Настоящее изобретение относится к области гидроочистки углеводородного сырья, предпочтительно типа газойля. Задачей изобретения является производство углеводородного потока, предпочтительно обессеренного газойля.
Обычно, задачей гидроочистки является переработка углеводородного сырья, в частности, газойльной фракции, для повышения ее характеристик по наличию серы или других гетероатомов, таких как азот, а также для снижения содержания ароматических углеводородных соединений посредством гидрогенизации и увеличения тем самым цетанового числа. В частности, способ гидроочистки углеводородных фракций имеет целью удаление содержащихся в них сернистых или азотистых соединений, для приведения, например, нефтепродукта в соответствие с требованиями технических спецификаций (содержание серы, содержание ароматических соединений и т.д.) для конкретного применения (автомобильное топливо, бензин или газойль, мазут, топливо для реактивных двигателей). Ужесточение норм по загрязнению атмосферы автотранспортом в европейском сообществе заставляет нефтепереработчиков значительно снижать содержание серы в дизельном топливе и бензине (максимум 10 массовых частей на миллион (ч./млн) серы на 1 января 2009 г. против 50 ч./млн на 1 января 2005 г.).
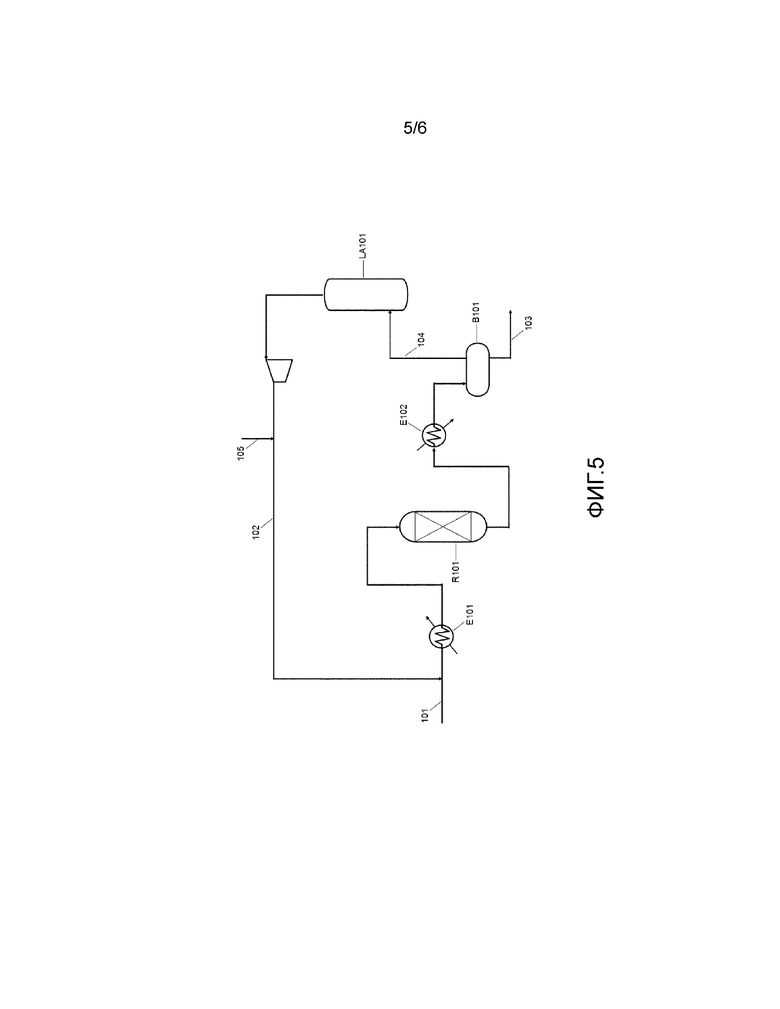
Как представлено на фиг.5, обессеренный газойль является продуктом обычного способа, включающего нагревание в сырья типа газойля с водородом в печи, после чего сырье подается в содержащую катализатор установку для гидрообессеривания с целью гидрообессеривания сырья.
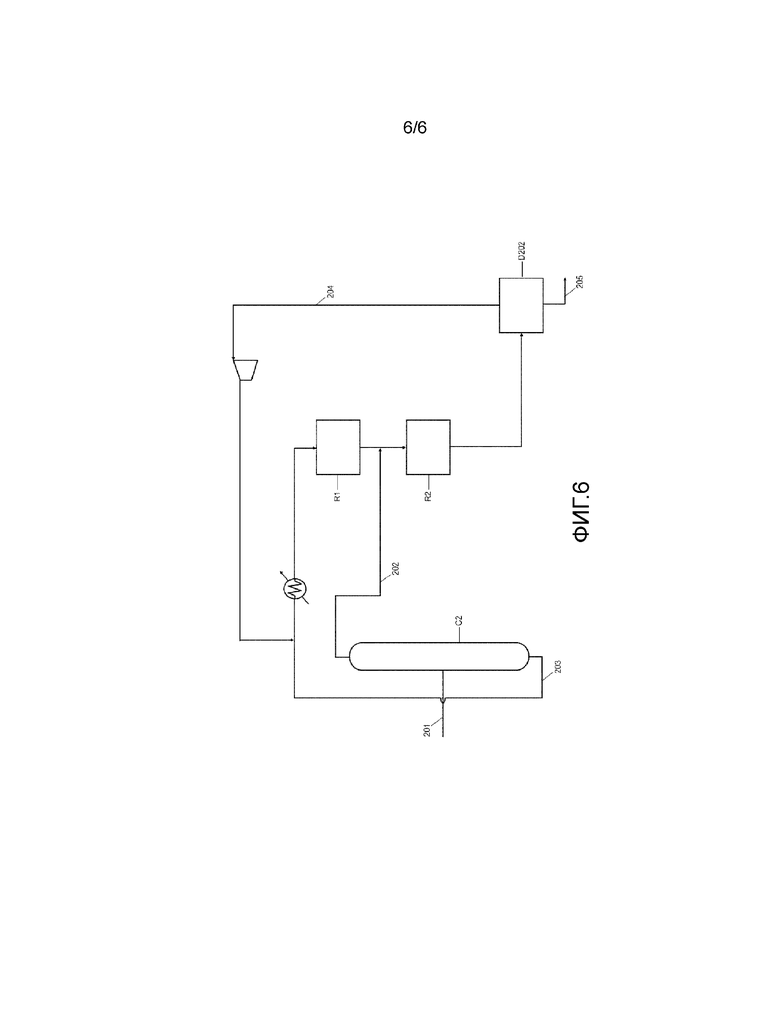
В документе US5,409,599 описывается усовершенствованный способ гидрообессеривания, схожий со схемой, представленной на фиг.6. Со ссылкой на фиг.6, сырье 201 перегоняется в колонне C2 на легкую фракцию 202 и тяжелую фракцию 203. Тяжелая фракция 203 подается в первый реактор R1, затем эфлюент из первого реактора R1 и легкая фракция 202 смешиваются и подаются во второй реактор R2.
Задачей настоящего изобретения является оптимизация способа, описанного в документе US5,409,599, в частности, в целях снижения содержания серы и азота в перерабатываемом сырье.
Настоящее изобретение предлагает извлекать H2S и NH3, coдержащиеся в эфлюенте, выходящем из первого реактора, и максимизировать расход чистого водорода, подаваемого во второй реактор для повышения показателей гидрообессеривания во втором реакторе.
