Область техники, к которой относится изобретение
Настоящее изобретение относится к обрабатывающему раствору для изоляционного покрытия листа текстурированной электротехнической стали для производства листа текстурированной электротехнической стали, обладающего превосходными напряжением, индуцированным покрытием, стойкостью к влагопоглощению, коррозионной стойкостью и коэффициентом расслаивания. Настоящее изобретение относится также к способу производства листа текстурированной электротехнической стали, имеющего изоляционное покрытие, с использованием обрабатывающего раствора для нанесения изоляционного покрытия на лист текстурированной электротехнической стали.
Уровень техники
В последние годы акустический шум от силовых трансформаторов создает проблемы, подобные проблемам загрязнения окружающей среды. Основной причиной шума от силовых трансформаторов является магнитострикция листа текстурированной электротехнической стали, используемого в качестве материала железного сердечника трансформаторов. Для того чтобы снизить шум трансформаторов необходимо уменьшить магнитострикцию листа текстурированной электротехнической стали. Приемлемым для промышленности решением является нанесение покрытия на лист текстурированной электротехнической стали. Свойствами, которые требуются от изоляционных покрытий листов текстурированной электротехнической стали, являются напряжение, индуцированное покрытием, стойкость к влагопоглощению, коррозионная стойкость и коэффициент расслаивания. Среди этих свойств обеспечение напряжения, индуцированного покрытием, является важным для снижения магнитострикции. Термин «напряжение, индуцированное покрытием», означает напряжение, которое приобретают листы текстурированной электротехнической стали в результате образования изоляционных покрытий.
Покрытия листов текстурированной электротехнической стали обычно содержат керамическое форстеритное покрытие, образованное в результате вторичного рекристаллизационного отжига и нанесенного на него изоляционного покрытия на основе фосфата. В качестве способа образования изоляционного покрытия известны способы, раскрытые в публикациях, не подвергнутых экспертизе японских патентных заявок №48-39338 (патентный документ 1) и 50-79442 (патентный документ 2). В этих способах на стальной лист наносят обрабатывающий раствор для получения изоляционного покрытия, содержащий коллоидный диоксид кремния, фосфаты и соединения хрома (например, одно или два или более веществ, выбранных из хромовых ангидридов, хроматов и бихроматов), после чего лист прокаливают.
Образуемые этим способом изоляционные покрытия обладают улучшенными магнитострикционными свойствами, придавая листам текстурированной электротехнической стали растягивающее напряжение. Однако обрабатывающие растворы для изоляционного покрытия содержат в качестве компонентов для поддержания требуемой стойкости к влагопоглощению изоляционного покрытия соединения хрома, такие как хромовые ангидриды, хроматы и бихроматы, в результате чего эти обрабатывающие растворы для изоляционного покрытия содержат образующийся из соединений хрома шестивалентный хром. Патентный документ 2 раскрывает также способ добавления соединений, не содержащих хрома. Однако этот способ чрезвычайно невыгоден с точки зрения стойкости к влагопоглощению. В этом способе шестивалентный хром, содержащийся в обрабатывающем растворе для нанесения изоляционного покрытия, восстанавливают до трехвалентного хрома при прокаливании с целью снижения токсичности. Однако при этом возникают проблемы, связанные с утилизацией жидких отходов обрабатывающего раствора.
В публикации японской прошедшей экспертизу патентной заявки №57-9631 (патентный документ 3) раскрыт так называемый «не содержащий хрома» обрабатывающий раствор для нанесения изоляционного покрытия на лист текстурированной электротехнической стали. Обрабатывающий раствор для изоляционного покрытия содержит коллоидный диоксид кремния, фосфат алюминия и борную кислоту и дополнительно содержит одно, два или более соединений, выбранных из сульфатов Mg, Al, Fe, Co, Ni или Zn. Кроме того, в публикации прошедшей экспертизу японской патентной заявки №58-44744 (патентный документ 4) также раскрыт обрабатывающий раствор для изоляционного покрытия, содержащий коллоидный диоксид кремния и фосфат магния и дополнительно содержащий одно, два или более соединений, выбранных из сульфатов, Mg, Al, Мn и Zn. Однако применение обрабатывающих растворов для изоляционного покрытия, описанных в документах 3 и 4, создало проблемы, связанные с предъявляемыми в последние годы требованиями к покрытиям, таким как индуцированное покрытием напряжение и стойкость к влагопоглощению.
В качестве способа для улучшения стойкости к влагопоглощению изоляционных покрытий в не содержащих хрома обрабатывающих растворах для изоляционного покрытия в японской не подвергнутой экспертизе патентной заявке №54-130015 (патентный документ 5) раскрыт обрабатывающий раствор для изоляционного покрытия, в котором к водному раствору фосфата магния и/или фосфата алюминия добавлено соединение, содержащее ион перманганата. Обрабатывающий раствор для изоляционного покрытия патентного документа 5 не содержит коллоидного кремнезема и, таким образом, он не дает преимуществ с точки зрения индуцированного покрытием напряжения.
Раскрытие изобретения
Проблемы, решаемые изобретением
Согласно исследованию авторов настоящего изобретения, когда перманганаты натрия или перманганаты калия, описанные в патентном документе 5, вводят в обрабатывающие растворы для изоляционного покрытия, содержащие коллоидный кремнезем, возникают проблемы, состоящие в снижении индуцированного покрытием напряжения и ухудшения коррозионной стойкости.
