Родственные заявки
Настоящей заявкой утверждается приоритет заявки на патент США №11/566644, зарегистрированной 4 декабря 2006 года, которая является заявкой - частичным продолжением заявки на патент США №11/295827, зарегистрированной 6 декабря 2005 года, причем обе озаглавлены «Заклепка, стойкая к срезу, и пильная цепь». Описания упомянутых заявок выполнены с полным включением признаков путем ссылки в их полноте, за исключением тех разделов, если это имеет место, которые противоречат этому описанию.
Область техники, к которой относится изобретение
Варианты осуществления изобретения относятся в целом к области заклепок пильной цепи и в большей степени к заклепкам, имеющим участки, стойкие к срезу, для уменьшения возможности среза заклепки при приложении значительных усилий, в то же время сохраняя другие участки оптимизированными для образования головки заклепки.
Уровень техники
Срез заклепки является типичным видом выхода из строя для пильных цепей. Причина для такого частого среза заклепок заключается в том, что пильная цепь лесоповальной машины была просто разновидностью пильной цепи в увеличенном масштабе, подходящей для обычных цепных пил. В лесоповальных машинах, однако, к пильной цепи прилагаются более значительные усилия, что, в свою очередь, может привести к заеданию в пазе шины, нерасцеплению при контакте с непропиленным объектом, и тому подобное. Поскольку обычная цепь цепной пилы не пригодна для выдерживания таких усилий, пильные цепи лесоповальных машин подвержены разрушению и в особенности к срезу у заплечика заклепок, соединяющих составные части цепи вместе.
При разрушении конец цепи может быстро разматываться хлестким движением, при котором другие части цепи могут высвобождаться и пролетать в воздухе с такой большой кинетической энергией, как у пули из винтовки. Это явление называют выстрелом цепи. Конечно, выстрел цепи является опасным для людей и оборудования, находящихся поблизости. Меры по уменьшению опасности для людей-операторов и оборудования включают в себя использование ограничителей хода цепи, средств защиты от выстрела цепи и замену стандартного 13-миллиметрового стекла кабины 19-миллиметровыми или более толстыми многослойными окнами из поликарбоната. Другие меры для уменьшения опасности включают в себя проведение осмотра цепей до использования на предмет повреждения. Однако считается, что у многих цепей невозможно мгновенно определить, что они повреждены.
Пильные цепи для конкретных режущих устройств, например, могут также иметь тенденцию к разрушению из-за заклепок и отверстий заклепок, когда полностью изношен материал цепи, контактирующий с шиной цепной пилы. Для обеспечения более длительного ресурса цепи может быть добавлено больше материала между зоной контакта шины и заклепочным отверстием посредством уменьшения диаметра заклепочного отверстия в режущем элементе и в соединительных скобах. Этот дополнительный материал может повысить прочность и ресурс режущих элементов или соединительных скоб, но уменьшает стойкость заклепок к срезу, потому что уменьшен диаметр заклепки. Достижение равновесия между диаметром заклепки и толщиной материала в других компонентах цепи является затруднительным.
Краткое описание чертежей
Варианты осуществления изобретения проиллюстрированы в качестве примера, а не с целью ограничения чертежей, на которых одинаковыми ссылочными позициями обозначаются аналогичные детали, и в которых:
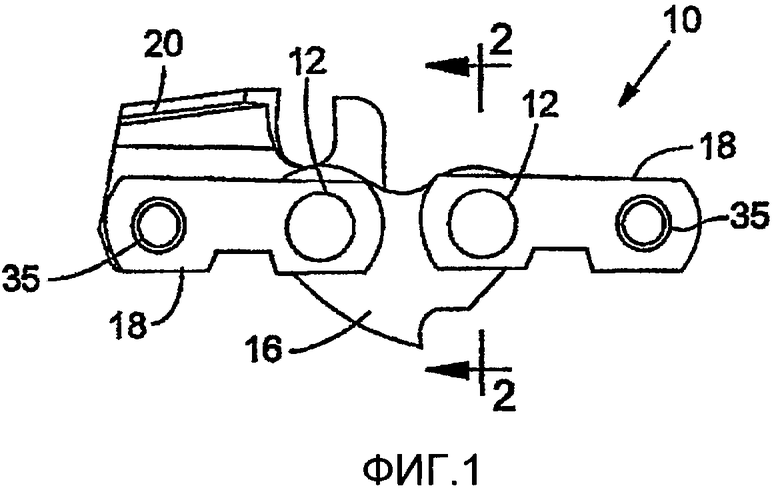
фиг.1 иллюстрирует часть пильной цепи в боковой проекции в соответствии с вариантом осуществления настоящего изобретения;
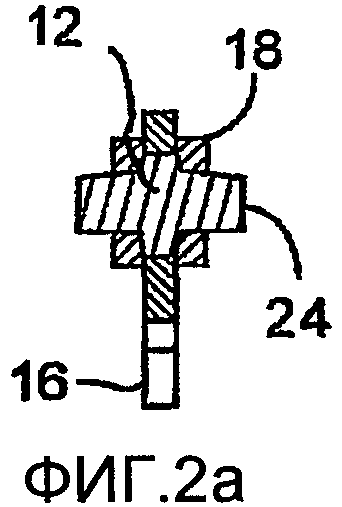
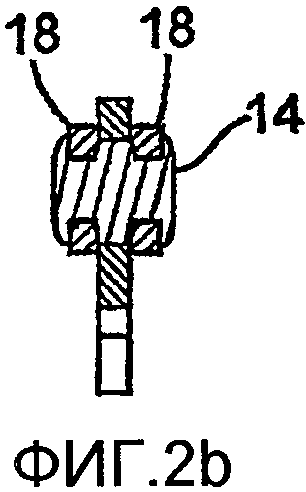
