Область техники
Изобретение касается способа индукционной пайки деталей сложной формы, а также установки для осуществления способа. Эта установка для пайки может быть многофункциональной для обеспечения возможности осуществления нескольких операций пайки одновременно.
Областью изобретения является индукционная пайка для соединения деталей, и изобретение применимо к любому профилю соединяемых деталей, в частности деталей сложной формы, например искривленных. Материалы должны быть паяемыми в том, что касается точек их плавления и припаивания, с электропроводностью и магнитной проницаемостью, достаточной для осуществления пайки.
Предшествующий уровень техники
Электромагнитная индукция как способ нагрева является предпочтительной: классически осуществляемая генератором, соединенным с индуктором, она обеспечивает быстрый подъем температуры, относительно локальный и воспроизводимый нагрев с малой стоимостью эксплуатации. Этот способ нагрева используется во многих случаях: отжиг (трубы, проволока), поверхностная закалка и отпуск (зубчатые колеса), рихтовка (валы) и т.д.
Пайка, в принципе, заключается в соединении двух металлических деталей через металлическую прокладку - припой - с точкой плавления, меньшей точки плавления деталей, и требующая для этого соблюдения точных условий независимо от способа нагрева:
соединение деталей по плоскости прокладки плоскость на плоскость с фиксированными зазорами между деталями,
поверхности деталей должны быть свободны от жиров и окислов;
фиксированный тепловой цикл, подчиненный геометрии деталей и паре материалов детали/припой.
Такой тепловой цикл классически состоит из подъема температуры до горизонтального участка температуры (слегка превышающего температуру плавления припоя), поддержание температуры в заданный период времени и последующее охлаждение в течение заданного периода времени. Для того, чтобы помешать окислению в процессе нагрева, известны два подхода, применяемые в зависимости от прочности пайки: в случае пайки, называемой «прочной», «флюс», называемый травильным, защищает припаиваемую прокладку припоя от окисления в процессе теплового цикла; в случае пайки, называемой «диффузионной», процесс осуществляют в нейтральном газе, например, аргоне.
Индукция как средство нагрева при пайке известна для использований изотропного типа вследствие геометрии индуктора, а именно для соединений тел вращения (трубы, соединители, краны и т.д.), или соединения деталей с геометрически простыми и равномерными поверхностями и в контролируемой атмосфере.
При индукционной пайке используют обычно индуктор в форме соленоида, окружающего припаиваемую деталь. Индуктор соединен с оптическим пирометром для регулирования температуры в зависимости от точки плавления припоя с флюсом.
Такое использование не позволяет расширить диапазон использования индукционной пайки для соединения деталей сложной формы, в частности, деталей сложного профиля, не имеющих оси вращения или симметрии, но с плоскостью соединения «усложненной» формы, то есть не плоской.
Краткое изложение существа изобретения
Изобретение направлено на осуществление пайки деталей сложного профиля с зазорами между деталями, которые могут изменяться, и циклами нагрева, могущими быть чрезвычайно короткими с использованием нагрева индукционного типа при обеспечении условий воспроизводимости при производстве.
Для осуществления этого изобретение предусматривает, в частности, согласование теплового цикла в процессе пайки путем регулирования и контроля температурной стабильности путем теплового отображения с учетом коэффициента излучения припаиваемого материала.
В этом плане объектом настоящего изобретения является способ индукционной пайки деталей, возможно имеющих сложную форму. Этот способ заключается в определении теплового цикла нагрева, включающего в себя фазы подъема температуры, горизонтального участка температуры и охлаждения в зависимости от припаиваемого материала, наложения ленты припоя на плоскость соединения между припаиваемыми деталями, в приложении, по существу, равномерного давления к припаиваемым соединенным деталям, использовании термического отображения припаиваемого материала с учетом изменений коэффициента излучения этого материала в процессе цикла для контроля равномерности нагрева. Этот тепловой цикл, таким образом, регулируется замкнутым контуром регулирования от точки прицеливания до репрезентативной точки нагрева с учетом также изменений коэффициента эмиссионной способности материала в этой точке и локальным нагревом индуктором с формой, наиболее близкой к форме стыка припаиваемых деталей, на которую наложена лента припоя.