Настоящее изобретение разработано в связи с вышеописанными обстоятельствами и имеет целью решение каждой из следующих задач:
- предотвращение снижения индуцированного покрытием напряжения и стойкости к влагопоглощению, что является проблемой в случае, когда обрабатывающий раствор для изоляционного покрытия не содержит хрома;
- получение обрабатывающего раствора для изоляционного покрытия для листа текстурированной электротехнической стали, позволяющего получить лист текстурированной электротехнической стали, имеющий отличные свойства изоляционного покрытия, т.е. высокое индуцированное покрытием напряжение, высокую стойкость к влагопоглощению, высокую коррозионную стойкость и высокий коэффициент расслоения,
- создание способа производства листа текстурированной электротехнической стали, имеющего изоляционное покрытие, с использованием описанного выше обрабатывающего раствора для изоляционного покрытия для листа текстурированной электротехнической стали,
Средства для решения проблем
С целью достижения обозначенных выше целей авторы настоящего изобретения после вторичного рекристаллизационного отжига проводят покрытие листа текстурированной электротехнической стали обрабатывающим раствором для изоляционного покрытия, содержащим наряду с фосфатом и коллоидным диоксидом кремния разные водорастворимые соли металлов. Затем были проведены исследования свойств полученного покрытия.
В результате было обнаружено, что изоляционное покрытие с требуемыми свойствами может быть получено путем добавления перманганатов двухвалентных металлов, таких как Mg, Sr, Zn, Ва и Са.
Настоящее изобретение было создано на основе вышеописанных данных. Более конкретно, сущность настоящего изобретения заключается в следующем.
(1) Обрабатывающий раствор для нанесения изоляционного покрытия на лист текстурированной электротехнической стали содержит:
по меньшей мере одно соединение, выбранное из фосфатов Mg, Са, Ва, Sr, Zn, Al и Мn;
коллоидный диоксид кремния в количестве от 0,5 до 10 моль в расчете на SiO2 и
по меньшей мере одно соединение, выбранное из перманганатов Mg, Sr, Zn, Ва и Са, в количестве от 0,02 до 2,5 моль в расчете на металл в перманганатах относительно 1 моля РO4 в фосфатах.
Предпочтительно, чтобы обрабатывающий раствор для изоляционного покрытия не содержал хрома и, особо предпочтительно, чтобы обрабатывающий раствор для изоляционного покрытия по существу не содержал Cr. Обрабатывающий раствор преимущественно представляет собой раствор на водной основе.
(2) Способ производства листа текстурированной электротехнической стали, имеющего изоляционное покрытие, включает в себя ряд операций: формования сляба для листа текстурированной электротехнической стали в лист, которому придают конечную толщину путем прокатки, проведение первичного рекристаллизационного отжига листа, затем проведение вторичного рекристаллизационного отжига, нанесение на лист обрабатывающего раствора для изоляционного покрытия и последующее прокаливание листа,
причем в качестве обрабатывающего раствора для изоляционного покрытия используют раствор, который содержит:
по меньшей мере одно соединение, выбранное из фосфатов Mg, Са, Ва, Sr, Zn, Al и Мn;
коллоидный диоксид кремния в количестве от 0,5 до 10 моль в расчете на SiO2 и
по меньшей мере одно соединение, выбранное из перманганатов Mg, Sr, Zn, Ва и Са, в количестве от 0,02 до 2,5 моль в расчете на металл в перманганатах относительно 1 моля PO4 в фосфатах; и
прокаливание выполняют при температуре от 350°С или выше и 1100°С или ниже.
Предпочтительно обрабатывающий раствор для изоляционного покрытия не содержит хрома и, особо предпочтительно, чтобы обрабатывающий раствор для изоляционного покрытия по существу не содержал Cr. Обрабатывающий раствор преимущественно представляет собой раствор на водной основе.
В процессе прокатки предпочтительно достигать конечной толщины листа путем проведения однократной, двукратной или многократной холодной прокатки, включающей промежуточный отжиг, осуществляемый после горячей прокатки или дополнительно проведением нормализационного отжига. Кроме того, предпочтительно наносить после первичного рекристаллизационного отжига отжиговый сепаратор, содержащий в качестве главного компонента MgO, с последующим проведением вторичного рекристаллизационного отжига.