фиг.2а и 2b иллюстрируют виды в поперечном сечении пильной цепи, выполненные по линии 2-2 на фиг.1 в соответствии с вариантом осуществления настоящего изобретения;
фиг.3 иллюстрирует в целом заклепку, разрезанную пополам для демонстрации, в соответствии с вариантом осуществления настоящего изобретения;
фиг.4 иллюстрирует в целом заклепку, разрезанную пополам для демонстрации, в соответствии с вариантом осуществления настоящего изобретения;
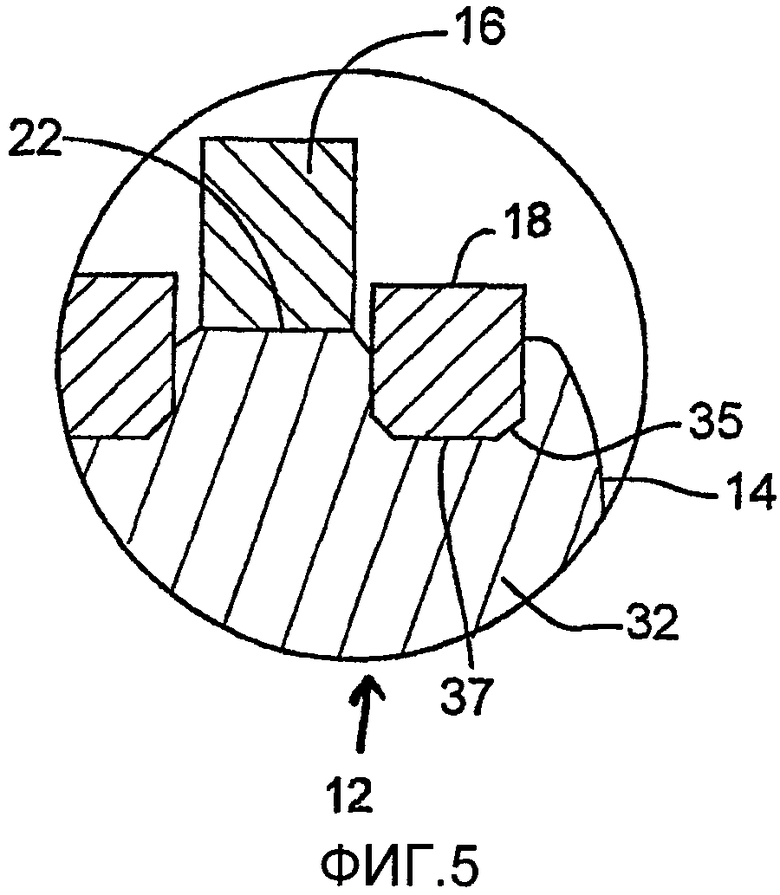
фиг.5 иллюстрирует детальное изображение части фиг.2b в соответствии с вариантом осуществления настоящего изобретения;
фиг.6а - схема последовательности операций, иллюстрирующая способ в соответствии с различными вариантами осуществления изобретения, а фиг.6b и 6с - боковые проекции заклепок, иллюстрирующие участки, где могут проводиться описанные операции способа, проиллюстрированного на фиг.6а;
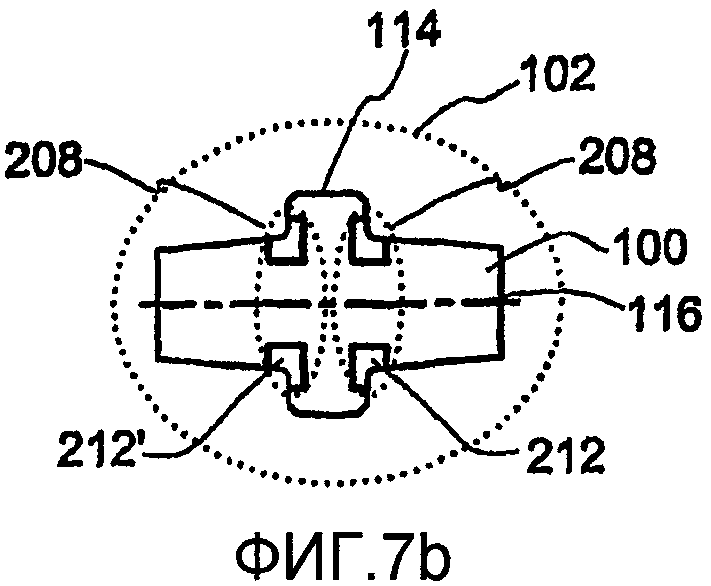
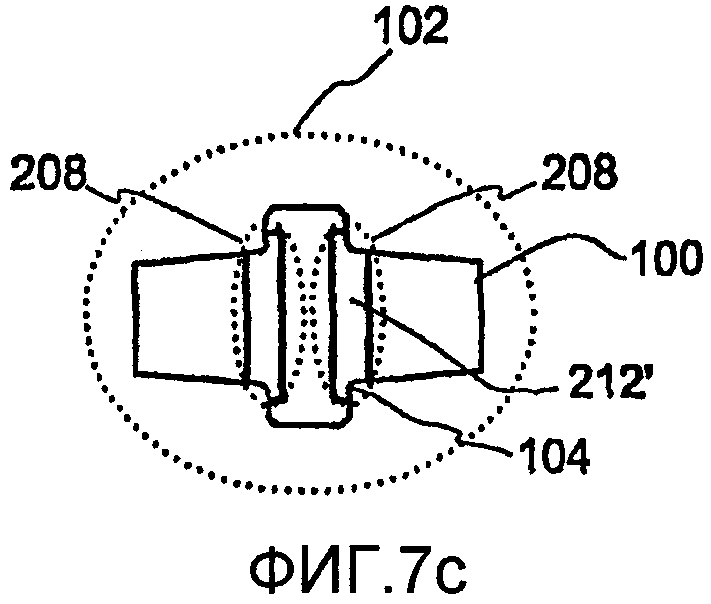
фиг.7а - схема последовательности операций, иллюстрирующая способ в соответствии с различными вариантами осуществления изобретения, а фиг.7b и 7с - боковые проекции заклепок, иллюстрирующие участки, где могут проводиться описанные операции способа, проиллюстрированного на фиг.7а;
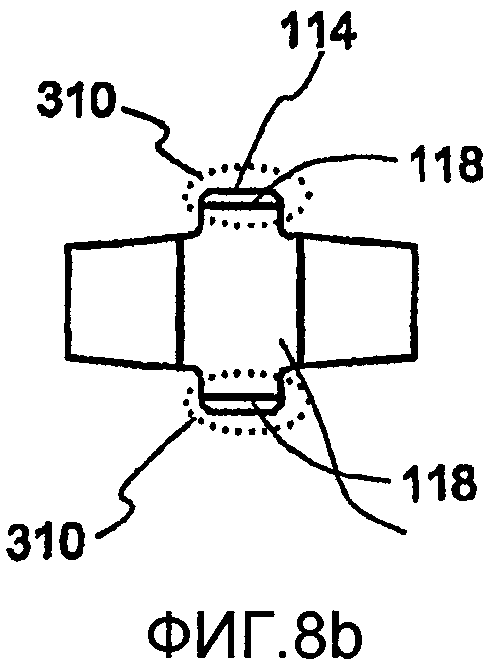
фиг.8а - схема последовательности операций, иллюстрирующая способ в соответствии с различными вариантами осуществления изобретения, а фиг.8b - боковая проекция заклепки, иллюстрирующая участки, где могут проводиться описанные операции способа, проиллюстрированного на фиг.8а;
фиг.9а - схема последовательности операций, иллюстрирующая способ в соответствии с различными вариантами осуществления изобретения, а фиг.9b - боковая проекция заклепки, иллюстрирующая участки, где могут проводиться описанные операции способа, проиллюстрированного на фиг.9а;
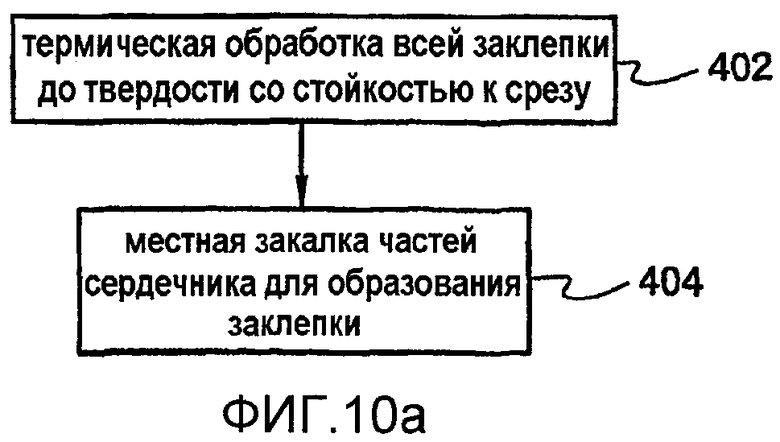
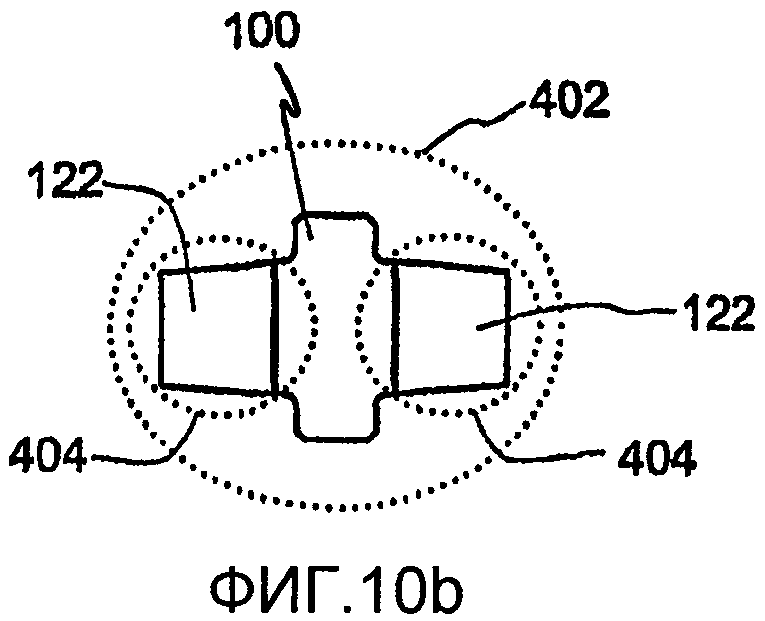
фиг.10а - схема последовательности операций, иллюстрирующая способ в соответствии с различными вариантами осуществления изобретения, а фиг.10b - боковая проекция заклепки, иллюстрирующая участки, где могут проводиться описанные операции способа, проиллюстрированного на фиг.10а;
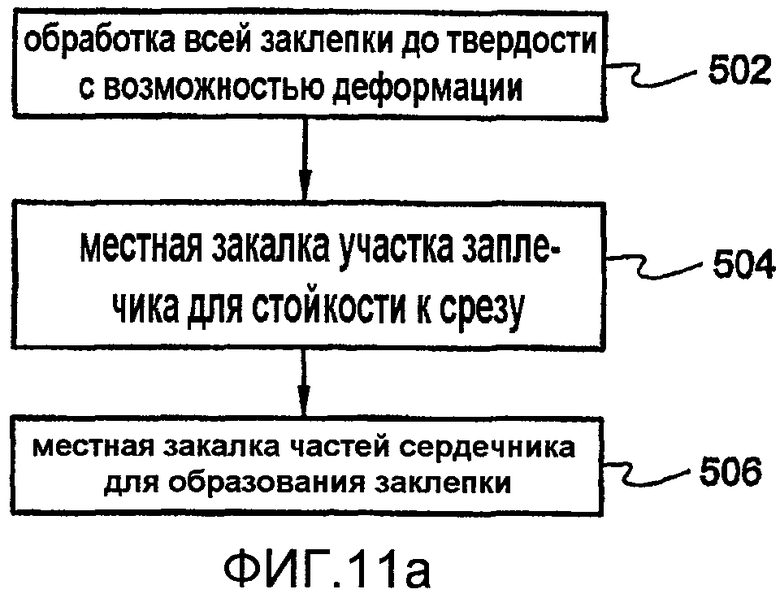
фиг.11а - схема последовательности операций, иллюстрирующая способ в соответствии с различными вариантами осуществления изобретения, а фиг.11b - боковая проекция заклепки, иллюстрирующая участки, где могут проводиться описанные операции способа, проиллюстрированного на фиг.10а; и
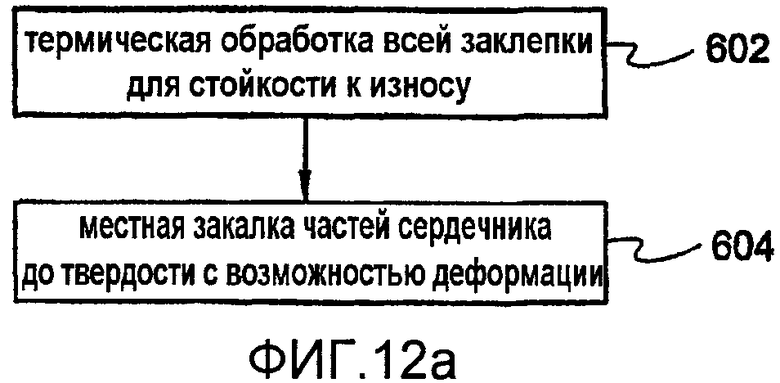
фиг.12а - схема последовательности операций, иллюстрирующая способ в соответствии с различными вариантами осуществления изобретения, а фиг.12b - боковая проекция заклепки, иллюстрирующая участки, где могут проводиться описанные операции способа, проиллюстрированного на фиг.12а.
Осуществление изобретения
Различные особенности иллюстративных вариантов изобретения описаны с использованием терминов, широко употребляемых специалистами в этой области техники, для пояснения другим специалистам сущности их работы. Однако специалистам в этой области техники является очевидным, что альтернативные варианты изобретения могут осуществляться только с некоторыми из описанных особенностей. С целью пояснения конкретные материалы и конфигурации изложены для того, чтобы предоставить возможность полного понимания иллюстративных вариантов изобретения. Однако специалистам в этой области техники является очевидным, что альтернативные варианты изобретения могут осуществляться без конкретных подробностей. В других примерах общеизвестные особенности опущены или упрощены для того, чтобы не затруднять иллюстративные варианты осуществления изобретения.
