Настоящее изобретение относится к устройству и способу производства гипсовых панелей, а более конкретно, к устройству и способу, обеспечивающему улучшение качества и эффективности гипсовых панелей за счет улучшения регулируемости, точности и управляемости размером и геометрией формовочного отверстия, определяемого верхней и нижней пластинами.
Гипсовая панель известна как строительный материал внутренней отделки, которая имеет гипсовое основание, закрытое листами верхнего покрытия. Лист верхнего покрытия представлен как лист бумаги для гипсокартонной плиты, стекловолокнистый мат, лист печатной бумаги или фибролит, лист бумаги, покрытый органической смолой или фибролит, металлослоистый лист бумаги или фибролит. Гипсовые панели серийно производятся с помощью устройства для производства гипсовой панели и являются распространенными на внутреннем рынке строительных материалов. Как правило, устройство для производства гипсовой панели содержит механизм транспортировки для непрерывной подачи листа бумаги для гипсокартонной плиты (нижний лист), который образует первый обшивочный лист; механизм разметки, который отмечает края листа (нижнего листа) с двух сторон; миксер для приготовления гипсовой смеси; механизм завальцовки, завальцовывающий лист для формирования краевых участков; механизм подачи верхнего листа для покрытия гипсовой смеси листом бумаги для гипсокартонной плиты (верхний лист), который образует второй обшивочный лист; механизм формовки, превращающий слоистую текстуру из верхнего листа, нижнего листа и гипсовой смеси в пластинчатую форму; разделяющий механизм для отделения заранее заданной длины панели от пластинчатой ленты конвейера; сушилку для принудительной сушки отрезанных панелей, содержащих избыток воды; подающее устройство для отсечки панели для того, чтобы получить продукт заданного размера, и для выдачи готовой продукции, и т.д.
Механизм формовки, образующий устройство для производства гипсовой панели, является известным в данной области техники, заставляет слоистую текстуру проходить через формовочное отверстие, определяемое верхней и нижней пластинами так, чтобы верхняя и нижняя пластины подгоняли или регулировали толщину слоистой текстуры, проходящей через него (Japanese Patent Publication N 2-18239 and Japanese Patent Laid-Open Publication N 2000-71218).
В этом типе механизма формовки каждая из пластин создает контакт «поверхность к поверхности» со слоистой текстурой под достаточно высоким давлением для того, чтобы придать устойчивость геометрии и толщине слоистой структуры. Поэтому верхняя и нижняя пластины должны выдерживать большую формовочную нагрузку, действующую на них в течение процесса формовки, пока сохраняется установленный размер формовочного отверстия. Поэтому в качестве каждой из верхней и нижней пластин используется толстая металлическая пластина с высокой жесткостью.
Публикация 1: Japanese Patent Publication N 2-18239
Публикация 2: Japanese Patent Laid-Open Publication N 2000-71218
Гипсовая смесь, вытекающая из выпускного отверстия миксера на лист (нижний лист) не обязательно имеет распределенную и направленную однородность, вследствие характерных механических характеристик миксера, установленного в устройстве, влияния характерной особенности смеси, влияния условия эксплуатации и т.д. Кроме того, лист бумаги для гипсокартонной плиты не всегда имеет свойство равномерного поглощения влаги по всей ширине листа. Более того, толщина гипсовой панели имеет склонность к частичному и незначительному изменению вследствие влияния изменения объема и т.д. в процессе затвердевания смеси.
По этим причинам толщина гипсовой панели частично меняется в соответствии с изменчивыми факторами в процессе производства гипсовых панелей. Поэтому, если размер отверстия между верхней и нижней пластинами задается постоянным по всей ширине, то довольно трудно добиться однородности толщины готовой гипсовой панели. Результатом этого является то, что гладкость поверхности гипсовой панели и т.д. также должна ухудшиться. Таким образом, для того чтобы гарантировать однородность толщины и гладкость поверхности готовых гипсовых панелей необходимо изменять размер отверстия по ширине, заранее принимая толщину и гладкость конечных продуктов.
Однако, пластины, определяющие отверстие, являются толстыми металлическими пластинами с высокой жесткостью. Даже если пластина может быть в целом изогнута с большим радиусом, она не может быть локально деформирована для точного изменения размера отверстия. Также сложно механически управлять размером отверстия во время задания толщины и гладкости конечных продуктов. Важно улучшать пластичность участков краев гипсовой панели для улучшения качества гипсовой панели, но особенно трудно точно подогнать размер и геометрию отверстия для улучшения формирования точности участков краев. В обычной технологии подгонка размера отверстия зависит от операции по наладке, выполняемой вручную, полагаясь на многолетний опыт и интуицию опытного оператора. Однако, при таком способе подгонки, наладка может выполняться всего лишь в ограниченном масштабе, и поэтому довольно трудно реализовать оптимальный размер и геометрию отверстия соответствующего готовой гипсовой панели.
Дополнительно, в случае, когда производятся гипсовые панели различной толщины, или в случае, когда производятся гипсовые панели различной геометрии или различного размера участков краев, то размер и геометрия формовочного отверстия должны быть повторно установлены или повторно отрегулированы всякий раз, когда меняется тип производимой гипсовой панели. Такая повторная установка или повторная регулировка также зависит от операции по наладке, выполняемой вручную, полагаясь на многолетний опыт и интуицию опытного оператора. Поэтому требуется длительная операция по установке и наладке всякий раз, когда меняется тип производимой гипсовой панели.
Задача настоящего изобретения заключается в создании устройства и способе производства гипсовых панелей, что может обеспечить улучшение качества и эффективности гипсовых панелей за счет улучшения регулируемости, точности и управляемости размером и геометрией формовочного отверстия, определяемого верхней и нижней пластинами.
Настоящее изобретение предусматривает устройство для производства гипсовых панелей, которое имеет формовочное отверстие, образованное верхней и нижней пластинами, простирающимися в поперечном направлении по отношению к направлению движения верхних и нижних листов бумаги так, что слоистая структура, которая состоит из верхних и нижних листов и смеси постоянно заполняемой между листами, пропускается сквозь упомянутое отверстие, чтобы превратить слоистую структуру в пластинчатую конструкцию, содержащее:
верхнюю пластину, образованную из неподвижной опорной пластины и подвижной пластины, причем подвижная пластина расположена ниже опорной пластины по существу параллельно с опорной пластиной с тем, чтобы быть в контакте «поверхность к поверхности» с верхним листом; и
множество приводов для движения «вверх-вниз», поддерживаемых упомянутой опорной пластиной, причем каждый из приводов передающий в определенном месте направленную вверх или вниз нагрузку к подвижной пластине для ее местной деформации из-за провисания подвижной пластины.
Настоящее изобретение также предусматривает способ производства гипсовых панелей, в котором формовочное отверстие образовано верхней и нижней пластинами, простирающимися в поперечном направлении по отношению к направлению движения верхних и нижних листов бумаги так, что слоистая структура, которая состоит из верхних и нижних листов и смеси постоянно заполняемой между листами, пропускается сквозь упомянутое отверстие, чтобы превратить слоистую структуру в пластинчатую конструкцию,
в котором упомянутая верхняя пластина образована из неподвижной опорной пластины и подвижной пластины, опорная пластина, простирающаяся в поперечном направлении по отношению к направлению движения упомянутой слоистой структуры, и подвижная пластина, располагающаяся ниже опорной пластины, практически параллельно с опорной пластиной с тем, чтобы быть в контакте «поверхность к поверхности» со слоистой текстурой; и
в котором направленную вверх или вниз нагрузку передают в заданном месте на подвижную пластину для местного изгиба подвижной пластины каждым приводом для вертикального возвратно-поступательного движения, при этом приводы поддерживают опорной пластиной, так чтобы размер упомянутого отверстия изменялся в заданном месте путем смещения подвижной пластины относительно опорной пластины.
