Область техники, к которой относится изобретение
Настоящее изобретение относится к биговальному устройству, предназначенному для машины для изготовления гипсокартонных листов, и более точно к такому устройству, которое непрерывно образует биг на листе бумаги для наружного слоя гипсокартонного листа, перемещающемся под натяжением.
Предшествующий уровень техники
Гипсокартонные листы, каждый из которых имеет гипсовую центральную часть, покрытую листами бумаги для наружных слоев гипсокартонного листа, известны в качестве строительных материалов для внутренней отделки. Гипсокартонные листы изготавливаются в массовом производстве с помощью машин для изготовления гипсокартонных листов и обращаются на рынке. Обычно машина для изготовления гипсокартонных плит оснащена транспортирующим устройством, предназначенным для непрерывной транспортировки листа картона для обшивки гипсокартонного листа (нижнего листа); биговальным устройством, предназначенным для образования бигов на листе на его боковых краевых участках; мешалкой для приготовления гипсового раствора; фальцевальным устройством для сгибания листа для конфигурирования краевых частей листа; ламинирующим и формующим устройством для присоединения другого листа бумаги для наружного слоя гипсокартонного листа (верхнего листа) к гипсовому раствору посредством ламинирования; режущим устройством для разрезания непрерывной лентообразной структуры на не схватившиеся листы, имеющие заданную длину листа; сушильным устройством для удаления путем сушки избыточной воды, содержащейся в листах; и подающим устройством для подачи изделий, которые представляют собой листы, точно разрезанные так, чтобы получить заранее заданный размер изделия.
Биговальное устройство непрерывно образует биги на листе бумаги для наружного слоя гипсокартонного листа, который перемещается под натяжением. Известно биговальное устройство, которое образовано из части для формирования линии сгиба, такой как дискообразный точильный брусок, или прессующей части и приводного устройства, предназначенного для обеспечения вращения или подачи энергии к формирующей части. Формирующая часть образует канавку или рубчик на листе бумаги (нижнем листе) для образования бига на нем. Биговальное устройство также имеет подъемное средство с ручным управлением, предназначенное для смещения формирующей части в направлении толщины листа, и средство перемещения с ручным управлением, предназначенное для смещения формирующей части в направлении ширины листа. Местоположение бига, подлежащего образованию на листе, регулируется посредством ручного управления подъемным средством и средством перемещения.
В качестве биговального устройства, предусмотренного в машине для изготовления гипсокартонных листов, в выложенной патентной публикации Японии № 58-86937 (JP-A-58-86937) раскрыто биговальное устройство, в котором лист бумаги для наружного слоя гипсокартонного листа пропускается между частью для формирования линий сгиба и опорным валиком посредством транспортирующего устройства, так что линия сгиба образуется на листе под давлением со стороны формирующей части.
Кроме того, способ сгибания толстого листа, такого как гофрированный картон, для изготовления коробки или тому подобного раскрыт в выложенной патентной публикации Японии № 08-150675 (JP-А-08-150675), в котором бороздку в виде клина образуют на листе посредством ножа и лист сгибают точно в зоне бороздки.
Раскрытие изобретения
Проблемы, решаемые посредством изобретения
Лист бумаги для наружного слоя гипсокартонного листа представляет собой лист с толщиной приблизительно 0,3 мм и массой приблизительно 200 г/м2. Нож, подобный раскрытому в документе JP-А-08-150675, представляет собой просто нож, используемый для образования клинообразной бороздки на толстом листе бумаги, таком как гофрированный картон, и, следовательно, такой нож не может быть использован для образования бигов на листе бумаги для наружного слоя гипсокартонного листа.
С другой стороны, устройство, раскрытое в документе JP-A-58-86937, представляет собой биговальное устройство рилевочного типа, которое обеспечивает поджим части для формирования линий сгиба к листу бумаги для наружного слоя гипсокартонного листа так, что линия сгиба образуется посредством локального прессующего воздействия на лист. Точное регулирование устройства данного типа для образования надрезов осуществляется квалифицированным оператором, и регулировка зависит от опыта оператора.
В последние года уменьшение толщины листа бумаги было желательным для уменьшения затрат на производство, улучшение утилизации отходов гипсокартонных листов и т.д. При таких обстоятельствах тонкий лист бумаги с толщиной приблизительно 0,2 мм и массой приблизительно 140 г/м2 может быть использован в качестве листов бумаги для наружных слоев гипсокартонных листов. Кроме того, в последние годы имела место тенденция увеличения натяжения, действующего на лист, при увеличении скорости работы технологической линии для изготовления гипсокартонных листов. При таких производственных условиях нагрузка на лист бумаги увеличивается и лист может быть подвержен разрушению. Следовательно, трудно использовать биговальное устройство рилевочного типа, в котором точная регулировка зависит от опыта квалифицированного оператора.
Кроме того, если принимать во внимание обрабатываемость и возможность использования в работе гипсокартонных листов, предпочтительно, чтобы краевая часть гипсокартонного листа имела точный и острый угол. Как правило, угол углового участка краевой части обычно задают так, чтобы он был по существу равным прямому углу. Однако в случае биговального устройства рилевочного типа угол краевой части имеет тенденцию превышать 90 градусов, в результате чего могут быть изготовлены гипсокартонные листы, имеющие нежелательный внешний вид из-за углов без «острогранности». Это приводит к уменьшенной выработке и низкой производительности.
С учетом подобных проблем в Японии обычно используются биговальные устройства типа точильных брусков.
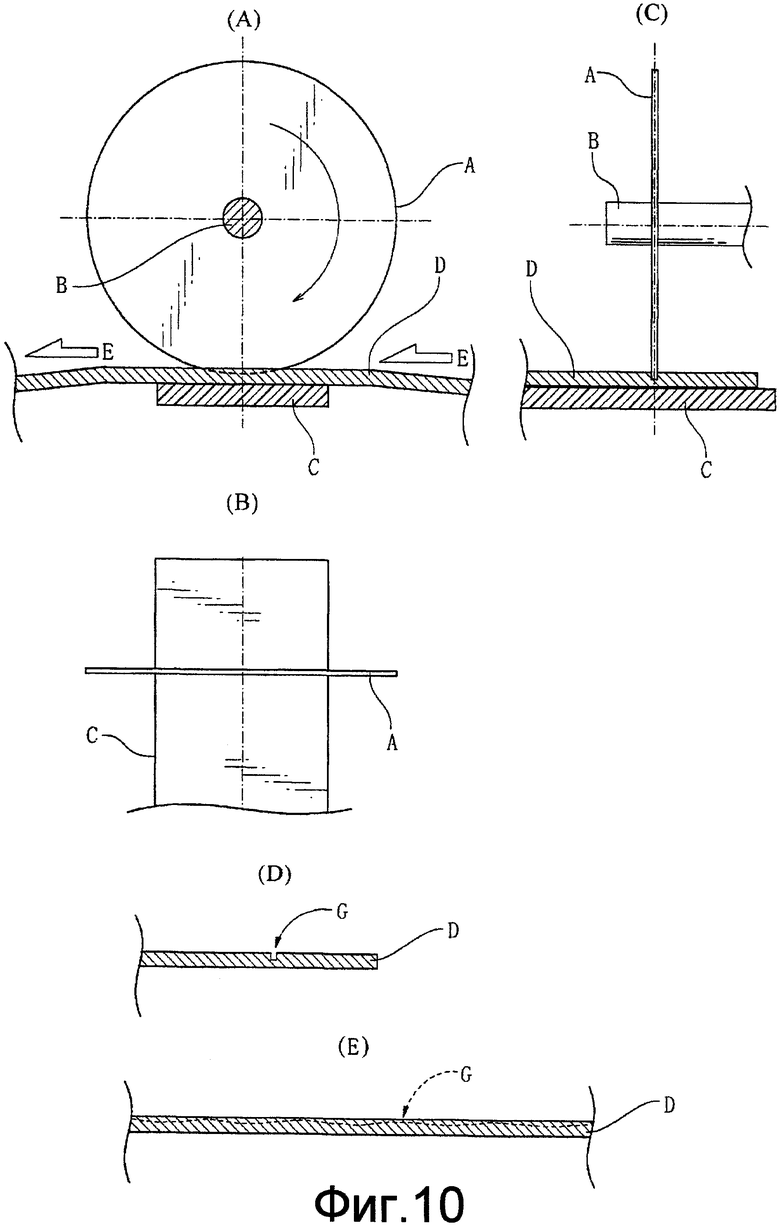
Фиг.10(А) и 10(В) представляют собой сечения, схематически показывающие конструкцию биговального устройства типа точильного бруска. Фиг.10(С) представляет собой частичный вид в плане опоры. Фиг.10(D) и 10(Е) представляют собой частичные сечения листа бумаги для наружного слоя гипсокартонного листа, показывающие сечения надреза на листе.