Кроме того, описаны различные операции в качестве множественных отдельных действий таким способом, который является наиболее полезным для уяснения настоящего изобретения; однако порядок описания не должен истолковываться как подразумевающий, что эти действия обязательно зависят от порядка. В частности, эти операции не должны выполняться в порядке представления.
Фраза «в одном варианте осуществления изобретения» может использоваться неоднократно. Фраза в целом не относится к тому же самому варианту осуществления изобретения; однако может иметь место. Термины «содержащий», «имеющий» и «включающий в себя» являются синонимичными, если по контексту не требуется иначе.
Фраза «А/В» означает «А или В». Фраза «А и/или В» означает «(А), (В) или (А и В)». Фраза «по меньшей мере, один из А, В и С» означает «(А), (В), (С), (А и В), (А и С), (В и С) или (А, В и С)». Фраза «(А)В» означает «(В) или (АВ)»; то есть А - по выбору.
Термины «связанный» и «соединенный» могут использоваться наряду с их производными. Следует понимать, что эти термины не предназначены в качестве синонимов друг друга. Вернее, в отдельных вариантах осуществления изобретения «соединенный» может использоваться для показа того, что две или более деталей находятся в непосредственном физическом или электрическом контакте. Однако «соединенный» может также означать, что две или более деталей не находятся в непосредственном контакте одна с другой, но все же при этом взаимодействуют или воздействуют одна на другую.
Варианты осуществления настоящего изобретения могут включать в себя заклепку, приспособленную для соединения пар соединительных скоб или режущего элемента и соединительной скобы с приводным звеном, которое может включать в себя один участок, или более, с относительно высокой стойкостью к срезу. В одном варианте осуществления изобретения один участок или более на поверхности заплечика и вокруг может быть закаленным с твердостью выше, чем у оконечных частей сердечника заклепки, которая в целом должна быть достаточно пластичной для образования головки заклепки при деформации. В различных вариантах осуществления изобретения, кроме того, может предусматриваться повышение твердости части поверхности фланца до твердости выше, чем твердость заплечика, для того, чтобы обеспечивать более износостойкую поверхность. В конечном счете в различных вариантах осуществления изобретения могут предусматриваться концы сердечника, достаточно твердые, для того чтобы способствовать деформированию участков, поддающихся деформации. Показатели шкал твердости минералов известны. Так, при описании вариантов осуществления изобретения со ссылкой на степени твердости используется так называемая «шкала С» шкалы твердости Роквелла (HRC).
В вариантах осуществления в соответствии с изобретением выполнена заклепка, имеющая характеристики сопротивления срезу (далее стойкости к срезу), которые могут обеспечивать пильную цепь, такую как цепь лесоповальной машины, повышенной прочностью для того, чтобы выдерживать значительные усилия, которые могут быть к ней приложены во время использования. Более значительная гибкость в конструкции пильной цепи может быть возможной благодаря более крепким и более прочным заклепкам, предусмотренным в различных вариантах осуществления в соответствии с изобретением. Различные варианты осуществления изобретения могут обеспечивать возможность для увеличенной толщины материала, например, на участках заклепки деталей цепи посредством предоставления возможности иметь уменьшенный диаметр заклепки. Такая увеличенная толщина материала может максимально повышать общую прочность и ресурс, например, пильной цепи для резки бетона или другой пильной цепи, приспособленной для использования с механическими режущими устройствами или управляемыми операторами.