В этих условиях способ по изобретению позволяет разработать фазы внедрения при промышленном использовании благодаря воспроизводимости тепловых циклов. Установка для пайки, которая являлась «узким местом» из-за продолжительности и стоимости производства, становится «поточной». Более того, коэффициент брака (сокращенно TNQ) пайки снижается с 30-40%, по меньшей мере, до 3%, при этом остаточная стоимость некачественной пайки становится незначительной. Кроме того, отсутствуют электрический, термический и магнитный риски.
В соответствии с особыми вариантами воплощения:
- учет коэффициента эмиссионной способности припаиваемого материала c температурой осуществляется калибровкой изменения коэффициента эмиссионной способности в зависимости от температуры этого материала относительно абсолютно черного тела, исходя из относительных потоков излучения, получаемых при тех же температурах;
- индукционный нагрев локализован вблизи зон осуществляемой пайки, которые расположены вдоль плоскости соединения;
- репрезентативная точка нагрева выбрана вблизи плоскости соединения;
- пайка характеризуется стабильными геометрическими параметрами и относительным положением соединяемых пайкой деталей и формой индуктора, а также состоянием поверхности деталей, соединяемых пайкой.
Предпочтительно, такой способ позволяет, по существу, уменьшить количество припоя при улучшении качества операции. Изобретение относится также к устройству для пайки для осуществления упомянутого выше способа. Такое устройство содержит электрический генератор мощности, подающий заданное напряжение на трансформатор, к которому подключен токопроводящий контур, имеющий форму индуктора. Этот контур имеет общую структуру, соответствующую структурам зон пайки, при этом припаиваемая деталь расположена на опоре детали оборудования. Имеются средства для оказания заданного и, по существу, постоянного давления на припаиваемые детали. Температура деталей в процессе пайки измеряется инфракрасным пирометром с лазерным наведением, и контроллер дает команду генератору о регулировании мощности в зависимости от измеренной температуры. Предпочтительно, установка является портативной и, следовательно, легко транспортируемой для осуществления работы на месте, в особенности, когда пайка не требует использования нейтрального газа. Пирометр выполнен с лазерным наведением, чтобы исключить любое нарушение регулирования, связанное с нагревом близких материалов.
В соответствии с особыми вариантами осуществления:
- термическое отображение измеряется инфракрасной камерой в фазе установки параметров пайки, перед запуском серийного изготовления для стабилизации этих параметров;
- индуктор выполнен в виде металлической конструкции прямоугольного сечения, предпочтительно квадратной формы с внутренней стороной в 1 см, образованный линейными участками, соединенными сваркой, в общем охватывающей форму плоскости стыка соединяемых деталей;
- на уровне угловых соединений индуктора для исключения зон утечки расположены концентраторы поля;
- индуктор расположен на расстоянии от свариваемой крышки, которое не превышает 2 мм;
- средства давления выполнены в виде стягивающей насадки, снабженной изолирующими пальцами с пружинами, прижимающимися к поверхности одной из припаиваемых деталей, оказывающими заданное и, по существу, постоянное усилие на совокупность двух деталей;
- вблизи припаиваемых деталей предпочтительно расположены форсунки сжатого воздуха для ускорения охлаждения для уменьшения времени цикла, чтобы значение температуры нагрева соединения не могло вызвать отжиг материалов.
Многофункциональная установка для пайки содержит, предпочтительно, несколько описанных выше индукторов для того, чтобы одновременно пропаивать несколько стыков одной и той же детали. Предпочтительно, генератор, трансформатор и регулятор могут быть установлены вместе.
Изобретение используется, в частности, для пайки крышек лопастей лопаточных колес турбины, называемых распределителями.