Вообще, изобретение описывает способ гидроочистки углеводородного сырья, содержащего сернистые и азотистые соединения, при котором осуществляют следующие стадии:
а) разделяют углеводородное сырье на фракцию, обогащенную тяжелыми углеводородными соединениями, и фракцию, обогащенную, легкими углеводородными соединениями,
б) осуществляют первую стадию гидроочистки приведением в контакт фракции, обогащенной тяжелыми углеводородными соединениями, и газовый поток, содержащий водород, с первым катализатором гидроочистки в первой зоне реакции для получения первого обессеренного эфлюента, содержащего водород, H2S и NH3,
в) разделяют первый эфлюент на первую газовую фракцию, содержащую водород, H2S и NH3, и первую жидкую фракцию,
г) очищают первую газовую фракцию для получения обогащенного водородом потока,
д) смешивают фракцию, обогащенную легкими углеводородными соединениями, с первой жидкой фракцией, получаемой на стадии в), для получения смеси,
е) осуществляют вторую стадию гидроочистки приведением в контакт смеси, полученной на стадии д), и, по меньшей мере, части обогащенного водородом потока, полученного на стадии г), со вторым катализатором гидроочистки во второй зоне реакции Z2 для получения второго обессеренного эфлюента, содержащего водород, NH3 и H2S,
ж) разделяют второй эфлюент на вторую газовую фракцию, содержащую водород, H2S и NH3, и вторую жидкую фракцию,
з) рециркулируют, по меньшей мере, часть второй газовой фракции, содержащей водород, H2S и NH3 со стадии б), в качестве газового потока, содержащего водород.
По изобретению, стадии б) е) ж) и з) могут осуществляться в реакторе, причем первая зона реакции и вторая зона реакции размещаются в названном реакторе, зона реакции отделяется от зоны реакции водонепроницаемой и газопроницаемой тарелкой, вторая газовая фракция циркулирует из первой зоны во вторую зону через названную тарелку.
Можно провести добавку водорода, так чтобы осуществлять вторую стадию гидроочистки в присутствии названной водородной добавки, причем названная водородная добавка содержит, по меньшей мере, 95 объемных % водорода.
Первую зону реакции можно осуществлять при следующих условиях:
- температура от 300°C до 420°C,
- давление от 30 до 120 бар,
- объемная часовая скорость VVH от 0,5 до 4 ч-1,
- соотношение между водородом и углеводородными соединениями от 200 до 1000 Нм3/См3
и вторую зону реакции можно осуществить при следующих условиях:
- температура от 300°C до 420°C,
- давление от 30 до 120 бар,
- объемная часовая скорость VVH от 0,5 до 4 ч-1,
- соотношение между водородом и углеводородными соединениями от 200 до 1000 Нм3/См3
Cтадия г) может включать стадию промывки с аминами для получения названного обогащенного водородом потока.
На стадии в) можно разделить первый эфлюент на первый жидкий поток и первый газовый поток, можно частично сконденсировать посредством охлаждения названный первый газовый поток, и можно отделить первый частично сконденсированный поток на второй жидкий поток и второй газовый поток, а на стадии г) можно привести в контакт первый и второй газовый поток с абсорбирующим раствором, содержащим амины, для получения названного обогащенного водородом потока.
Перед осуществлением стадии д) можно привести в контакт названный обогащенный водородом поток с каптажной массой для снижения содержания воды в названном обогащенном водородом потоке.
Можно провести стадию а) в дистилляционной колонне.
Можно подавать водородный поток в колонну, и можно выпускать в голове колонны фракцию, обогащенную легкими углеводородными соединениями и содержащую водород, причем водородный поток выбирается из названного обогащенного водородом потока и названной водородной добавки.
Первый катализатор и второй катализатор могут независимо выбираться из катализаторов, состоящих из пористой минеральной подложки, по меньшей мере, одного металлического элемента, выбираемого из группы VI Б, и металлического элемента, выбираемого из группы VIII.
Первый и второй катализаторы могут независимо выбираться из катализатора, состоящего из кобальта и молибдена, осаждаемого на пористую подложку на основе оксида алюминия, и катализатора, состоящего из никеля и молибдена, осаждаемого на пористую подложку на основе оксида алюминия.
Углеводородное сырье может состоять из фракции перегонки, начальная температура выкипания которой составляет от 100°C до 250°C, а конечная температура выкипания составляет от 300°C до 450°C.
В дальнейшем изобретение поясняется описанием вариантов его осуществления со ссылками на сопровождающие чертежи, на которых:
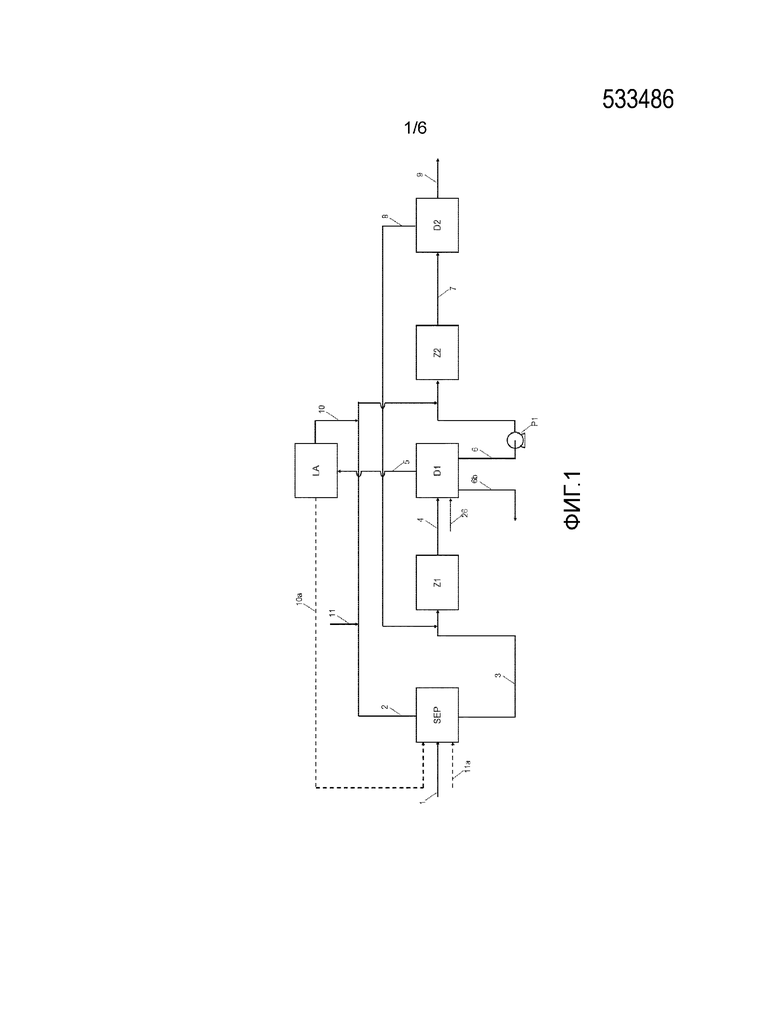
- фиг.1 схематически представляет принцип способа по изобретению,
- фиг. 2, 3 и 4 представляют собой три варианта осуществления способа по изобретению,
- фиг.5 представляет собой обычный способ гидрообессеривания,
- фиг.6 представляет собой схему гидрообессеривания, близкую к способу, описанному в документе US5,409,599.
Со ссылкой на фиг.1, подлежащее переработке углеводородное сырье поступает по трубопроводу 1. Углеводородное сырье может быть керосином и/или газойлем. Углеводородное сырье может быть фракцией перегонки, начальная температура выкипания которой составляет от 100°C до 250°C, предпочтительно от 100°C до 200°C, а конечная температура выкипания составляет от 300°C до 450°C, предпочтительно от 350°C до 450°C. Углеводородное сырье может выбираться из фракции перегонки при атмосферном давлении, фракции вакуумной перегонки, фракции от каталитического крекинга (часто называемой "фракция LCO" от Light Cycle Oil в соответствии с англоязычной терминологией) или фракции от конверсии тяжелого сырья, например, способа коксования, уменьшения вязкости, гидроконверсии остатков. Сырье содержит сернистые соединения, обычно содержанием серы, по меньшей мере, равным 1000 мас.ч./, даже более 5000 мас.ч./млн серы. Сырье содержит также азотистые соединения, например, сырье содержит, по меньшей мере, 50 мас.ч./млн азота, даже, по меньшей мере, 100 мас.ч./млн азота.
