условиям, находящимся внутри между калиброванными кромками. В частности, кромка 16 локально выполнена ниже оси таблеток над окном 50 удаления на участке длиной приблизительно 15 мм выше и ниже по потоку относительно инжекционного сопла 42; с помощью наклоненной плоскости 52 во время выдувания можно заставить таблетки "взлетать" над конвейером 12. Подъем кромки 16 на выходе окна 50 удаления специально механически обработан 54, так что обеспечивается возможность постепенного направления соответствующих требованиям таблеток, которые могли бы сдвинуться в сторону в окне 50 (более широком), и повторного вовлечения их в поднятую кромку 16′. Кроме того, чтобы исключить какой-либо отскок таблеток, может быть выполнена наклонная плоскость 56.
С другой стороны, чтобы исключить необходимость оценивать параметры положения луча относительно конвейера 10 желательно, чтобы опора микрометра 20 и конвейер 10 были объединены друг с другом, например, с помощью разметки 58 на кромках для пропускания луча. К тому же, сопло 42 удаления встроено в калиброванную кромку 14, которая не содержит окно 50 удаления. В такой конструкции, кроме тех случаев, когда происходит замена детали, единственным параметром, который может изменяться после разборки/сборки или в результате износа из-за трения, является зазор Е между калиброванными кромками 14, 16. Для проверки установки может использоваться шаблон "низкого прохода", состоящий из стандартной таблетки, установленной на опоре, например, в промышленной конструкции, по меньшей мере, один раз в неделю, и после любой разборки и сборки откалиброванных кромок. В общем, кромка 14, включающая в себя средство 40 удаления и средство 20 определения, рассматривается как закрепленная неподвижно, а другая кромка 16 может смещаться относительно нее, для того чтобы регулировать зазор Е.
Конвейер 10 может быть снабжен другим средством ниже по потоку от узла удаления, позволяющим выполнять второе определение диаметра, например, в виде микрометра, подобного первому микрометру, для проверки качества предыдущей сортировки.
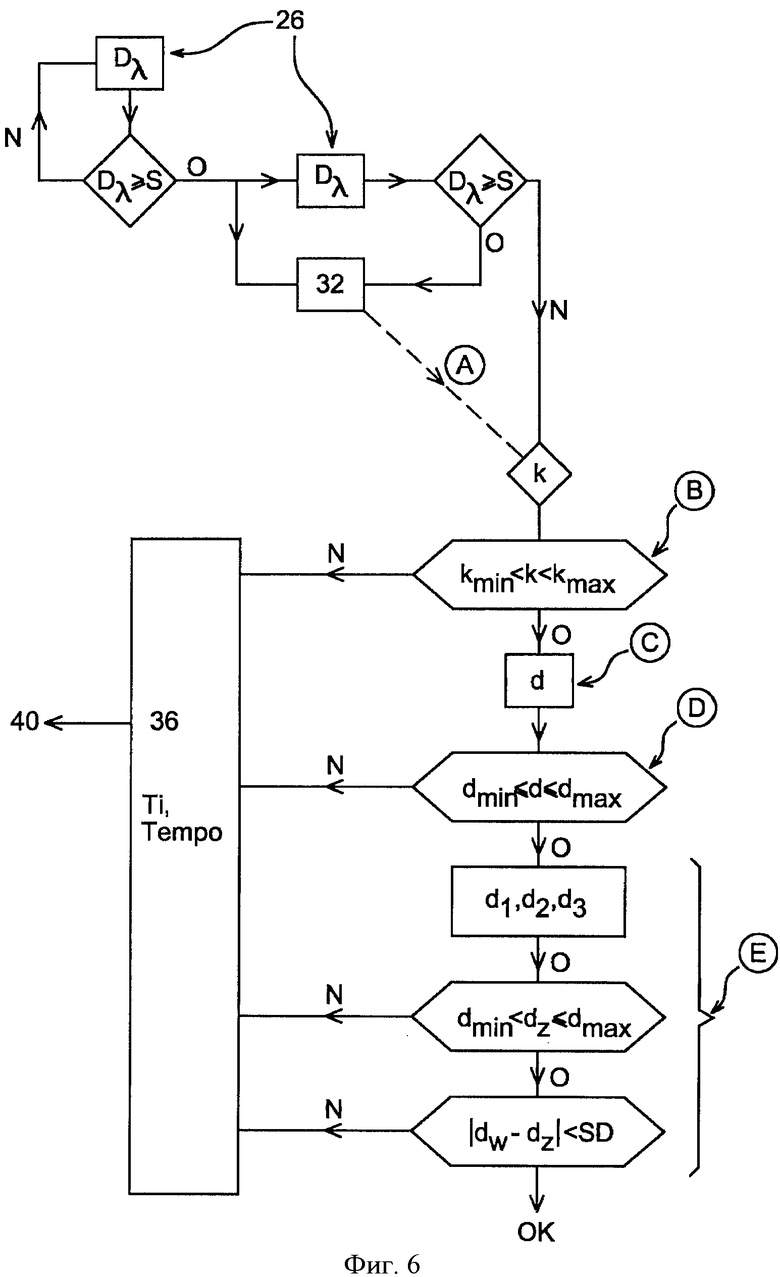
Более конкретно, в способе определения и сортировки в соответствии с данным изобретением могут повторяться этапы, схематично представленные на фиг.6.