Согласно существующему изобретению, верхняя пластина, образующая размер отверстия, разделена на неподвижную опорную пластину и подвижную пластину. Жесткость опорной пластины может быть усилена так, чтобы реактивная сила, действующая против формирующей нагрузки, могла поддерживаться опорной пластиной. С другой стороны, жесткость подвижной пластины может быть уменьшена так, чтобы улучшилась деформативность нижней поверхности верхней пластины. Каждый из приводов, который поддерживается опорной пластиной, передает вертикальную нагрузку на подвижную пластину в требуемом месте, вызывая тем деформацию подвижной пластины в требуемом месте. Поскольку опорная пластина с высокой жесткостью надежно поддерживает нагрузку привода за счет реактивной силы, действующей против вертикальной нагрузки, подвижная пластина может деформироваться под действием вертикальной нагрузки привода. В производстве гипсовой панели устройство и способ, который имеет или использует верхнюю пластину и привод с такими регулировками, размер и геометрия отверстия могут быть точно и аккуратно изменены путем, соответственно, процесса регулирования каждого привода, и поэтому, регулируемость, точность и управляемость размером и геометрией отверстия могут быть улучшены, и таким образом, качество и эффективность гипсовых панелей могут быть улучшены. Согласно результатам проведенных испытаний, с использованием поточной линии производства гипсовой панели, на которой применяется существующее изобретение, процент брака продукции из-за дефектной скошенной кромки панели снизится на одну треть или меньше, а процент брака по дефектной толщине панели снизится наполовину, и поэтому объем выпуска продукции гипсовых панелей значительно улучшиться.
Устройство и способ производства гипсовых панелей в соответствии с настоящим изобретением может обеспечить улучшение качества и эффективности гипсовых панелей за счет улучшения регулируемости, точности и управляемости размером и геометрией формовочного отверстия, имеющимся между верхней и нижней пластинами.
Сущность изобретения поясняется на чертежах, где:
Фиг.1 включает поперечное сечение и горизонтальную проекцию, частично показывающую устройство для производства гипсовой панели, в котором частично и схематично проиллюстрирован технологический процесс изготовления гипсовых панелей;
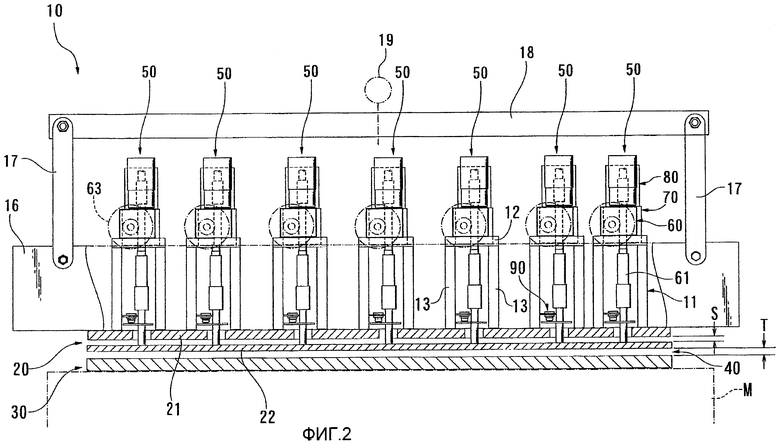
Фиг.2 - поперечное сечение, показывающее расположение формовочного механизма, являющегося составляющим устройства для производства гипсовой панели;
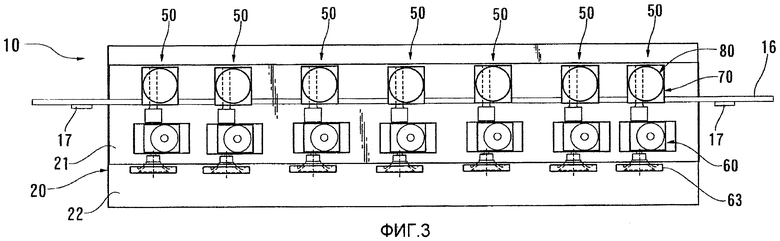
Фиг.3 - горизонтальная проекция формовочного механизма, показанного на Фиг.2;
Фиг.4 - поперечное сечение, показывающее структуру верхней и нижней пластин, определяющих формовочное отверстие;
Фиг.5 - горизонтальная проекция, показывающая частично верхнюю пластину;
Фиг.6 - поперечное сечение, показывающее структуры пластин и привода для вертикального возвратно-поступательного движения;
Фиг.7 - другое поперечное сечение, показывающее структуры пластин и привода;
Фиг.8 - горизонтальная проекция, показывающая структуры пластин и привода;
Фиг.9 - вид спереди изображений на дисплее панели управления, в котором в качестве примера представлены отметки моментов включения;
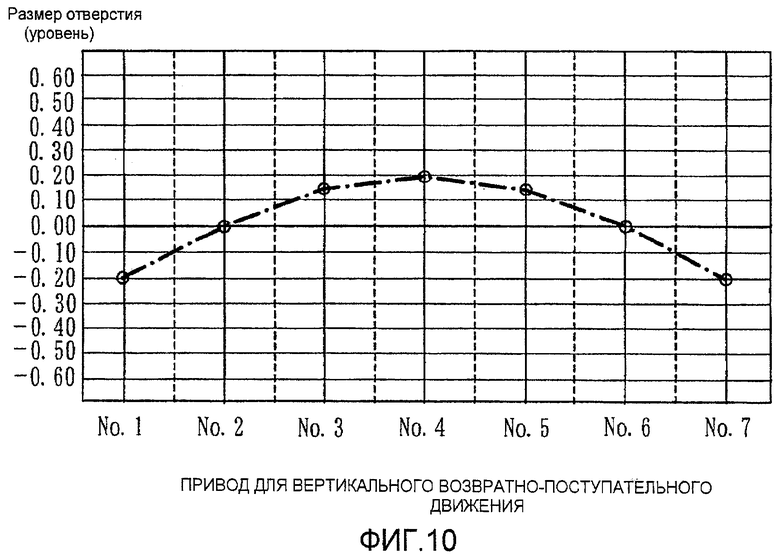
Фиг.10 - вид спереди изображений на дисплее, в котором показан другой пример отметок моментов включения;
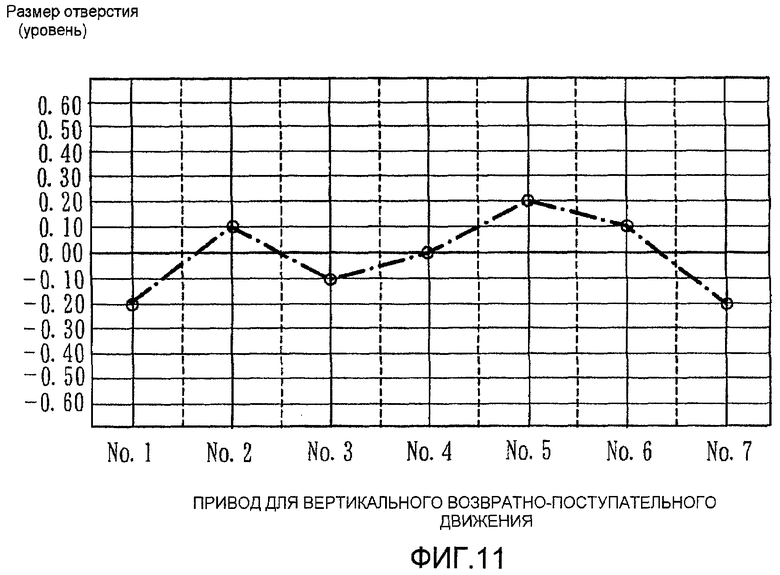
Фиг.11 - вид спереди изображений на дисплее, в котором показан еще один пример отметок моментов включения.
