Область техники, к которой относится изобретение
Настоящее изобретение относится к области обработки отходящего газа, в частности к способу удаления сульфидов из циркулирующей водородной смеси. Более конкретно, изобретение относится к способу импульсного потока для очистки циркулирующей водородной смеси, содержащей серу, в ходе гидрирования и к устройству для этого способа.
Уровень техники
В последние годы значительно возрастает количество сырой нефти, содержащей серу, импортируемой в Китай, которое в 2002 г. достигло 6,9×107 тонн. В связи с высоким содержанием серы в сырой нефти, добываемой в арабских странах Среднего востока, с каждым годом возрастает доля импортируемой сырой нефти, содержащей серу, которую следует перерабатывать. Увеличение содержания серы в циркулирующем водороде процесса гидрирования, зависящее от повышения содержания серы в сырой нефти, приводит к увеличению плотности циркулирующего водорода и энергии, потребляемой компрессором циркулирующего водорода, и к снижению чистоты водородсодержащего газа, а также срока эксплуатации и активности катализатора.
Обычно в традиционных установках гидрирования существует проблема, состоящая в том, что циркулирующий водород, жидкие углеводороды, дизельное топливо, сточные воды, содержащие серу, и газ сепаратора низкого давления обычно увлекает такие частицы дисперсной фазы, как тяжелые углеводороды, амины, вода, катализатор и тому подобное, что не только приводит к увеличению потребления добавок и потере исходных материалов, но также приводит к серьезному повреждению расположенного ниже ключевого оборудования в условиях длительного цикла эксплуатации. Увеличение содержания тяжелых углеводородов циркулирующим водородом, жидкими углеводородами и газом сепаратора низкого давления может вызвать пенообразование циркулирующего водорода, жидких углеводородов и растворителя в аппарате обессеривания газа сепаратора низкого давления и привести к чрезмерным потерям аминного раствора. Количество потерь аминного раствора значительно изменяется от минимума 0,05 кг/тонн сухого газа или 0,1 кг/тонн сжиженного нефтяного газа до максимум 1,0 кг/тонн сухого газа или 10 кг/тонн сжиженного нефтяного газа, в зависимости от конкретного производственного устройства. Аномальные потери аминного раствора могут непосредственно усиливать нагрузку на установку удаления сточных вод за счет внесения вторичного загрязнения в систему отработанного масла. Кроме того, раствор и пыль, захваченные циркулирующим водородом, представляют собой серьезную угрозу для длительного эксплуатационного цикла компрессора. В настоящее время почти на всех существующих нефтеперерабатывающих заводах имеются различной степени затруднения, связанные с тем, что циркулирующий водород, жидкие углеводороды, дизельное топливо, сточные воды, содержащие серу, и газ сепаратора низкого давления захватывают раствор и пыль, которые могут сгущаться выпариванием, приводя к негомогенному разделению, причем имеется насущная необходимость устранения этой проблемы при проектировании и эксплуатации.
В предшествующих процессах для разделения раствора и пыли, захваченной с циркулирующим водородом, жидкими углеводородами, дизельным топливом, сточными водами, содержащими серу, и газом сепаратора низкого давления, был выбран коагулятор. Однако в настоящее время мировые поставщики коагуляторов гарантируют длительность эксплуатационного цикла только один год, в рамках технических контрактов, что не может соответствовать требованиям фирмы SINOPEC, где предусмотрено проведение технического обслуживания раз в три года. Если гарантированная длительность эксплуатационного цикла составляет три года, диаметр коагулятора должен быть увеличен до диаметра реактора. Это означает повышенные затраты и занимаемые участки земли. Кроме того, коагулятор должен быть снабжен обводной системой, что не соответствует общей концепции проектирования систем высокого давления. Как выявлено при исследовании в филиале фирмы SINOPEC (г.Маоминг), коагулятор тяжелых углеводородов для циркулирующего водорода может эксплуатироваться без технического обслуживания только в течение 1 года, но не три года, что требуется по длительности эксплуатационного цикла.
Что касается увлечения аминного раствора с циркулирующим водородом, жидкими углеводородами и газом сепаратора низкого давления на выходе из аппарата обессеривания, для удаления этого раствора и пыли обычно предусмотрен отстойный резервуар. Однако способу обессеривания с помощью амина присуща сложная проблема, которая полностью еще не решена, то есть так называемое "пенообразование в растворителе" или быстрая потеря аминного раствора. Аминный раствор, как таковой, имеет тенденцию к пенообразованию, и в случаях, когда в системе увеличивается содержание тяжелых углеводородов, таких как C5, примесей, таких как H2S и железная окалина (например, из-за неполной предварительной обработки системы путем промывки щелочным раствором до ввода в эксплуатацию нового оборудования), пенообразование будет инициировано. Хотя может быть использован пеногаситель для временного сдерживания дальнейшего пенообразования аминного раствора, инициированного такими пенообразователями, происходит закупорка образовавшейся пеной, то есть возникает «глухая стена», при развитии пенообразования в определенной степени, и в результате нарушается режим работы компрессора.