Краткое описание чертежей
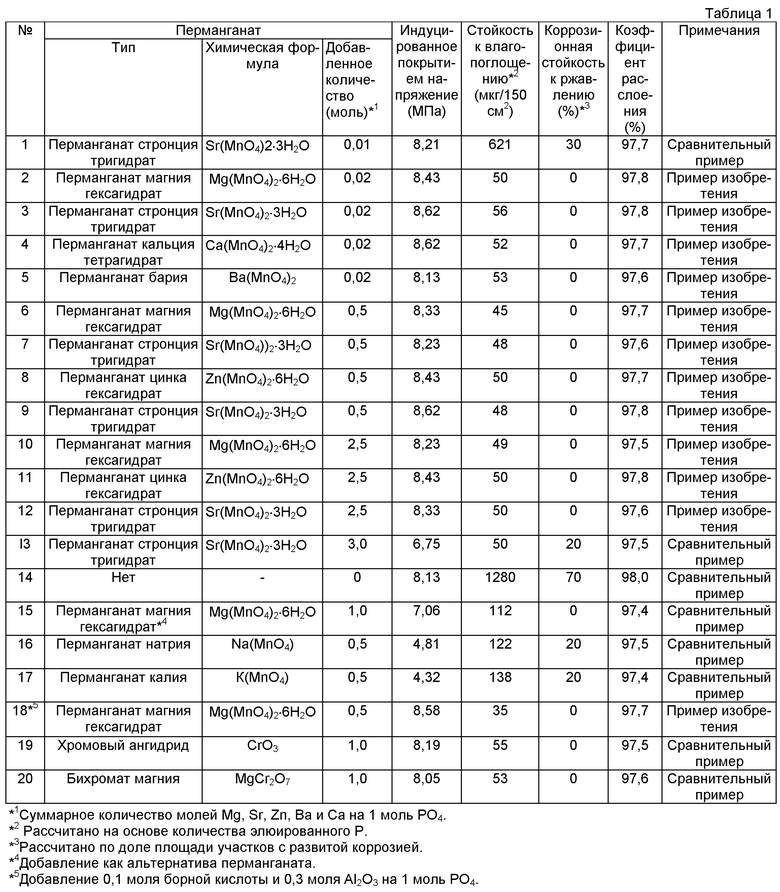
На фиг.1 показано влияние добавления шестиводного перманганата магния [Mg(MnO4)2·6H2O] (ось абсцисс: добавленное количество в расчете на Mg по отношению к 1 молю РO4, единица измерения моль) к обрабатывающему раствору для изоляционного покрытия на стойкость к влагопоглощению изоляционного покрытия (ось ординат: количество элюируемого Р на 150 см2, единица измерения мкг).
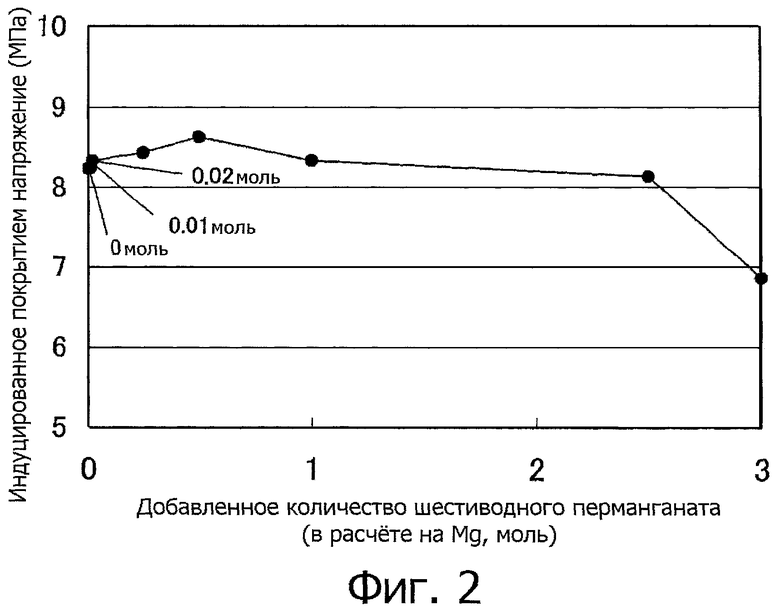
На фиг.2 показано влияние добавления шестиводного перманганата магния [Mg(MnO4)2·6H2O] (ось абсцисс: как на фиг.1) к обрабатывающему раствору для изоляционного покрытия на индуцированное покрытием напряжение для изоляционного покрытия (ось ординат: единица измерения: МПа).
Осуществление изобретения
Далее изложены экспериментальные результаты, лежащие в основе настоящего изобретения.
Прежде всего были приготовлены обрабатывающие растворы для изоляционного покрытия путем смешивания следующих соединений:
- 450 мл 24 мас.%-ного водного раствора фосфата магния [Mg(H2PO4)2] (1 моль РO4);
- 450 мл коллоидного кремнезема (на водной основе) с 27 мас.% SiO2 (2 моля SiO2)
и
- шестиводный перманганат магния [Mg(MnO4)2·6H2O] в количестве от 0,01 до 3 моль в расчете на Mg. Для сравнения был также приготовлен обрабатывающий раствор, не содержащий шестиводного перманганата магния. Шестиводный перманганат магния добавляли в твердом виде и растворяли в обрабатывающем растворе. Обрабатывающие растворы готовили таким образом, чтобы сохранялись вышеуказанные отношения смешиваемых компонентов, а количества обрабатывающих растворов были достаточными для осуществления приведенных ниже экспериментов.
Обрабатывающие растворы для изоляционного покрытия наносили на лист текстурированной электротехнической стали (толщина листа 0,22 мм) с форстеритовым покрытием после того, как он был подвергнут вторичному рекристаллизационному отжигу, и прокаливали 60 сек при 800°С, формируя таким образом изоляционное покрытие, толщина которого в расчете на одну сторону составляет 2 мкм. Полученный таким образом лист текстурированной электротехнической стали оценивали на индуцированное покрытием напряжение, стойкость к влагопоглощению, коррозионную стойкость и коэффициент расслоения с помощью описанных ниже методов.
(1) Индуцированное покрытием натяжение
Образцы для испытаний шириной 30 мм и длиной 280 мм отрезают от листа текстурированной электротехнической стали с изоляционным покрытием таким образом, чтобы их длина совпадала с направлением прокатки. После этого удаляют покрытие с одной из двух лицевых сторон. Измеряют степень деформации изгиба одного из концов образцов для испытаний, фиксируя один из концов, имеющий длину 30 мм, в продольном направлении стального листа, и рассчитывают индуцированное покрытием напряжение σ с помощью уравнения (1). С целью устранения эффектов собственного веса листовой стали степень деформации изгиба измеряют таким образом, чтобы продольное направление стального листа находилось в горизонтальной плоскости, а направление ширины находилось в вертикальной плоскости.