На первом этапе диаметр Dλ, передаваемый средством 26 определения, получаемый по результатам измерения микрометром 20, сравнивают с пороговым значением S, для того чтобы определить, проходит ли таблетка 1 под лучом 20.
Когда пороговое значение S больше не достигается, считается, что таблетка 1 полностью прошла, и может начинаться способ контроля, как таковой.
На первом этапе А рассчитывают количество k накопленных участков таблетки 1, то есть количество сохраненных величин Dλ, если определенный диаметр Dλ превысил пороговое значение S.
На втором этапе В это количество k участков сравнивают с двумя максимальной и минимальной величинами участков, полученными во время перемещения одной таблетки 1, для того чтобы оценить, удовлетворяет ли длина L таблетки 1 заданным критериям: если k>kmax, считается, что таблетки слишком длинные или соединенные, и их удаляют; и наоборот, если k<kmin, считается, что таблетка слишком короткая, и ее удаляют.
Следует отметить, что фактически такая функция имеет основное преимущество отбраковки таблеток или частей таблеток, которые могут заблокировать все операции перемещения после сортировки. В частности, если таблетка, даже вполне соответствующая требованиям, перемещается "вертикально", то есть ее ось АА перпендикулярна направлению перемещения, что создает риск блокирования, учитывая неустойчивость положения, она детектируется как имеющая слишком малую длину и удаляется. К тому же, если таблетки прилипают друг к другу, так что между ними невозможно обнаружить промежуток, соответствующие таблетки будут удалены (поскольку они являются слишком длинными): за исключением потери возможно годных таблеток, такой подход не ухудшает надежность сортировки, и не сохраняет «ложные положительные» таблетки. Пороговые величины kmin и kmax устанавливают, для того чтобы гарантировать удаление таблетки только с длиной меньше минимальной длины, перемещающейся при максимальной скорости, и удаление двух соединенных таблеток (с результирующей длиной больше максимальной длины).
На третьем этапе С выполняют отбор интересующих участков таблетки 1, рассматриваемой как соответствующая техническим условиям длины L. Действительно, для расчета диаметра d необходимо проигнорировать оба конца, включая скошенный край, для которых диаметр является нерепрезентативным; также предпочтительно не выполнить сортировку на основе измерения, слишком близкого к этой концевой области.