Следовательно, дальнейшие усилия должны быть направлены на разработку системы разделения неоднородных частиц, которая может быть использована для обработки циркулирующего водорода, жидких углеводородов, дизельного топлива, сточных вод, содержащих серу, и газа из сепаратора низкого давления установки гидрокрекинга, обладающей высокой эффективностью, безопасностью, экологической совместимостью и длительностью эксплуатационного цикла.
В Вашингтонском государственном университете США (в School of Mechanical and Materials Engineering) были разработаны микроциклонные сепараторы размером 5 мм, 10 мм, 15 мм и 25 мм. В циклонном сепараторе размером 19 мм может быть достигнута эффективность разделения 95% для биоаэрозольных частиц размером 3 мкм и более 80% для биоаэрозольных частиц 2 мкм. Однако эта технология еще находится в стадии экспериментального исследования, где встречаются многие осложнения, которые следует преодолеть до ее применения в промышленности.
Среди существенных достижений китайских исследователей в промышленности вихревой сепарации отмечен патент CN 200995173Y, в котором описан газожидкостный вихревой сепаратор, и патент CN 2912804Y, в котором описан многоколонный конусный вихревой сепаратор для разделения жидкостей, основной элемент которого состоит из нескольких секций колонн и конусных секций, которые соединены поочередно с хвостовым отверстием, предусмотренным для этой цели. Хотя объем применения технологии вихревого разделения непрерывно увеличивается благодаря инновациям в конфигурации устройства вихревого сепаратора, процессы вихревой сепарации еще подвержены технологическим ограничениям, когда мала разность плотностей и требуется высокая четкость разделения.
Во всяком случае вследствие указанных выше проблем в предшествующем уровне техники до сих пор не найден способ очистки циркулирующей водородной смеси, содержащей значительное количество серы, и, таким образом, ожидаемый результат чистого производства в секторе нефтехимической технологии далек от осуществления. Следовательно, в этой области техники существует насущная необходимость в дешевом и эффективном способе обработки циркулирующей водородной смеси, содержащей серу, и в устройстве для этого способа.
Краткое изложение изобретения
В настоящем изобретении разработан новый способ импульсного потока для обессеривания циркулирующего водорода и устройство для этого способа, с использованием которых преодолены недостатки уровня техники.
В соответствии с одним замыслом в изобретении предложен способ импульсного потока для обессеривания циркулирующего водорода, который включает в себя:
(a) удаление углеводородов из циркулирующей водородной смеси таким образом, что жидкие капли тяжелых углеводородов в дисперсной фазе отделяются от циркулирующего водорода в непрерывной фазе с получением фазы тяжелых углеводородов и смешанной фазы циркулирующего водорода, содержащего серу;
(b) дальнейшее разделение полученной смешанной фазы с целью удаления из нее сульфидов, таким образом получается циркулирующий водород, не содержащий серы; и
(c) дальнейшее разделение полученного циркулирующего водорода, не содержащего серы с целью удаления из него аминного раствора, таким образом получается очищенный циркулирующий водород.
В одном предпочтительном варианте осуществления концентрация сульфидов в смешанной фазе, полученной на указанной стадии (a), снижается до 10 ч./млн или меньше после десульфуризации на стадии (b).
В другом предпочтительном варианте осуществления, когда содержание аминного раствора в смешанной фазе, полученной на указанной стадии (a), составляет не более чем 4000 мг/нм3, содержание свободного амина в очищенном циркулирующем водороде, полученном после удаления аминного раствора на указанной стадии (c), составляет не более чем 20 мг/нм3.
В соответствии с другим замыслом в изобретении предложено устройство импульсного потока для обессеривания циркулирующего водорода, которое включает в себя:
узел извлечения углеводородов для удаления углеводородов из циркулирующей водородной смеси таким образом, что жидкие капли тяжелых углеводородов в дисперсной фазе отделяются от циркулирующего водорода в непрерывной фазе с получением фазы тяжелых углеводородов и смешанной фазы циркулирующего водорода, содержащего серу; аппарат обессеривания, связанный с выходом газовой фазы из указанного узла извлечения углеводородов, для дальнейшего разделения полученной смешанной фазы с целью удаления из нее сульфидов, таким образом получается циркулирующий водород, не содержащий серы; и узел извлечения амина, расположенный в указанном аппарате обессеривания, для дальнейшего разделения полученного циркулирующего водорода, не содержащего серы, с целью извлечения из него аминного раствора, таким образом получается очищенный циркулирующий водород.
В одном предпочтительном варианте осуществления указанный узел извлечения амина выбирают из отстойного резервуара, коагулятора и гидроциклона.
В другом предпочтительном варианте осуществления для указанного узла извлечения амина, используемого для удаления аминного раствора, размер отсекаемых частиц составляет до 5 мкм, степень извлечения составляет более 90% для жидких капель крупнее чем 10 мкм, причем время удаления составляет 1-3 секунд.