σ(МПа)=1,2152×105 (МПа) × толщина листа (мм) × деформация (мм)/250 (мм)/250 (мм) [уравнение 1]
(2) Стойкость к влагопоглощению
Три образца для испытаний (50 мм×50 мм) отрезают от листа текстурированной электротехнической стали с изоляционным покрытием, погружают в дистиллированную воду и кипятят в течение 5 мин при 100°С. После этого количественно определяют количество Р, элюированного с поверхности покрытия (элюированное количество Р) и рассчитывают среднее значение, которое используют в качестве показателя стойкости к влагопоглощению.
(3) Коррозионная стойкость
Стальной лист с изоляционным покрытием выдерживают в течение 50 час на воздухе, имеющем температуру 50°С и точку росы 50°С, после чего поверхность стального листа визуально исследуют. Стальной лист, на котором отсутствует коррозия, обозначают как (ОК), а стальной лист, подвергшийся коррозии, обозначают как (NG). Доля корродированной поверхности, оцененная как (ОК), составляет приблизительно меньше 5%, а оцененная как (NG), равна приблизительно 5% или больше.
(4) Коэффициент расслоения
Коэффициент расслоения оценивают с помощью метода согласно JIS С 2550.
Результаты приведены в таблицах 1 и 2.
На фиг.1 показано влияние добавления шестиводного перманганата магния (ось абсцисс: добавленное количество на 1 моль РO4) к обрабатывающему раствору для изоляционного покрытия на количество элюированного Р, т.е. стойкость к влагопоглощению изоляционного покрытия (ось ординат: на 150 см2, единица мкг). На фиг.2 показано влияние добавления шестиводного перманганата магния (ось абсцисс) на индуцированное покрытием напряжение (ось ординат: единица МПа). Добавленное количество шестиводного перманганата магния на фиг.1 и 2 выражено количеством молей в расчете на Mg.
Когда добавленное количество шестиводного перманганата магния достигает 0,02 моль или более на 1 моль РO4, стойкость к влагопоглощению заметно улучшается и при этом наблюдается улучшение индуцированного покрытием напряжения. В то же время, если добавленное количество превышает 2,5 моль, стойкость к влагопоглощению удовлетворительна, но имеет место снижение индуцированного покрытием напряжения.
Коррозионная стойкость и коэффициент расслоения являются высокими, когда добавленное количество шестиводного перманганата магния лежит в пределах от 0,02 до 2,5 моль в расчете на Mg.
Далее будут описаны основания для уточнения настоящего изобретения. (Обрабатывающий раствор для изоляционного покрытия)
Обрабатывающий раствор для нанесения изоляционного покрытия настоящего изобретения преимущественно представляет собой раствор на водной основе. Более конкретно, обрабатывающий раствор для нанесения изоляционного покрытия настоящего изобретения содержит по меньшей мере одно соединение, выбранное из фосфатов Mg, Са, Вa, Sr, Zn, Al и Mn, коллоидный диоксид кремния и по меньшей мере одно соединение, выбранное из перманганатов Mg, Sr, Zn, Ва и Са, в котором в качестве растворителя преимущественно используют воду.
Прежде всего необходимо выбрать одно, два или более соединений из фосфатов Mg,, Са, Ва, Sr, Zn, Al и Mn и добавить их в обрабатывающий раствор для изоляционного покрытия. Это обусловлено тем, что в случае использования фосфатов, которые отличны от фосфатов, указанных выше, без добавления соединений хрома (например, хроматов) невозможно получить покрытие, обладающее приемлемой стойкостью к влагопоглощению. В частности, Mg(H2PO4)2, Са(Н2РO4)2, Ва(Н2РO4)2, Sr(H2PO4)2, Zn(H2PO4)2, Аl(Н2РO4)3 и Mn(Н2РO4)2, которые являются первичными фосфатами Mg, Са, Ва, Sr, Zn, Al и Mn, легко растворяются в воде и благодаря этому могут быть предпочтительно использованы в изобретении. Аналогичным же образом предпочтительны и гидраты первичных фосфатов.
Необходимо, чтобы содержание коллоидного диоксида кремния составляло от 0,5 до 10 моль в расчете на SiO2 на 1 моль РO4 в указанных выше фосфатах. Коллоидный диоксид кремния образует с указанными выше фосфатами стекло с низким коэффициентом теплового расширения, в результате чего возникает индуцированное покрытием напряжение, в связи с чем коллоидный диоксид кремния является существенным компонентом. Для того чтобы достичь описанных выше эффектов, предпочтительно, чтобы количество SiO2 составляло от 0,5 до 10 моль или менее на 1 моль РO4 в указанных выше фосфатах.
Тип коллоидного диоксида кремния не ограничен, если он позволяет достичь стабильности раствора или совместимости с указанными выше или подобными им фосфатами. Можно, например, упомянуть промышленно доступное соединение ST-0 (производство Nissan Chemical Industries, LTD, 20 мас.% SiO2), представляющее собой соединение кислотного типа, но может быть также использован и коллоидный диоксид кремния щелочного типа.
С целью улучшения внешнего вида изоляционного покрытия может быть также использован коллоидный диоксид кремния, включающий золь, содержащий алюминий (Al). В этом случае количество Al в соотношении Al2O3/SiO2, составляет преимущественно 1,0 или ниже.