Краткое описание чертежей
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
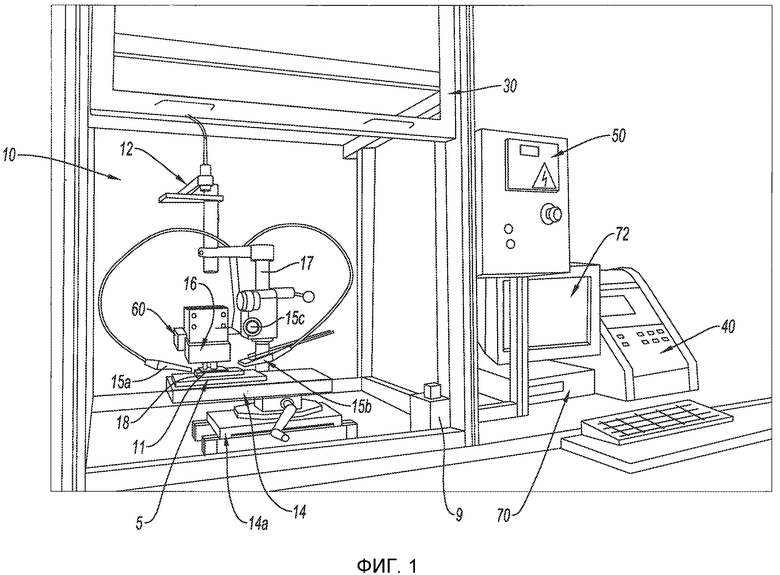
- фиг. 1 схематично изображает вид примера установки для пайки по изобретению;
- фиг. 2 изображает вид в перспективе лопасти распределителя крышки, предназначенных для пайки, размещенных на соответствующей опоре;
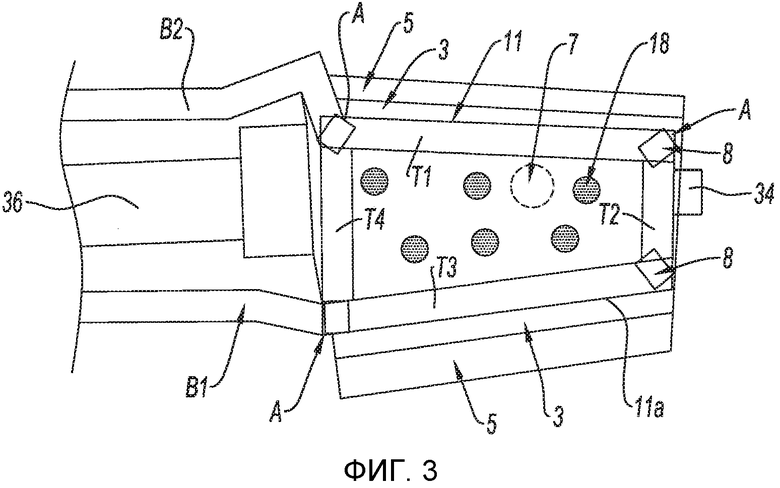
- фиг. 3 изображает вид сверху деталей для пайки по фиг. 2 с формой индуктора по изобретению;
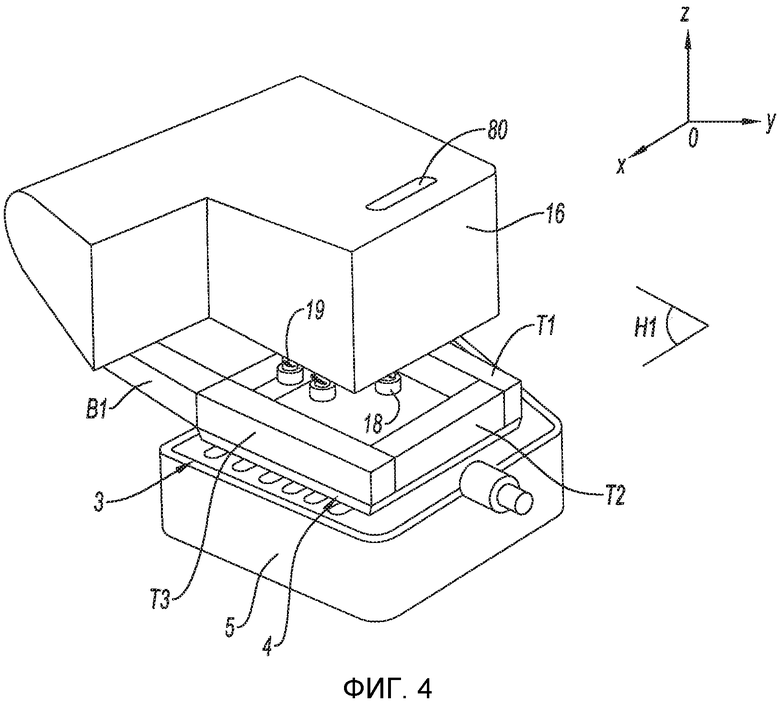
- фиг. 4 схематично изображает вид в перспективе инструмента для удержания и стяжки при пайке; и
- фиг. 5 изображает блок-схему осуществления способа пайки по изобретению.