Биговальное устройство имеет дискообразную вращающуюся насадку А, концентрически закрепленную на вращающемся приводном валу В. Опорный блок С расположен под насадкой А. Лист D бумаги для наружного слоя гипсокартонного листа перемещается на опорном блоке С в направлении стрелки Е. Насадка А вращается в обычном направлении вращения (направлении стрелки) или обратном направлении вместе с вращением вала В. Насадка А шлифует верхний слой листа D для образования канавки G на листе D.
Биговальное устройство данного типа обеспечивает возможность образования сравнительно острого угла на краевой части гипсокартонного листа. Кроме того, биговальное устройство данного типа облегчает управление для получения по существу прямого угла на краевой части. Следовательно, подобное биговальное устройство предпочтительно используется для предотвращения снижения производительности из-за неточного угла краевой части.
Тем не менее, насадка А и опорный блок С в биговальном устройстве данного типа имеют тенденцию изнашиваться. Следовательно, возникает необходимость в сравнительно частой замене насадки и опорного блока новыми деталями в связи с тенденцией увеличения скорости работы технологической линии по производству гипсокартонных листов.
Кроме того, в биговальном устройстве типа точильного бруска глубина канавки G имеет тенденцию изменяться вследствие незначительно эксцентриситета вала В и ножа А, изменения натяжения листа D и т.д. Следовательно, существует тенденция образования канавки G, получаемой таким образом, с непостоянной глубиной, как показано пунктирной линией на фиг.10(Е). Данная тенденция стала особенно заметной в последние годы вследствие уменьшения толщины листа бумаги для наружных слоев гипсокартонных листов и увеличения скорости работы технологической линии по производству гипсокартонных листов. Это приводит к возникновению проблемы прерывающихся или прерывистых линий сгиба, образуемых на листе.
Настоящее изобретение было создано с учетом подобных обстоятельств, и цель данного изобретения заключается в разработке биговального устройства типа точильного бруска, предназначенного для изготовления гипсокартонных листов, которое может обеспечить точное и стабильное образование канавки постоянной глубины на листе бумаги для наружного слоя гипсокартонных листов.
Другая цель изобретения заключается в разработке биговального устройства типа точильного бруска, предназначенного для изготовления гипсокартонных листов, которое может обеспечить предотвращение износа вращающейся насадки и опорного блока для снижения частоты их замены.
Средства решения проблем
Для достижения вышеуказанной цели в соответствии с настоящим изобретением разработано биговальное устройство для машины для изготовления гипсокартонных листов, имеющее вращающуюся насадку и опорный блок, в котором насадка находится в контакте с верхней поверхностью перемещающегося под натяжением листа бумаги для наружного слоя гипсокартонного листа, при этом опорный блок примыкает к нижней поверхности листа и биг непрерывно образуется на листе бумаги посредством насадки, отличающееся тем, что
опорный блок выполнен с отверстием, расположенным непосредственно под указанной насадкой, и нижняя поверхность части указанного листа посредством отверстия освобождена снизу, в то время когда данная часть листа шлифуется указанным ножом.
В соответствии с конструкцией по настоящему изобретению, описанной выше, отверстие опоры обеспечивает освобождение снизу нижней поверхности части листа, шлифуемой вращающейся насадкой. Лист находится в контакте с режущей кромкой насадки, при этом он одновременно изгибается в направлении вниз в пределах отверстия. На листе, проходящем под насадкой, канавка образуется на верхней поверхности листа. Лист также будет образован с линией сгиба, выступающей вниз. Было установлено, что канавка, выполненная таким образом, имеет постоянную глубину без неравномерности глубины, наблюдаемой в обычном биговальном устройстве, и что линия сгиба образуется на нижней поверхности листа сравнительно точно. Это обусловлено конструкцией биговального устройства по данному изобретению, в котором лист изгибается вниз в пределах отверстия так, что при этом он удерживается в контакте с режущей кромкой насадки на всем определенном расстоянии, что отличается от конструкции обычного биговального устройства, в котором насадка находится по существу в точечном контакте с листом.
В соответствии с биговальным устройством, выполненным с подобной конструкцией, может быть предотвращен разрыв или разрушение листа или тому подобное, обусловленный непостоянством глубины канавки. Следовательно, биговальное устройство в соответствии с настоящим изобретением может быть адаптировано для функционирования с учетом вышеупомянутой тенденции последних лет, такой как уменьшение толщины листа бумаги для наружного слоя гипсокартонных листов и увеличение скорости работы технологической линии по производству гипсокартонных листов.
Кроме того, краевая часть листа может быть сложена точным образом под действием фальцевального устройства, следующего за биговальным устройством, поскольку линия сгиба образована на листе сравнительно точно.
Кроме того, биговальное устройство с описанной выше конструкцией может обеспечить предотвращение износа вращающейся насадки и опорного блока, так что частота их замены может быть уменьшена. Считается, что это обусловлено освобождением нижней поверхности листа в пределах той зоны, в которой насадка воздействует на лист.
В соответствии с другим аспектом настоящего изобретения разработан способ изготовления гипсокартонного листа, включающий в себя процесс образования бигов с использованием вращающейся насадки и опорного блока, при котором насадка находится в контакте с верхней поверхностью перемещающегося под натяжением листа бумаги для наружного слоя гипсокартонного листа, и опорный блок примыкает к нижней поверхности листа, в результате чего биг непрерывно образуется на верхней поверхности листа посредством насадки, отличающийся тем, что
нижнюю поверхность указанного листа частично освобождают посредством отверстия указанного опорного блока, образованного непосредственно под указанной насадкой; и
насадку вводят в контакт с частью листа над отверстием на всем угловом интервале с заданным центральным углом (β) относительно центральной оси насадки для образования бига на листе.
Эффект изобретения
В соответствии с настоящим изобретением канавка с постоянной глубиной может быть точно и стабильно образована на листе бумаги для наружного слоя гипсокартонного листа, и может быть предотвращен износ вращающейся насадки и опорного блока, так что уменьшается частота их замены.