С целью улучшения стойкости к влагопоглощению особенно важно, чтобы обрабатывающий раствор для нанесения изоляционного покрытия изобретения содержал одно, два или более соединений, выбранных из перманганатов Mg, Sr, Zn, Ва и Са, которые являются двухвалентными металлами. Особенно важно также регулировать содержание перманганатов указанных выше двухвалентных металлов так, чтобы оно было в пределах от 0,02 до 2,5 моль для суммы Mg, Sr, Zn, Ва и Са на 1 моль РO4 в указанных выше фосфатах.
Для получения приемлемой стойкости к влагопоглощению необходимо, чтобы перманганаты содержались в таких количествах, чтобы суммарное количество Mg, Sr, Zn, Ва и Са составляло 0,02 моль или более на 1 моль РO4 в указанных выше фосфатах. В то же время, если перманганаты содержатся в таких количествах, что суммарное количество Mg, Sr, Zn, Ва и Са превышает 2,5 моль, тепловое расширение покрытия увеличивается, в результате чего снижается индуцированное покрытием напряжение. Более предпочтительно, чтобы суммарное количество Mg, Sr, Zn, Ва и Са было в пределах от 0,2 до 1,0 моль.
Перманганатами изобретения являются соединения (соли металлов) (МnO4)- и Mg, Sr, Zn, Ва или Са и их гидраты. Из этих перманганатов предпочтительны перманганат магния и перманганат стронция или их гидраты.
Полагают, что причина повышения стойкости к влагопоглощению, обусловленной присутствием по меньшей мере одного соединения, выбранного из перманганатов Mg, Sr, Zn, Ва и Са, заключается в следующем.
Коллоидный диоксид кремния и фосфаты образуют при операции прокаливания стекло. РO4 в свободном состоянии в фосфате, который не был инкорпорирован в стекло, соединяется с двухвалентными металлами Mg, Sr, Zn, Ва и Са в перманганатах или с Мn в перманганатах, в результате чего в изоляционном покрытии образуется водонерастворимое соединение, благодаря чему и повышается стойкость к влагопоглощению. Например, в случае перманганата Mg предполагают, что в изоляционном покрытии образуется Mg3(PO4)2.
По сравнению с другими водорастворимыми солями, такими как сульфаты, перманганаты в процессе их образования при прокаливании равномерно растворяются в покрытии. При этом считают, что PO4 в свободном состоянии легко соединяется с Mg, Sr, Zn, Ва, Са или Mn с образованием водонерастворимого соединения. Это также способствует повышению стойкости к влагопоглощению.
В то же время использование перманганатов одновалентных металлов, таких как К или Na, создает проблемы, связанные со снижением индуцированного покрытием напряжения и ухудшением коррозионной стойкости. Однако эти проблемы решаются применением перманганатов двухвалентных металлов. Хотя механизм этого не вполне ясен, считают, что при использовании одновалентных металлов, таких как К или Na, эти металлы разрывают связь между атомами в стекле, результатом чего становится снижение индуцированного покрытием напряжения или ухудшение коррозионной стойкости.
Нет необходимости ограничивать концентрацию указанных выше первичных компонентов в обрабатывающем растворе для изоляционного покрытия. Однако, если концентрация этих компонентов является низкой, изоляционное покрытие становится слишком тонким. Если же концентрация высока, то вязкость обрабатывающего раствора для нанесения изоляционного покрытия становится слишком высокой, в результате чего ухудшаются технологические свойства раствора, например, при нанесении его на лист. Учитывая указанные факты предпочтительно регулировать количество указанных выше фосфатов до уровня в диапазоне от 0,02 до 20 моль/л в расчете на РO4. Концентрации коллоидного диоксида кремния и указанных выше перманганатов двухвалентных металлов определяют после определения концентрации фосфатов.
В дополнение к указанным выше компонентам в обрабатывающий раствор для изоляционного покрытия изобретения могут быть добавлены также следующие вещества.
Во-первых, чтобы повысить термостойкость изоляционного покрытия, можно добавлять борную кислоту.
Чтобы повысить стойкость к прилипанию или способность к скольжению листа текстурированной электротехнической стали, в обрабатывающий раствор для изоляционного покрытия изобретения могут быть введены одно, два или более соединений, выбранных из SiO2, Аl2О3 и ТiO2, имеющих диаметр первичных частиц от 50 до 2000 нм. Требования наличия определенной стойкости к прилипанию вызваны следующими причинами. Когда лист текстурированной электротехнической стали используют для изготовления трансформатора с ленточным сердечником, стальной лист прокатывают с образованием железного сердечника и затем подвергают отжигу для снятия внутренних напряжений (например, примерно 3 часа при примерно 800°С). В этом случае иногда смежные покрытия прилипают друг к другу. Такое прилипание снижает сопротивление изоляции между соседними листами железного сердечника, в результате чего ухудшаются магнитные свойства. Таким образом, предпочтительно, чтобы изоляционное покрытие было стойким к прилипанию. В отношении характеристик скольжения, следует уточнить, что, когда лист текстурированной электротехнической стали используют для трансформатора с ленточным сердечником, предпочтительно улучшить характеристики скольжения между стальными листами с целью удобства и гладкости укладки стальных листов.
В дополнение к названным выше соединениям можно также вводить различные добавки, которые иногда используют в обрабатывающем растворе для нанесения изоляционного покрытия. Предпочтительно, чтобы содержание борной кислоты, SiO2 и т.п. и других добавок составляло в целом примерно 30 мас.% или менее.