Описание предпочтительных вариантов воплощения
На фиг. 1 изображена установка по изобретению, содержащая нагревательные элементы, расположенные в камере 10 на открытом воздухе, снабженной дверцей 30 для доступа, которая может быть блокирована запором 9 для обеспечения безопасности, а также элементы электропитания, размещенные вне камеры: высокочастотный генератор 40 мощности для получения поверхностных токов, соединенный с регулятором мощности (контроллером) 50 на входе, и трансформатором 60 на выходе, причем последний может быть установлен внутри камеры 10 - в форме верхней части трансформатора - вблизи нагревательных элементов, как в представленном примере. Контроллер 50 управляет регулированием и следит за осуществлением процесса сварки. Блок обработки данных 70, снабженный монитором 72, позволяет регистрировать данные циклов нагрева и коэффициенты эмиссионной способности основных материалов припоя в зависимости от температуры.
Нагревательные элементы содержат индуктор 11, установленный на зажимах трансформатора 60, и двухцветный инфракрасный пирометр с лазерным наведением 12, спаренный с конроллером 50. Индуктор 11 расположен напротив стола 14, снабженного рамой 15а для перемещения по 2 осям. Предназначенные для пайки детали расположены на опоре 5 из изолирующего отражающего материала, размещенной на столе 14. Форсунки 15а и 15b сжатого воздуха расположены, предпочтительно, между индуктором 11 и столом 14. Эти форсунки соединены с компрессором 15с, управляемым контроллером 50.
Оборудование для оказания давления содержит насадку 16, которая, будучи установленной вертикально на пружине (см. фиг. 4), проходит через индуктор 11 и нависает над опорой 5. Эта насадка снабжена шестью контактными пальцами 18 из теплоизолирующего материала, установленными на пружинах с регулируемой высотой для того, чтобы обеспечить совокупности пальцев, по существу, равномерное давление на припаиваемую деталь.
Нижеприведенный пример относится к припаиванию крышки лопасти распределителя газовой турбины. Распределитель турбины выполнен с лопастями, образующими неподвижное лопаточное колесо и два кольца, при этом лопасти снабжены ножками, установленными на внутреннем кольце. Распределитель предназначен для отклонения потока воздуха, поступающего на переднюю кромку между поверхностями лопастей для ориентации потока воздуха вращающегося подвижного лопаточного колеса.
Вид в перспективе на фиг. 2 изображает размещение деталей - лопасти 3 и ее крышки 4 - на опоре 5 из отражающего материала перед процедурой припаивания. Лопасть и крышка на виде сверху имеют общую трапецеидальную форму. Лопасть 3 имеет две основные поверхности, внутреннюю вогнутую поверхность 32 и выпуклую спинку (не видную на чертеже) с передней кромкой Ва и задней кромкой Bf, которые ограничивают эти поверхности. Крышка 4 выполнена в форме плоской стенки.