КРАТКОЕ ПОЯСНЕНИЕ НОМЕРОВ ПОЗИЦИЙ (НА ФИГУРАХ)
1 - Лист бумаги для гипсокартонной плиты (нижний лист)
2 - Лист бумаги для гипсокартонной плиты (верхний лист)
6 - Гипсовая смесь
10 - Механизм формовки гипсовой панели
20 - Пластина (верхняя пластина)
21 - Неподвижная опорная пластина
22 - Подвижная пластина
30 - Пластина (нижняя пластина)
40 - Формовочное отверстие
50 - Привод для вертикального возвратно-поступательного движения
Р - Нагрузка
Т - Размер отверстия
В предпочтительном варианте выполнения настоящего изобретения приводом может являться электрический домкрат (линейно приводной механизм), имеющий электродвигатель в качестве главного привода, или гидропривод, использующий давление жидкости (гидравлическое давление или пневматическое) в качестве главного привода. Предпочтительно, если рабочим органом привода является вал, совершающий возвратно-поступательное движение, или стержневидная деталь, соединенная с подвижной пластиной. В качестве альтернативы, может использоваться бесштоковый тип привода, такой как бесштоковый цилиндр. При желании, режим работы и нагрузка привода может управляться прямым цифровым управлением от электронного блока, таким как электронный компьютер.
В предпочтительном варианте выполнения настоящего изобретения, неподвижная опорная пластина изготовлена с отверстием, через которое проходит рабочий орган привода. Рабочий орган целиком связан с подвижной пластиной непосредственно под отверстием так, чтобы передавать направленную вверх или вниз нагрузку на подвижную пластину. Обеспечение таким отверстием в опорной плите позволяет приводу соединяться с подвижной пластиной без существенного снижения жесткости опорной плиты. При желании, ленточный соединительный элемент неподвижно фиксируется на подвижной пластине, где соединительный элемент простирается в направлении транспортировки слоистой текстуры. Рабочий орган соединяется с подвижной пластиной посредством соединительного элемента. Ленточный соединительный элемент действует так, чтобы передавать вертикальную нагрузку рабочего органа на подвижную пластину равномерно по глубине пластины.
Предпочтительно, если рама для поддержки привода закреплена на опорной пластине, и опорная пластина поддерживает привод посредством рамы. Реактивная сила привода воспринимается опорной пластиной.
В предпочтительном варианте выполнения настоящего изобретения, нижняя поверхность подвижной пластины является горизонтальной, ось рабочего органа является вертикальной, и нагрузка является вертикальной.
В другом предпочтительном варианте выполнения настоящего изобретения, ось рабочего органа наклонена под заранее определенным углом относительно вертикальной линии. Нагрузка действует на подвижную пластину в направлении заранее определенного угла относительно вертикальной линии. Подвижная пластина наклонена таким образом, чтобы делать размер отверстия слегка отклоняющимся вперед или назад в направлении транспортировки. Нижняя поверхность подвижной пластины располагается под углом относительно горизонтальной плоскости. Согласно экспериментам настоящих изобретателей, однородность толщины гипсовой панели и гладкость поверхности гипсовой панели дополнительно может быть улучшена совместно с условием производства гипсовой панели, в случае, где наклонная нагрузка действует на подвижную пластину и нижняя поверхность пластины наклоняется.
Согласно предпочтительному варианту настоящего изобретения, устройство включает датчик для измерения верхнего и нижнего смещения определенного участка подвижной пластины и устройство управления, в котором результаты, измеренные датчиком, являются входными. Устройство управления имеет орган управления для управления работой привода и дисплей для вывода результатов измеренных датчиком. Устройство управления определяет верхнее и нижнее смещение определенного участка подвижной пластины и показывает результаты на дисплее. Предпочтительно, если устройство управления имеет запоминающее устройство для записи позиции определенного участка и/или нагрузки определенного участка (по меньшей мере одной позиции и нагрузки) совместно с типом и толщиной гипсовой панели. Более предпочтительно, если устройство управления задает уставки позиции и/или нагрузки определенной части подвижной пластины исходя из типа и толщины гипсовой панели, и выполняет автоматическую регулировку приводов согласно уставкам. Обеспечение таким устройством управления позволяет сократить время, требуемое на повторную настройку или повторную регулировку, когда меняется тип гипсовой панели. Также это позволяет делать подгонку формующего устройства вне зависимости от опыта работы квалифицированного оператора. Дополнительно, использование такого устройства управления облегчает калибровку операции по настройке формовочного устройства, так как различия между отдельными лицами при ручной эксплуатации могут быть устранены.
ВАРИАНТ ВЫПОЛНЕНИЯ - 1
В отношении приложенных фигур, предпочтительные варианты выполнения настоящего изобретения описываются в этом документе в дальнейшем.
Фиг.1 включает поперечное сечение и горизонтальную проекцию частично и схематично показывающую устройство для производства гипсовой панели, в котором частично и схематично иллюстрируется процесс производства гипсовых панелей.
Нижний лист бумаги для гипсокартонной плиты 1 передается на технологическую линию устройства для производства гипсовой панели. Миксер 3 устанавливается в положение выше линии подачи нижнего листа. Порошковые материалы (обожженный гипс, клейкое вещество, добавка-ускоритель схватывания, присадки, примесь и т.д), пена и жидкость (вода) загружаются в миксер 3. Миксер 3 смешивает эти материалы и подает смесь (обожженную гипсовую смесь) 6 на нижний лист 1 через трубопроводы 4 (4а, 4б, 4с). Трубопровод 4а подает смесь 6 в ширину центра зоны нижнего листа 1. Трубопроводы 4б, 4с подают смесь 6 к краевым участкам (краевым зонам) нижнего листа 1 с обеих сторон.
Нижний лист 1 перемещается вместе со смесью 6, и части края стороны листа 1 выгнуты вверх направляющими элементами 5. Верхний лист бумаги для гипсокартонной плиты 2 накладывается на смесь 6 посредством подающего ролика 7. Нижний лист 1, смесь 6 и верхний лист 2 укладываются слоями за счет верхней и нижней пластин 8, и проходят через формовочное устройство 10 гипсовой панели как непрерывная трехслойная текстура из листов 1, 2 и смеси 6.
Формовочное устройство 10 обеспечивается верхней и нижней горизонтальными пластинами 20, 30. Нижняя пластина 30 горизонтально закреплена к машинной раме М устройства для производства гипсовой панели так, чтобы перемещать нижний лист 1 горизонтально. Верхняя пластина 20 установлена в положение, расположенном вертикально на расстоянии от нижней пластины 30. Привод 50 для возвратно-поступательного движения, который показан пунктирными линиями, связан с верхней пластиной 20. Уровень пластины 20 точно отрегулирован приводом 50. Высота Т (размер отверстия) формовочного отверстия 40, определенная между верхней и нижней пластинами 20, 30, строго контролируется таким образом, чтобы подходящее формирующее давление действовало на слоистую текстуру из листов 1, 2 и смеси 6. Как показано на Фиг.1(В), пластины 20, 30 простираются в направлении, перпендикулярном к направлению подачи листов 1, 2. Слоистая текстура проходит через отверстие 40 так, что она превращается в непрерывную, подобную поясу пластину с требуемой толщиной.