Предпочтительно, чтобы обрабатывающий раствор для нанесения изоляционного покрытия не содержал хрома и, особенно предпочтительно, чтобы обрабатывающий раствор для нанесения изоляционного покрытия по существу не содержал Сr. В данном контексте выражение «по существу не содержит» означает, что допускается наличие Cr, попадающего из примесей, содержащихся в сырье, но специально Cr не добавляют. Например, при приготовлении раствора используют компоненты, такие как указанные выше фосфаты, коллоидный диоксид кремния и перманганаты, имеющиеся в продаже для разных типов промышленного применения. Количество Cr, содержащегося в этих промышленно доступных соединениях в качестве примесей, является приемлемым для изобретения.
(Способ производства листа текстурированной электротехнической стали)
Далее будет описан способ производства листа текстурированной электротехнической стали, имеющего изоляционное покрытие, с использованием обрабатывающего раствора для нанесения изоляционного покрытия согласно изобретению.
Стальной сляб для листа текстурированной электротехнической стали, имеющей заданный компонентный состав, прокатывают до достижения конечной толщины листа. После этого проводят первичный рекристаллизационный отжиг и вторичный рекристаллизационный отжиг листа и затем наносят на поверхность стального листа описанный выше обрабатывающий раствор для изоляционного покрытия согласно изобретению и затем стальной лист прокаливают при температуре от 350 до 1100°С. Обычно сляб для листа текстурированной электротехнической стали подвергают горячей прокатке, затем, в случае необходимости, нормализационному отжигу и после этого подвергают однократной, двукратной или многократной холодной прокатке, включающей промежуточный отжиг, в результате чего получают конечную толщину листа.
Компонентный состав сляба в настоящем изобретении не ограничен и приемлем любой известный компонентный состав. Способ производства также не ограничен и может быть использован любой известный способ производства. Для информации отличается, что первичные компоненты типичного сляба для листа текстурированной электротехнической стали содержат: С: 0,10 мас.% или меньше, Si: от 2,0 до 5,0 мас.% и Мn: от 0,01 до 1,0 мас.%. Предпочтительны от 2,0 до 4,5 мас.% Si. В листах текстурированной электротехнической стали обычно используют различные ингибиторы и для этого в дополнение к названным выше первичным компонентам добавляют элементы, соответствующие ингибиторам. Например, в качестве ингибиторов могут быть добавлены:
- в случае использования MnS - примерно 200 ч./млн. S (т.е. примерно от 100 до 300 ч./млн., далее ч./млн. будет обозначать ч./млн. по весу);
- в случае использования AlN - примерно 200 ч./млн. растворимого Аl (т.е. примерно от 100 до 300 ч./млн.) и
- в случае использования MnSe и Sb-Mn, Se (примерно от 100 до 300 ч./млн.) и Sb (примерно от 0,01 до 0,2 ч./млн.).
Входящие в состав S, Al, N и Se обычно почти полностью удаляют из стального листа в процессе вторичного рекристаллизационного отжига, который снижает их количество до уровня примесей.
Для горячей прокатки сляба для листа текстурированной электротехнической стали могут применяться известные способы. Толщину листа после горячей прокатки преимущественно доводят до значений в пределах от 1,5 до 3,0 мм. Если потребуется дополнительно улучшить магнитные свойства и т.п., горячекатаный лист после горячей прокатки может быть подвергнут нормализационному отжигу,
Далее горячекатаный лист, подвергнутый горячей прокатке или последующему нормализационному отжигу, подвергают холодной прокатке, достигая в результате конечной толщины листа. Холодная прокатка может быть однократной либо же холодная прокатка может быть двукратной или многократной, включая промежуточный отжиг между холодными прокатками.
Следующий за холодной прокаткой первичный рекристаллизационный отжиг выполняют с целью ускорения первичной рекристаллизации, но отжиг может проводиться и совместно с декарбюризацией путем регулирования атмосферы или подобных действий. Условия проведения первичного рекристаллизационного отжига могут выбираться в соответствии с поставленной целью и т.п. и при этом непрерывный отжиг преимущественно проводят в течение времени от 10 до 600 сек при температуре от 800 до 950°С. При проведении первичного рекристаллизационного отжига или после его осуществления может также быть проведена операция нитридирования с использованием газообразного аммиака или чего-либо подобного.
Последующий вторичный рекристаллизационный отжиг представляет собой процесс, проводимый для преимущественного роста в результате вторичной рекристаллизации так называемой ориентации Госса, т.е. ориентации кристаллов с прекрасными магнитными свойствами в направлении прокатки, из кристаллических зерен, образовавшихся в результате первичного рекристаллизационного отжига (первичных рекристаллизованных зерен). Условия проведения вторичного рекристаллизационного отжига могут выбираться в соответствии с поставленной задачей и т.п. Вторичный рекристаллизационный отжиг проводят преимущественно в течение времени от 5 до 300 час при температуре от 800 до 1250°С.
В данном случае, после первичного рекристаллизационного отжига на стальной лист, как правило, наносят отжиговый сепаратор, содержащий в качестве основного компонента MgO (т.е. содержащий достаточно MgO), после чего проводят вторичный рекристаллизационный отжиг, в результате чего на стальном листе образуется форстеритное покрытие.
В последние годы с целью снижения потерь железа листом текстурированной электротехнической стали исследовали операцию нанесения изоляционного покрытия без образования форстеритного покрытия. Если не образуется форстеритное покрытие, отжиговый сепаратор не наносят или наносят отжиговый сепаратор, не содержащий в качестве основного компонента MgO (например, щелочной оксид алюминия и т.п.).
