Изобретение касается индукционной электропечи для нагревания и температурной гомогенизации при горячей прокатке тонкополосовой стали, производимой непрерывным литьем и уже подвергнутой предварительной стадии прокатки.
В стальной промышленности известно использование индукционных электропечей. Хотя эти печи используются нешироко в противоположность газовым печам для нагревания отливок, имеющих толщину более примерно 100 мм, тогда как использование с полосами, имеющими толщину менее 30 мм, ограничено термической обработкой кромок, чтобы противодействовать естественному охлаждению, которое больше, чем в центральных зонах, и вызывает такое температурное снижение, что возможно образование трещин на кромках полос. Однако эта индукционная обработка кромок производится посредством С-образных индукторов, которые охватывают подобно скользящим колодкам только краевые зоны полосы во время перемещения вперед и конечно не могут рассматриваться как действительные и фактические индукционные электропечи.
Наоборот, индукционные электропечи для листовых заготовок содержат ряд индукционных катушек, имеющих по существу тороидальную форму, в которых листовая заготовка стремится перемещаться вперед между одной и другой катушками, обеспеченными приводными и/или холостыми валиками для подачи листовой заготовки. Эти катушки имеют размер, который в направлении перемещения составляет около 900 мм.
С другой стороны, в настоящее время предусматриваются установки для непрерывного производства полосовой стали с помощью способа непрерывного литья, чтобы иметь в качестве конечного продукта так называемые катушечные или стальные полосы заданной нарезанной длины, в котором требуется, чтобы полосы на промежуточной стадии горячей прокатки нагревались путем одновременной температурной гомогенизации в индукционных печах для достижения требуемой температуры на конечных стадиях прокатки [1] и [2]
Адаптирование известных индукционных электропечей, уже используемых для листовых заготовок, не может дать ожидаемых результатов по причине несоответствия, например, заедания катушек и возможного соударения с катушками с более низкой гибкостью по сравнению с листовыми заготовками, имеющими большую толщину. Кроме того, полоса требует температурной гомогенизации, которая в некоторых зонах не всегда одинакова, нагревание должно быть более сильным благодаря большей концентрации линий магнитных полей. Всего этого не требуется в листовых заготовках, так как температура их более однородная благодаря большей толщине.
Цель изобретения состоит в создании индукционной электропечи для полосовой стали при непрерывном литье, имеющей толщину менее 30 мм, когда она уже подверглась, частично горячей прокатке с тем, чтобы равномерно нагреть полосу до требуемой температуры для последующих стадий прокатки без образования вышеназванных недостатков.
Известна индукционная электропечь для нагревания полосовой стали толщиной менее 30 мм и для гомогенизирования температуры до требуемой величины для последующих стадий горячей прокатки, содержащая ряд катушек, каждая из которых заделана в жаропрочной материал во внутренней части индукторного блока и предназначена для присоединения по меньшей мере одному частотному преобразователю, валики установленные между катушками [3]
Отличие предлагаемого изобретения состоит в установке катушек боковыми поверхностями рядом друг с другом, при этом их внутренние полости образуют зазор для последовательного перемещения полосы между отдельными катушками, причем размер каждой катушки в направлении перемещения полосы выбран меньше 500 мм, а на каждой катушке по меньшей мере с одной из сторон перпендикулярно плоскости перемещения полосы расположены концентраторы магнитного потока.
При этом каждый из концентраторов магнитного потока может быть смонтирован соосно с соответствующим концентратором другой пары на противоположной стороне, причем концентраторы образованы пачками магнитного листового железа, или все концентраторы смонтированы стационарными вблизи боковых кромок полосы или смонтированы с возможностью перемещения в поперечном направлении относительно полосы, или в направлении, перпендикулярном к плоскости полосы.
При этом печь также содержит средства, выполненные в виде винтов для регулирования концентраторов магнитного потока, снабженных наружными управляющими маховиками, и приводные средства для автоматического перемещения концентраторов магнитного потока, связанных со средством для обработки данных о скорости, температуре и толщине полосы.