Слоистая текстура, проходящая через формирующее устройство 10, поступает на технологическую линию к следующему процессу, пока продолжается реакция затвердевания смеси. Разделительные ролики 9, 9 разделяют непрерывную слоистую текстуру с затвердевшей смесью. Панели, изготовленные разделением текстуры, подвергаются обработке принудительной сушкой в сушилке (не показана), и затем они режутся на заранее определенную длину с помощью отрезного устройства (не показано) и после этого они передаются на линию поставки готовой продукции.
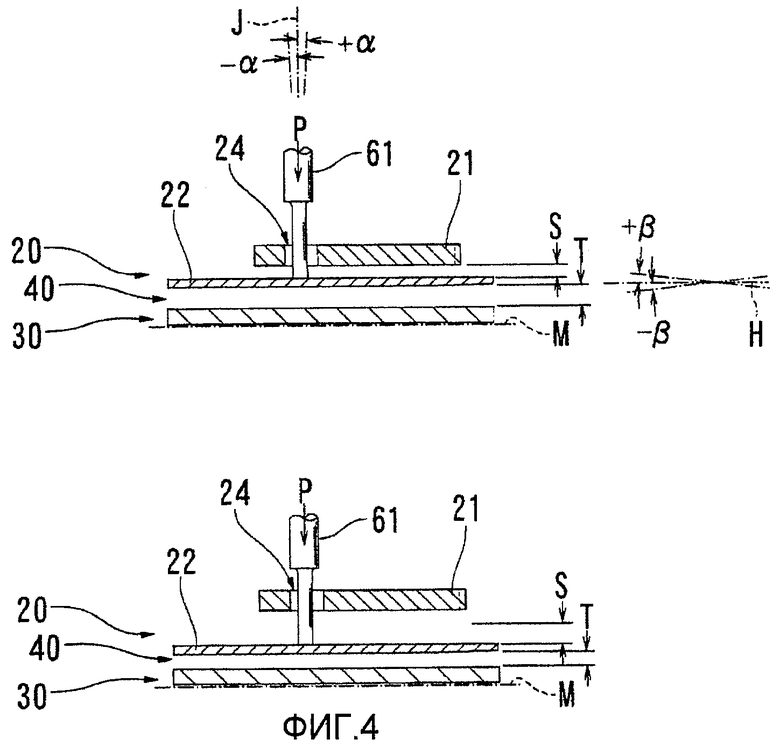
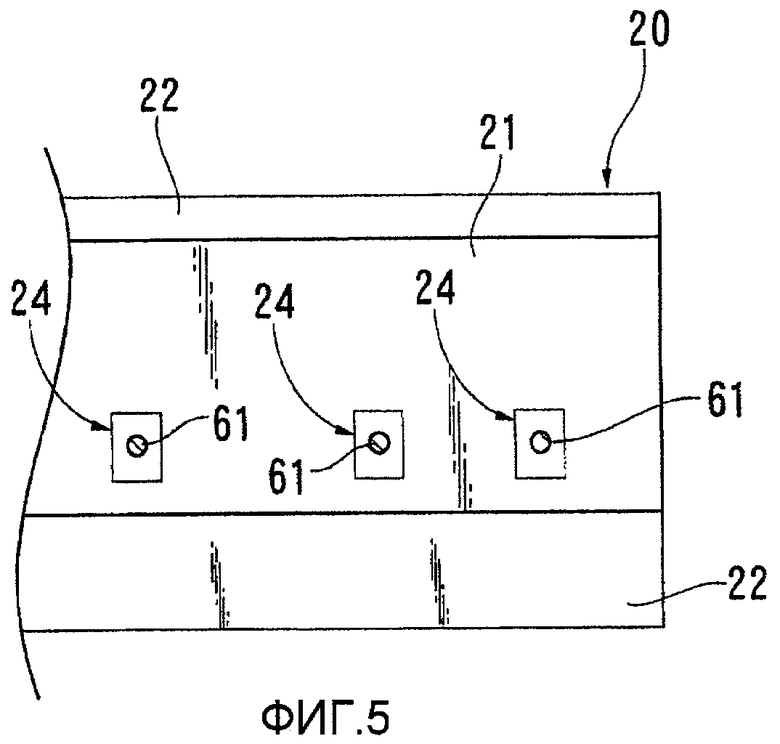
Фиг.2 и 3 - поперечное сечение и горизонтальная проекция, в целом показывающие расположение формовочного устройства 10. Фиг.4 - поперечное сечение, показывающее пластины 20, 30 и Фиг.5 - горизонтальная проекция, частично показывающая пластину 20.
Верхняя пластина 20 формовочного устройства 10 разделяется на горизонтально неподвижную опорную пластину 21 и горизонтальную подвижную пластину 22, как показано на Фиг.2. Пластина 21 - это металлическая пластина с высокой жесткостью, которая не деформируется от формирующей нагрузки. Пластина 22 - это металлическая пластина с относительно низкой жесткостью, которая подвержена деформированию от вертикальной нагрузки. Так, например, толщина пластины 21 задается не менее 25 мм, тогда как толщина пластины 22 задается равной 15 мм или меньше, чем 15 мм.
Верхняя поверхность нижней пластины 30 размещена горизонтально с зазором на расстоянии Т (размер отверстия) от нижней поверхности подвижной пластины 22. Формовочное отверстие 40 образовано нижней поверхностью пластины 22 и верхней поверхностью пластины 30.