Сырье перегоняется на две фракции в установке SEP для получения легкой фракции, выпускаемой по трубопроводу 2, и тяжелой фракции, выпускаемой по трубопроводу 3. Установка SEP может использовать дистилляционную колонну, перегонную колбу между газовой фазой и жидкой фазой, стриппинг-колонну. Тяжелая фракция имеет более высокую температуру выкипания, чем легкая фракция.
Разделение можно проводить в установке SEP для получения фракции перегонки с точкой отсечки от 260°C до 350°C, т.е. легкая фракция содержит соединения, испаряющиеся при температуре, ниже точки отсечки, а тяжелая фракция содержит соединения, испаряющиеся при температуре, выше температуры точки отсечки. Предпочтительно, условия работы установки SEP такие, чтобы нормированный объемный расход (т.е. объемный расход при температуре T=15°C и P=1бар) тяжелой фракции, циркулирующей по трубопроводу 3, составлял от 30% до 80% нормированного объемного расхода сырья, поступающего по трубопроводу 1.
Тяжелая фракция, поступающая по трубопроводу 3, смешивается с содержащим водород потоком, поступающим по трубопроводу 8. Тяжелая фракция может, при необходимости, нагреваться перед введением в зону реакции Z1. После чего смесь подается в зону реактора Z1. Зона реакции Z1 coдержит, по меньшей мере, один катализатор гидроочистки. При необходимости, перед подачей в Z1, смесь может нагреваться и/или расширяться.
Смесь тяжелой фракции и водорода подается в зону реакции Z1 для приведения в контакт с катализатором гидроочистки. Реакция гидроочистки обеспечивает разложение примесей, в частности, примесей, содержащих серу или азот и, при необходимости, частичное удаление ароматических углеводородных соединений и, в частности, полиароматических углеводородных соединений. Разрушение примесей приводит к получению углеводородного гидрорафината и кислотного газа, богатого H2S и NH3, газов, известных как ингибиторы и даже в некоторых случаях яды катализаторов гидроочистки. Эта реакция гидроочистки позволяет также гидрогенезировать, частично или полностью, олефины и частично ароматические ядра. Это позволяет достичь низкого содержания полиароматических углеводородных соединений, например, содержания, ниже 8 массовых % в очищаемом газойле.
Зона реакции Z1 может действовать при следующих рабочих условиях:
- температура от 300°C до 420°C,
- давление от 30 до 120 бар,
- часовая объемная скорость VVH (т.е. отношение между объемным расходом жидкого сырья по отношению к объему катализатора) от 0,5 до 2 ч-1
- объемное соотношение между водородом (в нормальных м3, т.е. м3 при 0°C и 1 бар) и углеводородами (в стандартных м3, т.е. в м3 при 15°C и 1 бар) в реакторе H2/HC, от 200 до 1000 (Нм3/См3)
- предпочтительно, скорость потока жидкости в зоне реакции Z1 может быть минимально 2 мм/сек.
Рабочие условия зоны реакции Z1 и катализатор, содержащийся в зоне Z1, могут выбираться для снижения содержания серы таким образом, чтобы содержание серы в эфлюенте, отходящем от зоны Z1, снижалось до содержания от 50 до 500 мас.ч./млн. Таким образом, наиболее легко осуществимые реакции гидрогенизации сернистых соединений выполняются в зоне Z1.
Эфлюент, отходящий от зоны реакции Z1 по трубопроводу 4, подается в сепарационное устройство D1 для разделения жидкой фракции, содержащей углеводороды тяжелой фракции, и газовой фракции, обогащенной водородом, H2S и NH3. Например, сепарационное устройство D1 может использовать одну или несколько колб для разделения между газом и жидкостью, при необходимости, с теплообменниками для частичной конденсации газовых потоков. Жидкая фракция выпускается из D1 по трубопроводу 6. Газовая фракция выпускается из D1 по трубопроводу 5. Кроме того, для повышения эффективности экстракции NH3, по меньшей мере, часть эфлюента из зоны реакции Z1 может быть приведена в контакт с водой, подаваемой по трубопроводу 26 в устройство D1. В этом случае выпускают часть жидкой водной фракции, содержащей NH3, из устройства D1 по трубопроводу 6б.
В способе по изобретению, жидкая углеводородная фракция, выпускаемая из устройства D1, содержит сернистые соединения из тяжелой фракции, наиболее стойкие относительно реакций гидрогенизации. По изобретению, жидкую углеводородную фракцию направляют по трубопроводу 6 в зону Z2 для гидрогенизации сернистых соединений, наиболее стойких относительно реакций гидрогенизации.
Более подробно, газовая фракция, обогащенная H2S и NH3, циркулирующая по трубопроводу 5, подается в установку промывки с аминами LA. В установке LA, газовая фракция, обогащенная H2S и NH3 и содержащая водород, приводится в контакт с содержащим амины абсорбирующим раствором. В ходе контактирования кислотные газы абсорбируются аминами, что позволяет получать обогащенный водородом поток. В документах FR2907024 и FR2897066 описываются способы промывки с аминами, которые могут осуществляться в установке промывки с аминами LA. Обогащенный водородом поток может, при необходимости, приводиться в контакт с абсорбентами для извлечения, в частности, воды. Обогащенный водородом газ может содержать, по меньшей мере, 95 объемных %, даже более 99 объемных %, даже более 99,5 объемных % водорода. Обогащенный водородом газ выпускается из установки LA по трубопроводу 10, при необходимости, в сжатом виде посредством компрессора, и рециркулируется в зону реакции Z2, где смешивается с легкой фракцией, поступающей по трубопроводу 2. Как вариант, смешивание водорода и легкой фракции, поступающей по трубопроводу 2, может осуществляться в зоне реакции Z2.
По некоторому варианту, обогащенный водородом газ, выпускаемый из установки LA по трубопроводу 10a, рециркулируется в сепарационную установку SEP, чтобы способствовать разделению стриппингованием: водородный поток уносит легкие соединения из сырья 1. В этом варианте осуществления значительная доля, более 70%, даже более 95 объемных % водорода, поступающего по трубопроводу 10a, оказывается в легкой фракции, циркулирующей по трубопроводу 2.
Кроме того, по трубопроводу 11 может быть проведена добавка свежего водорода. Трубопровод 11 позволяет подавать водород в легкую фракцию, циркулирующую по трубопроводу 2. Водородный поток, поступающий по трубопроводу 11, может быть получен по способу, обычно называемому «паровой риформинг природного газа» или "steam methane reforming", для получения водородного потока из водяного пара и природного газа. Водородный поток 11 может содержать, по меньшей мере, 95%, даже более 98 объемных %, даже более 99 объемных % водорода. Водородный поток может сжиматься до рабочего давления зоны реакции Z2. Предпочтительно, по изобретению, водородный поток 11 поступает от источника, находящегося вне способа, т.е. он не состоит из части эфлюента, получаемого от способа.
По некоторому варианту, добавка свежего водорода может быть внесена по трубопроводу 11a в сепарационную установку SEP, чтобы способствовать разделению стриппингованием: водородный поток увлекает легкие соединения из сырья 1. В этом варианте осуществления значительная доля, более 70%, даже более 95 объемных % водорода, поступающего по трубопроводу 11а, оказывается в легкой фракции, циркулирующей по трубопроводу 2.