Обрабатывающий раствор для нанесения изоляционного покрытия изобретения можно наносить вне зависимости от присутствия форстеритного покрытия.
Обрабатывающий раствор для нанесения изоляционного покрытия изобретения наносят на полученный с применением ряда описанных выше операций лист текстурированной электротехнической стали после вторичной рекристаллизации, после чего стальной лист прокаливают.
Обрабатывающий раствор для нанесения изоляционного покрытия может быть разбавлен добавлением воды или чего-либо подобного для регулирования плотности с целью улучшения эксплуатационных свойств. Для нанесения раствора могут использоваться известные средства, такие как валковая машина для нанесения покрытий.
Температура прокаливания преимущественно составляет 750°С или выше. Она обусловлена тем, что индуцированное покрытием напряжение возникает, если прокаливание проводят при 750°С или выше. Если лист текстурированной электротехнической стали используют для железного сердечника трансформатора, температура прокаливания может быть равной 350°С или выше. Это связано с тем, что при изготовлении железного сердечника отжиг для снятия внутренних напряжений во многих случаях проводят при температуре примерно 800°С в течение примерно 3 час и в этом случае напряжение, индуцированное покрытием, развивается в ходе отжига для снятия внутренних напряжений.
В то же время, если температура превышает 1100°С, индуцированное покрытием напряжение и коррозионная стойкость ухудшаются. По этой причине температуру выдерживают равной 1100°С или ниже. С учетом указанных фактов максимальный диапазон температуры прокаливания ограничен 350°С или выше и 1100°С или ниже.
Толщина изоляционного покрытия не ограничена и составляет в расчете на одну сторону предпочтительно от 1 до 5 мкм. Индуцированное покрытием напряжение пропорционально толщине этого покрытия. Таким образом, если толщина покрытия меньше 1 мкм, индуцированное покрытием напряжение в некоторых случаях может оказаться недостаточным. В то же время, если эта толщина превышает 5 мкм, в некоторых случаях коэффициент расслоения снижается больше чем необходимо. Толщину изоляционного покрытия можно регулировать до заданного значения с помощью изменения концентрации наносимого количества, условий нанесения (например, меняя величину давления валковой машиной для нанесения покрытий) и т.д., изменения параметров обрабатывающего раствора для нанесения изоляционного покрытия.
Примеры
ПРИМЕР 1
Сляб для листа текстурированной электротехнической стали, содержащий, мас.%: С 0,05, Si 3, растворимый Аl 0,02, Мn 0,04, S 0,02, Fe остальное неизбежные примеси, подвергают горячей прокатке с образованием горячекатаного листа толщиной 2,0 мм и затем подвергают горячекатаный лист нормализационному отжигу в течение 60 сек при 1000°С. После этого горячекатаный лист подвергают первой холодной прокатке, получая лист с промежуточной толщиной 1,5 мм, который затем подвергают в течение 60 сек промежуточному отжигу при 1100°С и затем второй холодной прокатке, получая холоднокатаный лист с конечной толщиной листа 0,22 мм. Далее холоднокатаный лист подвергают при 820°С в течение 150 сек первичному рекристаллизационному отжигу с декарбюризацией. После этого наносят на лист в качестве отжигового сепаратора (суспензию MgO) и в течение 15 час проводят вторичный рекристаллизационный отжиг при 1200°С, получая в результате листы текстурированной электротехнической стали с форстеритным покрытием.
Затем готовят обрабатывающие растворы для нанесения изоляционного покрытия, в которых 700 мл коллоидного диоксида кремния (3 моля в расчете на SiO2, водная основа) и указанные в таблице перманганаты в мольном отношении от 0,01 до 3,0 в расчете на сумму Mg, Sr, Zn, Ba и Са добавляют к 500 мл водного раствора, содержащего 1 моль фосфата магния Mg(H2PO4)2 в расчете на РO4. Количество приготовленного обрабатывающего раствора определяется количеством, которое достаточно для приведения экспериментов, при соблюдении указанного выше соотношения компонентов в смеси (то же относится и к последующим примерам). Обрабатывающие растворы для изоляционного покрытия наносят на поверхности листов текстурированной электротехнической стали, после чего стальные листы прокаливают 1 мин при 830°С. Толщину покрытия регулируют так, чтобы она в расчете на одну сторону составляла 2 мкм.
Приведенные ниже обрабатывающие растворы для нанесения изоляционного покрытия приготовлены в качестве сравнительных примеров, при этом листы текстурированной электротехнической стали с изоляционным покрытием изготовлены таким же образом, как и выше.
- Обрабатывающий раствор для нанесения изоляционного покрытия, в который не был введен перманганат.
- Обрабатывающий раствор для нанесения изоляционного покрытия, содержащий 1 моль (в расчете на Mg) семиводного сульфата магния вместо перманганата.
- Обрабатывающий раствор для нанесения изоляционного покрытия, в котором 700 мл коллоидного диоксида кремния (3 моля в расчете на SiO2, водная основа) и 0,5 моля перманганата натрия (в расчете на Na) добавлены к 500 мл водного раствора фосфата магния Mg(H2PO4)2 (содержащего 1 моль РO4).
- Обрабатывающий раствор для нанесения изоляционного покрытия, в котором 700 мл коллоидного диоксида кремния (3 моля в расчете на SiO2, водная основа) и 0,5 моля перманганата калия (в расчете на К) добавлены к 500 мл водного раствора фосфата магния Mg(H2PO4)2 (содержащего 1 моль РO4).