Краткое описание чертежей
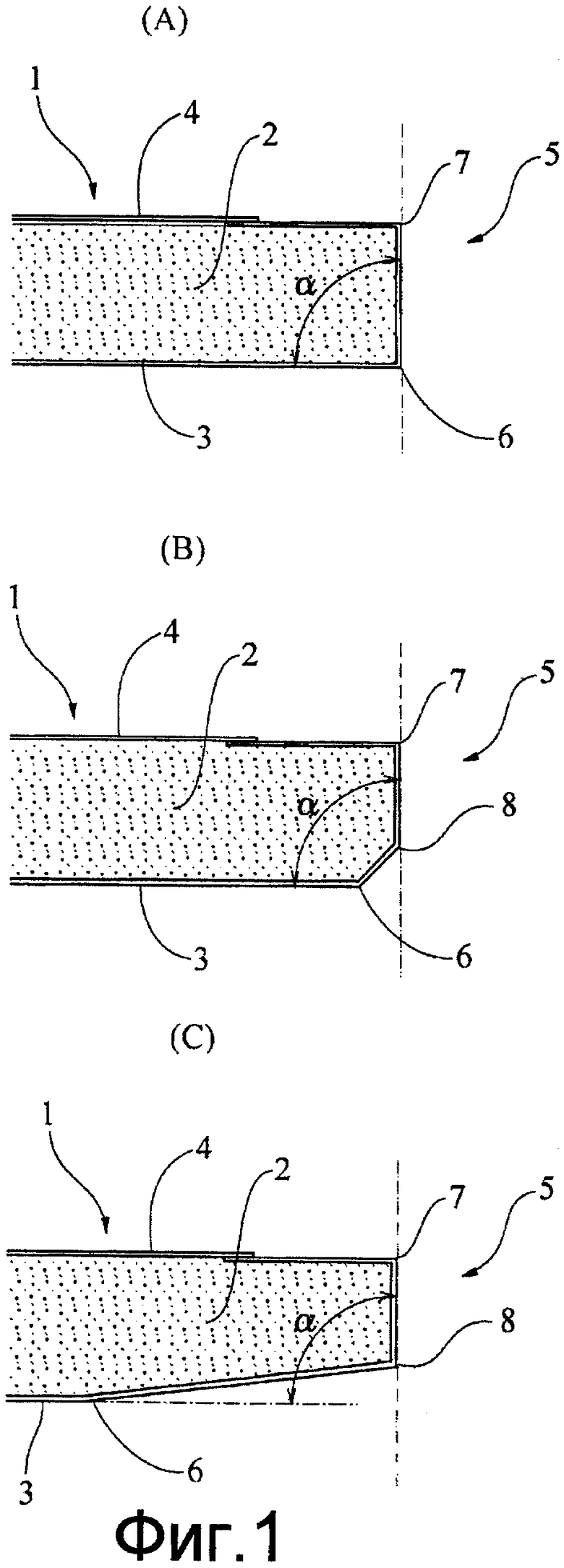
Фиг.1 представляет собой частичное сечение гипсокартонных листов, показывающее конфигурации краевых частей гипсокартонных листов;
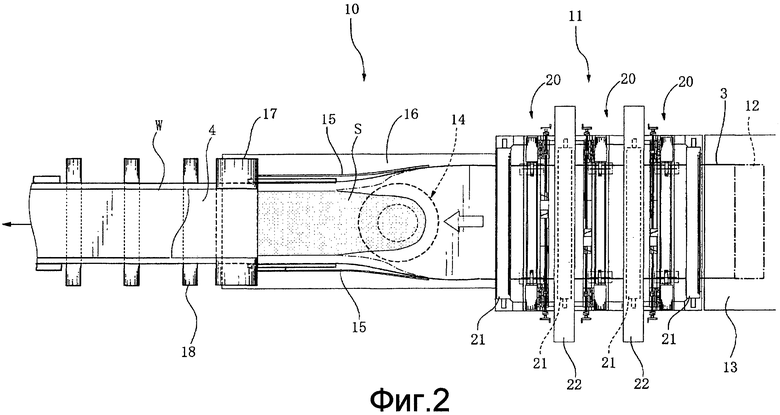
фиг.2 представляет собой вид в плане, схематически показывающий конструкцию машины для изготовления гипсокартонных листов;
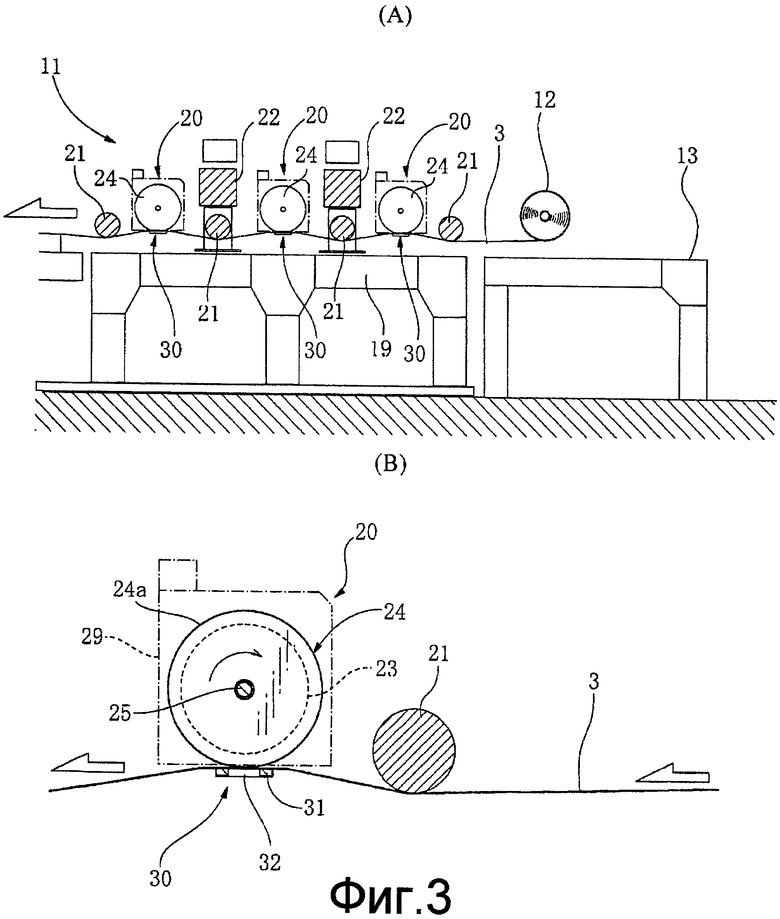
фиг.3(А) представляет собой вертикальный вид сбоку, показывающий конструкцию биговального устройства, которое представляет собой пример настоящего изобретения, и фиг.3(В) представляет собой вертикальный вид сбоку, показывающий конструкцию биговального узла;
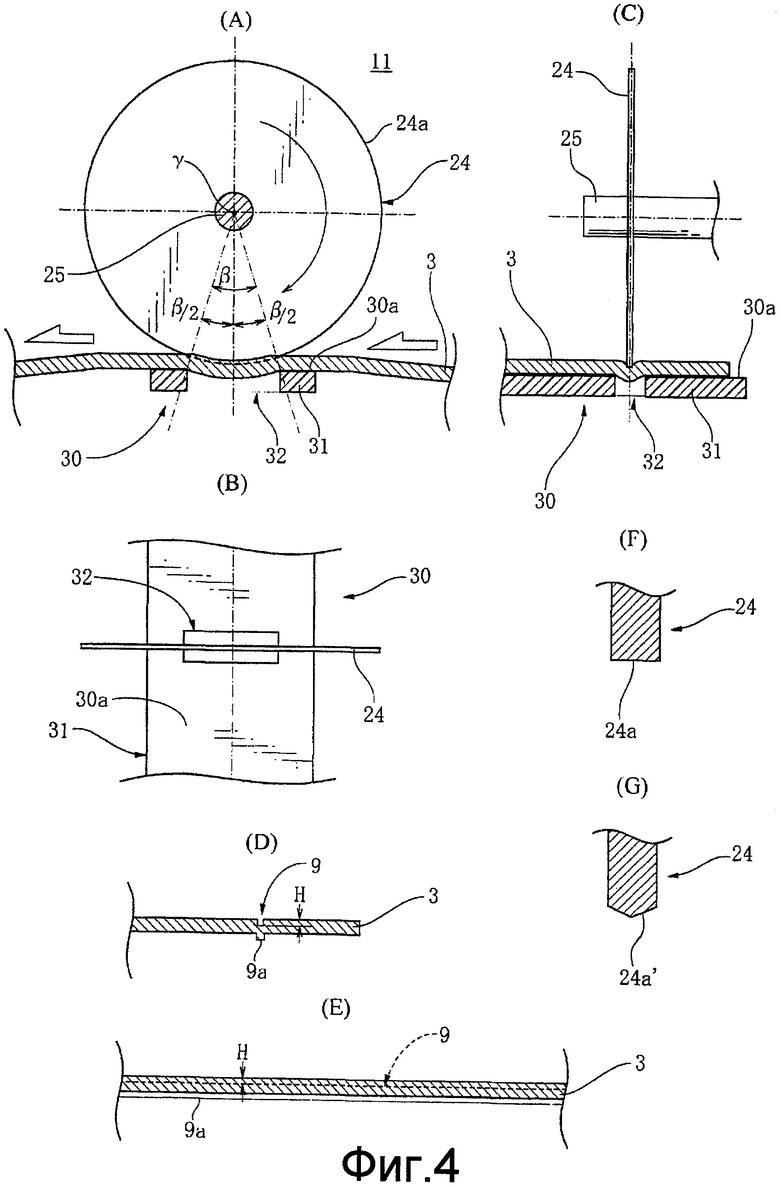
фиг.4(А) и 4(В) представляют собой сечения, показывающие конфигурации вращающейся насадки и опорного блока, фиг.4(С) представляет собой частичный вид в плане опорного блока, фиг.4(D) и 4(Е) представляют собой частичные сечения листа бумаги для наружного слоя гипсокартонного листа, показывающие сечения бига, образованного на листе, и фиг.4(F) и 4(G) представляют собой увеличенные сечения, показывающие конфигурации режущей кромки;
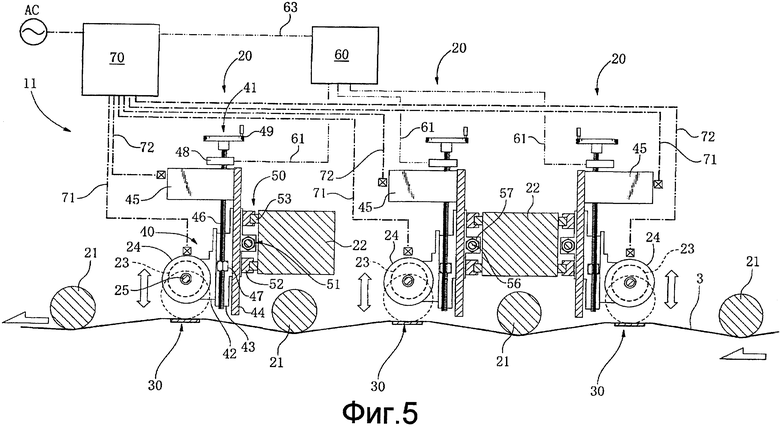
фиг.5 представляет собой выполненный с частичным разрезом вертикальный вид сбоку биговального устройства;
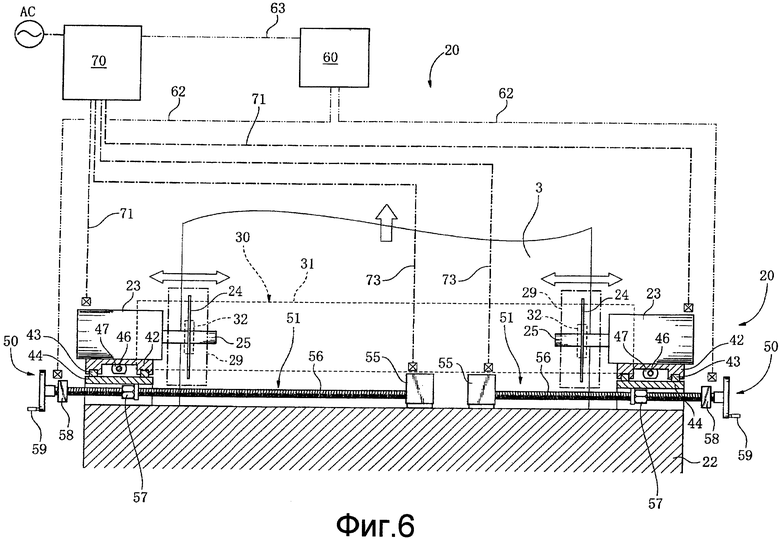
фиг.6 представляет собой выполненный с частичным разрезом вид в плане биговального устройства;
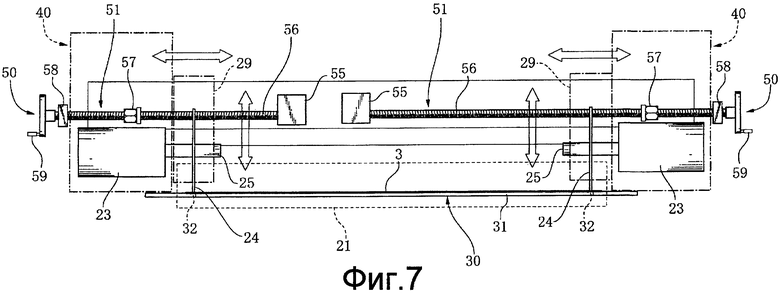
фиг.7 представляет собой вертикальный вид спереди биговального устройства;
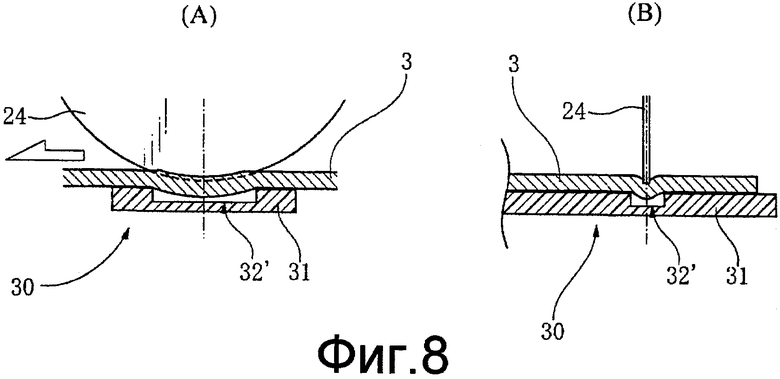
фиг.8 включает в себя сечения, показывающие модификацию опорного блока;
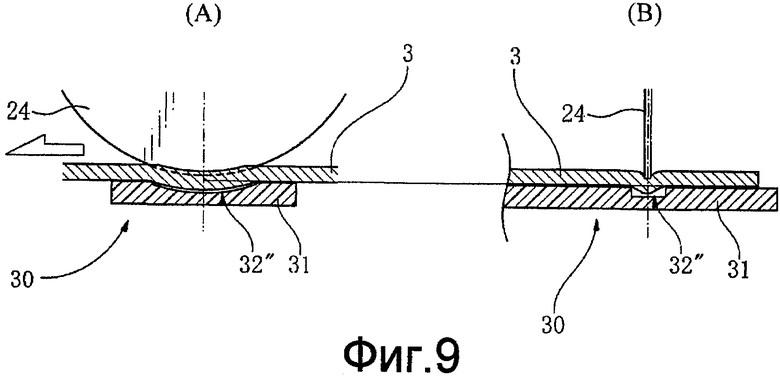
фиг.9 включает в себя сечения, показывающие другую модификацию опорного блока; и