Легкая фракция, содержащая водород, поступающая по трубопроводу 2, при необходимости, нагревается, затем смешивается с жидкой углеводородной фракцией, поступающей по трубопроводу 6. Давление жидкой углеводородной фракции, выпускаемой из Z1 по трубопроводу 6, может подниматься посредством насоса Р1, чтобы быть на уровне рабочего давления зоны реакции Z2. После чего смесь подается в зону реакции Z2. Зона реакции Z2 содержит, по меньшей мере, один катализатор гидроочистки. В случае необходимости, перед подачей в зону реакции Z2 смесь может нагреваться и/или расширяться.
Смесь легкой фракции и жидкой углеводородной фракции подается в зону реакции Z2 для приведения в контакт с катализатором гидроочистки. Реакция гидроочистки обеспечивает разложение примесей, в частности, примесей, содержащих серу или азот, и, при необходимости, частичное удаление ароматических углеводородных соединений и, в частности, полиароматических углеводородных соединений. Разложение примесей приводит, в частности, к получению гидрорафинированного углеводородного продукта и кислотного газа, обогащенного H2S и NH3. Направление очищенного водорода, т.е. без или почти без ингибиторных соединений, в частности, H2S и NH3, реакции гидрогенизации в зону Z2 позволяет максимизировать парциальное давление водорода в зоне Z2, чтобы осуществить в ней наиболее трудные реакции гидрогенизации. Поток очищенного водорода поступает из установки для промывки с аминами LA и, при необходимости, от добавки водорода, подаваемой по трубопроводу 11. Предпочтительно, по изобретению, полностью поток от установки для промывки с аминами LA подается в зону Z2. Предпочтительно, по изобретению, присутствующий в зоне Z2 водород поступает только и непосредственно от обогащенного водородом потока от установки LA и добавки водорода, поступающей по трубопроводу 11.
Зона реакции Z2 может функционировать со следующими рабочими условиями:
- температура от 300°С до 420°С,
- давление от 30 до 120 бар,
- предпочтительно, давление Z2 выше давления Z1, например, давление Z2 на 0,5 бар, даже на 1 бар ниже давления Z1, предпочтительно давление Z2 выше на величину от 0,5 бар до 5 бар, предпочтительно от 1 бар до 3 бар по сравнению с давлением Z1,
- часовая объемная скорость VVH от 0,5 до 2ч-1,
- соотношение между водородом и углеводородами Н2/НС от 200 до 1000 (Нм3/См3).
Эфлюент, отходящий из зоны реакции Z2 по трубопроводу 7, подается в сепарационное устройство D2 для разделения жидкой фракции, содержащей углеводороды, и газовой фракции, обогащенной водородом, H2S и NH3. Например, сепарационное устройство D2 может использовать один или несколько сепарационных колб, при необходимости, с теплообменниками, для конденсации газовых потоков. Жидкая фракция выводится из D2 по трубопроводу 9. Эта жидкая фракция состоит из продукта от способа по изобретению, например, обедненного сернистыми, азотистыми и ароматическими соединениями газойля. Газовая фракция выводится из D2 по трубопроводу 8. Газовая фракция рециркулируется по трубопроводу 8 для смешивания с тяжелой фракцией, циркулирующей в трубопроводе 3.
Предпочтительно, по изобретению, сепарационное устройство D2 осуществляет единственную стадию разделения между газом и жидкостью эфлюента, поступающего по трубопроводу 7. Другими словами, D2 использует лишь одно устройство для разделения газа и жидкости. После чего газовая фракция, отходящая от разделеления в D2, направляется непосредственно в зону Z1, предпочтительно, не подвергаясь очистке и без охлаждения. Таким образом, газовая фракция, выходящая из D2, содержит водород, а также H2S и NH3. Однако, то, что эти соединения H2S и NH3 направляются в зону Z1, не является помехой для способа по изобретению, так как наиболее легкие реакции гидрогенизации имеют место в зоне Z1. Предпочтительно, целиком вся газовая фракция, выходящая из сепарационного устройства D2, подается непосредственно в зону Z1.
Преимущество способа по изобретению заключается в возможности интегрировать зоны реакции Z1 и Z2, а также сепарационное устройство D2 в одном реакторе, как описано со ссылкой на фиг.2, 3 и 4.
Кроме того, способ по изобретению позволяет адаптировать стадию разделения в установке SEP, например, точку отсечки в случае дистилляции, во время цикла и тем самым сократить жидкую фракцию, перерабатываемую в зоне реакции Z1, используя при этом такие же расходы водорода, что благоприятно сказывается на реакциях гидрогенизации. Такая гибкость позволяет регулировать расход, подаваемый на переработку между зоной реакции Z1 и зоной реакции Z2, в зависимости от старения катализатора, а след., от снижения качества катализатора. Кроме того, можно выбирать рабочую температуру зоны реакции Z1 независимо от рабочей температуры зоны реакции Z2. Кроме того, давление в зоне реакции Z2 может быть выше давления в зоне Z1, что оказывает благоприятное воздействие на реакции гидроочистки, а след., положительное воздействие, так как именно в этой зоне Z2 перерабатываются соединения, наиболее трудно поддающиеся реакциям гидроочистки.
Зоны реакции Z1 и Z2 могут содержать катализаторы одинаковых составов или катализаторы различных составов. Кроме того, в зоне реакции можно размещать один или несколько слоев катализатора одинакового состава или же несколько слоев катализатора, причем состав катализаторов отличается от слоя к слою. Кроме того, каталитический слой может, при необходимости, состоять из нескольких слоев различных катализаторов.
Катализаторы, используемые в зонах реакции Z1 и Z2, могут, как правило, содержать пористую минеральную подложку, по меньшей мере, один металл или соединение металла группы VIII периодической системы элементов (причем эта группа содержит, в частности, кобальт, никель, железо и т.д.) и, по меньшей мере, один металл или соединение металла группы VIБ названной периодической системы (причем эта группа содержит, в частности, молибден, вольфрам и т.д.).
Сумма металлов или соединений металлов, выраженная в массе металла по отношению к общей массе готового катализатора, часто составляет от 0,5 до 50 масс%. Сумма металлов или соединений металлов группы VIII, выраженная в массе металла по отношению к массе готового катализатора, составляет часто от 0,5 до 15 масс%, предпочтительно от 1 до 10 масс%. Сумма металлов или соединений металлов группы VIБ, выраженная в массе металла по отношению к массе готового катализатора, часто составляет от 2 до 50 масс%, предпочтительно от 5 до 40 масс%.
Пористая минеральная подложка может содержать, без ограничения, одно из следующих соединений: оксид алюминия, двуоксид кремния, циркон, оксид титана, оксид магния, или два соединения, выбранные из предыдущих соединений, например, двуоксид кремния-оксид алюминия или оксид алюминия-оксид магния, или три соединения или более, выбранные из предыдущих соединений, например, двуоксид кремния-оксид алюминия-циркон или двуоксид кремния-оксид алюминия-оксид магния. Подложка может также содержать, частично или полностью, цеолит. Предпочтительно, катализатор содержит подложку, состоящую из оксида алюминия, или подложку, состоящую главным образом из оксида алюминия (например, от 80 до 99,99 масс% оксида алюминия). Пористая подложка может также содержать один или несколько других элементов или соединений промоторов на основе, например, фосфора, магния, бора, кремния, или содержащих галоген. Подложка может содержать, например, от 0,01 до 20 масс% B2O3, или SiO2, или P2O5 или другой галоген (например, хлор или фтор), или 0,02 до 20 масс% ассоциации из нескольких этих промоторов. Обычные катализаторы - это, например, катализаторы на основе кобальта и молибдена, или же никеля и молибдена, или же никеля и вольфрама на подложке из оксида алюминия, причем эта подложка может содержать один или несколько промоторов, таких как указанные выше.