Фиг.1 является боковой проекцией цепи, иллюстрирующей, как заклепки 12 могут использоваться для соединения составных частей цепи, такой как пильная цепь 10. Фиг.2а и 2b являются видами в поперечном сечении, выполненными по линии 2-2 на фиг.1. Фиг.2а иллюстрирует составные части, соединенные вместе до образования головки заклепки, а фиг.2b иллюстрирует головку 14 заклепки, образованную, например, деформированием заклепки 12 для того, чтобы скреплять составные части вместе. Составные части могут включать в себя приводное звено 16, одну или более соединительных скоб 18 и режущее звено 20. В проиллюстрированном варианте осуществления изобретения приводное звено 16 прикладывает силу к заклепке 12 в одном направлении, в то время как соединительные скобы 18 могут прилагать силу к заклепке 12 в другом направлении, передавая касательное напряжение на заклепку 12.
Фиг.3 является видом в перспективе заклепки 12, изображенной в целом разрезанной пополам, иллюстрирующей один вариант осуществления в соответствии с изобретением. Заклепка 12 может включать в себя фланец 22 и два сердечника 24, выполненные с возможностью прохождения от боковых поверхностей 26 фланца 22. Заплечики 28 могут образовываться посредством соединения между фланцем 22 и сердечниками 24. Стойкий к срезу участок 30 может быть выполнен на заплечиках 28 и вокруг, которые при этом могут быть оптимизированы для противостояния срезающим усилиям, с которыми может встречаться пильная цепь 10 во время операции резания. Заклепка 12, следовательно, может давать возможность пильной цепи 10 выдерживать большее напряжение и, возможно, быть менее подверженной разрушению. Стойкий к срезу участок 30, например, может быть подвергнут термической обработке до твердости большей, чем у сердечников 24, чтобы лучше противостоять касательному напряжению. Участок на заклепке 12 с твердостью, оптимизированной для сопротивления срезу (далее противостояния срезу), может быть расположен в пределах фланца 22 и может проходить через заплечики 28 и в сердечники 24, где касательное напряжение может присутствовать от напряжения в цепи и/или воздействия на режущие элементы. Участок, оптимизированный для стойкости к срезанию, может быть ограничен для прохождения в сердечники 24 так, чтобы он не мог препятствовать правильному образованию головки 14 заклепки. Сердечники 24 могут иметь прочность и характеристики, оптимальные для образования заклепки, как проиллюстрировано посредством деформируемого участка 32. Деформируемый участок 32 может быть в достаточной степени поддающимся деформации для образования головки 14 заклепки, как проиллюстрировано на фиг.2b, и может быть достаточно мягким для того, чтобы избегать предъявления требований вне заданного диапазона к инструментам и/или оборудованию для формообразования заклепок и/или для увеличения ресурса инструментов и/или оборудования для формообразования заклепок.
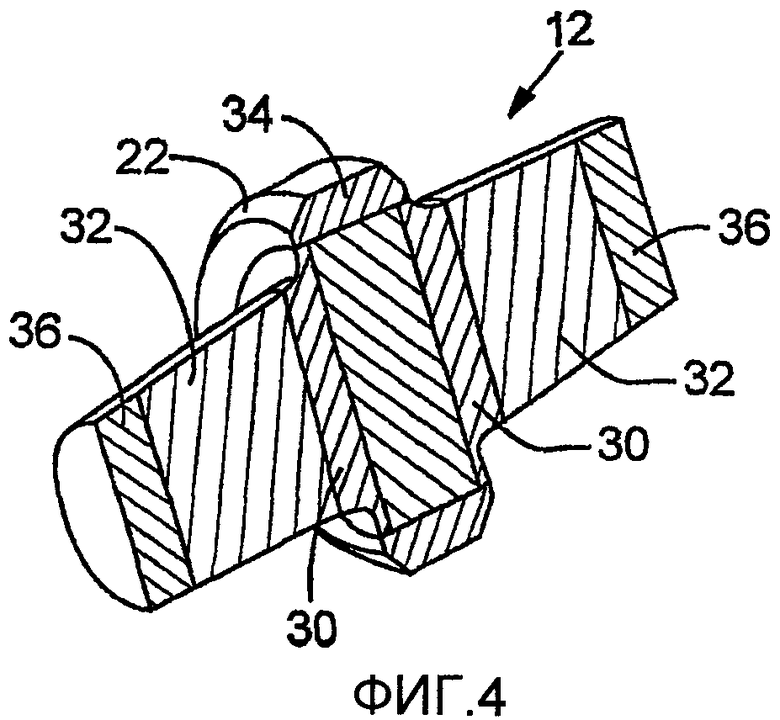
Фиг.4 является видом в перспективе заклепки 12, изображенной в целом, разрезанной пополам, иллюстрирующей один из вариантов осуществления в соответствии с изобретением. Заклепка 12 может включать в себя: первый участок или стойкий к срезу участок 30, выполненный с возможностью выдерживать касательное напряжение; второй участок 32 может быть оптимизирован для формообразования заклепки и выполнен с возможностью деформирования, например, во время операции образования заклепки; третий участок 34 на периферийной поверхности фланца 22 может быть выполнен с возможностью противостояния износу, что может быть осуществлено, например, посредством обеспечения твердости, оптимальной для противостояния износу при трении скольжения; и четвертый участок 36 - на концах сердечников, может быть выполнен с возможностью содействия операции формообразования заклепки. Например, четвертый участок 36 может быть незначительно тверже, чем второй участок 32, так что он может еще подвергаться деформации во время процесса образования, но быть более стойким к разрушению или последующей деформации во время операции. Головки 14 заклепок, такие как были проиллюстрированы на фиг.2b, могут быть образованы, например, посредством операции выдавливания, где четвертый участок 36 сжимается по направлению к фланцу 22, придавая форму, таким образом, головке 14 заклепки и деформируя участок 32, поддающийся деформации.
Фиг.5 является частично увеличенным видом частей фиг.2b, иллюстрирующей соединение 35, образуемое между деформированной заклепкой 12 и соединительными скобами 18. В этом варианте осуществления в соответствии с изобретением второй, или деформируемый, участок 32 в достаточной степени поддается деформации, так что соединение 35 образует контакт (например, с уменьшением, насколько возможно, любых зазоров) между соединительной скобой 18 и заклепкой 12. В одном варианте осуществления изобретения заклепка 12 может удерживаться с фиксированием относительно соединительных скоб 18 в результате деформации в достаточной степени деформируемого участка 32.
В различных вариантах осуществления изобретения, как проиллюстрировано, например, на фиг.4, каждый из вышеупомянутых участков 30, 32, 34 и 36 может иметь характеристики, которые отличаются друг от друга. В одном варианте осуществления в соответствии с изобретением может быть представлена заклепка 12, имеющая первый, или стойкий к срезу, участок 30, закаленный до твердости, со стойкостью к срезу, которая может достигать по шкале С Роквелла значения величины твердости приблизительно между 38 и 58. В одном варианте осуществления участок 30, стойкий к срезу, может быть закален приблизительно в пределах между значением величины твердости 48 и 55 по шкале С Роквелла. В другом варианте осуществления второй, или деформируемый, участок 32 может иметь твердость с возможностью деформации, которая имеет значение величины твердости приблизительно между 25 и 35 по шкале С Роквелла. В другом варианте осуществления третий, или износостойкий, участок 34 может быть закален до твердости, стойкой к износу, которая имеет значение величины твердости, по существу, равное или больше чем 58 по шкале С Роквелла. В другом варианте осуществления изобретения осуществление может обеспечиваться закалкой четвертого участка 36 до значения величины твердости приблизительно между 30 и 35 по шкале С Роквелла.