Кроме того, устройства концентрации магнитного потока смонтированы подвижными в поперечном направлении относительно полосы и перпендикулярно к самой полосе для лучшего распределения мощности в зоне, где требуется более сильное нагревание.
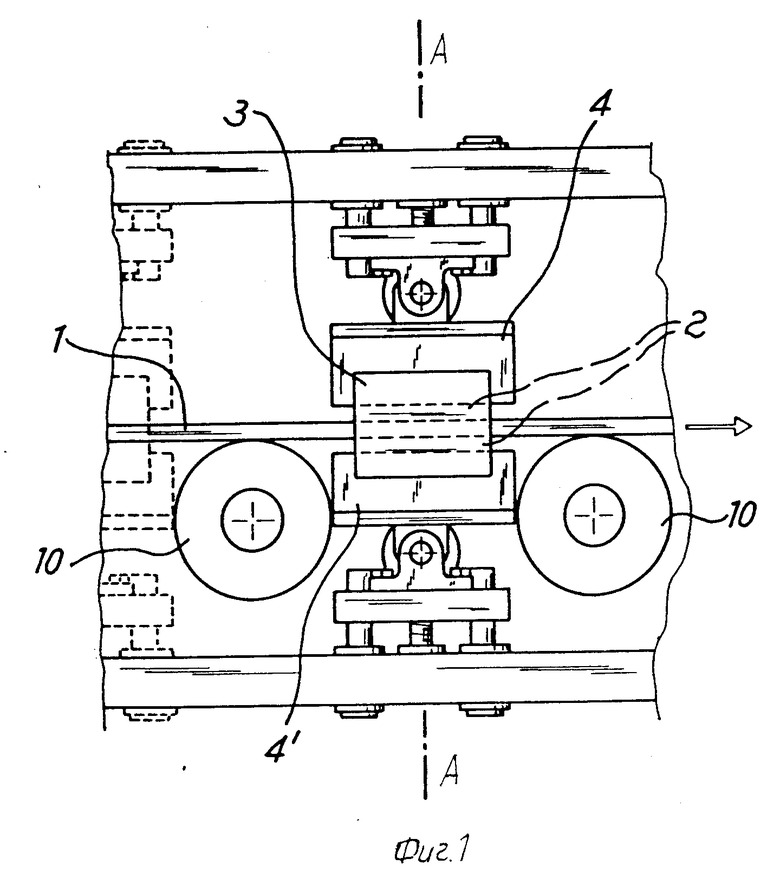
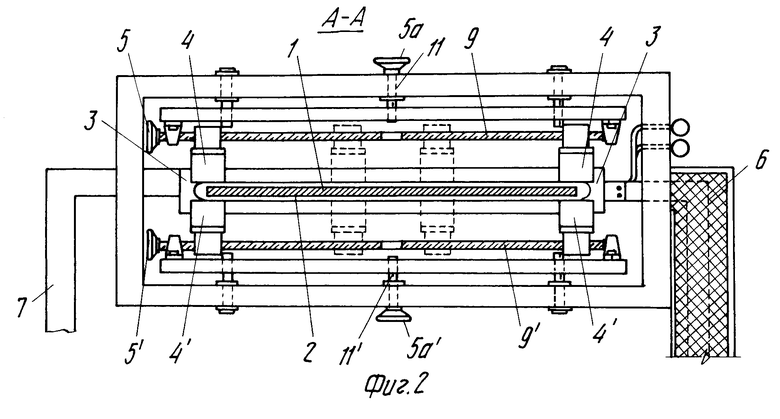
На фиг.1 изображена индукционная электропечь, вид сбоку; на фиг.2 сечение А-А на фиг.1.