В другом предпочтительном варианте осуществления, когда углеводородные компоненты в указанном узле извлечения углеводородов представляют собой C5 и высшие углеводороды, расчетная четкость разделения для жидких капель составляет 3 мкм, причем степень удаления для жидких капель крупнее чем 5 мкм превышает 95%; четкость разделения для капель жидких углеводородов, дизельного топлива и сточных вод, содержащих серу, составляет 15 мкм, причем степень удаления для жидких капель крупнее чем 25 мкм превышает 95%; и перепад давления в указанном узле извлечения углеводородов составляет менее 0,15 МПа.
В другом предпочтительном варианте осуществления, когда содержание тяжелых углеводородов на входе в указанный узел извлечения углеводородов составляет не более чем 1350 мг/м3, на выходе из нижнего отверстия имеются следовые количества тяжелых углеводородов.
В другом предпочтительном варианте осуществления это устройство дополнительно содержит туманоуловитель из проволочной сетки, расположенный впереди указанного узла извлечения амина, для предварительного удаления части жидких капель и твердых частиц из газовой смеси, которая поступает в вихревой сепаратор, расположенный внутри верхней части указанного аппарата обессеривания.
В другом предпочтительном варианте осуществления обогащенный аминный раствор в указанном аппарате обессеривания выбрасывается снизу из накопительной камеры раствора в колонну регенерации аминного раствора для рекуперации, причем тощий аминный раствор из колонны регенерации подмешивается в свежий аминный раствор и затем закачивается в аппарат обессеривания для рециркуляции, что снижает потребление амина на 60%.
Краткое описание чертежей
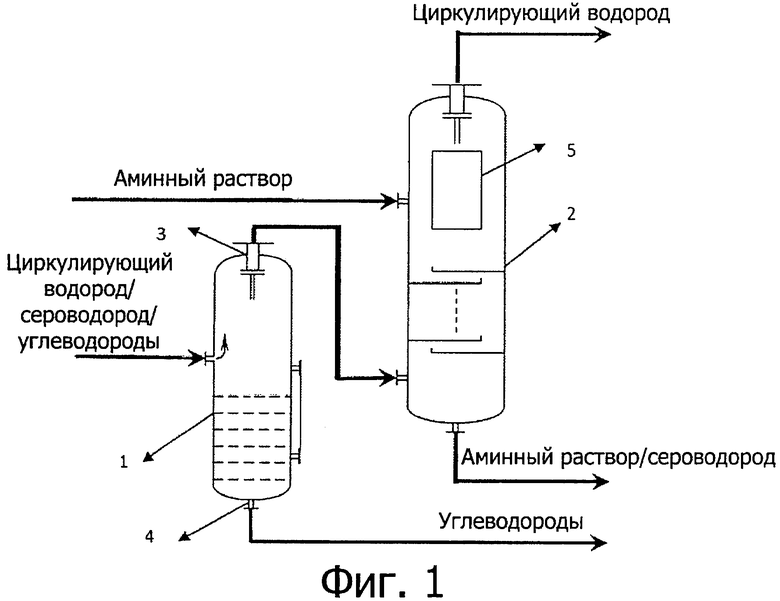
На фиг.1 приведен схематичный чертеж, иллюстрирующий способ импульсного потока для обессеривания циркулирующего водорода в соответствии с одним вариантом осуществления изобретения.
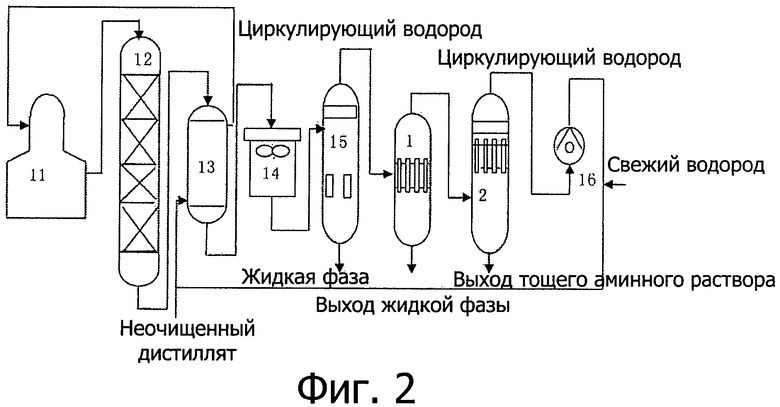
На фиг.2 приведен схематичный чертеж, иллюстрирующий способ обессеривания циркулирующего водорода в процессе гидрокрекинга, который включает в себя способ импульсного потока для обессеривания циркулирующего водорода в соответствии с изобретением.