На основаниях трапеции лопасть снабжена соответственно головкой 34 и ножкой 36, в которую вставлена заглушка 37. Внутренняя поверхность 32 лопасти 3 содержит серию открытых каналов 38, или продухов, расположенных параллельно и открывающихся вблизи задней кромки Bf лопасти 3.
Опора 5 имеет верхнюю поверхность 5а, которая охватывает спинку лопасти таким образом, чтобы лопасть была хорошо закреплена. Внутренняя поверхность 32 лопасти содержит ленту припоя 6 (пунктирная линия) в первоначальной форме тонкой полоски, наложенной на плоскость соединения С непосредственно внутри по контуру крышки 4 плоскости соединения этой поверхности 32. Крышка 4 помещена также на плоскость соединения поверхности 32 через ленту припоя. В примере припой является сплавом на основе 50% серебра, а соединяемые пайкой детали выполнены из сплава медь-кобальт-бериллий.
Индуктор 11 выполнен в виде контура, форма которого полностью совпадает с формой плоскости соединения крышки и лопасти, как изображено на виде сверху на фиг. 3 и в перспективе на фиг. 4. Этот контур 11 состоит из отрезков 11а медных трубок квадратного сечения, с внутренней стороны близких к 1 см. Отрезки являются линейными и соединены сваркой так, чтобы полностью совпадать по контуру с паяемой деталью 3, расположенной на опоре 5. На фиг. 3 видны также отпечатки контактных пальцев 18 и репрезентативная точка 7 пирометрического прицеливания вблизи плоскости ленты.
Индуктор 11 имеет также общую адаптированную структуру, позволяющую бесконтактно приблизиться на наиболее близкое расстояние к продольным зонам припоя. Таким образом, индуктор состоит, в данном случае, из четырех основных участков, T1-Т4, расположенных в одной горизонтальной плоскости H1, параллельной XOY. В общем, такая структура и геометрия индуктора позволяет приблизиться к припаиваемым деталям с воздушным зазором, меньшим 2 мм, тогда как известный уровень техники предусматривает сохранение расстояния в 2 см. Воздушный зазор может изменяться в зависимости от различных параметров: состава и количества припоя, цикла нагрева, геометрии деталей, силы тока индукции и т.д.
Отрезки Т1-Т4 имеют на виде сверху «U-образную форму и соединены выходом с трансформатором (не изображенным на чертеже). Сила тока и переменное напряжение, выдаваемые трансформатором, адаптированы к размерам и природе припаиваемых деталей и припоя для формирования магнитного поля и, следовательно, индуцированного тока, соответствующего материалам. В отрезках, предпочтительно, расположены ферритовые концентраторы 8 поля, точнее, на уровне соединений А этих отрезков, для ограничения зон утечки и концентрации индуцированного тока в зонах припоя.
Как изображено на фиг. 4, пружины 19 удерживают в напряжении контактные пальцы 18, направляемые насадкой 16. Кроме того, через насадку 16 проходит отверстие 80, обеспечивающее проход лазерного луча инфракрасного пирометра (не изображенного на чертеже).
Описанное выше оборудование может быть установлено в соответствии с изображенной на фиг. 5 блок-схемой, которая включает основные элементы оборудования, описанные в соответствии с фиг. 1: генератор 40 мощности, трансформатор 60 и индуктор 11, соединенные вместе; пирометр 12 для измерения излучения R, контроллер 50, соединенный с генератором 40, и блок 70 обработки информации для архивного хранения, соединенный с монитором 72 в режиме реального времени тепловых циклов.
Параметры пайки - размеры и геометрия индуктора 11, состояние поверхности деталей 3 и 4 (обезжиривание, травление поверхности,), наложение ленты припоя 6 на плоскость соединения в форме тонких полосок, наложение крышки на плоскость, обеспечение воздушного зазора между оборудованием и припаиваемыми деталями, оказание давления насадкой на детали - устанавливаются перед началом теплового цикла. В примере воздушный зазор равен, по существу, 1 мм и давление установлено в 0,02 Н на палец или 0,12 Н на совокупность пальцев.