фиг.10(А) и 10(В) представляют собой сечения, схематически показывающие конструкцию обычного биговального устройства, фиг.10(С) представляет собой частичный вид в плане его опорного блока, и фиг.10(D) и 10(Е) представляют собой частичные сечения листа бумаги для наружного слоя гипсокартонного листа, показывающие биг, образованный на листе.
Разъяснение ссылочных позиций
1: гипсокартонный лист
3: лист бумаги для наружного слоя гипсокартонного листа (нижний лист)
9: канавка
9а: линия сгиба
10: машина для изготовления гипсокартонных листов
11: биговальное устройство
20: биговальный узел
21: натяжной ролик
22: опорная рама
23: электродвигатель
24: вращающаяся насадка
24а: режущая кромка
25: вращающийся приводной вал
30: опорный блок
31: корпус опорного блока
32: отверстие
40: вертикальный несущий механизм
41: механизм вертикального привода
50: горизонтальный несущий механизм
51: механизм горизонтального привода
60: управляющее устройство
70: панель управления
Наилучший вариант осуществления изобретения
В предпочтительном варианте осуществления изобретения отверстие опорного блока образовано во всем угловом интервале с определенным центральным углом относительно центральной оси вращающейся насадки (например, с угловым интервалом, соответствующим 15 градусам, относительно центральной оси). Центральный угол задан равным от 10 градусов до 90 градусов. Лист бумаги для наружного слоя гипсокартона находится в плотном контакте с насадкой во всей зоне, соответствующей данному центральному углу. Предпочтительно центральный угол задан равным от 10 градусов до 30 градусов. При такой конфигурации лист изгибается вниз в пределах зоны плотного контакта, соответствующей центральному углу, составляющему по меньшей мере 10 градусов (например, 15 градусов), и лист удерживается в контакте с насадкой в данной зоне. Таким образом, постоянная канавка и линия сгиба могут быть надежным образом образованы на листе. В данном описании выражение «плотный контакт» означает такое состояние контакта, при котором объект охватывается, или состояние контакта линия в линию в виде дуги.