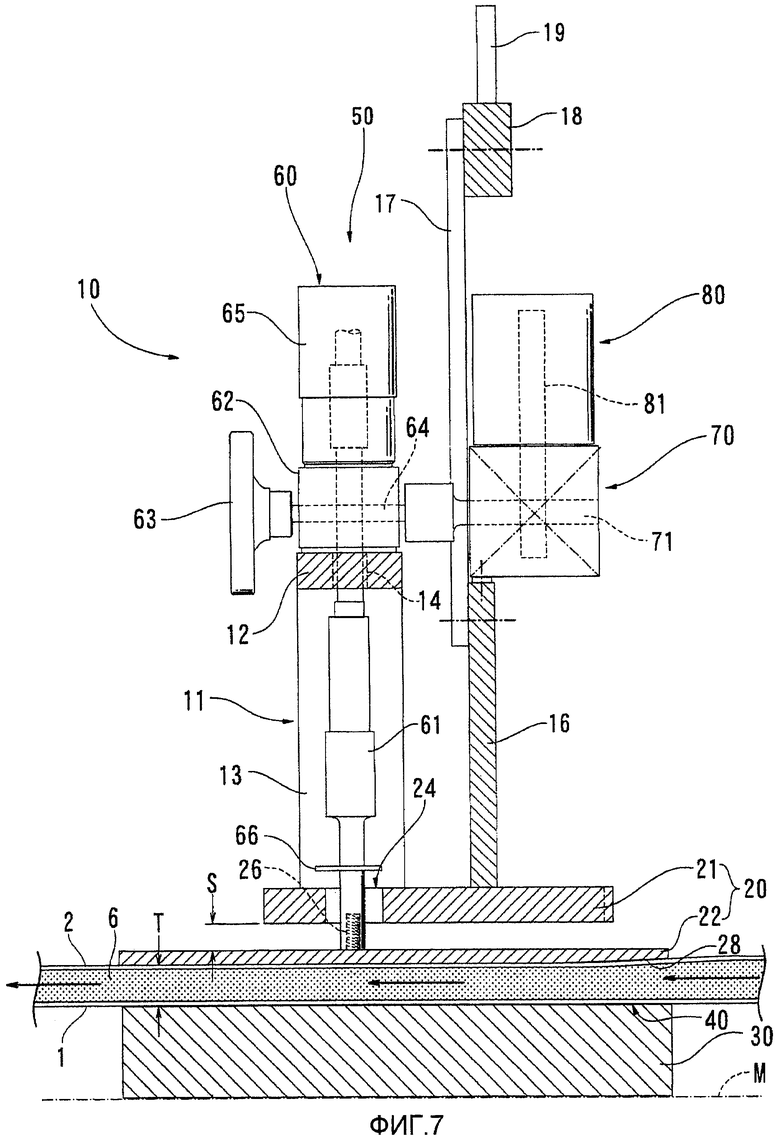
Неподвижная опорная пластина 21 устойчиво закреплена к вертикальной крепежной пластине 16, пересекающей устройство для производства гипсовой панели. Обе концевые части крепежной пластины 16 подвешены горизонтальной балкой 18 посредством парой из правого и левого вертикальных суппортов 17. Балка 18 подвешена на верхней раме (не показано) устройства с помощью центральной подвески 19 (показано невидимыми линиями). Как вариант, нижняя рама (машинная рама М) устройства может служить опорой концевым частям пластины 16. На фиг.2 показаны сплошной линией только концевые части пластины 16, а центральная часть пластины 16 показана невидимыми линиями.
Формовочное устройство 10 имеет множество приводов 50. Рамки 11, каждая поддерживает каждый из приводов 50, расположены на неподвижной опорной пластине 21. Рамка 11 состоит из правого и левого вертикальных суппортов 13 в паре и горизонтальной крепежной пластины 12, которая соединена с верхними концами суппортов 13. Нижние концы суппортов 13 закреплены на пластине 21.
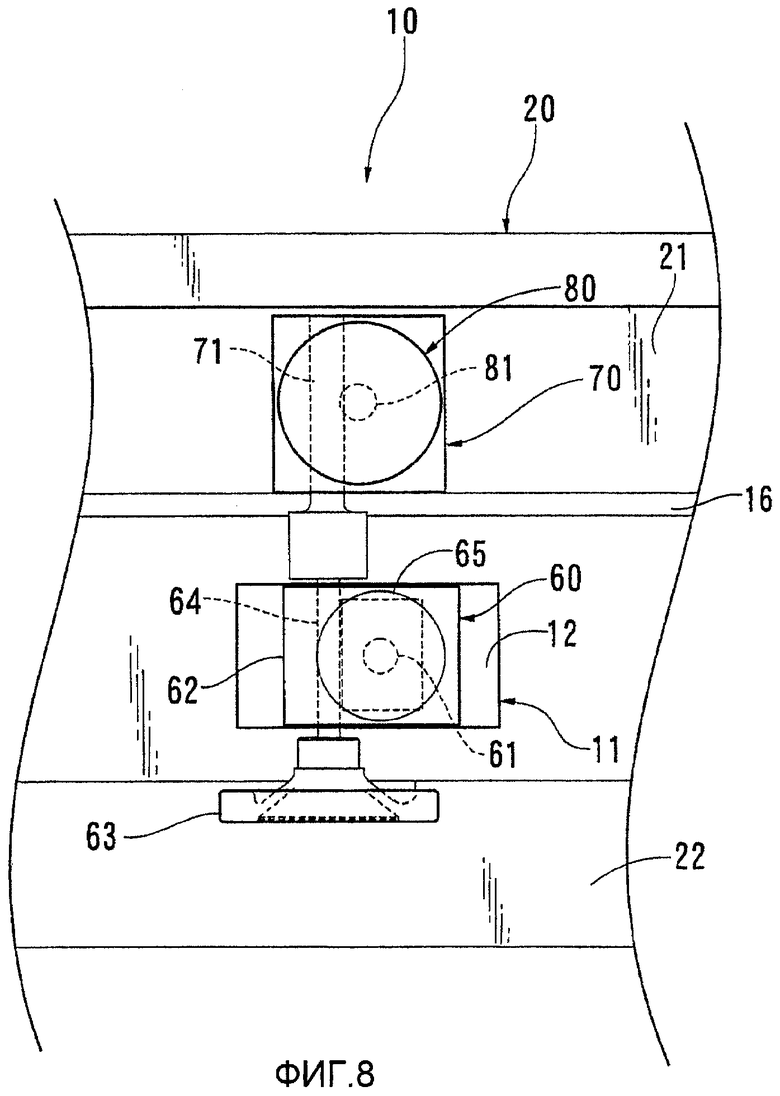
Приводы 50 размещаются с заранее определенным интервалом по ширине устройства для производства гипсовой панели. Каждый из приводов 50 содержит домкрат (поступательный приводной механизм) 60, установленный на крепежной пластине 12, редуктор 70, соединенный с домкратом 60, и электродвигатель 80, соединенный с редуктором 70. Двигатель 80 является главным приводом.
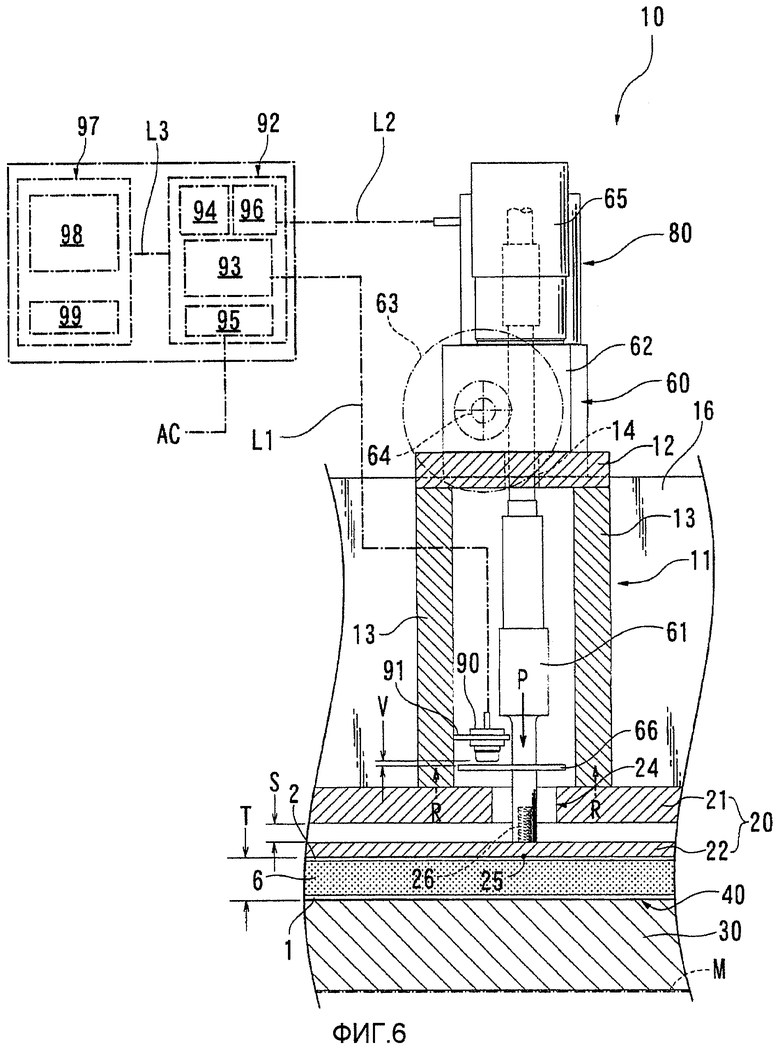
Фиг.6, 7 и 8 - поперечные сечения и горизонтальная проекция, показывающие конструкцию пластин 20, 30 и привод 50.