Генератор 60, в данном случае, мощность которого равна 6 кВт, выдает напряжение U1, которое преобразуется в переменное напряжение трансформатором 60. Этот трансформатор подает напряжение U1 на зажимы индуктора 11. Ток, индуцированный вследствие эффекта Джоуля, создает температуру в ленте припоя 6 между припаиваемыми деталями 3 и 4, достаточную для расплавления припоя между этими деталями и осуществления пайки.
Равномерность температуры припаиваемой ленты припоя предпочтительно отслеживается инфракрасной камерой 13, которая передает изображение зоны пайки детали в блок обработки 70. Отслеживание равномерности нагрева может быть, предпочтительно, осуществлено путем сравнения между изображением, передаваемым камерой в процессе нагрева, и предварительно установленным тепловым отображением. Отображения могут быть установлены и записаны для различных тепловых циклов и различных припаиваемых материалов, также записанных в блоке обработки.
Контроль теплового регулирования осуществляется путем измерений температуры пирометром 12, значения которых передаются на конроллер 50. Репрезентативная точка нагрева, расположенная в плоскости ленты вблизи ленты, выбрана как точка прицеливания пирометра 7 (фиг. 3), благодаря отображению, установленной предварительно инфракрасной камеры.
Значения измеренных пирометром и зафиксированных инфракрасной камерой температур, корректируются в течении фазы установки с симуляцией относительно абсолютно черного тела для того, чтобы исключить зависимость изменения коэффициента эмиссионной способности с температурой. Для этого соединение покрыто краской, имеющей коэффициент эмиссионной способности, близкий к «1», для симуляции абсолютно черного тела. Таким образом, оканчивают регулировку воспроизводимости нагрева. Затем в соответствии с величиной начальной точки графиков коэффициентов эмиссионной способности основных сплавов устанавливают точный коэффициент таким, чтобы воспроизвести заранее установленный цикл.
Используемый тепловой цикл параметризируется в контроллере 50: продолжительности подъема температуры, горизонтального участка и охлаждения, температуры на зажимах в процессе этих операций. Предпочтительно цикл может быть выбран из заранее записанных циклов. При каждом измерении температуры пирометром расхождение между измеренной величиной в зависимости от фактора эмиссионной способности и величиной, ожидаемой в момент цикла, определяется контроллером 50. Команда регулятора мощности, способного уменьшить это расхождение до нуля, осуществляется регулятором и передается генератору 40, который регулирует свою мощность по сигналу переданной таким образом команды.
В примере общая продолжительность цикла не превышает 5 мин, с подъемом температуры за 1 мин, горизонтальным участком в 1 мин и охлаждением за 3 мин. Температура горизонтального участка стабилизирована в интервале 680-720°С с припоем на основе серебра. Охлаждение осуществляется свободно примерно до 300°С, так как форсированное охлаждение может привести к «закалке» материала.
Изобретение не ограничено описанными и представленными примерами. Можно, например, предусмотреть автоматизацию пайки с использованием цифрового управления, которое может быть прекращено вручную или автоматом в любой момент блоком обработки данных. После поступления всех установленных параметров, которые останутся неизменными в процессе операции, и сохранения данных, касающихся материалов используемого припоя и припаиваемых деталей, контур регулирования выбранного теплового цикла запускается по команде и контролируется блоком обработки. Следование отображению позволяет удерживать точность процесса. Соответствие предварительно записанной модели отслеживается и в случае отклонения температуры от заданного порога выдается звуковой или световой сигнал.