С этой целью из числа k сохраненных значений Dλ участки ki и kf, соответственно, игнорируют в начале и в конце сбора данных; ki и kf определяют в зависимости от поддерживаемой скорости перемещения, от минимальной длины, которая должна быть игнорирована в начале и в конце таблетки, и от числа средних значений диаметра Dλ. Например, для скорости перемещения, близкой к 65 мм/с и 16 усредненных измерений, выполненных с помощью средства 26, до передачи Dλ, установлены ki=kf=3 участка, для того чтобы игнорировать участки длиной 1,2 мм в начале и в конце каждой таблетки.
Затем рассчитывают диаметр d таблетки 1 как среднее значение измерений Dλ на (k-ki-kf) полезных участках.
Соответствие таблетки 1 по ее диаметру d определяется на четвертом этапе D путем сравнения вычисленного диаметра d с двумя допустимыми максимальным dmax и минимальным dmin пороговыми значениями, соответственно, установленными на уровне приблизительно 10 мкм от номинального диаметра.
На пятом этапе Е также можно вычислить диаметр в некоторой области таблетки. В частности, определяют количество участков, рассматриваемых на начальном этапе, а именно центральная и конечные области Z1, Z2 и Z3 таблетки 1, и для каждой из них определяют диаметр d1, d2 и d3. Каждое из этих значений аналогичным образом сравнивают с максимальным dmax и минимальным dmin пороговыми значениями; затем отклонения |d1-d2|, |d2-d3| и |d1-d3| сравнивают с пороговым значением SD, за пределами которого дефект формы рассматривают как недопустимый.
Если таблетка 1 рассматривается как соответствующая техническим условиям, она продолжает свое перемещение по конвейеру 10. Если, на любом из этапов В, D и Е, таблетка определяется как не соответствующая техническим условиям, средство 36 управления инициирует электромагнитный клапан 44 и удаление таблетки 1.
Необходимая длительность импульса подтверждается тестированием, и зависит от длины частей, которые должны быть удалены, от их скорости перемещения и от их массы. В частности, было определено, что время открывания клапана 44 удаления порядка Ti=0,09 с соответствует таблеткам массой 6,4 г с номинальной длиной L=11,5 мм, при скорости 65 мм/с; эта продолжительность продувки соответствует длине 6 мм.
Кроме того, поскольку сопло 42 располагается на определенном расстоянии от определяющего лазера 20, расстояние может быть дополнительно оптимизировано, и поскольку таблетка 1 перемещается, требуется задержка Tempo между определением несоответствия и приведением в действие, например, 0,20 для расстояния 26 мм между лучом 20 и соплом 42.
В соответствии с изобретением система определения и сортировки была проверена и признана пригодной для промышленного способа производства; в частности, в ней объединено множество средств детектирования возможных ошибок и/или случайностей. Испытание промышленной конфигурации также продемонстрировало удаление всех нестандартных таблеток.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ТАБЛЕТИРОВАНИЯ ЯДЕРНОГО ТОПЛИВА И СПОСОБ ИЗГОТОВЛЕНИЯ ТАБЛЕТОК ЯДЕРНОГО ТОПЛИВА С ИСПОЛЬЗОВАНИЕМ ТАКОГО УСТРОЙСТВА | 2006 |