Домкрат 60 обеспечивается редуктором 62, закрепленным на верхней поверхности крепежной пластины 12, вертикальный вал 61 привода, ведомый редуктором 62, и рукоятка 63 для ручной установки вертикальной позиции вала 61. Вал 61 операционно связан с горизонтальным входным валом 64 посредством зубчатого механизма передачи энергии (не показан), находящемся в редукторе 62. Входной вал 64 концентрически соединен с горизонтальным выходным валом 71 редуктора 70. Выходной вал 71 операционно соединен с вертикальным выходным валом (вал вращающего привода) 81 двигателя 80 посредством зубчатого механизма передачи энергии (не показан) в редукторе 70.
Верхняя часть вала привода 61 простирается в верхнюю часть 65 редуктора, а нижняя часть вала 61 простирается вертикально вниз через отверстие 14 пластины 12. Опорная пластина 21 изготовлена с отверстием 24, через которое может простираться нижний конец вала 61. Вал 61 вертикально проходит через отверстие 24. Резьбовая шпилька 26, закрепляемая на подвижной пластине 22, завернута в резьбовое отверстие, сформированное на нижнем конце вала 61. Вал 61 и подвижная пластина 22 полностью соединяются друг с другом с помощью резьбовой шпильки 26. Как вариант, нижний конец вала 61 может быть приварен к подвижной пластине 22, или нижний конец вала 61 может быть завернут, закреплен болтами или приварен к соединительному элементу типа пояса, прикрепленному к верхней поверхности подвижной пластины 22. Во втором случае, вал 61 соединен с подвижной пластиной 22 посредством соединительного элемента.
Редуктор 70 увеличивает момент электродвигателя 80. Домкрат 60 преобразовывает вращательное движение выходного вала 71 в вертикальное движение вала привода 61. Как показано на фиг.6, вертикальная нагрузка Р от вала привода 61 действует на подвижную пластину 22. Нагрузка Р вызывает смещение точки (определенного участка) 25 подвижной пластины 21, точка 25 располагается непосредственно под валом 61. Реактивная сила R, направленная против нагрузки Р, действует на основание суппорта 13. Реактивная сила R передается неподвижной опорной пластиной 21.
Нижняя поверхность опорной пластины 21 и верхняя поверхность подвижной пластины 22 расположены на вертикальном расстоянии S друг от друга. Верхняя поверхность нижней пластины 30 и нижняя поверхность подвижной пластины 22 расположены на вертикальном расстоянии Т друг от друга. Как показано на фиг.7, со стороны набегания ленты участок края подвижной пластины 22 изготовлен с зауженной нижней поверхностью 28 для того, чтобы ровно получалась слоистая текстура.
Когда вал привода 61 смещен вертикально вниз, как показано на фиг.4 (А) и 4(В), подвижная пластина 22 сжата валом 61 так, что вызывается частично прогиб в нижнем направлении. В результате, уменьшается пространство Т (размер отверстия). Напротив, когда вал 61 смещен вертикально вверх, происходит восстановление прогиба подвижной пластины 22 или прогиб в верхнем направлении пластины 22, в ответ на изменение нагрузки, действующей на пластину 22. Таким образом увеличивается пространство Т (размер отверстия).
Как показано на фиг.6, к суппорту 13 прикладывается датчик расстояния 90 для обнаружения изменения пространства Т (размер отверстия). Датчик 19 устойчиво прикреплен к суппорту 13 посредством горизонтальной крепежной скобы 91. Мерная пластина 66 закреплена горизонтально к валу привода 61, где пластина 66 противодействует чувствительному элементу датчика 90.
Датчик расстояния 90 определяет расстояние V между чувствительным элементом и пластиной 66. Измеренное значение (расстояние V) датчиком 90 вводится в блок управления 92 через сигнальный провод L1. Управляющее звено 93 в блоке 92 распознает измеренное значение (расстояние V) как сигнал положения точки 25, а звено памяти 94 в блоке 92 запоминает измеренное значение датчика 90. Звено электропитания 95 в блоке 92 подключено к источнику переменного тока. Ведущее звено 96 блока 92 питает электроэнергией электродвигатель 80 каждого из приводов 50 через линию электропитания L2. Ведущее звено 96 также управляет работой двигателя 80. Блок 92 соединен с панелью управления 97 посредством линии сигнала управления L3. Панель управления 97 позволяет экрану 98 показывать уровень (высоту) точки 25, определенный датчиком 90. Дополнительно, панель управления 97 обеспечивается операционным звеном 99 для ручной установки заданного уровня (заданной высоты) точки 25 для каждого из приводов 50. Система управления, включающая блок управления 92 и панель управления 97, составляет средство управления для формовочного устройства 10.
Работа формовочного устройства 10 описывается ниже.
Слоистая текстура из нижнего листа 1, смеси 6 и верхнего листа 2 регулируется по толщине посредством отверстия 40 формовочного устройства 10, как показано на фиг.1. Однако, для того чтобы получить изделия гипсовых панелей (конечные продукты), имеющие постоянную толщину по всей ширине, необязательно задавать размер Т отверстия 40 постоянным по всей ширине отверстия 40. Причиной, почему это рассматривается является следующее:
1) Смесь 6, подаваемая на нижний лист 1 через трубопроводы 4а, 4б, 4с, не обязательно имеет распределенную и направленную однородность, вследствие характерных механических характеристик миксера 3 или различия режима эксплуатации миксера 3;
2) Нижний и верхний листы 1, 2 не обязательно имеют свойство равномерного поглощения влаги по всей ширине листов; и
3) В последующем этапе сушки и затвердевания, характеристика высыхания и затвердевания краевого участка гипсовой панели отличается от таковой в центральной части гипсовой панели.
Поэтому, желательно аккуратно менять размер Т отверстия по ширине для того, чтобы добиться равномерного распределения толщины готовой гипсовой панели (конечного продукта), где размер Т отверстия специально делается неравномерным, для равномерного распределения толщины готовой гипсовой панели.
Дополнительно, часто производятся гипсовые панели с краевыми участками, специально уменьшенными по толщине. В производстве гипсовой панели такого типа, толщину панели приходится менять по ширине или панель должна формироваться так, чтобы толщина панели частично уменьшалась. В таком случае, необходимо специально делать размер Т отверстия неравномерным.