Катализатор может быть в виде оксида, т.е. он подвергался стадии обжига после пропитки металлов на подложке. Как вариант, катализатор может быть в высушенном аддитивном виде, т.е. катализатор не подвергался стадии обжига после пропитки металлов и органического соединения на подложке.
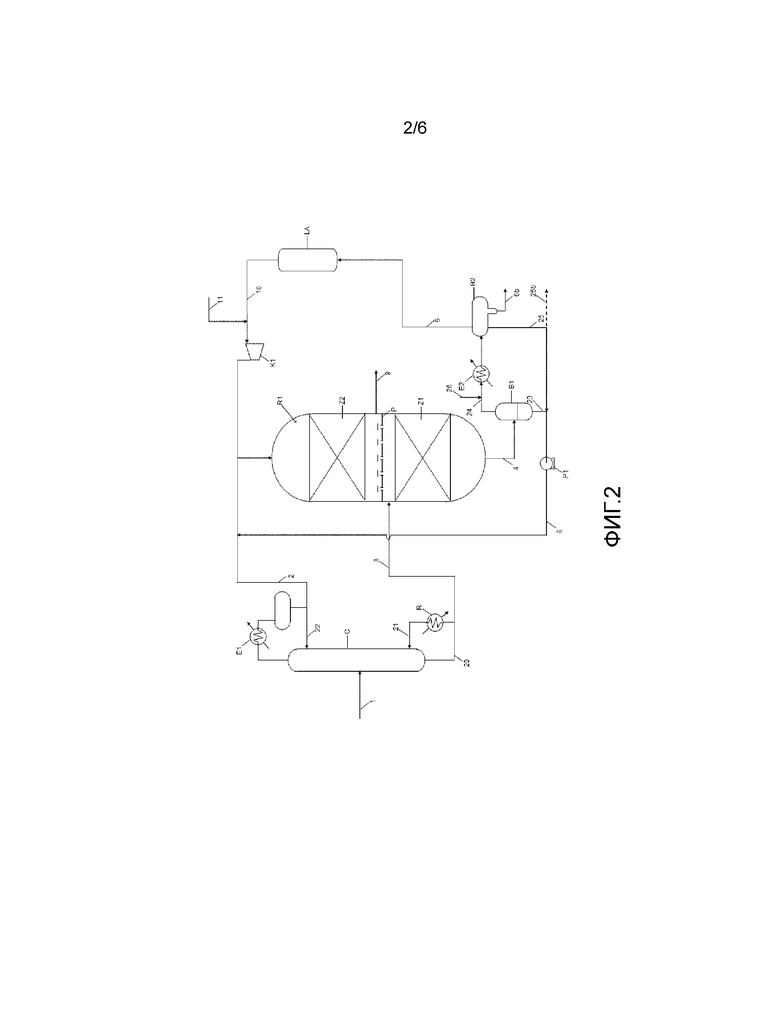
Фиг.2, 3 и 4 описывают три варианта осуществления способа, описанного в общем виде со ссылкой на фиг.1, в которых зоны реакции Z1 и Z2, а также сепарационное устройство D2, объединены в одном реакторе R1. Реактор R1 может быть цилиндрической формы, ось которой вертикальна. Зона реакции Z1 размещается под зоной реакции Z2 в реакторе R1. Сепарационное устройство D2 фиг.1 принимает форму тарелки Р на фиг.2, 3 и 4. Сепарационная тарелка Р размещается между зоной Z2 и Z1. Тарелка Р обеспечивает циркуляцию газа от зоны Z2 в зону Z1. Напротив, тарелка Р является водонепроницаемой. Таким образом, жидкость, циркулирующая в зоне Z2, собирается тарелкой Р для удаления из реактора R1 по трубопроводу 9. Тот факт, что зоны реакции Z1 и Z2, а также сепарационное устройство D2 объединены в одном реакторе, позволяет осуществлять способ по изобретению в компактном едином устройстве. Обозначения на фиг.2, 3 и 4, идентичные обозначениям на фиг.1, обозначают те же элементы.
Со ссылкой на фиг.2, сырье, поступающее по трубопроводу 1, разделяется на две фракции в дистилляционной колонне С. На дне колонны С выпускают эфлюент по трубопроводу 20. Дно колонны С снабжено ребойлером R, который позволяет выпаривать часть эфлюента, выпускаемого на дне колонны С по трубопроводу 20, и повторно вводить эту часть в виде пара на дне колонны С по трубопроводу 21. Другая часть эфлюента 20 выпускается по трубопроводу 3. Выпускаемый в голове колонны С эфлюент охлаждается в теплообменнике Е1 для конденсации. Часть конденсатов 22 рециркулируется в голову колонны С в качестве рефлюкса. Другая часть эфлюента после конденсации в теплообменнике Е1 выпускается по трубопроводу 2.
Таким образом, дистилляционная колона С позволяет получать легкую фракцию, выпускаемую по трубопроводу 2, и тяжелую фракцию, выпускаемую по трубопроводу 3. Дистилляционная колонна С может действовать для получения фракции с температурой отсечки от 260°С до 350°С, т.е. так чтобы легкая фракция содержала соединения, выпаривающиеся при температуре, ниже температуры отсечки, а тяжелая фракция содержала соединения, выпаривающиеся при температуре, выше температуры точки отсечки. Предпочтительно, дистилляционная колонна действует таким образом, чтобы нормированный объемный расход (т.е. объемный расход при Т=15°С и Р=1бар) тяжелой фракции, циркулирующей по трубопроводу 3, составлял от 30% до 80% нормированного объемного расхода сырья, поступающего по трубопроводу 1. Для изменения рабочих условий колонны С можно, в частности, изменять расход и/или температуру потока после повторного кипячения, получаемого посредством ребойлера R, и/или можно изменять расход и/или температуру рефлюкса, поступающего по трубопроводу 22.
Тяжелая фракция, поступающая по трубопроводу 3, подается в нижнюю часть реактора R, содержащего зону реакции Z1 после возможного нагревания в теплообменнике или в печи. Тяжелая фракция подается в реактор R между тарелкой Р и зоной Z1. В пространстве между тарелкой Р и зоной Z1 тяжелая фракция смешивается с потоком водорода, H2S и NH3, поступающим из зоны Z2 через сепарационную тарелку Р. После чего смесь проходит через зону реакции Z1.
Эфлюент от зоны Z1 выпускается из реактора по трубопроводу 4 для подачи в сепарационную колбу В1. Колба В1 обеспечивает разделение первой жидкой углеводородной фракции, выпускаемой по трубопроводу 23, и первой газовой фракции, выпускаемой по трубопроводу 24. Первая газовая фракция, циркулирующая в трубопроводе 24, охлаждается посредством теплообменника Е2 для частичной конденсации. Предпочтительно, теплообменник Е2 конденсирует большую часть углеводородов, содержащихся в эфлюенте 24, и сохраняет большую часть водорода, NH3 и H2S в газообразной форме. Частично сконденсированный поток, выходящий из Е2, подается сепарационную колбу В2 для разделения второй жидкой фракции, содержащей углеводороды, и второй жидкой фракции, богатой водородом, NH3 и H2S. Жидкая углеводородная фракция выпускается из В2 по трубопроводу 25. Газовая фракция выпускается из В2 по трубопроводу 5. Богатые углеводородами жидкие фракции, выпускаемые по трубопроводам 23 и 25, объединяются, закачиваются насосом Р1 для подачи по трубопроводу 6 к зоне Z2. При необходимости, по трубопроводу 26 водный поток может добавляться к газовой фракции, циркулирующей по трубопроводу 24, для обеспечения растворения NH3, присутствующего в газовой фракции, в водной фракции. В этом случае, отделяют также в колбе В2 водную фракцию, содержащую растворенный NH3, причем водная фракция выпускается по трубопроводу 6b.