|
RU2414760C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕМЕНТНОГО АНАЛИЗА ПУТЕМ СПЕКТРОМЕТРИИ ОПТИЧЕСКОЙ ЭМИССИИ НА ПЛАЗМЕ, ПОЛУЧЕННОЙ С ПОМОЩЬЮ ЛАЗЕРА | 2000 |
|
RU2249813C2 |
| СПОСОБ ПРОСЕИВАНИЯ И ОРИЕНТИРОВАНИЯ ТАБЛЕТОК ЯДЕРНОГО ТОПЛИВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2413667C2 |
| СПОСОБ ОБНАРУЖЕНИЯ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ЦИЛИНДРИЧЕСКИХ ОБЪЕКТОВ | 2006 |
|
RU2323492C2 |
| УСТАНОВКА И СПОСОБ СОРТИРОВКИ ЛОМА | 2022 |
|
RU2833747C1 |
| СПОСОБ И УСТРОЙСТВО РЕГУЛИРОВАНИЯ СКОРОСТИ ПЕРЕМЕЩЕНИЯ И РАССТОЯНИЯ МЕЖДУ ОБЪЕКТАМИ, ТРАНСПОРТИРУЕМЫМИ СЛУЧАЙНЫМ ОБРАЗОМ | 2001 |
|
RU2280605C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПЕРЕДВИЖЕНИЯ ПРЕДМЕТОВ С СИММЕТРИЕЙ ВРАЩЕНИЯ, ПРИМЕНЯЕМОЕ ДЛЯ ВИЗУАЛЬНОГО ОСМОТРА И ПРОВЕРКИ | 2001 |
|
RU2285652C2 |
| УСТРОЙСТВО СОРТИРОВКИ ОБЪЕКТОВ ПО ВИЗУАЛЬНЫМ ПРИЗНАКАМ | 2010 |
|
RU2424859C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПЛОТНОСТИ И РАЗМЕРНЫХ ХАРАКТЕРИСТИК ОБЪЕКТА И ИХ ПРИМЕНЕНИЕ ДЛЯ ПРОВЕРКИ ТАБЛЕТОК ЯДЕРНОГО ТОПЛИВА В ПРОЦЕССЕ ПРОИЗВОДСТВА | 2005 |
|
RU2362140C2 |
| ЗАЩИТНЫЙ КОЖУХ ТОПЛИВНОЙ ОБОЛОЧКИ, СПОСОБ ИЗГОТОВЛЕНИЯ ТОПЛИВНЫХ СТЕРЖНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2403636C2 |




Изобретение относится к техническому контролю размера цилиндрических объектов и последующей сортировке. Сущность: система основана на непрерывном измерении диаметра движущегося цилиндрического объекта (1), уложенного на ленточном конвейере (10), что позволяет контролировать соответствие размеров такого объекта техническим условиям. Измерительная система может быть связана с системой сортировки, основанной на удалении объекта с конвейера (10) путем продувки газа через поперечно установленное сопло (42). Согласно данному изобретению с помощью системы можно непрерывно определять, должна ли быть удалена таблетка (1) ядерного топлива, в частности, после исправления (2) дефектов, или нет. Технический результат: упрощение конструкции и оптимизация отношения производительности и стоимости измерительных приборов. 2 н. и 10 з.п. ф-лы, 8 ил.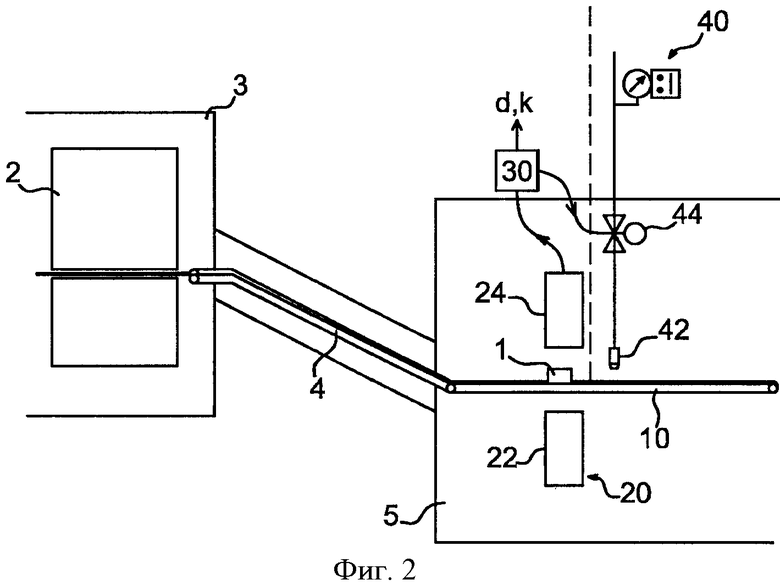
1. Способ проверки соответствия размеров цилиндрических объектов (1), содержащий этапы, на которых
перемещают с заданной скоростью объекты (1) в направлении, параллельном их оси (АА);
осуществляют взаимодействие луча с объектом (1) перпендикулярно направлению перемещения объекта;
определяют диаметр (Dλ) для множества участков (li) объекта (1) посредством сигнала, представляющего взаимодействие упомянутого луча с объектом;
рассчитывают диаметр (d), представляющий объект (1), на основе определенных диаметров (Dλ) частей (li);
рассчитывают параметр (k), представляющий длину (L) объекта (1), на основе числа (k) участков (li), для которых определен диаметр (Dλ.);
сравнивают рассчитанный диаметр (d) и длину (L) с пороговыми значениями (dmin, dmax, kmin, kmax), по которым проверяют соответствие объекта (1).
