Изобретение относится к машиностроению и может быть использовано при сборке и балансировке сборных роторов компрессоров газоперекачивающих агрегатов (ГПА).
Известен способ балансировки сборных роторов, описанный в п.6.3.1 ГОСТ ИСО 11342-95, в котором каждый из элементов, включая вал, перед сборкой должен быть отбалансирован по методике балансировки жесткого ротора, при этом на эксцентриситет посадочных поверхностей вала и прочие сборочные размеры, определяющие положение элементов относительно вала, должны быть заданы жесткие допуски. Погрешности балансировки из-за эксцентриситета посадочной поверхности рекомендуется оценивать расчетом. При расчете влияний погрешностей предлагается учитывать то, что они могут суммироваться для ротора в целом.
Данный способ взят за прототип.
Недостатком известного способа является то, что при установке элемента ротора на оправку не учитывается эксцентриситет посадочной поверхности оправки относительно балансировочных поверхностей, что приводит к погрешности, превышающей допустимый уровень дисбаланса на порядки.
Так, например, элемент ротора (рабочее колесо) массой в 150 кг после предварительной балансировки имеет дисбаланс, не превышающий 150 г·мм, что соответствует эксцентриситету его массы в 1 мкм. При этом погрешность эксцентриситета посадочной поверхности балансировочной оправки может достигать 10 мкм, что приводит к погрешности в 1500 г·мм, т.е. в 10 раз превышающей допустимый дисбаланс.
Задачей предложенного изобретения является минимизация дисбаланса элемента ротора, обусловленного эксцентриситетом его установки, снижение стоимости балансировки и повышение ее точности.
Технический результат достигается тем, что в способе предварительной балансировки элемента сборного ротора на оправке, при котором балансируют оправку, и после установки на оправку элемента балансируют элемент, на оправке измеряют величину и определяют место максимального радиального биения посадочной поверхности относительно ее балансировочных поверхностей, согласно изобретению на оправке маркируют место, диаметрально противоположное максимальному радиальному биению, на промаркированном месте по обе стороны установленного элемента крепят два одинаковых уравновешивающих грузика. Массу каждого грузика рассчитывают из зависимости: 
где: m - масса уравновешивающего грузика, Мi - масса элемента сборного ротора; ΔD - величина измеренного максимального радиального биения посадочной поверхности, h - высота уравновешивающего грузика; D - диаметр посадочной поверхности оправки.
Установка грузиков уравновешивает дисбаланс элемента ротора, обусловленный эксцентриситетом его установки.
Способ поясняется чертежами, представленными на фиг.1, 2.
На фиг.1 поясняются измерение и установка грузиков.
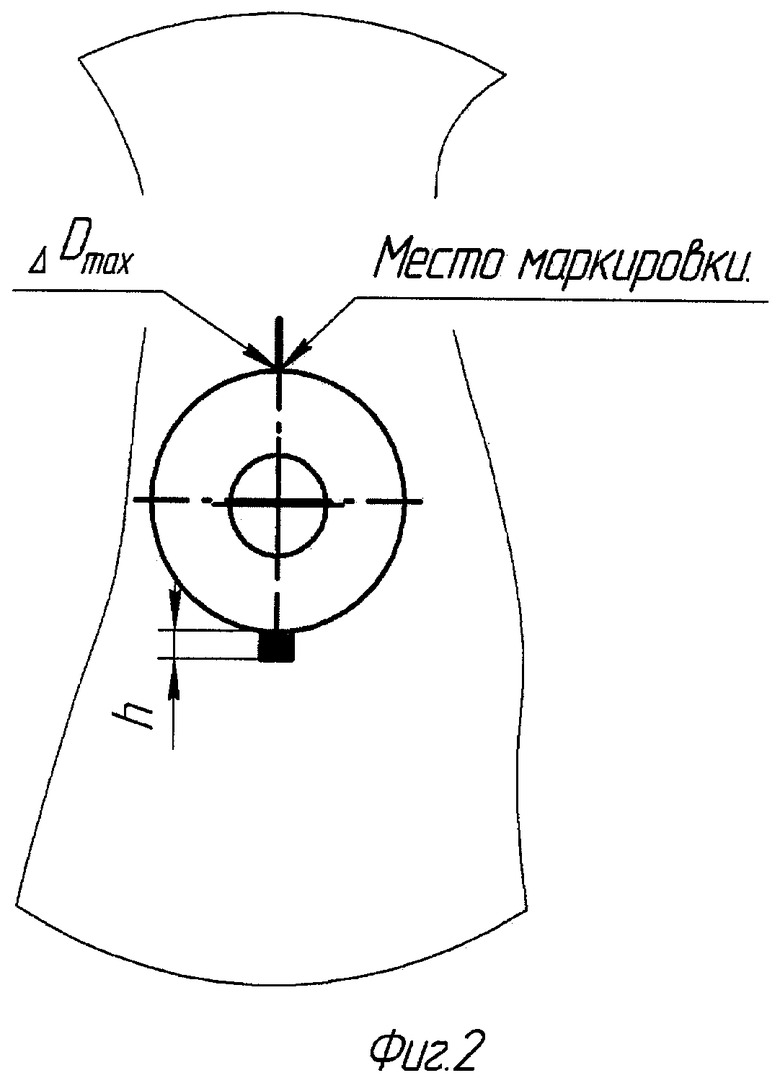
На фиг.2 поясняется маркировка оправки и установка грузиков.