При необходимости, часть или вся жидкая углеводородная фракция, отходящая от В2 по трубопроводу 25, выпускается из способа по трубопроводу 25b, в качестве обессеренной фракции, например, в качестве обессеренной фракции газойля. На самом деле, в зависимости от рабочих условий зоны Z1, эта жидкая углеводородная фракция может соответствовать техническим требованиям по сере, азоту и содержанию ароматических углеводородных соединений.
Поток водорода и кислотного газа, циркулирующий по трубопроводу 5, подается в установку для промывки аминами LA. Обогащенный водородом поток, выпускаемый из LA по трубопроводу 10, сжимается с помощью компрессора К1 для подачи в реактор R в голове зоны реакции Z2. Добавка водорода может вноситься в способ по трубопроводу 11 для улучшения реакции в зоне реакции Z2. Со ссылкой на фиг.2, добавка водорода подается по трубопроводу 11 в потоки водорода, циркулирующие в трубопроводе 10.
Легкая фракция, поступающая по трубопроводу 2, смешивается с потоком углеводородов, поступающих по трубопроводу 6 после возможного нагревания в теплообменнике и/или в печи. Смесь подается в реактор R в голове зоны реакции Z2. В пространстве, располагающемся над зоной реакции Z2, поступающие по трубопроводу 6 углеводороды смешиваются с водородом, поступающим по трубопроводу 10. Смесь углеводородов и водорода проходит через зону реакции Z2. Входящие в состав эфлюента газ и жидкость на выходе зоны реакции Z2 разделяются посредством тарелки Р: газ циркулирует через тарелку Р для поступления в зону реакции Z1, собранная тарелкой Р жидкость выпускается из реактора R по трубопроводу 9. Например, можно использовать сепарационную тарелку, снабженную отверстиями, которые продлеваются в направлении к верхней части посредством трубных секций. Верхняя часть трубных секций покрыта колпаками. Таким образом, стекающая жидкость собирается тарелкой, причем трубчатая секция препятствует тому, чтобы жидкость проходила через отверстия. Трубопровод, проходящий через стенку реактора R1, обеспечивает выпуск собранной на тарелке жидкости. Сходящий вниз газ проходит через трубы и отверстия из зоны Z2 в зону Z1.
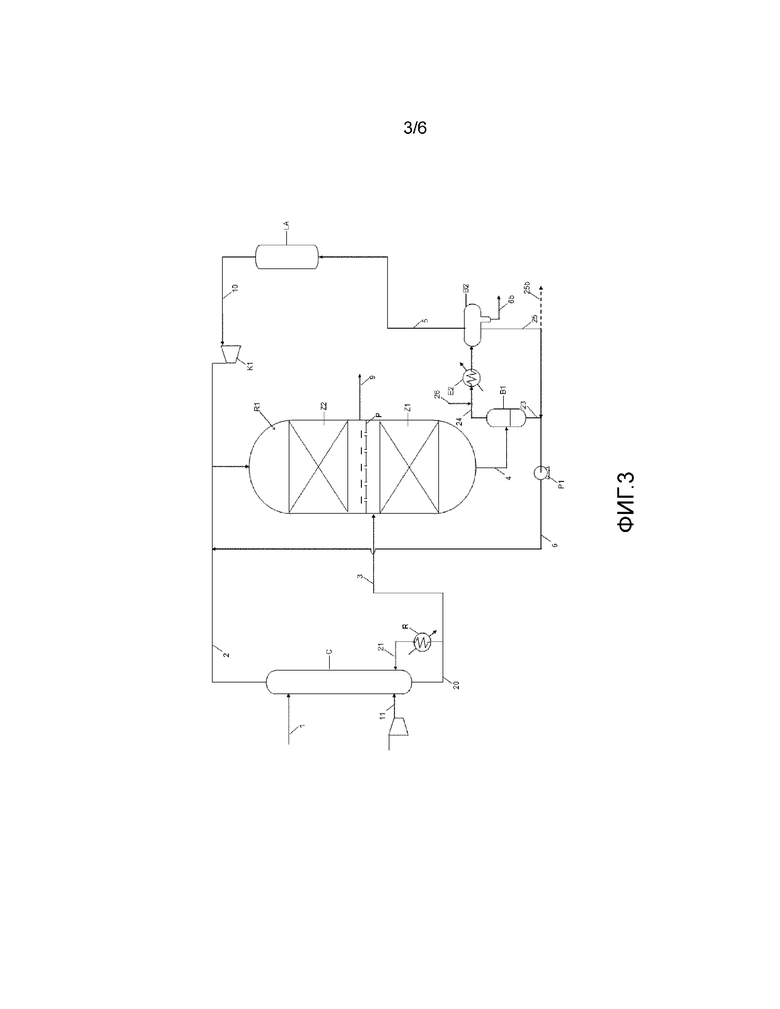
Схема фиг.3 предлагает некоторый вариант способа по изобретению по сравнению с вариантом осуществления фиг.2. Изменение касается стадии фракционирования сырья на тяжелую фракцию и легкую фракцию. Обозначения на фиг.3, идентичные фиг.2, обозначают идентичные элементы.
Со ссылкой на фиг.3, подают сырье по трубопроводу 1 в голову дистилляционной колонны С, и подают поток водорода для подпитки по трубопроводу 11 на дне колонны С. Для изменения рабочих условий колонны С можно, в частности, изменять расход и/или температуру потока повторного кипячения, получаемого посредством ребойлера R, и/или можно изменять температуру сырья, подаваемого по трубопроводу 1 в колонну С. Дистилляционная колонна С позволяет получать легкую фракцию, выпускаемую по трубопроводу 2, и тяжелую фракцию, выпускаемую по трубопроводу 3. В этом варианте осуществления значительная доля, более 70%, даже более 95 объемных %, водорода, поступающего по трубопроводу 11, оказывается в легкой фракции, циркулирующей по трубопроводу 2.
Остальная часть способа по фиг.3 идентична способу, описанному со ссылкой на фиг.2.
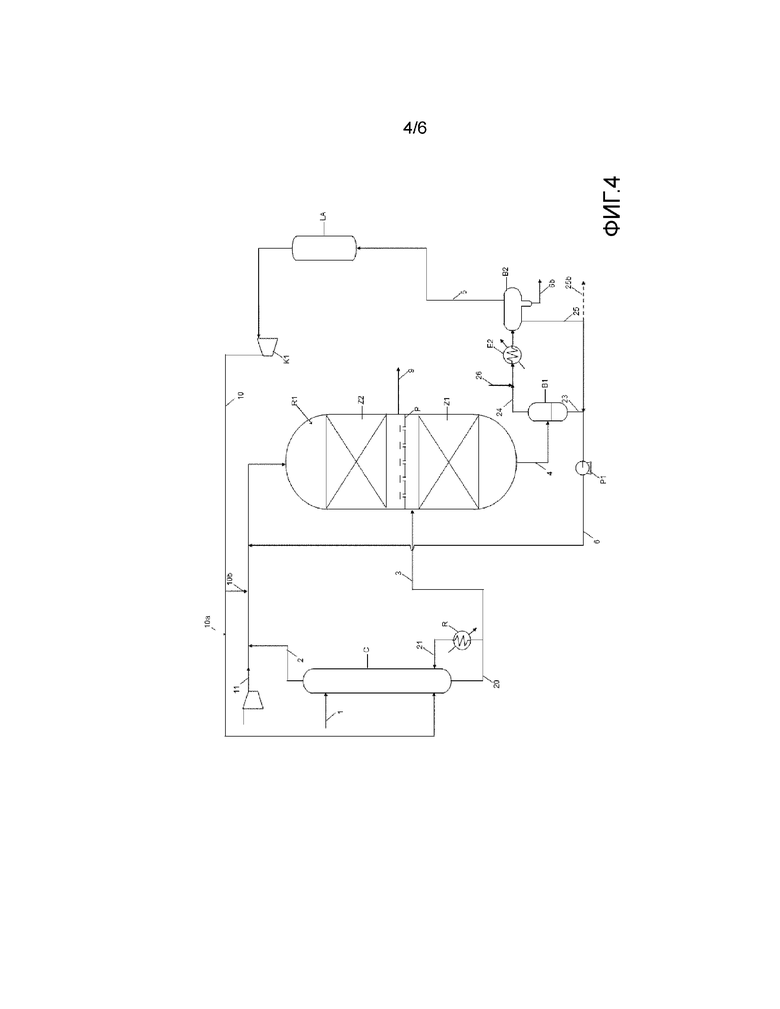
Схема фиг.4 предлагает некоторый вариант способа по изобретению по сравнению с вариантом осуществления фиг.2. Изменение касается стадии фракционирования сырья на тяжелую фракцию и легкую фракцию. Обозначения фиг.4, идентичные обозначениям фиг.2, обозначают идентичные элементы.