На фиг. 1 схематично показана часть печи вдоль переднего напряжения полосы заготовки 1 в отношении только одного нагревательного элемента самой печи, содержащего катушку 2, имеющую прямоугольное поперечное сечение с округленными кромками (лучше видно на фиг.2) и заделанную в индукторе 3, так как он окружен жаропрочным материалом. Листовая заготовка (полоса) 1 проходит в пространство, образованное каждой катушкой 2 (высота которого не меньше, чем максимальная толщина полосы), когда приводится в движение валиками 10, расположенными между нагревательным элементом или катушкой 2 и последующей катушкой. Валики 10 все могут быть снабжены двигателями или некоторые из них могут быть холостыми.
В индукторе 3, содержащем катушку 2, последняя питается с одной стороны посредством соответствующих проводников 6, обычно именуемых собирательными шинами, от источника заданной мощности и частоты, в частности с одним или больше преобразователями (не показано). Лучше когда частота является раз и навсегда заданной и питающая мощность будет изменяться в соответствии с энергией, необходимой для нагревания, как функция температуры полосы выше (по ходу процесса) печи и ее толщины с помощью более тонкой регулировки, реагирующей на температуру на выходе катушки. На противоположной стороне питающего соединителя 6 предусмотрены патрубки 7 для доставки и выгрузки охлаждающей воды, соединенные с индуктором 3.
Концентраторы магнитного потока 4, образованные из пачек магнитного листового железа для направления магнитного потока первичного электромагнитного поля таким образом, чтобы концентрировать его в направлении, параллельном перемещению полосы вперед. В зоне полосы 1, где концентрированный магнитный поток замыкает свою цепь, образуется индуцированный ток, имеющий более высокую силу и тем самым более высокое нагревание. Концентраторы магнитного потока показаны как образующие две пары верхнюю и нижнюю. Концентраторы 4, относящиеся к верхней паре, соответствуют концентраторам 4' нижней пары, в результате чего концентраторы соединяются попарно на любой стороне полосы 1, так как они соосны с осью, проходящей через полосу 1 и катушку 2. Концентраторы магнитного потока 4 и 4' будут нормально располагаться вблизи кромок полосы 1 там, где требуется большая мощность для нагрева.
Однако предпочтительным является то, что средства концентрации магнитного потока выполнены с возможностью перемещения прежде всего в поперечном направлении, чтобы следовать размерным изменениям полосы по ширине и также размещаться в соответствии с более внутренними зонами, которые могут быть при более низкой температуре (холодные точки), а также в перпендикулярном направлении к плоскости, образуемой полосой 1, для лучшего размещения по направлению высоты в зависимости не только от толщины полосы, но и от концентрируемой мощности.
Две пары концентраторов магнитного потока 4,4' (см.фиг.2) смонтированы в положении, при котором каждый элемент находится напротив взаимодействующего элемента другой пары с помощью внутренних гаек, навинчивающихся на винты 9, которые приводятся во вращение снаружи посредством управляющих маховиков 5,5' соответственно. Винты 9,9' будут иметь половину своей длины с резьбой в одном направлении и другую половину длины с резьбой в обратном направлении, так что перемещение двух концентраторов каждой пары будет симметричным и самоцентрированным при каждом вращении взаимодействующего маховика. Дополнительные винты 9 и 9' смонтированы в своей центральной части с подъемным и опускающим устройством, которое также управляется посредством наружных маховиков 5а, 5а'. Эти маховики могут быть, например, закреплены соответственно на винтах 11, 11', перпендикулярных винтам 9,9', каждый из которых проходит через отверстие под прямым углом к продольной оси последнего.
Может быть предусмотрено и полностью автоматическое управление концентраторами 4,4' в отношении их позиционирования в поперечном направлении и в направлении высоты. Вместо рабочих маховиков могут использоваться последовательные двигатели, которые могут блокироваться с помощью блока регулирования и управления, адаптированного обрабатывать непосредственно в реальном масштабе времени сигналы температуры, скорости и толщины полосы, принимаемых каждый момент времени на выходе печи. Благодаря этому в каждый момент времени может достигаться оптимальное регулирование концентраторов магнитного потока для лучшей эффективности индукционной электропечи.