Различные варианты осуществления изобретения могут включать в себя заклепку, выполненную с различной конфигурацией. Например, заклепка может иметь один сердечник, соединенный с фланцем на заплечике. Участок заплечика может быть оптимизирован по характеристикам для противостояния касательным напряжениям. Глубина вдавливания при определении степени твердости заплечика/участка, стойкого к срезу, может изменяться в зависимости от характеристики и величины усилий соударения. Более того, степень твердости по глубине вдавливания износостойкой поверхности также может зависеть от таких факторов. Кроме того, заклепка может содержать один или более участков, имеющих различную твердость, аналогичную твердости участков, описанных выше.
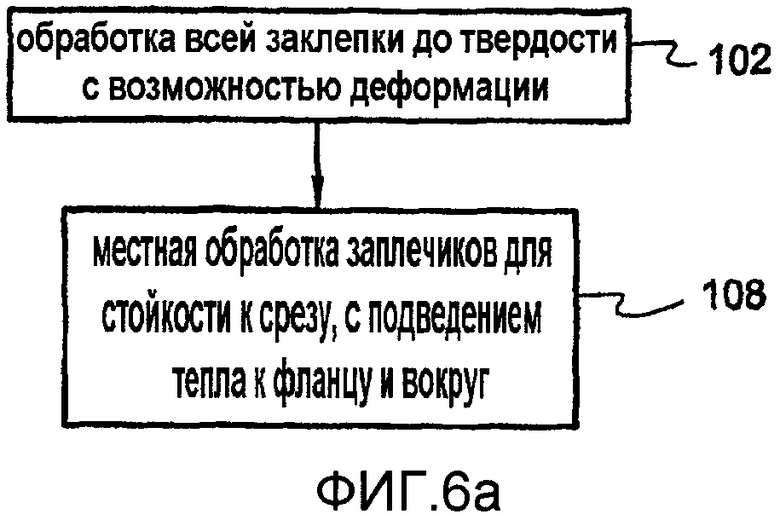
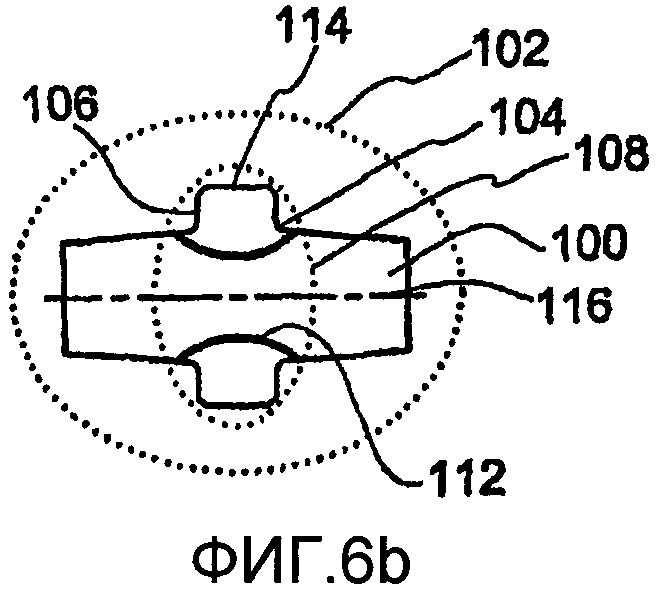
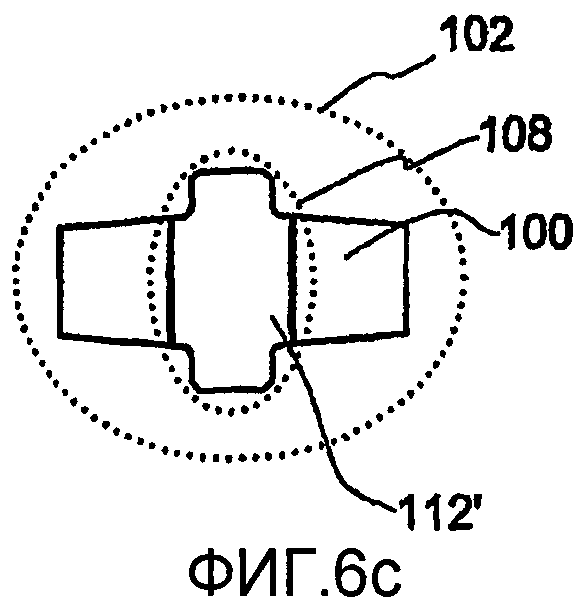
Фиг.6а является схемой последовательности операций, иллюстрирующей способ в соответствии с различными вариантами осуществления изобретения, а фиг.6b и 6с являются боковыми проекциями заклепок 100, иллюстрирующими участки каждой заклепки 100, где могут проводиться описанные операции способа, проиллюстрированные на фиг.6а. Выделенные пунктирной линией эллипсы могут иллюстрировать соответствие между операциями и участками заклепки 100. Способ может также включать в себя:
термическую обработку 102 всей заклепки 100 до первой твердости, например твердости с возможностью деформации. Твердость с возможностью деформации может быть, например, приблизительно со значением величины твердости между 25 и 35 по шкале С Роквелла; и
выборочную термическую обработку 104 участка заплечика до твердости со стойкостью к срезу посредством подведения тепла к фланцу 106 заклепки 100, 108 и вокруг него. Твердость, обеспечивающая стойкость к срезу, может быть, например, приблизительно со значением величины между 38 и 58 по шкале С Роквелла. В одном варианте осуществления изобретения твердость со стойкостью к срезу может быть в пределах приблизительно между 48 и 55 по шкале С Роквелла. Выборочная термическая обработка может выполняться, например, посредством тепловой обработки или другим способом повышения твердости. В одном варианте осуществления изобретения обработанный участок 112 может иметь возможность расширения, частично, от периферии фланца 114 по направлению к центру 116 заклепки 100, как изображено на фиг.6b. В одном варианте осуществления изобретения обработанный участок 112 может иметь возможность расширения заклепки в поперечном направлении, как проиллюстрировано на фиг.6с.
Фиг.7а является схемой последовательности операций, иллюстрирующей способ в соответствии с различными вариантами осуществления изобретения, а фиг.7b и 7с являются боковыми проекциями заклепок 100, иллюстрирующими участки заклепки 100, где в различных вариантах осуществления могут проводиться описанные операции способа, проиллюстрированные на фиг.6а. Однако заклепку можно подвергать местной обработке до твердости со стойкостью к срезу посредством местного подведения теплоты к участкам заплечика 104, как изображено операцией 208. В одном варианте осуществления изобретения обработанный участок 212' может получать возможность расширения заклепки в поперечном направлении, как проиллюстрировано на фиг.7с.
Фиг.8а и 8b иллюстрируют другой вариант осуществления в соответствии с изобретением, в котором следующая операция 310 обработки может быть выполнена на фланцевой периферии 114, дополнительно к операциям, выполняемым в вариантах осуществления, проиллюстрированных на фиг.6а. Например, периферия фланца 114 может быть подвергнута местной обработке до твердости 118 со стойкостью к износу. Твердость со стойкостью к износу может быть, например, со значением величины твердости, по существу, равной или больше чем 58 по шкале С Роквелла. В другом варианте осуществления следующая операция 310 может быть выполнена в вариантах осуществления, проиллюстрированных на фиг.7а.
Фиг.9а и 9b иллюстрируют другой вариант осуществления в соответствии с изобретением, в котором операция 320 обработки может быть выполнена на концах 120 сердечников 122 дополнительно к одной или более операций, выполненных в вариантах осуществления, проиллюстрированных на фиг.6а и 8а. Например, концы 120 могут подвергаться обработке до твердости, способствующей образованию заклепки, такой как прессование, раздавливание, выдавливание, или другая операция образования головки заклепки может выполняться более эффективно на концах 120 для деформирования сердечников 122. В другом варианте осуществления последующая операция 320 обработки может выполняться дополнительно к тем операциям, выполненным в вариантах осуществления изобретения, проиллюстрированных на фиг.7а.