На фигурах обозначено:
1 - балансировочная оправка;
2 - установленный элемент ротора;
3 - уравновешивающие грузики на балансировочной оправке.
А, Б - балансировочные поверхности;
П - посадочная поверхность элемента ротора.
Способ осуществляется следующим образом.
Оправку 1 ротора (фиг.1) устанавливают на опоры балансировочного станка поверхностями А, Б. Относительно этих поверхностей производят измерение величины максимального радиального биения посадочной поверхности П, предназначенной для установки элемента ротора 2. После определения места максимального радиального биения определяют место, диаметрально противоположное ему, которое маркируют, фиг.2.
Устанавливают элемент ротора 2, фиг.1.
Выполняют расчет масс уравновешивающих грузиков:

где: m - масса уравновешивающего грузика, Мi - масса элемента сборного ротора; ΔD - величина измеренного максимального радиального биения посадочной поверхности, h - высота уравновешивающего грузика; D - диаметр посадочной поверхности оправки.
Подбирают грузики и закрепляют их, фиг.1, 2.
После чего балансируют элемент ротора, при этом установка грузиков уравновешивает дисбаланс элемента ротора, обусловленный эксцентриситетом его установки.
Таким образом, применение предлагаемого способа обеспечивает минимизацию дисбаланса элемента ротора, обусловленного эксцентриситетом его установки, снижение стоимости балансировки и повышение ее точности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА | 2010 |
|
RU2418198C1 |
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА | 2008 |
|
RU2372595C1 |
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА | 2013 |
|
RU2554666C2 |
| Способ балансировки ротора с магнитным подвесом | 2019 |
|
RU2743926C2 |
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА | 2008 |
|
RU2372594C1 |
| СПОСОБ СБОРКИ РОТОРА | 2019 |
|
RU2731506C1 |
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА | 2013 |
|
RU2531158C1 |
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА | 2014 |
|
RU2565119C1 |
| СПОСОБ БАЛАНСИРОВКИ РОТОРА | 2010 |
|
RU2449180C1 |
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА | 2014 |
|
RU2554669C1 |

Изобретение относится к машиностроению и может быть использовано при сборке и балансировке сборных роторов компрессоров газоперекачивающих агрегатов. Способ предварительной балансировки элемента сборного ротора на оправке, при котором балансируют оправку, и после установки на оправку элемента балансируют элемент. При этом на оправке измеряют величину и определяют место максимального радиального биения посадочной поверхности относительно балансировочных поверхностей, маркируют на ней место, диаметрально противоположное максимальному радиальному биению. На промаркированном месте по обе стороны установленного элемента крепят два одинаковых уравновешивающих грузика, массу каждого из которых рассчитывают. Изобретение направлено на обеспечение минимизации дисбаланса элемента ротора, обусловленного эксцентриситетом его установки, снижение стоимости балансировки и повышение ее точности. 2 ил.
Способ предварительной балансировки элемента сборного ротора на оправке, при котором балансируют оправку и после установки на оправку элемента балансируют элемент, на оправке измеряют величину и определяют место максимального радиального биения посадочной поверхности относительно балансировочных поверхностей, отличающийся тем, что на оправке маркируют место, диаметрально противоположное максимальному радиальному биению, на промаркированном месте по обе стороны установленного элемента крепят два одинаковых уравновешивающих грузика, массу каждого рассчитывают из зависимости:
где m - масса уравновешивающего грузика, Мi - масса элемента сборного ротора; ΔD - величина измеренного максимального радиального биения посадочной поверхности, h - высота уравновешивающего грузика; D - диаметр посадочной поверхности оправки.
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА | 2008 |
|
RU2372594C1 |
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА | 2008 |
|
RU2372595C1 |
| СПОСОБ БАЛАНСИРОВКИ РОТОРА | 2004 |
|
RU2292534C2 |
| US 3974700 A, 17.08.1976 | |||
| НАВЕСНОЕ УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВАНИЯ СТРОИТЕЛЬНЫХ РАСТВОРОВ | 0 |
|
SU272075A1 |
| ОГНЕТУШАЩИЙ ПОРОШКОВЫЙ СОСТАВ | 1994 |
|
RU2084251C1 |
| Прибор для наблюдения за обжигом кирпича | 1923 |
|
SU11342A1 |
| Методы и критерии балансировки гибких роторов, п.6.3.1. | |||