Со ссылкой на фиг.4, подают сырье по трубопроводу 1 в голове сепарационной колонны С, и подают, по меньшей мере, часть потока водорода, получаемого посредством установки промывки аминами LA, по трубопроводам 10 и 10а на дне колонны С. Оставшаяся фракция водорода, поступающего по трубопроводу 10, подается по трубопроводу 10b в поток, выходящий в голове колонны, циркулирующий по трубопроводу 2. Для изменения рабочих условий колонны С можно, в частности, изменять расход и/или температуру потока повторного кипячения, получаемого от ребойлера R, и/или можно изменять температуру сырья, подаваемого по трубопроводу 1 в колонну С, и/или можно изменять расход водорода, отходящего от установки промывки аминами LA, подаваемого в сепарационную колонну С. Колонна С может не иметь ребойлера. Колонна С позволяет получать легкую фракцию, выпускаемую по трубопроводу 2, и тяжелую фракцию, выпускаемую по трубопроводу 3. Добавка водорода подается по трубопроводу 11 в легкую фракцию, циркулирующую по трубопроводу 2. В этом варианте осуществления значительная доля, более 70%, даже более 95 объемных % водорода, поступающего по трубопроводу 10а, оказывается в легкой фракции, циркулирующей по трубопроводу 2.
Остальная часть способа по фиг.4 идентична способу, описанному со ссылкой на фиг.2.
Представленные ниже примеры позволяют проиллюстрировать работу способа по изобретению и показать его преимущества.
В представленных примерах цетановые числа определены по методу, описываемому стандартом ASTM D976.
Пример 1: Сравнение между способом по фиг.2 по изобретению и способом по фиг.5.
Способ по фиг.5 соответствует обычному способу, в котором все загружаемое газойлевое сырье очищается в единственном реакторе. Со ссылкой на фиг.5, сырье, поступающее по трубопроводу 101, смешивается с водородом, поступающим по трубопроводу 102. После чего, смесь нагревается в теплообменнике Е101, затем она подается в реактор R101 для приведения в контакт с катализатором гидроочистки. Эфлюент от реактора R101 охлаждается в теплообменнике Е102 для частичной конденсации перед подачей в сепарационную колбу В101. Жидкие углеводороды выпускаются на дне колбы В101 по трубопроводу 103. Кислотный газ, содержащий водород, H2S и NH3, выпускается в голове колбы Е101 по трубопроводу 104 для подачи в установку промывки аминами LA1. Обогащенный водородом поток, полученный в установке LA1, сжимается, затем рециркулируется по трубопроводу 102 к теплообменнику Е101. Трубопровод 105 позволяет подавать водородную добавку в трубопровод 102.
Реактор R101 работает на катализаторе СоМо на подложке из оксида алюминия торговой марки HR626 компании Axens.
Рабочие условия реактора R101 таковы:
- рабочая температура: 355°C
- рабочее давление: 40 бар
- часовая объемная скорость VVH: 1,1 ч-1
- отношение Н2/НС смеси, подаваемой в R101, составляет Н2/НС=310 Нм3/См3.
Схема по фиг.2 применяется в следующих рабочих условиях:
- фракционирование в колонне С обеспечивается при температуре 280°С, таким образом две трети массы сырья образуют тяжелую фракцию, которая подается в Z1,
- разделение объема катализатора осуществляется в целях сохранения в зонах Z1 и Z2 той же общей часовой объемной скорости: VVH=1,1 ч-1,
- зоны реакции Z1 и Z2 содержат катализатор СоМо на подложке из оксида алюминия торговой марки HR626 компании Axens.
Сырье после очистки двумя способами состоит из 80 масс.% GOSR (т.е. газойль, выходящий с дистилляции при атмосферном давлении) и 20 масс.% LCO (т.е. фракции каталитического крекинга). Сырье отличается плотностью при 15°С 865 кг/м3 и содержит 9000 масс.ч./млн серы и 300 масс.ч./млн азота.
В приведенной ниже таблице представлены основные результаты, получаемые при двух способах:
Эта сравнительная таблица показывает преимущества, учитываемые для способа по изобретению:
- снижение содержания серы с 10ч./млн до 3 ч./млн
- коэффициенты удаления азота и деароматизации (HDCa) также выше.
Пример 2: Сравнение между способом фиг.2 по изобретению и способом фиг.6.
Схематически представленный на фиг.6 способ близок к способу, описанному в документе US5409599.
Cо ссылкой на фиг.6, поступающее по трубопроводу 201 сырье подается в сепарационную колонну С2 для получения тяжелой фракции, выпускаемой по трубопроводу 203, и легкой фракции, выпускаемой по трубопроводу 202. Т Циркулирующая по трубопроводу 203 тяжелая фракция смешивается с водородом, поступающим по трубопроводу 204, после чего сжимается для подачи в реактор R1, содержащий катализатор гидроочистки. Гидроочищенный эфлюент смешивается с легкой фракцией, циркулирующей в трубопроводе 202. После чего смесь подается в реактор R2, содержащий катализатор гидроочистки. Гидроочищенный эфлюент, отходящий от реактора R2, разделяется в устройстве D202 на обогащенный водородом поток, выпускаемый по трубопроводу 204, и гидроочищенный углеводородный поток, выпускаемый по трубопроводу 205.
Схема фиг.6 осуществляется в следующих рабочих условиях:
- рабочая температура реакторов R1 и R2: 355°С
- объемная часовая скорость в реакторах R1 и R2: в целом VVH 1,1 ч-1
- рабочее давление реактора R1: 40 бар
- рабочее давление реактора R2: 40бар
- реакторы R1 и R2 содержат катализатор СоМо на подложке из оксида алюминия торговой марки HR626 компании Axens.
Схема фиг.2 осуществляется в следующих рабочих условиях:
- фракционирование в колонне С обеспечивается при температуре 280°С, таким образом две трети массы сырья образуют тяжелую фракцию, которая направляется в Z1,
- разделение объема катализатора осуществляется с целью сохранения в зонах Z1 и Z2 той же общей объемной часовой скорости: VVH=1,1 ч-1,
- зоны реакции Z1 и Z2 содержат катализатор СоМо на подложке из оксида алюминия торговой марки HR626 компании Axens.