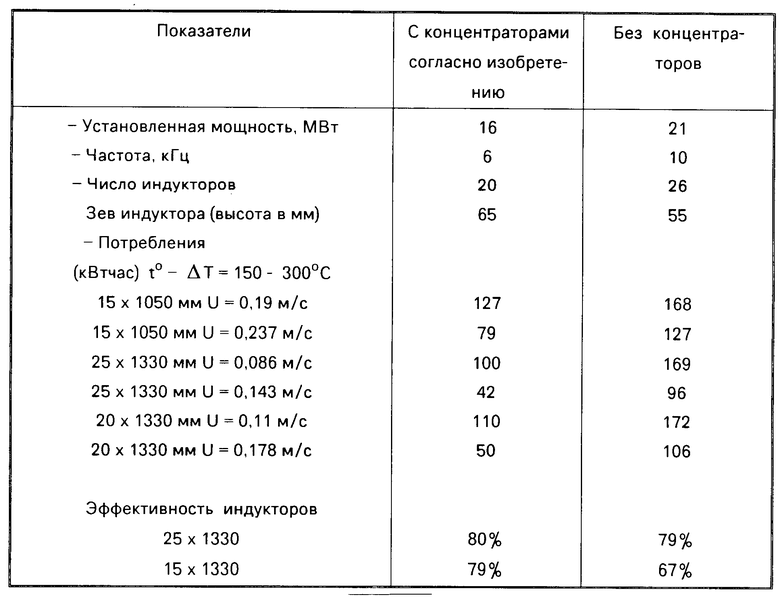
П р и м е р. Для экспериментальных целей была установлена индукционная электропечь, которая имела соответствующий продольный размер катушек и снабжена парами концентраторов магнитного потока, взаимодействующих с каждым индуктором. Основные данные об установленном количестве и мощности индукторов, частоте и размере зева катушки по высоте, а также о результатах, полученных со ссылкой на потребление в соответствии с поперечным сечением полосы и скоростью ее подачи, эффективностью и т.д. приведены в таблице, также содержащей соответствующие данные в отношении индукционной электропечи предшествующего уровня техники, используемого для нагревания листовых заготовок, в которой только размер катушек в переднем направлении полосы уменьшен без наличия однако концентраторов магнитного потока. В отношении потреблений следует отметить, что они определены при наивысшей скорости полосы, при повышении температуры (ΔТ) около 150о и при самой низкой скорости при ΔТ около 300оС.
Как видно из данных, приведенных в таблице, в отношении печи можно прогнозировать не только пониженную установленную мощность, но и добиться более низких потреблений энергии при том же поперечном сечении и скорости полосы, а также повышенных эффективностей индукторов.
Возможные дополнения и/или модификации могут быть произведены специалистами в этой области техники по сравнению с вышеописанным и показанным вариантом реализации индукционной электропечи без отклонения от объема самого изобретения. С другой стороны, не предусматривается ограничение числа катушек или нагревательных элементов в порядке последовательности друг за другом, которые образуют печь.
Индукционная электропечь для нагревания полосовой стали толщиной менее 30 мм и для гомогенизирования температуры до требуемой величины для последующих стадий горячей прокатки. Сущность изобретения: индукционная печь согласно содержит ряд тороидальных катушек, питаемых на MF (MF = средняя частота), с промежуточными подающими валиками, имеющих уменьшенный размер вдоль направления подачи полосы относительно известных катушек, так что валики меньше отстоят друг от друга. Предусмотрены также концентраторы магнитного потока, которые распределены предпочтительно парами на индукторе и смонтированы с возможностью поперечного перемещения относительно движения вперед полосы и возможно также в плоскости, перпендикулярной ей. Предлагаемая конструкция позволяет получить равномерный нагрев полосы. 6 з.п. ф-лы, 2 ил.
| СПОСОБ ПОВЫШЕНИЯ ДАВЛЕНИЯ ГАЗОВ В СТВОЛЕ ОРУЖИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ - УСИЛИТЕЛЬ ДАВЛЕНИЯ ГАЗОВ | 2019 |
|
RU2728296C1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