Подробное изложение изобретения
После всестороннего и интенсивного исследования авторы настоящего изобретения установили, что при использовании эффективной комбинации узла извлечения углеводородов, аппарата обессеривания и узла извлечения амина, расположенного в аппарате обессеривания, для обработки циркулирующего водорода путем обессеривания может быть получено устройство импульсного потока для обессеривания циркулирующего водорода с меньшими капиталовложениями в оборудование, с меньшим занимаемым участком земли, меньшим разрушением оборудования, лучшей эффективностью обработки циркулирующей водородной смеси, при решении таких проблем, как потери аминного раствора и пенообразование растворителя, с увеличением срока эксплуатации и повышенной активности катализатора и уменьшением потребления энергии. Настоящее изобретение выполнено на основе вышеупомянутых данных.
В соответствии с изобретением уменьшены размеры отстойного резервуара на входе циркулирующего водорода в аппарат обессеривания, изъят гравитационный отстойный резервуар на выходе циркулирующего водорода из аппарата обессеривания, причем сепаратор расположен внутри разделительного резервуара низкого давления вместо вихревого сепаратора для циркулирующего водорода на входе циркулирующего водорода в аппарат обессеривания. Таким образом, разработан новый способ с импульсным потоком для обессеривания циркулирующего водорода, в котором отсутствуют узлы разделения, расположенные до входа и после выхода из аппарата обессеривания.
В соответствии с первым замыслом изобретения разработан способ обессеривания циркулирующего водорода, который включает:
(a) обеспечение пропускания циркулирующей водородной смеси через узел извлечения углеводородов таким образом, что жидкие капли тяжелых углеводородов в дисперсной фазе отделяются от циркулирующего водорода в непрерывной фазе с получением фазы тяжелых углеводородов и смешанной фазы циркулирующего водорода, содержащего серу;
(b) дальнейшее разделение полученной циркулирующей водородной смеси с целью удаления из нее сульфидов таким образом получается циркулирующий водород, не содержащий серы; и
(c) дальнейшее разделение полученной газовой фазы с целью извлечения из нее аминного раствора, так что получается очищенный циркулирующий водород.
Предпочтительно, когда содержание тяжелых углеводородов на входе указанного циркулирующего водорода в указанный узел извлечения углеводородов составляет не более чем 1350 мг/м3, на выходе из нижнего отверстия имеются следовые количества тяжелых углеводородов.
Предпочтительно на стадии (a) углеводородные компоненты в указанном узле извлечения углеводородов из циркулирующего водорода представляют собой C5 и высшие углеводороды, причем расчетная четкость разделения для жидких капель составляет 3 мкм, и степень удаления для жидких капель крупнее чем 5 мкм превышает 95%; четкость разделения для капель жидких углеводородов, дизельного топлива и сточных вод, содержащих серу, составляет 15 мкм, причем степень удаления для жидких капель крупнее чем 25 мкм превышает 95%; и перепад давления в указанном узле извлечения углеводородов составляет менее 0,15 МПа.
Предпочтительно концентрация сульфидов в циркулирующей водородной смеси, полученной на указанной стадии (a), снижается до 10 ч./млн или меньше после десульфуризации на стадии (b) с помощью обессеривающего абсорбента на стадии (b).
Предпочтительно, когда содержание аминного раствора на входе газовой смеси составляет не более чем 4000 мг/нм3, содержание свободного амина в очищенном газе после указанной стадии (c) составляет не более чем 20 мг/нм3.
Предпочтительно на стадии (c) в указанном узле извлечения амина, используемом для рекуперации аминного раствора, размер отсекаемых частиц составляет до 5 мкм, степень извлечения составляет более 90% для жидких капель крупнее чем 10 мкм и время удаления составляет 1-3 секунд. Содержание жидких капель на выходе из нижнего отверстия вихревого сепаратора составляет не более чем 20 мг/м3.
В соответствии со вторым замыслом изобретения разработано устройство для указанного выше способа, которое включает в себя:
узел извлечения углеводородов для выделения тяжелых углеводородов, аппарат обессеривания, связанный с выходом газовой фазы из указанного узла извлечения углеводородов, для абсорбции содержащихся в них сульфидов и узел извлечения амина для выделения аминного раствора, содержащегося в циркулирующем водороде после процесса обессеривания.
Предпочтительно указанный узел извлечения углеводородов выбирают из одного или нескольких из отстойного резервуара, коагулятора и гидроциклона, в зависимости от требуемой четкости обработки.
Предпочтительно указанный узел извлечения углеводородов соединяется с аппаратом обессеривания с помощью выходного патрубка газовой фазы, причем тяжелые углеводороды и сточные воды выбрасывают из нижнего отверстия узла извлечения углеводородов.
Предпочтительно внутри аппарата обессеривания добавлен блок выделения амина, который выбирают из одного или нескольких из отстойного резервуара, коагулятора и гидроциклона. Этот узел используется для предварительного удаления части жидких капель и твердых частиц из газовой смеси, которая поступает в узел извлечения амина, расположенный в верхней части указанного аппарата обессеривания для того, чтобы повысить эффективность разделения газовой и жидкой фаз и увеличить срок службы газожидкостного вихревого сепаратора.