В более предпочтительном варианте осуществления изобретения биговальное устройство имеет несущий механизм, который поддерживает с возможностью перемещения приводное устройство, предназначенное для приведения во вращение вращающегося ножа, и механизм перемещения, который обеспечивает перемещение приводного устройства. Предпочтительно несущий механизм снабжен вертикальным несущим механизмом, который поддерживает приводное устройство с возможностью его перемещения в вертикальном направлении, и горизонтальный несущий механизм, который поддерживает вертикальный несущий механизм с возможностью его перемещения в горизонтальном направлении. Механизм перемещения снабжен механизмом вертикального привода, который обеспечивает перемещение приводного устройства в вертикальном направлении, и механизмом горизонтального привода, который обеспечивает перемещение приводного устройства в горизонтальном направлении.
В соответствии с биговальным устройством по данному изобретению лист изгибается в пределах отверстия для удерживания его в контакте с насадкой на всем определенном расстоянии, и, следовательно, канавка с постоянной глубиной может быть образована точным и стабильным образом на листе. Кроме того, предотвращается износ насадки и опорного блока. Следовательно, можно заранее количественно задать или предусмотреть воздействие насадки на лист. Это обеспечивает возможность задания или регулировки положения насадки в зависимости от механической конструкции. То есть, в биговальном устройстве, имеющем вышеупомянутую конструкцию, вертикальное положение насадки может быть задано посредством вертикального смещения приводного устройства, которое выполняется посредством механизма вертикального привода, и горизонтальное положение насадки может быть задано посредством горизонтального смещения приводного устройства, которое выполняется посредством механизма горизонтального привода, в результате чего воздействие насадки на лист может быть заранее задано или отрегулировано. В результате может быть устранена обычно выполняемая операция точной регулировки, зависящая от выполняемых вручную манипуляций, и задание и регулировка положения насадки могут быть механизированы и автоматизированы посредством механических средств.
Более предпочтительно, если биговочное устройство имеет средство обнаружения, предназначенное для определения положения насадки, и управляющее устройство, предназначенное для управления механизмом вертикального привода и механизмом горизонтального привода на основе результата обнаружения, полученного средством обнаружения. Желательно, чтобы управляющее устройство было снабжено блоком памяти для хранения информации о положении насадки в зависимости от размеров и конфигураций гипсокартонных листов. В биговальном устройстве в соответствии с настоящим изобретением насадка может всегда находиться в оптимальном положении в том случае, когда периодически изготавливается гипсокартонный лист одного и того же типа. Следовательно, может быть устранена погрешность изготовления или тому подобное, обусловленные ручным управлением, и может быть обеспечено стабильное изготовление изделий в виде гипсокартонных листов с постоянными характеристиками. Кроме того, если в памяти управляющего устройства сохранена информация о положении насадки в зависимости от размеров и конфигураций гипсокартонных листов, изменение положения ножа может быть легко и быстро выполнено, когда изменяется тип гипсокартонного листа, подлежащего изготовлению. Таким образом, существует возможность уменьшения времени простоя и т.д. при изменении типа гипсокартонного листа, подлежащего изготовлению.
Пример
Предпочтительные примеры настоящего изобретения будут подробно описаны ниже со ссылкой на сопровождающие чертежи.
Фиг.1 представляет собой частичное сечение, показывающее конфигурации краевых частей гипсокартонных листов.
Гипсокартонный лист 1 содержит гипсовую сердцевину (центральную часть) 2, покрытую листом 3 бумаги для наружного слоя гипсокартонного листа (нижней бумагой) и листом 4 бумаги для наружного слоя гипсокартонного листа (верхней бумагой). Гипсокартонный лист 1 с прямоугольным краем проиллюстрирован на фиг.1А. Краевой угол α краевой части 5 гипсокартонного листа задан равным прямому углу. Лист 3 образован с линиями сгиба в местах, соответствующих углам 6, 7. Гипсокартонный лист 1 со скошенным краем проиллюстрирован на фиг.1В, при этом лист 3 образован с линиями сгиба в местах, соответствующих углам 6, 7, 8. Гипсокартонный лист 1 с клиновидным краем проиллюстрирован на фиг.1С, при этом лист 3 образован с линиями сгиба в местах, соответствующих углам 6, 7, 8.
При изготовлении гипсокартонных листов краевой угол α краевой части 5 задан равным по существу прямому углу. Если краевой угол α не окажется равным подобному углу (например, лист 1 имеет угол α, существенно превышающий 90 градусов), трудно обеспечить желательную возможность использования гипсокартонных листов 1 в работе во время установки. Например, гипсокартонные листы 1 с прямоугольными краями прикрепляют к основе для внутренней отделки, такой как легкий стальной стержень или тому подобное, и соединение между соседними листами 1 представляет собой стыковое соединение. Для облегчения, упрощения или исключения операции замазывания (шпатлевки) для такого стыкового соединения желательно, чтобы краевой угол α был точно равен прямому углу. Даже если ошибка допустима до некоторой степени, угол α должен представлять собой по существу прямой угол.
Фиг.2 представляет собой вид в плане, схематически показывающий конструкцию машины для изготовления гипсокартонных листов. Фиг.3(А) представляет собой вертикальный вид сбоку, показывающий конструкцию биговального устройства, которое представляет собой пример настоящего изобретения, и фиг.3(В) представляет собой вертикальный вид сбоку, показывающий конструкцию биговального узла.
Лист 3 бумаги для наружного слоя гипсокартонных листов (нижняя бумага) подают в машину 10 для изготовления гипсокартонных листов в виде бесконечного рулона бумаги, имеющего заданную ширину. Как показано на фиг.3(А), рулон 12 бумаги, подаваемой в виде листа 3, расположен над подающим столом 13 (столом для приема бумаги). Лист 3 подается из рулона 12 и перемещается в его продольном направлении посредством средства (не показанного) для транспортировки бумаги, предусмотренного в машине 10. Машина 10 оснащена биговальным устройством 11, предназначенным для формирования бигов на листе 3, и мешалкой 14 для приготовления гипсового раствора S. Мешалка 14 обеспечивает осаждение раствора S на лист 3, образованный с бигами на нем. Правое и левое фальцевальные устройства 15 предусмотрены в виде пары на транспортирующей плите 16, так что боковые краевые зоны листа 3 поджимаются внутрь посредством устройств 15. Устройство 15 примыкает к каждой из боковых зон листа 3 так, чтобы обеспечить загибание листа 3 вверх в зоне его бигов. Лист 4 бумаги для наружного слоя гипсокартонных листов (верхняя бумага) подается из рулона бумаги, подаваемой в виде верхнего листа бумаги (не показанного). Лист 4 поворачивается на поворачивающем ролике 17 для присоединения верхнего листа 4 к гипсовому раствору S посредством ламинирования. Листы 3, 4 и раствор S перемещаются на вращающихся роликах 18 транспортирующего устройства в виде непрерывной лентообразной структуры W. Лентообразная структура W перемещается к устройству для черновой резки (не показанному) для осуществления ее черновой резки и затем перемещается через сушилку (не показанную) к устройству для точной резки (не показанному) для точной резки его с образованием изделия в виде гипсокартонного листа с заданной длиной изделия.
Как показано на фиг.3, биговальное устройство 11 имеет четыре натяжных ролика 21 и три комплекта биговальных узлов 20. Ролики 21 расположены на одинаковом расстоянии друг от друга. Биговальный узел 20 расположен между роликами 21. Две опорные рамы 22 предусмотрены между биговальными узлами 20. Биговальные узлы 20 опираются на рамы 22, а рама 22 опирается на каркас 19.
Каждый из биговальных узлов 20 имеет электродвигатель 23 (показанный пунктирной линией), дискообразную вращающуюся насадку 24, опорный блок 30, два смонтированных на оси ролика (не показанных) и предохранительный кожух 29 (показанный штрихпунктирными линиями). Насадка 24 концентрически закреплена на вращающемся приводном валу 25 электродвигателя 23. Опорный блок 30 расположен непосредственно под насадкой 24. Опорный блок 30 расположен между смонтированными на оси роликами. Кожух 29 закрывает режущую кромку насадки 24. Насадка 24 имеет диаметр, превышающий диаметр электродвигателя 23, и содержится в кожухе 29. Установленный на оси ролик опирается на балку (не показанную) каркаса 19 посредством опорных средств (не показанных).