Фиг.10а является схемой последовательности операций, иллюстрирующей способ в соответствии с вариантом осуществления изобретения, а фиг.10b является боковой проекцией заклепки 100, иллюстрирующей участки заклепки 100, где могут проводиться описанные операции способа, проиллюстрированного на фиг.10а.
Способ может включать в себя:
термическую обработку 402 всей заклепки 100 до первой твердости, например твердости со стойкостью к срезу. Твердость со стойкостью к срезу может быть, например, со значением величины твердости приблизительно между 38 и 58 по шкале С Роквелла. В одном варианте осуществления изобретения твердость со стойкостью к срезу может быть между 48 и 55 по шкале С Роквелла; и
закалку 404 сердечников 122 до твердости с возможностью деформации. Твердость с возможностью деформации может быть со значением величины приблизительно между 25 и 35 по шкале С Роквелла.
В одном варианте осуществления следующая операция 310, такая же или подобная операциям, проиллюстрированным на фиг.8а, может быть выполнена там, где фланцевая периферия 114 подвергнута местной термической обработке до твердости со стойкостью к износу. Твердость со стойкостью к износу может быть, например, со значением величины, по существу, равным или больше чем 58 по шкале С Роквелла. В одном варианте осуществления следующая операция, такая же или подобная операциям, проиллюстрированным на фиг.9а, может быть выполнена там, где концы 120 сердечников 122 могут быть, кроме того, подвергнуты закалке выше твердости сердечников 122 для того, чтобы способствовать образованию прочной головки.
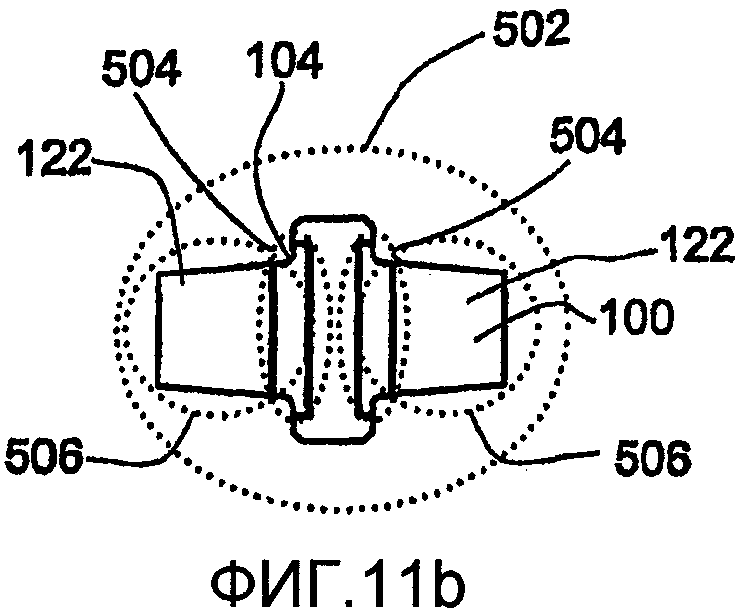
Фиг.11а является схемой последовательности операций, иллюстрирующей способ в соответствии с различными вариантами осуществления изобретения, и фиг.11b является боковой проекцией заклепки 100, иллюстрирующей участки заклепки 100, где могут проводиться описанные операции способа, проиллюстрированные на фиг.11а.
Способ может включать в себя:
термическую обработку 502 всей заклепки 100 до первой твердости, например твердости со стойкостью к износу. Твердость со стойкостью к износу может быть, например, со значением величины, по существу, равным или больше чем 58 по шкале С Роквелла;
местную закалку 504, по меньшей мере, участка 104 заплечика до твердости со стойкостью к срезу. Твердость со стойкостью к срезу может быть, например, со значением величины приблизительно между 38 и 58 по шкале С Роквелла. В одном варианте осуществления изобретения твердость, стойкая к срезу, может быть между 48 и 55 по шкале С Роквелла; и
закалку 506 сердечников 122 до твердости с возможностью деформирования. Твердость с возможностью деформирования может быть со значением величины твердости приблизительно между 25 и 35 по шкале С Роквелла.
В одном варианте осуществления следующая операция, такая же или подобная операциям, проиллюстрированным на фиг.9а, может быть выполнена там, где концы сердечника обработаны до твердости образования головки заклепки.
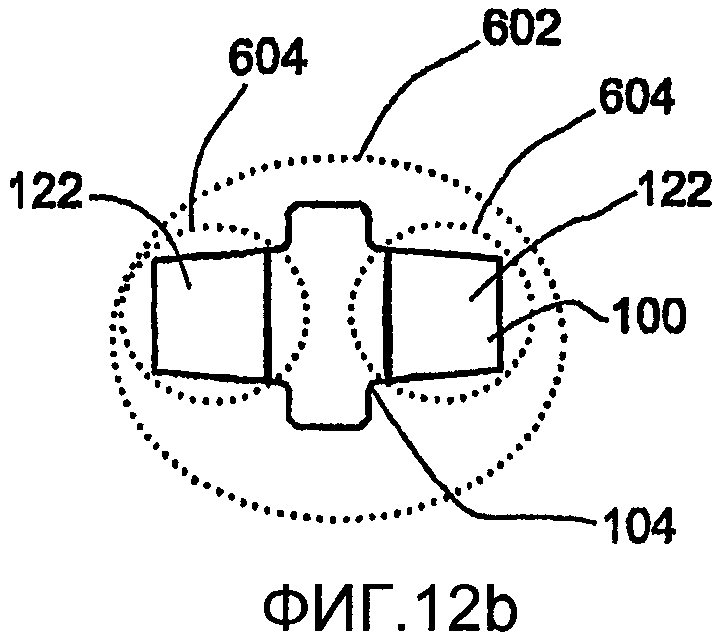
Фиг.12а является схемой последовательности операций, иллюстрирующей способ в соответствии с вариантом осуществления изобретения, а фиг.12b является боковой проекцией заклепки 100, иллюстрирующей участки заклепки 100, где могут проводиться описанные операции способа, проиллюстрированные на фиг.12а.
Способ может включать в себя:
термическую обработку 602 всей заклепки 100 для стойкости к износу. Например, значение величины твердости, по существу, является равным или больше чем 58 по шкале С Роквелла;
выборочную закалку 604 сердечников 122 заклепки 100 до твердости с возможностью деформации. Способ может быть подходящим при использовании материала, который не является слишком хрупким при повышенных степенях твердости.
Образование головки заклепки
Из вышеизложенного очевидно, что местная термическая обработка участков заклепки до сборки пильной цепи может быть полезной для обеспечения возможности распределения различных сил при резании пильной цепью. Например, часть фланца 22 (см. на фиг.3), которая после сборки вращается внутри приемного отверстия центрального звена пильной цепи, может быть подвергнута местной закалке при необходимости для адаптации трения скольжения. Часть 28 заплечика (см., например, на фиг.3) может быть подвергнута закалке для распределения срезающих усилий. Сердечники 24 могут быть подвергнуты закалке с меньшей твердостью, при необходимости, для предоставления возможности образования головки заклепки после сборки (смотри, например, на фиг.2а и 2b, которые иллюстрируют головки 14 заклепок до и после образования).
Вариант осуществления после образования головки заклепки схематически проиллюстрирован на фиг.5. Следует отметить, что соединение 35 выполнено со скошенной кромкой по сравнению с прямым профилем 37. Такое соединение (также со ссылкой как противодействующее углубление 35) может быть необходимо для дополнительного схватывания в случае, когда часть головки 14 заклепки подвергнута срезу.
Процесс сборки выполнен с краткими пояснениями для облегчения уяснения различных вариантов осуществления, в которых может отдельно рассматриваться термическая обработка частей сердечника заклепки.