Кроме того, многочисленные операции припаивания могут управляться способом и устройством по изобретению, в особенности, для пайки, не требующей контролируемой атмосферы. Более того, пайка деталей может производиться в диапазоне значительных температур, например, от 500 до 800°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматическая установка для индукционной пайки кабельных сборок СВЧ | 2022 |
|
RU2815772C1 |
| Устройство для индукционной пайки | 2024 |
|
RU2832127C1 |
| Способ индукционной пайки | 2023 |
|
RU2824969C1 |
| Устройство для индукционной пайки | 1987 |
|
SU1473920A1 |
| Способ индукционной пайки | 1980 |
|
SU998029A1 |
| СПОСОБ ПАЙКИ | 1992 |
|
RU2095206C1 |
| СПОСОБ ВАКУУМНОЙ ИНДУКЦИОННОЙ ПАЙКИ | 2019 |
|
RU2758710C2 |
| СПОСОБ ПАЙКИ ПЛАСТИН С ОТВЕРСТИЕМ К ДЕТАЛЯМ ТРУБЧАТОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2796904C1 |
| СПОСОБ ИНДУКЦИОННОЙ ПАЙКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2003 |
|
RU2296037C2 |
| Установка для пайки стыковых соединений трубчатых изделий | 1989 |
|
SU1738515A1 |

Изобретение может быть использовано для пайки деталей сложной формы при обеспечении условий воспроизводимости их изготовления. Для контроля равномерности нагрева деталей при пайке размещают тепловое отображение материала припоя и регулируют тепловой цикл с учетом изменения коэффициента эмиссионной способности материала припоя. Установка для пайки содержит генератор (40) мощности для подачи заданного напряжения (U1) на трансформатор (60), к которому подключен проводящий контур, формирующий индуктор (11). Форма индуктора определяется контуром припаиваемых деталей (3, 4). Средства давления оказывают постоянное усилие на спаиваемые детали (3, 4). Инфракрасный пирометр (12) с лазерным наведением измеряет температуру пайки путем излучения (R) после параметрирования коэффициента эмиссионной способности. Контроллер (50) передает команду о мощности генератору (40) в зависимости от измеренной температуры. Изобретение позволяет согласовать тепловой цикл в процессе пайки. 2 н. и 13 з.п. ф-лы, 5 ил.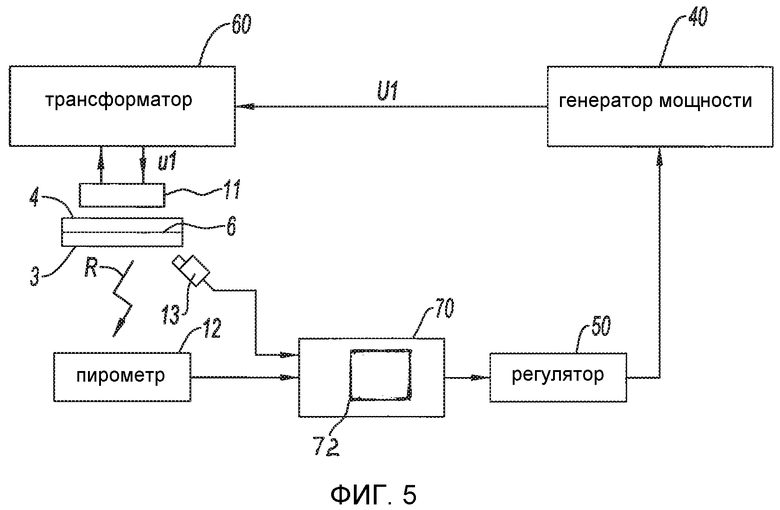
1. Способ индукционной пайки деталей (3, 4), имеющих сложную форму, отличающийся тем, что содержит этапы, на которых:
определяют тепловой цикл, включающий в себя фазы подъема температуры (нагрева), поддержания постоянной температуры и охлаждения в зависимости от припаиваемых материалов,
размещают ленту припоя (6) на плоскости соединения (С) по контуру между припаиваемыми деталями (3, 4),
оказывают равномерное давление на припаиваемые детали,
вводят в блок обработки информации тепловое отображение материала припоя с учетом изменений коэффициента эмиссионной способности этого материала в процессе цикла для контроля равномерности нагрева,
затем регулируют тепловой цикл посредством контура регулирования от точки прицеливания до репрезентативной точки (7) нагрева с учетом изменений коэффициента эмиссионной способности материала в этой точке и путем локализации нагрева посредством индуктора (11), форма которого наиболее близко соответствует форме плоскости соединения (С) припаиваемых деталей (4), на которые наложена лента припоя (6).