Сырье, очищаемое посредством двух способов, состоит на 80 масс.% из GOSR (т.е. газойля от атмосферной перегонки) и 20 масс.% LCO (т.е. фракции от каталитического крекинга). Сырье отличается плотностью 865 кг/м3 при 15°С и содержит 9000 масс. ч./млн серы и 300 масс.ч./млн азота.
Эта сравнительная таблица показывает, что способ фиг.2 по изобретению позволяет достичь более высоких коэффициентов удаления сернистых, азотистых и ароматических соединений при том же объеме катализатора.
Изобретение относится к способу гидроочистки углеводородного сырья, содержащего сернистые и азотистые соединения, при котором осуществляют следующие стадии: а) разделяют (SEP) углеводородное сырье на фракцию, обогащенную тяжелыми углеводородными соединениями, и фракцию, обогащенную легкими углеводородными соединениями, б) осуществляют первую стадию гидроочистки, приводя в контакт фракцию, обогащенную тяжелыми углеводородными соединениями, и газовый поток, содержащий водород, с первым катализатором гидроочистки в первой зоне реакции (Z1) для получения первого обессеренного эфлюента, содержащего водород, H2S и NH3, в) разделяют (D1) первый эфлюент на первую газовую фракцию, содержащую водород, H2S и NH3, и первую жидкую фракцию, г) очищают (LA) первую газовую фракцию для получения обогащенного водородом потока, д) смешивают фракцию, обогащенную легкими углеводородными соединениями, с первой жидкой фракцией, получаемой на стадии в), для получения смеси, е) осуществляют вторую стадию гидроочистки, приводя в контакт получаемую на стадии д) смесь по меньшей мере с частью обогащенного водородом потока, получаемого на стадии г), со вторым катализатором гидроочистки во второй зоне реакции (Z2) для получения второго обессеренного эфлюента, содержащего водород, NH3 и H2S, ж) разделяют (D2) второй эфлюент на вторую газовую фракцию, содержащую водород, H2S и NH3, и вторую жидкую фракцию, з) рециркулируют по меньшей мере часть второй газовой фракции, содержащей водород, H2S и NH3, со стадии б) в качестве газового потока, содержащего водород. Задачей изобретения является оптимизация способа в целях снижения содержания серы и азота в перерабатываемом сырье. 11 з.п. ф-лы, 6 ил., 2 пр.
1. Способ гидроочистки углеводородного сырья, содержащего сернистые и азотистые соединения, при котором осуществляют следующие стадии:
а) разделяют (SEP) углеводородное сырье на фракцию, обогащенную тяжелыми углеводородными соединениями, и фракцию, обогащенную легкими углеводородными соединениями,
б) осуществляют первую стадию гидроочистки, приводя в контакт фракцию, обогащенную тяжелыми углеводородными соединениями, и газовый поток, содержащий водород, с первым катализатором гидроочистки в первой зоне реакции (Z1) для получения первого обессеренного эфлюента, содержащего водород, H2S и NH3,
в) разделяют (D1) первый эфлюент на первую газовую фракцию, содержащую водород, H2S и NH3, и первую жидкую фракцию,
г) очищают (LA) первую газовую фракцию для получения обогащенного водородом потока,
д) смешивают фракцию, обогащенную легкими углеводородными соединениями, с первой жидкой фракцией, получаемой на стадии в), для получения смеси,
е) осуществляют вторую стадию гидроочистки, приводя в контакт получаемую на стадии д) смесь по меньшей мере с частью обогащенного водородом потока, получаемого на стадии г), со вторым катализатором гидроочистки во второй зоне реакции (Z2) для получения второго обессеренного эфлюента, содержащего водород, NH3 и H2S,
ж) разделяют (D2) второй эфлюент на вторую газовую фракцию, содержащую водород, H2S и NH3, и вторую жидкую фракцию,
з) рециркулируют по меньшей мере часть второй газовой фракции, содержащей водород, H2S и NH3, со стадии б) в качестве газового потока, содержащего водород.
2. Способ по п.1, при котором стадии б), е), ж) и з) осуществляются в реакторе, причем первая зона реакции (Z1) и вторая зона реакции (Z2) располагаются в реакторе, зона реакции (Z1) отделена от зоны реакции (Z2) водонепроницаемой и газопроницаемой тарелкой (Р), вторая жидкая фракция собирается тарелкой (Р), вторая газовая фракция циркулирует из первой зоны (Z1) во вторую зону (Z2) через названную тарелку (Р).
3. Способ по любому из пп.1 и 2, при котором осуществляют добавку водорода так, чтобы осуществить вторую стадию гидроочистки в присутствии данной добавки, причем добавка водорода содержит по меньшей мере 95 об.% водорода.
4. Способ по любому из пп. 1-3, при котором осуществляют первую зону реакции (Z1) со следующими условиями:
температура от 300 до 420°С,
давление от 30 до 120 бар,
часовая объемная скорость VVH от 0,5 до 4 ч-1,
отношение между водородом и углеводородными соединениями от 200 до 1000 нм3/см3
и осуществляют вторую зону реакции (Z2) со следующими условиями:
температура от 300 до 420°С,
давление от 30 до 120 бар,
часовая объемная скорость VVH от 0,5 до 4 ч-1,
отношение между водородом и углеводородными соединениями от 200 до 1000 нм3/см3.
5. Способ по любому из пп.1-4, при котором на стадии г) осуществляют промывку аминами (LA) для получения вышеуказанного потока, обогащенного водородом.
6. Способ по любому из пп. 1-4, при котором на стадии в) разделяют первый эфлюент на первый жидкий поток и первый газовый поток, частично конденсируют посредством охлаждения вышеуказанный первый газовый поток и разделяют первый частично сконденсированный поток на второй жидкий поток и второй газовый поток и в котором на стадии г) приводят в контакт первый и второй газовые потоки с абсорбирующим раствором, содержащим амины (LA), для получения вышеуказанного обогащенного водородом потока.
7. Способ по п.6, при котором перед стадией д) приводят в контакт вышеуказанный обогащенный водородом поток с каптажной массой для снижения содержания воды в названном обогащенном водородом потоке.
8. Способ по любому из пп. 1-7, при котором осуществляют стадию а) в дистилляционной колонне (С).
9. Способ по п.8, в котором подают водородный поток в колонну (С) и выпускают в голове колонны фракцию, обогащенную легкими углеводородами и содержащую водород, причем водородный поток выбирается из вышеуказанного обогащенного водородом потока и названной водородной добавки.
10. Способ по любому из пп. 1-9, при котором первый катализатор и второй катализатор независимо выбирают из катализаторов, состоящих из пористой минеральной подложки, по меньшей мере одного металлического элемента, выбираемого из группы VIБ, и одного металлического элемента, выбираемого из группы VIII.
11. Способ по п.10, при котором первый и второй катализаторы независимо выбирают из катализатора, состоящего из кобальта и молибдена, осаждаемого на пористую подложку на основе оксида алюминия, и катализатора, состоящего из никеля и молибдена, осаждаемого на пористую подложку на основе оксида алюминия.
12. Способ по любому из пп. 1-11, при котором углеводородное сырье состоит из фракции перегонки, исходная точка выкипания которой составляет от 100 до 250°С, а конечная точка выкипания составляет от 300 до 450°С.
| US 5409599 A, 25.04.1995 | |||
| US 4469590 A, 04.09.1984 | |||
| US 4006076 A, 01.02.1977 | |||
| US 3902991 A, 02.09.1975 | |||
| US 4116816 A, 26.09.1978 | |||
| US 3265610 A, 09.08.1966 | |||
| EP 1849850 A1, 31.10.2007 | |||
| СПОСОБ ПАРАЛЛЕЛЬНОЙ ГИДРООБРАБОТКИ (ВАРИАНТЫ), УСТАНОВКА ГИДРООБРАБОТКИ | 1997 |
|
RU2174534C2 |