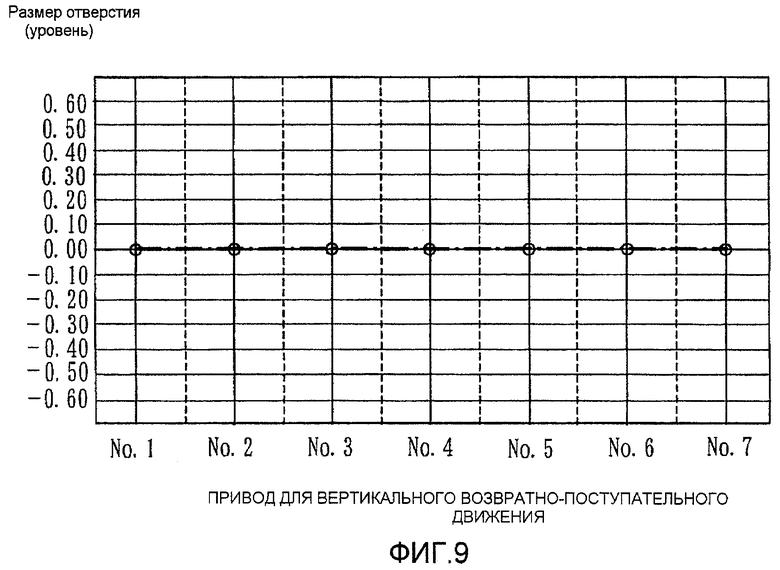
На фиг.9-11 иллюстрируются уровни точек 25, обозначенные на экране 98 панели управления 97. В этом варианте выполнения, формирующее устройство 10 имеет семь приводов 50 и, поэтому, результаты, полученные определением семью датчиками расстояния 90, обозначены на экране 98 как уровни семи точек 25. В исходном состоянии, как показано на фиг.9, все точки 25 (с №1 по №7) представлены на начальном уровне (0,00), и размер Т отверстия установлен так, чтобы быть постоянным по всей ширине.
Когда заданный уровень каждой из точек 25 устанавливается ручным режимом операционного звена 99, блок управления 92 управляет электродвигателем 80 каждого из приводов 50 так, что каждый из приводов 50 перемещает вал 61 вертикально. К примеру, если заданный уровень точки 25 понижен для уменьшения размера Т отверстия, вал 61 перемещает точку 25 (фиг.6) подвижной пластины 22 вертикально вниз как показано на фиг.4(В), в результате чего размер Т отверстия в точке 25 уменьшается в определенном месте. С другой стороны, если заданный уровень точки 25 поднят для увеличения размера Т отверстия, вал 61 перемещает точку 25 подвижной пластины вертикально вверх, в результате чего размер Т в точке 25 увеличивается в определенном месте. В результате такой работы, уровни точек 25 с №1 по №7 меняются, как иллюстрируется на фиг.10. Подвижная пластина 22, которая является относительно гибкой металлической пластиной с низкой жесткостью, может быть преобразована в целом в параболу. Пластина 22 может быть преобразована не только в такую простую изогнутую форму, но также в любую изогнутую форму типа волны, имеющую определенный участок измененного направления, как показано на фиг.11. Если требуется, рукоятка 63 может управляться вручную, чтобы регулировать положение вала 61 для точной установки уровня точки 25.
Блок управления 92 (фиг.6) также имеет функцию быстрой установки размера Т отверстия на основе последних данных. Звено памяти 94 блока 92 запоминает оптимальные данные о размере Т отверстия относительно типа и толщины гипсовой панели как образец производства. Операционное звено 99 имеет средство отбора, чтобы выбирать определенный тип и толщину гипсовой панели. Когда тип и толщина гипсовой панели выбраны операционным звеном 99, управляющее звено 93 блока 92 считывает последний образец, сохраненный в звене памяти 94, и затем устанавливает оптимальные значения размера Т отверстия, соответствующие типу и толщине гипсовой панели, как требуемые значения, и далее выполняют автоматическое управление каждым из приводов 50.
ВАРИАНТ ВЫПОЛНЕНИЯ - 2
В варианте выполнения, как показано выше, нижняя поверхность подвижной пластины 22 является горизонтальной, ось вала 61 привода является вертикальной, и нагрузка Р является вертикальной нагрузкой. Однако, результаты испытаний, выполненные настоящими изобретателями, показывают, что в случае, когда нагрузка Р наклонно действует на пластину 22 как угловая нагрузка и нижняя поверхность пластины 22 также отклоняется, однородность толщины гипсовой панели и гладкость поверхности гипсовой панели может быть часто улучшена при некоторых условиях производства гипсовых панелей.
Как проиллюстрировано на фиг.4, линия центра вала 61 отклонена под заранее определенным углом ±α в отношении вертикальной линии J, и нагрузка Р действует на подвижную пластину 22 в направлении угла ±α. Пластина 22 отклонена под заранее определенным углом ±β в отношении горизонтальной плоскости Н, и нижняя поверхность пластины 22 отклонена настолько, чтобы уменьшать (сужаясь) или увеличивать размер Т отверстия в направлении транспортировки (в сторону выхода продукта).
К примеру, такой угол наклона вала 61 и пластины 22 может задаваться обычно наклонным формирующим устройством 10 во время установки устройства 10 на аппарате по производству гипсовой панели.
Как вариант, возможно наклонять только линию центра вала 61, в то время как пластина 22 остается в горизонтальном положении. В другом варианте возможно наклонять линии центра валов 61 по отношению к некоторым из приводов 50, в то время как линии центра валов 61 остальных приводов 50 остаются в их вертикальных положениях.
Хотя существующее изобретение было описано относительно предпочтительных вариантов выполнения, существующее изобретение не ограничивается этим, но может быть выполнено в любой из различных модификаций или разновидностей без отклонения от объема изобретения как определено в сопутствующей формуле изобретения.
Для обеспечения гарантии, несмотря на то, что формирующее устройство обеспечивается семью приводами в вышеупомянутых вариантах выполнения, некоторое количество приводов и положений приводов могут соответственно изменяться согласно условию эксплуатации и конструкции производственного оборудования или формирующего устройства.
Дополнительно, несмотря на то, что электродвигатель используется в качестве основного двигателя вертикального привода в вышеупомянутых вариантах выполнения, вертикальный привод может управляться гидравлическим или пневматическим источником энергии или чем-то подобным.
Кроме того, формирующее устройство может дополнительно обеспечиваться средством для определения нагрузки, таким как тензодатчик, для того чтобы определять нагрузку, действующую на вертикальный вал привода.
Настоящее изобретение относится к устройству для производства гипсовых панелей, в которых толщина слоистой текстуры верхнего и нижнего листов и гипсовой смеси регулируется с использованием формовочного отверстия, определяемого верхней и нижней пластинами, так, чтобы текстура превратилась в пластинчатую форму. Настоящее изобретение также относится к способу производства гипсовых панелей при использовании такого устройства. Согласно настоящему изобретению, улучшение качества и эффективности гипсовых панелей может быть достигнуто улучшением регулируемости, точности и управляемости размером и геометрией формовочного отверстия, определяемого верхней и нижней пластинами.