2. Способ индукционной пайки по п. 1, в котором определение коэффициента эмиссионной способности материала припоя при температуре осуществляют калибровкой изменения коэффициента эмиссионной способности в зависимости от температуры этого материала относительно абсолютно черного тела, исходя из потоков соответствующих излучений, полученных при тех же температурах.
3. Способ индукционной пайки по п. 1, в котором индукционный нагрев локализуют вблизи зон припоя, которые расположены вдоль продольных частей плоскости соединения (С).
4. Способ индукционной пайки по п. 1, в котором репрезентативная точка (7) нагрева выбрана вблизи плоскости соединения (С).
5. Способ индукционной пайки по п. 1, в котором параметры пайки определяют в соответствии с геометрическими параметрами и относительным положением припаиваемых деталей, формой индуктора, а также состоянием поверхности припаиваемых деталей.
6. Способ индукционной пайки по п. 1, в котором для определения параметров пайки перед началом серийного изготовления для стабилизации параметров пайки измеряют тепловое отображение зоны пайки инфракрасной камерой (13), которое вводят в блок обработки информации.
7. Установка для индукционной пайки деталей способом по п.1, содержащая генератор (40) электрической мощности, предназначенный для подачи определенного напряжения (U1) на трансформатор (60), подключенный к проводящему контуру, формирующему индуктор (11), форма которого соответствует форме продольных зон припоя, определяемых контуром (СС) припаиваемой детали, расположенной на опоре (5), при этом средства оказания давления (16-18) предназначены для оказания определенного и постоянного усилия на припаиваемые детали (3, 4), и инфракрасный пирометр (12) с лазерным наведением, предназначенный для измерения температуры пайки, а также контроллер (50), предназначенный для подачи команды регулирования мощности генератора (40) в зависимости от измеренной температуры.
8. Установка для пайки по п. 7, которая дополнительно содержит инфракрасную камеру (13) для измерения теплового отображения зоны пайки в фазе определения параметров пайки перед началом серийного изготовления для стабилизации параметров пайки.
9. Установка для пайки по п. 7, в которой индуктор (11) выполнен в виде металлической структуры прямоугольного сечения, образованной линейными отрезками (Т1-Т4), соединенными сваркой и полностью охватывающими форму плоскости соединения припаиваемых деталей (3, 4).
10. Установка для пайки по п. 7, в которой металлическая структура индуктора (11) имеет квадратное сечение с внутренней стороной в 1 см.
11. Установка для пайки по п. 7, в которой на уровне угловых соединений (А) индуктора (11) расположены концентраторы (8) поля.
12. Установка для пайки по п. 7, в которой средства давления выполнены в виде сжимающей насадки (16), снабженной изолирующими пальцами (18) с пружинами (19) для оказания давления на поверхность одной из припаиваемых деталей (4) для осуществления заданного и постоянного усилия на сборку из двух деталей (3, 4).
13. Установка для пайки по п. 7, которая снабжена форсунками сжатого воздуха (15а, 15b), расположенными вблизи припаиваемых деталей (3, 4), для ускорения охлаждения.
14. Установка для пайки по п. 7, которая дополнительно содержит множество индукторов и предназначена для одновременной пайки нескольких стыков одной и той же детали.
15. Установка для пайки по п. 14, в которой генератор, трансформатор и регулятор совместно используются для множества индукторов.
| Способ индукционной пайки | 1983 |
|
SU1107972A1 |
| Способ автоматического управления нагревом при пайке | 1990 |
|
SU1771898A1 |
| СПОСОБ ДИАГНОСТИКИ ИНДУКЦИОННОЙ ПАЙКИ | 1998 |
|
RU2132262C1 |
| Способ контроля процесса пайки | 1984 |
|
SU1245420A1 |
| US 2001004983 A1, 28.06.2001. | |||