Лист 3 натягивается и перемещается под натяжением с помощью средства для транспортирования бумаги в направлении, показанном стрелкой. Следовательно, лист 3 обычно подвергается заданному натяжению. Траектория движения листа 3 определяется натяжными роликами 21 и установленными на оси роликами. Таким образом, лист 3, перемещающийся над опорным блоком 30, стабильно находится под натяжением за счет действия роликов 21 и смонтированных на оси роликов. Насадка 24 вращается в обычном направлении вращения, как показано стрелкой на фиг.3. Насадка 24 выполнена с режущей кромкой 24а на ее периферии. В зоне контакта насадки 24 и листа 3 режущая кромка 24а перемещается в том же направлении, что и транспортируемый лист 3.
Фиг.4(А) и 4(В) представляют собой сечения, показывающие конфигурации вращающейся насадки 24 и опорного блока 30. Фиг.4(С) представляет собой частичный вид в плане опорного блока 30. Фиг.4(D) и 4(Е) представляют собой частичные сечения листа 3, показывающие сечения бига, образованного на листе 3.
Опорный блок 30 имеет корпус 31 и квадратное или прямоугольное отверстие 32. Корпус 31 представляет собой металлическую деталь, имеющую прямоугольное поперечное сечение, и отверстие образовано непосредственно под насадкой 24. Корпус 31 имеет горизонтальную верхнюю поверхность 30а. Отверстие 32 имеет прямоугольный профиль, как видно на виде в плане, и проходит вертикально через корпус 31 в виде сквозного отверстия, имеющего постоянное поперечное сечение.
Часть листа шлифуется насадкой 24. Отверстие 32 обеспечивает освобождение нижней поверхности данной части листа. Насадка 24 находится в контакте с листом 3 непосредственно над отверстием 32, и режущая кромка 24а на периферии насадки 24 соскребает по меньшей мере самый верхний слой из слоев листа 3. Как показано на фиг.4(D) и 4(Е), канавка 9 образуется на поверхности листа 3, и самый нижний слой листа 3 образует линию 9а сгиба. С точки зрения износостойкости и долговечности в качестве материала режущей кромки 24а предпочтительно используется алмазный точильный камень. Различные конфигурации режущей кромки, такие как конфигурация плоского типа или конфигурация с заостренной вершиной, могут быть использованы в качестве конфигурации режущей кромки 24а. С точки зрения износостойкости предпочтительно используется конфигурация плоского типа. На фиг.4(F) показана конфигурация режущей кромки 24а плоского типа, в то время как на фиг.4(G) показана конфигурация режущей кромки 24' заостренного типа. Режущая кромка 24а, 24а' может быть выполнена из материала, предназначенного для шлифования листа 3 бумаги для наружных слоев гипсокартонных листов, такого как материал обычного шлифовального круга. Кроме того, может быть использована насадка с пилообразной конфигурацией режущей кромки.
Поскольку нижняя поверхность листа 3 освобождена посредством отверстия 32, лист 3 незначительно выгибается вниз в пределах отверстия 32 (в зоне плотного контакта, соответствующей центральному углу β насадки 24). Лист 3 удерживается в контакте с режущей кромкой 24а в пределах отверстия 32, и шлифующее действие режущей кромки 24а сохраняется в пределах отверстия 32. В результате канавка 9, имеющая глубину Н, образуется на верхней поверхности листа 3, проходящего под насадкой 24, и линия 9а сгиба образуется так, что она выступает от нижней поверхности листа 3. Поскольку обеспечивается выступание линии 9а сгиба, получают стабильную глубину Н канавки 9.
Было установлено, что при таком способе образования бигов линия 9а сгиба образуется сравнительно четкой, глубина Н канавки 9 является стабильной и краевая часть листа 3 может быть точно согнута под углом α, по существу равным прямому углу, за счет последующего действия фальцевального устройства 15.
Фиг.5, 6 и 7 представляют собой выполненный с частичным разрезом вертикальный вид сбоку, выполненный с частичным разрезом вид в плане и вертикальный вид спереди биговального устройства 11. На фиг.5 изображение предохранительного кожуха 29 опущено.
Каждый из биговальных узлов 20, образующих биговальное устройство 11, предусмотрен с вертикальным несущим механизмом 40, горизонтальным несущим механизмом 50, механизмом 41 вертикального привода и механизмом 51 горизонтального привода. Вертикальный несущий механизм 40 служит опорой для электродвигателя 23 с возможностью его перемещения в вертикальном направлении. Горизонтальный несущий механизм 50 служит опорой для вертикального несущего механизма 40 с возможностью его перемещения в горизонтальном направлении. Механизм 41 вертикального привода, который представляет собой механизм типа ходового винта, обеспечивает перемещение электродвигателя 23 в вертикальном направлении. Механизм 51 горизонтального привода, который также представляет собой механизм типа ходового винта, обеспечивает перемещение электродвигателя 23 в горизонтальном направлении.
Как показано на фиг.5, вертикальный несущий механизм 40 образован из ползуна 42, направляющего элемента 43 и вертикальной плиты 44. Ползун 42 соединен с корпусом электродвигателя 23 с образованием одного целого с ним. Направляющий элемент 43 служит опорой для ползуна 42 с возможностью его перемещения в вертикальном направлении. Направляющий элемент 43 закреплен на вертикальной плите 44. Механизм 41 вертикального привода образован из электродвигателя 45, предназначенного для вертикального привода, ходового винта 46 и гайки 47. Электродвигатель 45 закреплен на верхней части вертикальной плиты 44. Ходовой винт 46 функционально соединен с вращающимся ведущим валом (не показанным) электродвигателя 45. Гайка 47 надета на ходовой винт 46 с образованием резьбового соединения и соединена с ползуном 42 с образованием одного целого с ним. Ходовой винт 46 приводится во вращение посредством электродвигателя 45 так, что гайка 47 смещается в вертикальном направлении. Ползун 42 и электродвигатель 23 смещаются в вертикальном направлении вместе с гайкой 47. Таким образом, приведение в действие электродвигателя 45 может вызвать перемещение электродвигателя 23 и насадки 24 в вертикальном направлении. Предпочтительно механизм 41 вертикального привода выполнен с такой конструкцией, что вертикальное перемещение электродвигателя 23 и насадки 24 может быть выполнено с интервалами 0,01 мм.
Горизонтальный несущий механизм 50 состоит из ползунов 52, соединенных с вертикальной плитой 44 с образованием одного целого с ней, и направляющих элементов 53, служащих опорой для ползунов 52 с возможностью их смещения в горизонтальном направлении. Направляющие элементы 53 прикреплены к раме 22. Как показано на фиг.6 и 7, механизм 51 горизонтального привода образован из электродвигателя 55 для горизонтального привода, ходового винта 56 и гайки 57. Электродвигатель 55 закреплен на раме 22. Ходовой винт 56 функционально соединен с вращающимся ведущим валом (не показанным) электродвигателя 55. Гайка 57 надета на ходовой винт 56 с образованием резьбового соединения и соединена с плитой 44 с образованием одного целого с ней. Ходовой винт 56 приводится во вращение посредством приведения в действие электродвигателя 55 так, что гайка 57 смещается в горизонтальном направлении. Плита 44, направляющие элементы 43, ползун 42 и электродвигатель 23 смещаются в горизонтальном направлении вместе с гайкой 57. Таким образом, приведение в действие электродвигателя 55 может вызвать перемещение электродвигателя 23 и насадки 24 в горизонтальном направлении. Предпочтительно механизм 51 горизонтального привода выполнен с такой конструкцией, что горизонтальное перемещение электродвигателя 23 и насадки 24 может быть выполнено с интервалами 0,01 мм.