Изобретение относится к области строительства, а именно к устройствам и способам для производства гипсовых панелей. Изобретение позволит повысить качество гипсовых изделий. Устройство для производства гипсовых панелей, выполненное с формовочным отверстием, образованным верхней и нижней пластинами, простирающимися в поперечном направлении по отношению к направлению перемещения верхних и нижних листов бумаги так, что слоистая структура, которая состоит из верхних и нижних листов и смеси постоянно заполняемой между листами, пропускается сквозь упомянутое отверстие для преобразования слоистой структуры в пластинчатую конструкцию. Верхняя пластина, образована из неподвижной опорной пластины и подвижной пластины. Подвижная пластина расположена ниже опорной пластины по существу параллельно с опорной пластиной с тем, чтобы быть в контакте «поверхность к поверхности» с верхним листом. Устройство выполнено с множеством приводов для перемещения «вверх-вниз», каждый передающий в заданном месте направленную вверх или вниз нагрузку к подвижной пластине для ее местной деформации по причине провисания подвижной пластины, и приводы, поддерживаемые опорной пластиной. 2 н. и 14 з.п. ф-лы, 11 ил.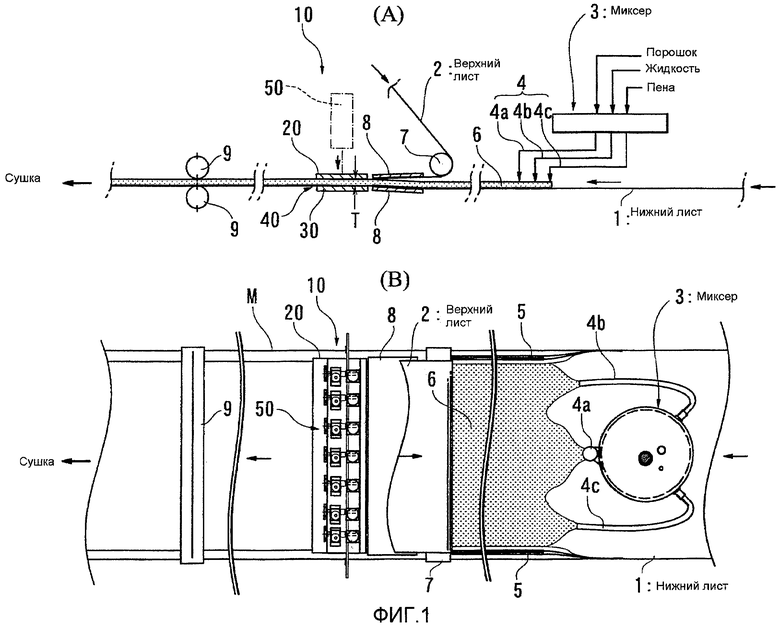
1. Устройство для производства гипсовых панелей, которое имеет формовочное отверстие, образованное верхней и нижней пластинами, простирающимися в поперечном направлении по отношению к направлению перемещения верхних и нижних листов бумаги, так, что слоистая структура, которая состоит из верхних и нижних листов и смеси, постоянно заполняемой между листами, пропускается сквозь упомянутое отверстие для преобразования слоистой структуры в пластинчатую конструкцию, содержащее:
верхнюю пластину, образованную из неподвижной опорной пластины и подвижной пластины, причем подвижная пластина расположена ниже опорной пластины, по существу, параллельно с опорной пластиной с тем, чтобы быть в контакте «поверхность к поверхности» с верхним листом; и
множество приводов для перемещения «вверх-вниз», каждый передающий в заданном месте направленную вверх или вниз нагрузку к подвижной пластине для ее местной деформации по причине провисания подвижной пластины, и приводы, поддерживаемые опорной пластиной.
2. Устройство по п.1, в котором опорная пластина сформирована с отверстием, через которое проходит рабочий орган привода, при этом и рабочий орган целиком соединен с подвижной пластиной непосредственно под отверстием так, чтобы передавать нагрузку на подвижную пластину.
3. Устройство по п.1 или 2, в котором ленточный соединительный элемент неподвижно закреплен на подвижной пластине, соединительный элемент простирается в направлении транспортировки слоистой текстуры, а рабочий орган привода соединен с подвижной пластиной посредством соединительного элемента.
4. Устройство по п.1 или 2, в котором рама для поддержки привода на опорной пластине закреплена на опорной пластине.
5. Устройство по п.1 или 2, дополнительно содержащее датчик (90) для измерения верхнего и нижнего смещения заданного участка подвижной пластины и устройство управления, в котором результаты, измеренные датчиком, являются входными, в котором устройство управления имеет орган управления (92) для управления работой привода и дисплей (98) для вывода результатов, измеренных датчиком.
6. Устройство по п.5, в котором устройство управления имеет запоминающее устройство (94) для записи позиций и/или нагрузки заданных участков подвижной пластины совместно с типом и толщиной гипсовой панели.
7. Устройство по п.6, в котором устройство управления задает уставки позиции и/или нагрузки заданной части подвижной пластины в соответствии с ручной настройкой типа и толщины гипсовой панели и выполнено с возможностью осуществления управления приводом в зависимости от уставок.
8. Устройство по п.1 или 2, в котором нижняя поверхность подвижной пластины является горизонтальной, ось рабочего органа привода является вертикальной, и нагрузка является вертикальной нагрузкой.
9. Устройство по п.1 или 2, в котором ось рабочего органа упомянутого привода наклонена под заранее заданным углом относительно вертикальной линии, причем нагрузка действует на подвижную пластину в направлении, отклоненном на заранее заданный угол относительно вертикальной линии.
10. Устройство по п.9, в котором нижняя поверхность подвижной пластины наклонена под заранее заданным углом относительно горизонтальной плоскости.
11. Способ производства гипсовых панелей, в котором формовочное отверстие образовано верхней и нижней пластинами, простирающимися в поперечном направлении по отношению к направлению перемещения верхних и нижних листов бумаги, так, что слоистая структура, которая состоит из верхних и нижних листов и смеси, постоянно заполняемой между листами, пропускается сквозь отверстие для преобразования слоистой структуры в пластинчатую конструкцию, в котором верхняя пластина состоит из неподвижной опорной пластины и подвижной пластины, причем опорная пластина простирается в поперечном направлении по отношению к направлению транспортировки слоистой текстуры, а подвижная пластина расположена ниже опорной пластины, по существу, параллельно с опорной пластиной таким образом, чтобы быть в контакте «поверхность к поверхности» со слоистой текстурой; и в котором направленную вверх или вниз нагрузку передают в заданном месте на подвижную пластину для местного изгиба подвижной пластины каждым приводом для вертикального возвратно-поступательного движения, приводы поддерживаются упомянутой опорной пластиной так, чтобы размер упомянутого отверстия изменялся в заданном месте путем смещения подвижной пластины относительно опорной пластины.
12. Способ по п.11, в котором реактивную силу привода поддерживают опорной пластиной.
13. Способ по п.11 или 12, в котором определяют смещение и/или нагрузку рабочего органа привода, при этом смещение вала привода показывают на экране (98) устройства управления, и позицию и/или нагрузку вала привода запоминают в звене памяти (94) устройства управления.
14. Способ по п.13, в котором позицию и/или нагрузку каждого из рабочих органов, подходящую для типа и толщины гипсовой панели, предварительно запоминают в звене памяти, и автоматическое управление упомянутым приводом выполняют в соответствии с установкой типа и размера гипсовой панели.
15. Способ по п.11 или 12, в котором упомянутая нагрузка является вертикальной нагрузкой.
16. Способ по п.11 или 12, в котором упомянутую нагрузку прикладывают к подвижной пластине в направлении, наклоненном под заранее заданным углом относительно вертикальной линии.
| JP 59133052 А, 31.07.1984 | |||
| JP 2002086424 A, 26.03.2002 | |||
| JP 2000071218 A, 07.03.2000 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИПСОКАРТОННЫХ ЛИСТОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2188123C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ПЛОТНЫХ СЛОЕВ В ГИПСОВОМ РАСТВОРЕ | 2002 |
|
RU2265514C2 |