Предпочтительно система обессеривания циркулирующего водорода согласно изобретению обеспечивает эффективный контроль пенообразования аминного раствора, предотвращая излишние потери аминного раствора и снижая потребление амина на 60%.
Предпочтительно система обессеривания циркулирующего водорода согласно изобретению снижает плотность циркулирующего водорода за счет удаления из него тяжелых углеводородов и воды, и таким образом потребление энергии компрессором снижается приблизительно на 12%.
Предпочтительно система обессеривания циркулирующего водорода согласно изобретению улучшает степень чистоты циркулирующего водорода приблизительно на 2,2%, что соответствует повышению парциального давления водорода на 2,2%. В соответствии с результатами исследования, проведенного для фракции Ближневосточной нефти с использованием процесса SSOT, срок службы катализатора может быть увеличен на 8,6%.
Предпочтительно добавляют туманоуловитель из проволочной сетки до узла извлечения амина в аппарате обессеривания для того, чтобы предварительно удалить часть жидких капель и твердых частиц из газовой смеси, которая поступает в узел извлечения амина, расположенный внутри верхней части вихревого сепаратора для того, чтобы повысить эффективность разделения газожидкостных фаз и увеличить срок службы газожидкостного вихревого сепаратора.
Предпочтительно обогащенный аминный раствор в указанном аппарате обессеривания выводится снизу из камеры накопления раствора, поступая в регенерационную колонну аминного раствора для рекуперации, а тощий аминный раствор из регенерационной колонны подмешивается в свежий аминный раствор и затем подается насосом в аппарат обессеривания для рециркуляции, в то время как сульфиды поступают в устройство последующей переработки.
Теперь способ рассматривается со ссылкой на чертежи.
Фиг.1 представляет собой схематичный чертеж, иллюстрирующий способ импульсного потока для обессеривания циркулирующего водорода в соответствии с одним вариантом осуществления изобретения. Как показано на фиг.1, циркулирующая водородная смесь, содержащая циркулирующий водород, сероводород и углеводороды, поступает в узел извлечения углеводородов 1 с целью удаления углеводородов таким образом, что жидкие капли тяжелых углеводородов в дисперсной фазе отделяются от циркулирующего водорода в непрерывной фазе с получением фазы тяжелых углеводородов и смешанной фазы циркулирующего водорода, содержащего серу; обеспечивают поступление смешанной фазы в аппарат обессеривания 2, в котором расположен узел извлечения амина 5, для дополнительного разделения после того, как смешанная фаза сбрасывается из выходного патрубка 3 для газовой фазы из узла извлечения углеводородов 1, таким образом получается циркулирующий водород, не содержащий серы; образовавшиеся тяжелые углеводороды и сточные воды сбрасываются из нижнего отверстия 4 аппарата обессеривания 2; полученный циркулирующий водород без серы дополнительно разделяется в узле извлечения амина 5 с целью удаления из него аминного раствора, и полученный очищенный циркулирующий водород выводится сверху аппарата обессеривания 2; и удаленные аминный раствор и сероводород сбрасываются внизу аппарата обессеривания 2 и поступают в регенерационную колонну аминного раствора для рекуперации (не показано), а тощий аминный раствор из регенерационной колонны подмешивается в свежий аминный раствор и затем подается насосом в аппарат обессеривания 2 для рециркуляции.
Фиг.2 представляет собой схематичный чертеж, иллюстрирующий способ обессеривания циркулирующего водорода в процессе гидрокрекинга, который включает в себя способ импульсного потока для обессеривания циркулирующего водорода в соответствии с изобретением. Как показано на фиг.2, неочищенный дистиллят, нагретый с помощью нагревающей печи 11, вводится в верхний патрубок реактора гидрирования 12 и затем поступает в реактор, в котором происходят процессы очистки от примесей; полученная высокотемпературная смесь, содержащая серу, поступает в теплообменник 13 через верхний патрубок для предварительного охлаждения, после чего смесь подается в аппарат воздушного охлаждения 14 для дополнительного охлаждения; циркулирующая водородная смесь, содержащая сероводород и тяжелые углеводороды, отделяется от очищенного дистиллята с использованием сепаратора 15 высокого давления, в котором очищенный дистиллят выводится снизу сепаратора 15 высокого давления в виде жидкой фазы, в то время как циркулирующая водородная смесь поступает в узел извлечения углеводородов 1 из верхнего патрубка сепаратора 15 высокого давления; узел извлечения углеводородов 1 используется для удаления тяжелых углеводородных компонентов, захваченных циркулирующей водородной смесью; отделенные тяжелые углеводородные компоненты выводятся из нижнего патрубка узла извлечения углеводородов 1 в виде жидкой фазы, а циркулирующий водород, содержащий серу, выводится из верхнего патрубка узла извлечения углеводородов 1 и затем поступает в аппарат обессеривания 2, в котором аминный раствор используется в качестве абсорбента для того, чтобы удалить сульфиды из циркулирующего водорода; образовавшийся тощий аминный раствор выводится снизу аппарата обессеривания 2, а обогащенный аминный раствор поступает в узел извлечения амина с целью удаления амина; компрессор 16 циркулирующего водорода используется для подачи очищенного циркулирующего водорода в теплообменник 13, в котором газ охлаждается; а неочищенный дистиллят и свежий водород могут подаваться непосредственно в теплообменник 13 с целью подогрева за счет большого количества тепла, выведенного из реактора гидрирования 12, до того как они поступают в нагревающую печь 11.