Как показано на фиг.5 и 6, система управления биговального устройства 11 имеет кодовые датчики 48, 58 положения и управляющее устройство 60. Кодовые датчики 48, 58 положения определяют угловые положения ходовых винтов 46, 56. Управляющее устройство 60 соединено с кодовыми датчиками 48, 58 положения. Выходные сигналы кодовых датчиков 48, 58 положения вводятся в управляющее устройство 60 посредством линий 61, 62 передачи управляющих сигналов. Управляющее устройство 60 определяет вертикальное и горизонтальное положения насадки 24 на основе выходных сигналов кодовых датчиков 48, 58 положения. Управляющее устройство 60 имеет блок памяти для сохранения в памяти положений насадки 24, соответствующих типам гипсокартонных листов (сортам гипсокартона); арифметический и управляющий блок для определения и обеспечения заданных положений насадки 24 и т.д.; и сенсорную панель для обеспечения возможности выбора оператором типа гипсокартонного листа и т.д. Данные, подлежащие хранению в блоке памяти, включают в себя, например, положения линий сгиба, соответствующие каждому из типов гипсокартонных листов (конфигурации краев, размеры листов и т.д.), и положения насадки 24, соответствующие положениям линий сгиба. Сенсорная панель служит в качестве дисплея для выбора или представления информации, которая уже была записана и связана с типами гипсокартонных листов и т.д. Оператор может задать желательный тип гипсокартонного листа, заданные положения линий сгиба и тому подобное посредством использования сенсорной панели. Кроме того, когда должен быть изготовлен новый тип гипсокартонного листа или когда сохраненные данные, связанные с прошлым типом гипсокартонного листа, должны быть обновлены, оператор может вводить информацию на сенсорной панели, связанную с конфигурацией и размером края, положениями линий сгиба и т.д. Блок памяти снова обеспечивает сохранение в памяти введенной информации или выполняет обновление прошлых данных.
Арифметический и управляющий блок управляющего устройства 60 выдает управляющие сигналы, каждый из которых указывает на приведение в действие электродвигателей 45, 55 для перемещения насадок 24 в их заданные положения, соответствующие типу гипсокартонного листа, выбранного оператором. Управляющий сигнал вводится в панель 70 управления посредством линии 63 передачи управляющих сигналов.
Панель 70 управления соединена с источником питания переменного тока и соединена с электродвигателями 23, 45, 55 посредством линий 71, 72, 73 электропитания. Панель 70 управления обеспечивает приведение в действие электродвигателей 45, 55 в соответствии с управляющими сигналами, передаваемыми от управляющего устройства 60 с тем, чтобы обеспечить перемещение насадки 24 в вертикальном направлении и горизонтальном направлении. Когда управляющее устройство 60 определит, что насадка 24 находится в заданном положении посредством выходных сигналов кодовых датчиков 48, 58 положения, управляющее устройство 60 выдает сигналы останова для электродвигателей 45, 55, передаваемые к панели 70 управления. Панель 70 управления обеспечивает останов электродвигателей 45, 55 и приведение в действие электродвигателя 23.
Управляющее устройство 60 и панель 70 управления выполняют функции управления и контроля не только для управления работой биговального устройства 11, но также для управления работой мешалки 14, транспортирующего устройства и остальных устройств машины 10 для изготовления гипсокартонных листов.
Работа биговального устройства 11 описана ниже.
Рулон 12 бумаги и тому подобное устанавливают на машине 10 для изготовления гипсокартонных листов, и оператор выбирает тип гипсокартонного листа, подлежащего изготовлению, и тому подобное посредством ручного управления с помощью панели 70 управления. Управляющее устройство 60 выдает управляющие сигналы, передаваемые к панели 70 управления. Вертикальный и горизонтальный несущие механизмы 40, 50 обеспечивают перемещение насадки 24 в горизонтальном направлении и вертикальном направлении под управлением, осуществляемым управляющим устройством 60. Каждая из насадок 24 опускается, как показано пунктирными линиями на фиг.5, до тех пор, пока насадка 24 не будет введена в контакт с верхним слоем листа 3 в заранее определенном заданном положении. Как было описано ранее, лист 3 подвергается шлифованию в пределах отверстия 32 (в зоне плотного контакта, соответствующей центральному углу β насадки 24) при одновременном незначительном выгибании листа 3 вниз. В результате канавка 9 образуется на верхней поверхности листа 3, в то время как линия 9а сгиба образуется так, что она будет выступать на нижней поверхности листа 3, как показано на фиг.4.
Как показано на фиг.2, мешалка 14 обеспечивает осаждение гипсового раствора S на листе 3 под управлением, осуществляемым посредством управляющего устройства 60 и панели 70 управления. Фальцевальные устройства 15 обеспечивают загибание краевых частей листа 3 вверх. Лист (верхний лист) 4 присоединяется к раствору S путем ламинирования посредством поворачивающего ролика 17 или плиты (не показанной). Вращающиеся ролики 18 обеспечивают перемещение лентообразной структуры W из листов 3, 4 и раствора S к устройству для черновой резки, сушилке и устройству для точной резки.
В соответствии с биговальным устройством 11 с конструкцией, описанной выше, лист 3 бумаги изгибается вниз в пределах отверстия 32 и удерживается в контакте с режущей кромкой 24а насадки 24 в пределах угла β. Канавка 9, образованная на верхней поверхности листа 3, имеет стабильную глубину, и линия 9а сгиба образована сравнительно четко. Следовательно, биговальное устройство 11 может обеспечить предотвращение разрушения или разрыва листа 3, вызываемых неравномерностью глубины канавки 9. Таким образом, биговальное устройство 11 пригодно для уменьшения толщины листа 3 и увеличения скорости работы технологической линии по производству гипсокартонных листов.
Кроме того, поскольку линия 9а сгиба образована на листе 3 сравнительно четко, краевая часть 5 листа 3 может быть точно согнута под углом α, по существу равным прямому углу, под действием фальцевального устройства 15 вслед за действием биговального устройства 11.
Кроме того, вышеупомянутое биговальное устройство 11 предотвращает износ насадки 24 и опорного блока 30, так что уменьшается частота замены ножа 24 и опорного блока 30.
Кроме того, биговальное устройство 11 может обеспечить точное и стабильное образование канавки с постоянной глубиной на листе 3 и может обеспечить предотвращение износа насадки 24 и опорного блока 30. Следовательно, обеспечиваются воспроизводимость и стабильность процесса образования бигов. Таким образом, механические составляющие или механические средства (вертикальный и горизонтальный несущие механизмы 40, 50, механизмы 41, 51 вертикального и горизонтального привода) могут быть приведены в действие для выполнения точной установки насадки 24 под управлением, осуществляемым управляющим устройством 60 посредством панели 70 управления. Это на практике очень предпочтительно, поскольку механическая и автоматическая установка насадки 24 осуществляется независимо от ручного управления.
Фиг.8 и 9 представляют собой сечения, показывающие модификации опорного блока 30.
Блоки 30, показанные на фиг.8 и 9, выполнены с квадратными или прямоугольными отверстиями 32', 32”, которые образованы так, что они представляют собой квадратные или прямоугольные углубления, открытые сверху. Отверстие 32' (фиг.8) имеет плоскую нижнюю поверхность, в то время как отверстие 32” (фиг.9) имеет нижнюю поверхность, которая изогнута с кривизной, эквивалентной кривизне насадки 24. Отверстия 32', 32” образованы в пределах угла β относительно центральной оси γ (фиг.4) насадки 24 аналогично вышеупомянутому отверстию 32. Насадка 24 образует канавку 9 на верхней поверхности листа 3 и образует линию 9а сгиба, выступающую от нижней поверхности листа. Краевая часть листа 3 будет точно загнута вверх под действием следующего фальцевального устройства 15.
Предпочтительные примеры изобретения были подробно описаны, однако настоящее изобретение не ограничено ими. Множество разных вариантов может быть реализовано, или множество изменений может быть выполнено в пределах объема изобретения, приведенного в формуле изобретения.
Например, биговальное устройство в каждом из вышеупомянутых примеров выполнено с возможностью независимого перемещения каждой из насадок в вертикальном направлении и горизонтальном направлении и приведения их во вращение, но биговальное устройство может быть выполнено с такой конструкцией, что множество ножей будут перемещаться и вращаться вместе или синхронно посредством одного механизма или взаимодействующих механизмов.
Кроме того, система управления биговального устройства может быть выполнена так, что задание положения насадки может быть изменено надлежащим образом в соответствии с различием по толщине листа бумаги или тому подобного.