2. Способ по п.1, в котором дополнительно отбирают объекты (1) в зависимости от их соответствия техническим условиям.
3. Способ по п.2, в котором для обеспечения отбора приводят в действие средство (40) сортировки в зависимости от результатов сравнения диаметра и длины (d, L).
4. Способ по п.3, в котором приведение в действие средства (40) сортировки представляет собой открытие электромагнитного клапана (44) в течение определенного времени (Ti), а отбор обеспечивают продувкой газа, протекающего через электромагнитный клапан (44).
5. Способ по п.1, применяемый к таблеткам ядерного топлива.
6. Устройство для определения соответствия таблеток (1), содержащее
средство (10) линейной транспортировки;
систему (20) для определения во время транспортировки одного размера (Dλ), перпендикулярного направлению транспортировки;
средство (32) сохранения определяемых размеров (Dλ);
средство (34) для расчета значений, представляющих длину и диаметр таблетки (1) посредством множества одиночных сохраненных размеров (Dλ) и для сравнения этих значений с пороговыми значениями;
систему (40) сортировки, расположенную ниже по потоку от системы (20) определения, связанную со средством (10) транспортировки;
средство (36) приведения в действие системы (40) сортировки по результатам сравнения с помощью средства (34) сравнения.
7. Устройство по п.6, в котором средство (34) расчета содержит средство усреднения определенного количества сохраненных размеров (Dλ).
8. Устройство по п.6, в котором система (40) сортировки представляет собой сопло (42) для удаления сжатым газом, расположенное перпендикулярно конвейеру.
9. Устройство по п.8, содержащее электромагнитный клапан (44), соединенный с соплом (42) удаления и управляемый средством (36) приведения в действие системы (40) сортировки.
10. Устройство по п.8, в котором средство (10) транспортировки содержит две параллельные кромки (14, 16), расположенные вдоль направления транспортировки, причем, по меньшей мере, на одной из кромок (16), расположено сопло (42) удаления.
11. Устройство по п.6, в котором система определения содержит лазерный микрометр (20).
12. Устройство по п.6, соединенное с перчаточным боксом.
| Способ лапароскопической герниопластики косых паховых грыж у мужчин с отсечением грыжевого мешка и интерпозицией лоскута брюшины | 2024 |
|
RU2835604C1 |
| DE 4124278 A1, 28.01.1993 | |||
| US 4448680 A, 15.05.1984 | |||
| СПОСОБ ПОЛУЧЕНИЯ БЕЗВОДНЫХ АЦЕТИЛАЦЕТОНАТОВ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2007 |
|
RU2335488C1 |
| СПОСОБ КОНТРОЛИРОВАНИЯ ПЕРПЕНДИКУЛЯРНОСТИ ЦИЛИНДРИЧЕСКОГО КОМПОНЕНТА, ТАКОГО КАК ЯДЕРНАЯ ТОПЛИВНАЯ ТАБЛЕТКА | 1999 |
|
RU2247939C2 |