Основные преимущества способа и устройства в соответствии с изобретением приведены ниже.
В соответствии с изобретением достигаются: пониженные капиталовложения в оборудование, меньший занимаемый участок земли, меньшее разрушение оборудования, лучшая эффективность обработки циркулирующей водородной смеси, при решении таких проблем, как потери аминного раствора и пенообразование растворителя, при увеличении срока эксплуатации и повышенной активности катализатора и уменьшении потребления энергии.
Примеры
Настоящее изобретение будет проиллюстрировано более подробно со ссылкой на следующие конкретные примеры. Однако следует признать, что эти примеры предназначены просто для иллюстрации изобретения, без какого-либо ограничения объема изобретения. В следующих примерах, если не указаны никакие условия для любого заданного метода испытаний, необходимо следовать или традиционным условиям, или условиям, которые рекомендованы фирмой-изготовителем. Все проценты и части даны в расчете на массу, если не указано другое.
Система обессеривания циркулирующего водорода на установке гидрокрекинга производительностью 1500000 тонн/год, цех очистки V, фирма Zhenhai Refining & Chemical Company, филиал фирмы SINOPEC:
1. Технологический процесс
Конкретный технологический процесс показан на фиг.2.
(1) Ключевое оборудование:
Ключевое оборудование в технологическом процессе включает узел извлечения углеводородов 1 и аппарат обессеривания 2, в котором узел извлечения углеводородов имеет диаметр 2400 мм, высоту 9995 мм и технологическую производительность 280000 нм3/ч.
(2) Контролируемые параметры
Циркулирующий водород поступает в узел извлечения углеводородов со скоростью потока 282000 нм3/ч. Рабочее давление составляет 13,5 МПа (избыточное давление), и рабочая температура составляет 50°C.
(3) Эксплуатационная эффективность
Узел извлечения углеводородов из циркулирующего водорода работает эффективно и стабильно со средней степенью удаления жидкости 1350 мг/м3 при рабочих условиях. По данным газохроматографического анализа, проведенного как для входящего, так и выходящего потока, среднее содержание С5 и высших углеводородов снижается от 38,42 г/нм3 до 11,02 г/нм, и среднее содержание воды снижается от 6,5 г/нм3 до 1,6 г/нм3. Более того, в буферную емкость, расположенную сзади аппарата обессеривания циркулирующего водорода, никогда не поступала какая-либо жидкость с момента пуска в эксплуатацию, это указывает на то, что циркулирующий водород практически не захватывает какие-либо капли жидкости после его выхода из аппарата обессеривания. Кроме того, наблюдается хорошая эффективность обессеривания, и не отмечается ни пенообразование аминного раствора, ни неисправность компрессора. В соответствии с практическими параметрами фактическая скорость потока тощего аминного раствора в аппарате обессеривания составляет около 35 тонн/ч в отличие от проектного значения 55 тонн/ч; среднее содержание H2S в циркулирующем водороде после обессеривания составляет 1700 мл/м3 (максимальное значение 5000 мл/м3 и минимальное 200 мл/м3), это указывает на то, что содержание H2S также хорошо контролируется, даже при низкой скорости потока тощего аминного раствора.
2. Стандартизация работы устройства
Смотрите табл.1-2 ниже.
10:00
10:00
10:00
10:00
10:00
Из приведенных выше данных можно понять, что средняя степень удаления жидкости вихревого сепаратора для газа низкого давления составляет 85,7%, причем содержание жидкости на выходе значительно меньше чем 100 мг/нм.
Из приведенных выше данных можно понять, что средняя степень удаления жидкости в сепараторе для выделения аминного раствора из сжиженного нефтяного газа составляет 73,0% и содержание жидкости на выходе меньше чем 100 ч./млн.
3. Эксплуатационная эффективность
(a) Потребление аминного раствора
После периода эксплуатации систему обессеривания в новом устройстве проанализировали и сопоставили с аналогом системы в старом устройстве (установка гидрокрекинга производительностью 1 миллион тонн/год, в которой отстойный резервуар для отделения жидкости расположен впереди аппарата обессеривания циркулирующего водорода, а остальные компоненты были такими же, как в новом устройстве). Годовое потребление свежего аминного раствора составляло 30 тонн для нового устройства и 55 т для старого устройства. Если старое устройство модифицировать до производительности 1,5 миллиона тонн/год, то потребление свежего аминного раствора было бы 83 тонн/год, что означает уменьшение потребления на 64% для нового устройства.