Пример пильной цепи в сборе проиллюстрирован на фиг.1. Как отмечалось, образец цепи может быть рядом чередующихся пар боковых скоб (например, одна пара содержит режущее звено 20 и боковую скобу 18, а вторая пара содержит пару боковых скоб 18) и может использоваться для резания древесины, общей резки или для других условий резания. В различных вариантах осуществления пары боковых скоб являются шарнирно соединенными на каждом конце с центральными и/или направляющими звеньями. Процесс сборки является обычно автоматизированным, и в целом не имеющие головок заклепки 12 вставляют в отверстия для приема заклепок центральных звеньев 16, а боковые скобы 18 и 20 устанавливают на сердечниках 24 заклепки. Пильная цепь не жесткой сборки направляют на заклепочно-обкатную машину, где выступающие части сердечников 24 с каждой стороны цепи раздавливают о боковые скобы для образования головок 14 заклепки, образец которой проиллюстрирован на фиг.2b.
Цель операции выдавливания (раздавливания) состоит в получении однообразной подгонки сердечника заклепки к боковым скобам, как проиллюстрировано на фиг.5. Однако подгонка является в большей степени функцией характеристик твердости сердечника и операции раздавливания/выдавливания на заклепочно-обкатной машине. Эти характеристики не являются обязательно совпадающими как между различными операциями сборки пильной цепи, так и относительно компонентов пильной цепи в зависимости от их использования по предназначению. Существует много различных типов пильной цепи, размеров и возможностей использования, что может оказывать влияние на эти характеристики, и даже заклепочно-обкатные машины могут играть некоторую роль. Соответственно, в различных вариантах осуществления может выполняться термическая обработка частей сердечников заклепок для адаптации таких изменений.
Рассмотрение для такой специальной операции термической обработки охватывает большую или меньшую твердость по отрезкам длины сердечника на каждой стороне фланца. В случае, когда самая дальняя внутренняя часть такого отрезка является относительно слишком твердой, операция выдавливания может производить первичное расширение/деформирование на наружном конце сердечника и, таким образом, основное схватывание на участке противодействующего углубления сердечника (фиг.5), и минимальное расширение и схватывание по внутренней, прямолинейной части 37 сердечника. Несмотря на то что когда самая дальняя внутренняя часть подвергнута закалке не в достаточной степени, результат может быть неудачным.
В различных вариантах осуществления изобретения заданный результат при посадке с натягом включает в себя равномерное распределение усилий схватывания для достижения максимального усилия смыкания между частями без создания сосредоточенного участка с исключительно высоким напряжением. В различных вариантах осуществления изобретения это можно достигать посредством местного изменения твердости конкретных посадочных мест по длине сердечника заклепки. Например, места сердечника заклепки, которые требуют посадки с чрезмерным натягом, можно местно закаливать для того, чтобы предотвращать расширение заклепки в этих местах. Кроме того, на участке посадки с недостаточным натягом можно вносить изменения посредством выполнения местной заклепки до большей твердости участка, который сначала получает расширение, изменяя таким образом напряжение двух участков для принудительного выполнения посадки с натягом, где требуется.
В различных вариантах осуществления изобретения самые крайние наружные концы сердечника могут подвергаться термической обработке для обеспечения твердости меньшей, чем в средней части сердечника, которая может быть менее твердой, чем часть заплечика сердечника. При обсуждении выше относительно определенных вариантов осуществления фиг.4 может также быть использована для иллюстрации такого сечения местной твердости. Например, концевая часть (указанная как 36) может быть с самой низкой твердостью. Средняя часть (указанная как 32) может быть со средней степенью твердости. И внутренняя часть или заплечик (указанный как 30), может быть с более высокой степенью твердости. В различных вариантах осуществления изобретения твердость можно изменять, как это требуется для приспосабливания к нагрузкам, износу и/или последующей обработке.
В качестве альтернативы, в различных вариантах осуществления изобретения на участок посадки с недостаточным натягом можно вносить изменения посредством местной закалки для уменьшения твердости участка, где посадка с натягом является неудовлетворительной. Участок сердечника заклепки с меньшей степенью твердости может, таким образом, расширяться быстрее в процессе соединения, чем прежде. В различных вариантах осуществления изобретения участок, который подвергнут местной закалке до большей или меньшей степени твердости, может быть выполнен по всему поперечному сечению сердечника заклепки, тогда как в других вариантах осуществления изобретения местная закалка может выполняться только для части поперечного сечения сердечника заклепки.
Хотя в целях более предпочтительного варианта осуществления здесь проиллюстрированы и описаны конкретные варианты осуществления изобретения, для специалистов в этой области техники очевидно, что широкий выбор альтернативных и/или равноценных вариантов осуществления, рассчитанных для достижения тех же самых целей, может быть использован вместо изображенного и описанного конкретного варианта осуществления без выхода из объема настоящего изобретения. Специалисты в этой области техники легко оценят, что настоящее изобретение может применяться с широким выбором вариантов осуществления изобретения. Применение предназначено для охватывания любых вариантов или модификаций осуществления описанного здесь изобретения. Следовательно, подразумевается очевидным, что это изобретение должно быть в пределах формулы изобретения и его эквивалентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пильная цепь | 2021 |
|
RU2828419C2 |
| Колонна насосных штанг, муфта для колонны насосных штанг и способ извлечения текучей среды из скважины и насосная система | 2018 |
|
RU2764972C2 |
| РЕЖУЩИЙ ЗУБ ДЛЯ ПИЛЬНОЙ ЦЕПИ | 2014 |
|
RU2668573C2 |
| СПОСОБ КЛЕПКИ | 1992 |
|
RU2015784C1 |
| СТАЛЬ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ И ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ | 2003 |
|
RU2322531C2 |
| УСТРОЙСТВО ХРАНЕНИЯ И ВЫДАЧИ ЗАКЛЕПОК | 2011 |
|
RU2569867C2 |
| ГИДРАВЛИЧЕСКАЯ ЗАСЛОНКА УСОВЕРШЕНСТВОВАННОЙ КОНСТРУКЦИИ | 2007 |
|
RU2429101C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ СЛОЕВ | 1997 |
|
RU2167018C2 |
| ВЫПРЕССОВЩИК ЗАКЛЕПОК | 2014 |
|
RU2572920C1 |
| СПОСОБ КЛЕПКИ ДЕТАЛЕЙ ПОСРЕДСТВОМ ЗАКЛЕПОК ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ И ЗАКЛЕПКА ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ (ВАРИАНТЫ) | 1991 |
|
RU2094672C1 |
Изобретение относится к машиностроению и может быть использовано при изготовлении заклепок, стойких к срезу при приложении к ним значительных усилий. Заклепка содержит центральный фланец с периферийной наружной поверхностью, имеющей первую твердость. Фланец выполнен по размерам для вхождения в заклепочное отверстие первого звена в пильной цепи. Первая твердость периферийной наружной поверхности фланца выбрана с обеспечением противостояния износу периферийной наружной поверхности фланца. Сердечник заклепки проходит от боковой поверхности центрального фланца и имеет твердость, обеспечивающую образование заклепки. Участок заплечика заклепки образован посредством соединения центрального фланца и сердечника, причем участок заплечика имеет вторую твердость, которая меньше первой твердости и больше твердости сердечника, и выбрана для противостояния срезающим усилиям. Приведена последовательность операций в соответствии с вариантами выполнения заклепки пильной цепи. Обеспечивается оптимальное выполнение заклепки, стойкой к срезу. 3 н. и 15 з.п. ф-лы, 12 ил.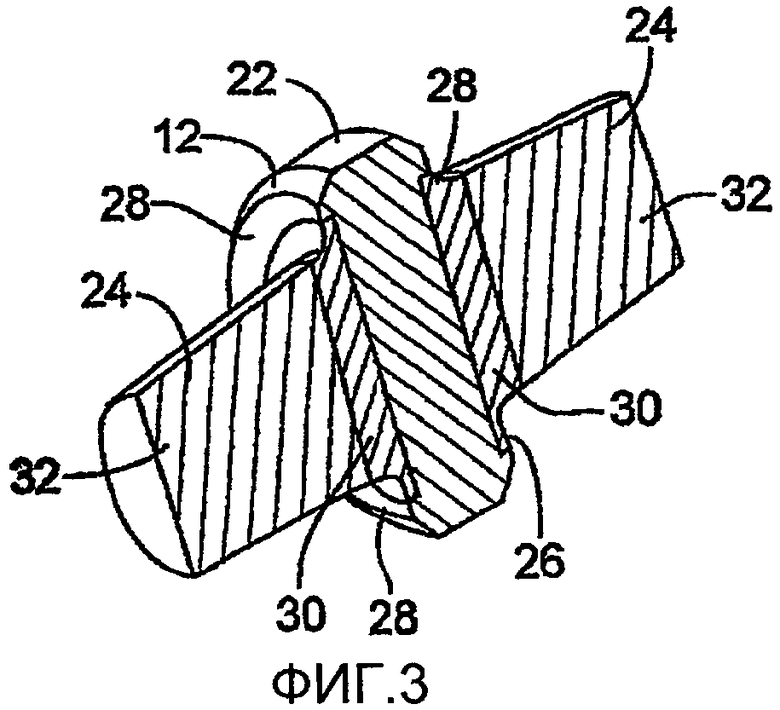
1. Заклепка пильной цепи, содержащая центральный фланец, имеющий периферийную наружную поверхность, имеющую первую твердость, и выполненный по размерам для вхождения в заклепочное отверстие первого звена в пильной цепи, причем первая твердость периферийной наружной поверхности фланца выбрана с обеспечением противостояния износу периферийной наружной поверхности фланца, сердечник, проходящий от боковой поверхности центрального фланца и имеющий твердость сердечника, обеспечивающую образование заклепки, и участок заплечика, образованный посредством соединения центрального фланца и сердечника, причем участок заплечика имеет вторую твердость, которая меньше первой твердости, и больше твердости сердечника, и выбрана для противостояния срезающим усилиям.