Кроме того, в вышеупомянутых примерах направление вращения насадки задано как обычное направление, при этом время контакта является сравнительно продолжительным и контактное сопротивление сравнительно уменьшается, но существует возможность вращения насадки в обратном направлении.
Кроме того, одна насадка прикреплена к ведущему валу электродвигателя в вышеупомянутых примерах, но множество насадок может быть предусмотрено на одном ведущем валу или прикреплено к одному ведущему валу параллельно.
Промышленная применимость
Настоящее изобретение применяется для биговального устройства для машины для изготовления гипсокартонных плит. В соответствии с биговальным устройством по данному изобретению канавка, имеющая постоянную глубину, может быть точно и стабильно образована на листе бумаги для наружного слоя гипсокартонного листа, и может быть предотвращен износ насадки и опорного блока, и, следовательно, может быть уменьшена частота замены насадки и опорного блока. Кроме того, настоящее изобретение может быть применено для различных биговальных устройств, предназначенных для непрерывного образования бига на листе бумаги, перемещающемся под натяжением.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗАЛЬНЫЙ И БИГОВАЛЬНЫЙ ДИСКОВЫЙ УЗЕЛ И СПОСОБ РЕЗКИ И БИГОВКИ СЖИМАЕМОГО МАТЕРИАЛА | 2006 |
|
RU2397859C2 |
| СПОСОБ КОНТРОЛИРОВАНИЯ ПРИВОДКИ МЕЖДУ ОТПЕЧАТАННЫМ ИЗОБРАЖЕНИЕМ И ТРЕХМЕРНОЙ СТРУКТУРОЙ НА УПАКОВОЧНОМ МАТЕРИАЛЕ | 2008 |
|
RU2479834C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ЗАДЕЛКИ ТРАНСПОРТНЫХ МЕШКОВ | 1994 |
|
RU2118275C1 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2022 |
|
RU2786160C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПРОИЗВОДСТВА ГИПСОВОЙ ПАНЕЛИ | 2008 |
|
RU2455156C2 |
| НАБОР ДЛЯ ФОРМИРОВАНИЯ ОБЪЕМНОГО ТЕЛА И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2017 |
|
RU2658276C1 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2019 |
|
RU2777383C2 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2019 |
|
RU2765224C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ ГОФРИРОВАННОГО КАРТОНА | 2018 |
|
RU2738172C1 |
Биговальное устройство для машины для изготовления гипсокартонных листов содержит вращающуюся насадку и опорный блок. При этом насадка находится в контакте с верхней поверхностью листа бумаги для наружного слоя гипсокартонного листа, перемещающегося под натяжением. При этом опорный блок примыкает к нижней поверхности листа и биг непрерывно образуется на листе бумаги посредством насадки. Причем опорный блок выполнен с отверстием, расположенным непосредственно под указанной насадкой, и нижняя поверхность части указанного листа посредством отверстия освобождена снизу, в то время когда данная часть листа шлифуется указанной насадкой. Изобретение также относится к способу изготовления гипсокартонного листа. Изобретение обеспечивает создание устройства, которое обеспечивает получение точного и стабильного образования канавки постоянной глубины на листах бумаги для наружного слоя гипсокартонных листов. 2 н. и 14 з.п. ф-лы, 10 ил.
1. Биговальное устройство для машины для изготовления гипсокартонных листов, имеющее вращающуюся насадку и опорный блок, в котором насадка находится в контакте с верхней поверхностью перемещающегося под натяжением листа бумаги для наружного слоя гипсокартонного листа, при этом опорный блок примыкает к нижней поверхности листаи биг непрерывно образуется на листе бумаги посредством насадки, отличающееся тем, что опорный блок выполнен с отверстием, расположенным непосредственно под указанной насадкой, и нижняя поверхность части указанного листа посредством отверстия освобождена снизу, в то время когда данная часть листа шлифуется указанной насадкой.
2. Биговальное устройство по п.1, в котором указанное отверстие образовано в соответствии с угловым интервалом с заданным центральным углом (β) относительно центральной оси указанной насадки так, что лист вводится в плотный контакт с насадкой, и указанный угол задан в интервале от 10° до 90°.
3. Биговальное устройство по п.1 или 2, содержащее несущий механизм, который поддерживает с возможностью перемещения приводное устройство, предназначенное для приведения во вращение указанной насадки, и механизм перемещения, который обеспечивает перемещение приводного устройства.
4. Биговальное устройство по п.3, в котором указанный несущий механизм имеет вертикальный несущий механизм, который поддерживает приводное устройство с возможностью его перемещения в вертикальном направлении, и горизонтальный несущий механизм, который поддерживает вертикальный опорный механизм с возможностью его перемещения в горизонтальном направлении, при этом указанный механизм перемещения имеет механизм вертикального привода, который обеспечивает перемещение приводного устройства в вертикальном направлении, и механизм горизонтального привода, который обеспечивает перемещение приводного устройства в горизонтальном направлении.
5. Биговальное устройство по п.3, содержащее средство обнаружения, предназначенное для определения положения указанной насадки, и управляющее устройство, предназначенное для управления указанным механизмом перемещения на основе результата обнаружения, полученного средством обнаружения.
6. Биговальное устройство по п.5, в котором указанное управляющее устройство имеет блок памяти для хранения информации о положении насадки в зависимости от размера и конфигурации гипсокартонного листа.
7. Биговальное устройство по п.1 или 2, в котором режущая кромка указанной насадки образована из алмазного точильного камня.
8. Биговальное устройство по п.1 или 2, в котором режущая кромка указанной насадки представляет собой режущую кромку плоского типа.
9. Биговальное устройство по п.7, в котором режущая кромка указанной насадки представляет собой режущую кромку плоского типа.
10. Биговальное устройство по п.1 или 2, в котором указанное отверстие представляет собой сквозное отверстие, проходящее в вертикальном направлении через указанный опорный блок.
11. Биговальное устройство по п.1 или 2, в котором указанное отверстие представляет собой углубление с открытым верхом, образованное на верхней поверхности указанного опорного блока.
12. Способ изготовления гипсокартонного листа, включающий в себя процесс образования бигов с использованием вращающейся насадки и опорного блока, при котором насадка находится в контакте с верхней поверхностью перемещающегося под натяжением листа бумаги для наружного слоя гипсокартонного листа, и опорный блок примыкает к нижней поверхности листа, в результате чего биг непрерывно образуется на верхней поверхности листа посредством насадки, отличающийся тем, что
нижнюю поверхность указанного листа частично освобождают посредством выполнения отверстия в указанном опорном блоке, образованного непосредственно под указанной насадкой; и
насадку вводят в контакт с частью листа над отверстием на всем угловом интервале с заданным центральным углом (β) относительно центральной оси насадки для образования бига на листе.
13. Способ по п.12, в котором приводное устройство, предназначенное для приведения во вращение указанной насадки, закреплено с возможностью перемещения на машине для изготовления гипсокартонных листов, при этом приводное устройство перемещается под управлением, осуществляемым управляющим устройством, посредством механизма перемещения.
14. Способ по п.13, в котором информацию о положении ножа в зависимости от размеров и конфигураций различных гипсокартонных листов сохраняют заранее в блоке памяти указанного управляющего устройства, и указанный механизм перемещения обеспечивает перемещение указанного приводного устройства до достижения положения указанной оправки, соответствующего размеру и конфигурации выбранного или предварительно заданного гипсокартонного листа, под управлением, осуществляемым управляющим устройством.
15. Способ по п.13 или 14, в котором результат, полученный средством обнаружения, предназначенным для определения положения указанного ножа, вводится в указанное управляющее устройство, и указанный механизм перемещения обеспечивает перемещение указанной оправки в его заданное положение под управлением, осуществляемым управляющим устройством.
16. Способ по одному из пп.12-14, в котором указанный центральный угол (β) задают в интервале от 10° до 90°.
| JP 8150675 А, 11.06.1996 | |||
| Устройство для сейсмо-кароттажных работ | 1948 |
|
SU79174A1 |
| JP 53085929 A, 28.07.1978 | |||
| US 3964944 A, 22.06.1976. | |||