(b) Эффект уменьшения выбросов
В устройстве уровня техники осаждается довольно большое количество жидкости в буферной емкости после аппарата обессеривания. Поскольку в среднем уровень жидкости увеличивается от 0 до 20% за каждые 2-3 суток, жидкость необходимо сбрасывать в среднем каждые 2 суток. Приняв, что концентрация сбрасываемого аминного раствора равна 25%, можно рассчитать, что ежегодные потери свежего аминного раствора составляют приблизительно 16 тонн. Для нового устройства такой дополнительный расход отсутствует. Благодаря хорошей эффективности вихревого узла извлечения углеводородов внутри нового устройства при разделении жидкости, захваченной циркулирующим водородом, устраняется явление пенообразования аминного раствора, инициируемое маслом в сепараторе высокого давления, захваченным циркулирующим водородом, повышается эффективность обессеривания и снижаются потери аминного раствора.
(c) Цикл длительного пробега устройства
Кроме пониженного потребления аминного раствора система обессеривания циркулирующего водорода работает в стабильном и безопасном режиме без каких-либо флуктуаций с момента его пуска. Система обессеривания циркулирующего водорода должна не только обеспечивать удаление H2S, но также поддерживать стабильный и безопасный режим работы компрессора, что является решающим фактором для стабильной работы устройства в длительном цикле. В противном случае жидкие капли, захваченные газом, могли бы привести к удару жидкости в компрессоре, в этом случае компрессор может подвергаться гидравлическому удару или даже повреждению и, таким образом, эксплуатацию устройства необходимо прекратить в связи с аварией. Со времени применения вихревого узла извлечения углеводородов из циркулирующего водорода проблема захвата жидкости циркулирующим водородом была полностью решена «в самом зародыше», причем изменен режим "обработки после загрязнения". Экономические преимущества устройства также благоприятствуют безопасной и стабильной работе устройства в длительном цикле.
(d) Эффект энергосбережения
Согласно результатам стандартизации начальная плотность циркулирующего водорода на входе в компрессор составляет 181,4 г/м3. После разделения с помощью вихревого узла извлечения углеводородов плотность водорода снижается на 32,3 г/м3, то есть на 15,1% меньше начальной плотности, причем содержание С5 снижается на 27,4 г/м3, а содержание H2O снижается на 4,9 г/м3. Допуская, что потребление энергии в режиме холостого хода составляет 1/3 от общего потребления, общее потребление энергии может быть снижено на 10,1%.
(e) Улучшение чистоты водорода
Благодаря вихревому узлу извлечения углеводородов из циркулирующего водорода, который используется для отделения жидкости, объемное содержание С5 в циркулирующем водороде снижается от 1,00% до 0,33%, то есть меньше на 0,67%, а содержание H2O снижается от 0,815% до 0,20%, то есть меньше на 0,61%, причем общий процент снижения составляет 1,28%. Другими словами, увеличивается концентрация циркулирующего водорода. В данном случае, когда концентрация водорода на входе в компрессор составляет 85,75%, хотя она составляла 84,65% до обработки газа с целью снижения содержания жидкости, то есть концентрация увеличивается на 1,1%. Это способствует увеличению срока службы катализатора в реакторе гидрирования и обеспечивает работу устройства в длительном цикле.
С момента пуска в эксплуатацию системы обессеривания на установке гидрокрекинга производительностью 1,5 миллиона тонн/год (на фирме Zhenhai Refining & Chemical Company, филиал фирмы SINOPEC) вихревой узел извлечения углеводородов из циркулирующего водорода, который является стабильным в работе, удобным в обращении и легко регулируется, соответствует требованиям промышленного производства, а также экологической совместимости. Высокоэффективная технология вихревого разделения для циркулирующего водорода демонстрирует заметные преимущества в рамках экономии, а также срока службы, поскольку в ней решены проблемы пенообразования аминного раствора, из-за увлечения масла из сепаратора высокого давления снижены потери аминного раствора и обеспечивается безопасная работа компрессора в длительном цикле.
Все документы, упомянутые в этом описании, включены в изобретение как ссылки, каждая из которых независимо включена в описание. Кроме того, следует признать, что в этом изобретении могут быть выполнены различные изменения или модификации специалистами в этой области техники, которые изучили рекомендации, приведенные в настоящем изобретении. Предполагается, что эти эквиваленты входят в объем изобретения, определенный в прилагаемой формуле изобретения.
Изобретение относится к способу импульсного потока для обессеривания циркулирующего водорода и к устройству для осуществления этого способа. Способ включает в себя: (а) удаление углеводородов из циркулирующей водородной смеси таким образом, что жидкие капли тяжелых углеводородов в дисперсной фазе отделяются от циркулирующего водорода в непрерывной фазе с получением фазы тяжелых углеводородов и смешанной фазы циркулирующего водорода, содержащего серу; (b) дальнейшее разделение полученной смешанной фазы с целью удаления из нее сульфидов с получением циркулирующего водорода, не содержащего серы; и (с) дальнейшее разделение полученного циркулирующего водорода, не содержащего серы с целью удаления из него аминного раствора с получением очищенного циркулирующего водорода. Кроме того, в изобретении заявлено устройство для обессеривания циркулирующего водорода. Заявленное изобретение позволяет повысить эффективность обработки циркулирующей водородной смеси. 2 н. и 8 з.п. ф-лы, 2 ил., 2 табл.