2. Заклепка по п.1, у которой вторая твердость распространяется на заплечик от, по меньшей мере, частично во фланец до, по меньшей мере, частично в сердечник.
3. Заклепка по п.1 или 2, в которой первая твердость равна или больше чем 58 по шкале С Роквелла, а вторая твердость, по существу, имеет значение между 38 и 58 по шкале С Роквелла.
4. Заклепка по п.1, в которой сердечник включает в себя деформируемый участок, имеющий третью твердость, имеющую значение, по существу, между 25 и 35 по шкале С Роквелла, причем деформируемый участок обеспечивает более полную посадку с натягом во второе звено пильной цепи.
5. Заклепка по п.1, в которой часть сердечника включает в себя оконечную часть, имеющую четвертую твердость, которая больше третьей твердости сердечника для облегчения образования головки заклепки.
6. Заклепка по любому из пп.1, 2, 4 и 5, в которой пильная цепь является цепью пилы для резки бетона, пильной цепи лесоповалочной машины или цепи цепной пилы, причем первое звено является центральным звеном, а второе звено является боковой скобой.
7. Способ образования заклепки пильной цепи, включающий этапы, на которых производят термическую обработку заклепки пильной цепи до предопределенной твердости, причем заклепка имеет заплечик, образованный посредством соединения сердечника и центрального фланца, выборочно осуществляют изменение прочности заплечика посредством термической обработки и/или закалки для достижения твердости, которая отличается от предварительно определенной твердости для противостояния касательному напряжению, и выборочно осуществляют изменение твердости периферийной наружной поверхности фланца до твердости, которая выше твердости заплечика, для противостояния износу на периферийной наружной поверхности фланца.
8. Способ по п.7, в котором этап выборочного изменения прочности заплечика включает в себя термическую обработку и/или закалку заплечика до твердости между 38 и 58 по шкале С Роквелла и дополнительно содержит, по меньшей мере, термическую обработку из группы, состоящей из термической обработки периферийной наружной поверхности фланца до твердости, равной или больше, чем 58 по шкале С Роквелла, термической обработки и/или закалки центральной части сердечника до значения величины твердости между 25 и 35 по шкале С Роквелла, и термической обработки и/или закалки оконечной части сердечника до значения величины твердости между 30 и 40 по шкале С Роквелла.
9. Способ по п.7, дополнительно содержащий этап выборочного изменения твердости сердечника так, что оконечная часть имеет более высокую твердость, чем центральная часть сердечника.
10. Способ по п.7, в котором этап выборочного изменения прочности заплечика включает в себя термическую обработку и/или закалку заплечика посредством одного из подведения тепла к фланцу и вокруг него и местного подведения тепла к заплечику.
11. Способ по п.9, дополнительно содержащий этап выполнения посадки с натягом между центральной частью сердечника и заклепочным отверстием боковой скобы посредством деформирования оконечной части для выполнения расширения центральной части в отверстиях боковой скобы.
12. Способ по п.7, в котором этап термической обработки заклепки включает в себя термическую обработку всей заклепки до начальной твердости, которая меньше заданной твердости заплечика, при этом выборочное изменение включает в себя термическую обработку заплечика до твердости между 38 и 58 по шкале С Роквелла.
13. Способ по п.7, дополнительно содержащий этап обработки, по меньшей мере, части поверхности фланца до твердости, которая выше твердости заплечика, и этап обработки концевых частей сердечника до твердости, которая меньше твердости заплечика для того, чтобы способствовать образованию головки заклепки.
14. Заклепка пильной цепи, содержащая центральный фланец, имеющий периферийную поверхность и выполненный по размерам для вхождения в заклепочное отверстие первого звена в пильной цепи, противолежащие сердечники, проходящие от центрального фланца, при этом, по меньшей мере, один из упомянутых сердечников имеет концевую часть, выполненную по размерам для расположения внутри заклепочного отверстия второго звена пильной цепи, причем концевая часть сердечника имеет первую твердость сердечника, а центральная часть сердечника - вторую твердость сердечника, которая меньше первой твердости сердечника для улучшения посадки с натягом между центральной частью сердечника и заклепочным отверстием второго звена пильной цепи, когда концевую часть сердечника деформируют для образования головки заклепки.
15. Заклепка пильной цепи по п.14, в которой первая твердость сердечника имеет значение между 30 и 40 по шкале С Роквелла, а вторая твердость сердечника имеет значение между 25 и 35 по шкале С Роквелла.
16. Заклепка пильной цепи по п.15, в которой периферийная поверхность центрального фланца имеет твердость фланцевой поверхности, при этом участок заплечика образован посредством соединения фланца и сердечника и имеет твердость, меньшую твердости фланцевой поверхности, определяющую таким образом характеристики прочности заклепки для противостояния срезающим усилиям у заплечика и износу на периферийной наружной поверхности фланца.
17. Заклепка пильной цепи по п.16, в которой вторая твердость сердечника меньше твердости заплечика.
18. Заклепка пильной цепи по п.15 или 16, в которой твердость фланцевой поверхности равна или больше чем 58 по шкале С Роквелла, а твердость заплечика имеет значение, по существу, между 38 и 58 по шкале С Роквелла.
| US 6138658 А, 31.10.2000 | |||
| US 565049 А, 04.08.1896 | |||
| ПИЛЬНАЯ ЦЕПЬ ПО ДЕРЕВУ | 0 |
|
SU202498A1 |
| ПРОДОЛЬНО-РАСПИЛОВОЧНОЕ УСТРОЙСТВО | 2000 |
|
RU2167051C1 |
| ПИЛЬНАЯ ЦЕПЬ | 1991 |
|
RU2021886C1 |