1. Способ импульсного потока для обессеривания циркулирующего водорода, который включает в себя:
(a) удаление углеводородов из циркулирующей водородной смеси таким образом, что жидкие капли тяжелых углеводородов в дисперсной фазе отделяются от циркулирующего водорода в непрерывной фазе с получением фазы тяжелых углеводородов и смешанной фазы циркулирующего водорода, содержащего серу;
(b) разделение полученной смешанной фазы с целью удаления из нее сульфидов, таким образом получается циркулирующий водород, не содержащий серы; и
(c) разделение полученного циркулирующего водорода, не содержащего серы, с целью удаления из него аминного раствора, таким образом получается очищенный циркулирующий водород.
2. Способ по п.1, в котором концентрация сульфидов в смешанной фазе, полученной на указанной стадии (а), снижается до 10 ч./млн или меньше после обессеривания на стадии (b).
3. Способ по п.1 или 2, в котором содержание свободного амина в очищенном циркулирующем водороде, полученном после удаления аминного раствора на указанной стадии (с), составляет не более чем 20 мг/нм3, когда содержание аминного раствора в смешанной фазе, полученной на указанной стадии (а), составляет не более чем 4000 мг/нм3.
4. Устройство импульсного потока для обессеривания циркулирующего водорода, которое включает в себя:
узел извлечения углеводородов для удаления углеводородов из циркулирующей водородной смеси таким образом, что жидкие капли тяжелых углеводородов в дисперсной фазе отделяются от циркулирующего водорода в непрерывной фазе, с получением фазы тяжелых углеводородов и смешанной фазы циркулирующего водорода, содержащего серу; аппарат обессеривания, связанный с выходом газовой фазы из указанного узла извлечения углеводородов, для дальнейшего разделения полученной смешанной фазы с целью удаления из нее сульфидов, таким образом получается циркулирующий водород, не содержащий серы; и узел извлечения амина, расположенный в указанном аппарате обессеривания, для дальнейшего разделения полученного циркулирующего водорода, не содержащего серы, с целью извлечения из него аминного раствора, таким образом получается очищенный циркулирующий водород.
5. Устройство по п.4, в котором узел извлечения амина включает отстойный резервуар, коагулятор и гидроциклон.
6. Устройство по п.4 или 5, в котором для узла извлечения амина, используемого для удаления аминного раствора, размер отсекаемых частиц составляет до 5 мкм, степень извлечения составляет более 90% для жидких капель крупнее чем 10 мкм, причем время удаления составляет 1-3 с.
7. Устройство по п.4, в котором, когда углеводородные компоненты в узле извлечения углеводородов представляют собой С5 и высшие углеводороды, расчетная четкость разделения для жидких капель составляет 3 мкм, причем степень удаления для жидких капель крупнее чем 5 мкм превышает 95%; четкость разделения для капель жидких углеводородов, дизельного топлива и сточных вод, содержащих серу, составляет 15 мкм, причем степень удаления для жидких капель крупнее чем 25 мкм превышает 95%; и перепад давления в указанном узле извлечения углеводородов составляет менее 0,15 МПа.
8. Устройство по п.4, в котором на выходе из нижнего отверстия имеются следовые количества тяжелых углеводородов, когда содержание тяжелых углеводородов на входе в указанный узел извлечения углеводородов составляет не более чем 1350 мг/м3.
9. Устройство по п.4, которое дополнительно содержит туманоуловитель из проволочной сетки, расположенный впереди указанного узла извлечения амина, для предварительного удаления части жидких капель и твердых частиц из газовой смеси, которая поступает в вихревой сепаратор, расположенный внутри верхней части аппарата обессеривания.
10. Устройство по п.4, в котором обогащенный аминный раствор в аппарате обессеривания выбрасывается снизу из накопительной камеры раствора в колонну регенерации аминного раствора для рекуперации, причем тощий аминный раствор из колонны регенерации подмешивается в свежий аминный раствор и затем закачивается в аппарат обессеривания для рециркуляции, что снижает потребление амина на 60%.
| US 2003057136 A1, 27.03.2003 | |||
| CN 2912804 Y, 20.06.2007 | |||
| ГИДРИРОВАНИЕ СРЕДНЕГО ДИСТИЛЛЯТА В ПРОТИВОТОЧНОМ РЕАКТОРЕ | 2004 |
|
RU2304609C2 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ ГАЗОВЫХ СМЕСЕЙ | 0 |
|
SU332847A1 |
| US 6416729 B1, 07.07.2002 | |||
| US 5733516 A, 31.03.1998. | |||