- Обрабатывающий раствор для нанесения изоляционного покрытия, в котором 700 мл коллоидного диоксида кремния (3 моля в расчете на SiO2, водная основа) и хромовый ангидрид (СrО3) или бихромат магния MgCr2O7 в количестве 1 моля (в расчете на Сr) добавлены к 500 мл водного раствора фосфата магния Mg(H2PO4)2 (содержащего 1 моль РO4).
Для листов текстурированной электротехнической стали с полученными таким образом изоляционными покрытиями определяют индуцированное покрытием напряжение, стойкость к влагопоглощению, коррозионную стойкость и коэффициент расслоения с помощью следующих методов.
(1) Индуцированное покрытием напряжение
Образцы для испытаний шириной 30 мм и длиной 280 мм отрезают от листа текстурированной электротехнической стали с изоляционным покрытием, причем длина образца соответствует направлению по длине как направление прокатки, после чего удаляют покрытие с одной из двух поверхностей. Измеряют величину деформации изгиба одного из концов образцов для испытаний, фиксируя другой конец, имеющий длину 30 мм, в продольном направлении стального листа, и индуцированное покрытием напряжение σ рассчитывают с помощью уравнения (1). При этом величину деформации изгиба измеряют таким образом, чтобы длина стального листа находилась в горизонтальной плоскости, а направление по ширине листа находилось в вертикальной плоскости.
σ (МПа)=1,2152×105 (МПа) × толщина листа (мм) × деформация (мм)/250 (мм)/250 (мм) [уравнение 1]
(2) Стойкость к влагопоглощению
Три образца для испытаний (50 мм×50 мм), полученные из листа текстурированной электротехнической стали с изоляционным покрытием, погружают в дистиллированную воду при 100°С и кипятят в течение 5 мин. После этого количественно определяют количество Р, элюированного с поверхности покрытия, и находят среднее значение, которое далее используют в качестве показателя стойкости к влагопоглощению.
(3) Коррозионная стойкость
Стальной лист с изоляционным покрытием выдерживают в течение 50 час на воздухе, имеющем температуру 50°С и точку росы 50°С, после чего поверхность стального листа визуально исследуют и оценивают долю частей площади, подвергнутых коррозии.
(4) Коэффициент расслоения
Коэффициент расслоения оценивают методом на основе JIS С 2550.
Результаты измерений приведены в таблице 1.
Как следует из таблицы 1, в случае использования обрабатывающих растворов для нанесения изоляционного покрытия, к которым были добавлены перманганаты двухвалентных металлов в количествах от 0,02 до 2,5 моль в расчете на металлические элементы в солях согласно изобретению, образовывались изоляционные покрытия, которые все обладали прекрасными свойствами покрытия, характеризуемыми индуцированным покрытием напряжением, стойкостью к влагопоглощению, коррозионной стойкостью и коэффициентом расслоения. Свойства изоляционных покрытий примеров изобретения были такими же или даже превосходящими свойства покрытий сравнительных примеров, в которых были добавлены соединения хрома.
ПРИМЕР 2
Сляб для листа текстурированной электротехнической стали, содержащий, мас.%: С 0,03, Si 3, растворимый Аl менее 0,01, Мn 0,04, S менее 0,01, Se 0,02, Sb 0,03, Fe - остальное и неизбежные примеси, подвергают горячей прокатке с образованием горячекатаного листа толщиной 2,5 мм и затем подвергают горячекатаный лист нормализационному отжигу в течение 60 сек при 1050°С. После этого горячекатаный лист подвергают первой холодной прокатке с образованием холоднокатаного листа, имеющего промежуточную толщину 0,8 мм, и затем в течение 30 сек промежуточному отжигу при 1000°С. Далее холоднокатаный лист подвергают второй холодной прокатке до достижения конечной толщины листа 0,30 мм, после чего холоднокатаный лист, обладающий такой конечной толщиной, подвергают в течение 60 сек первичному рекристаллизационному отжигу при 850°С. После этого наносят на лист в качестве отжигового сепаратора суспензию MgO и в течение 50 час проводят вторичный рекристаллизационный отжиг при 880°С, получая в результате листы текстурированной электротехнической стали с форстеритным покрытием.
Затем готовят обрабатывающие растворы для нанесения изоляционного покрытия, в которых 1000 мл водного раствора коллоидного диоксида кремния с содержанием SiO2 от 0,5 до 10 моль и перманганаты (0,5 моля в сумме, в том числе шестиводный перманганат магния [Mg(MnO4)2·6H2O] в количестве 0,2 моля в расчете на Mg и шестиводный перманганат цинка [Zn(MnO4)2·6H2O] в количестве 0,3 моля в расчете на Zn) добавляют к 500 мл водного раствора разных фосфатов, указанных в таблице 2 (1 моль в расчете на РO4). После этого обрабатывающие растворы наносят на поверхность листов текстурированной электротехнической стали и затем стальные листы прокаливают в течение 60 сек при 800°С. Толщину покрытия после операции прокаливания доводят до толщины 3 мкм в расчете на одну сторону.
Для листов текстурированной электротехнической стали после операции прокаливания определяют индуцированное покрытием напряжение, стойкость к влагопоглощению, коррозионную стойкость и коэффициент расслоения с использованием тех же методов, что и в примере 1.
Результаты приведены в таблице 2.
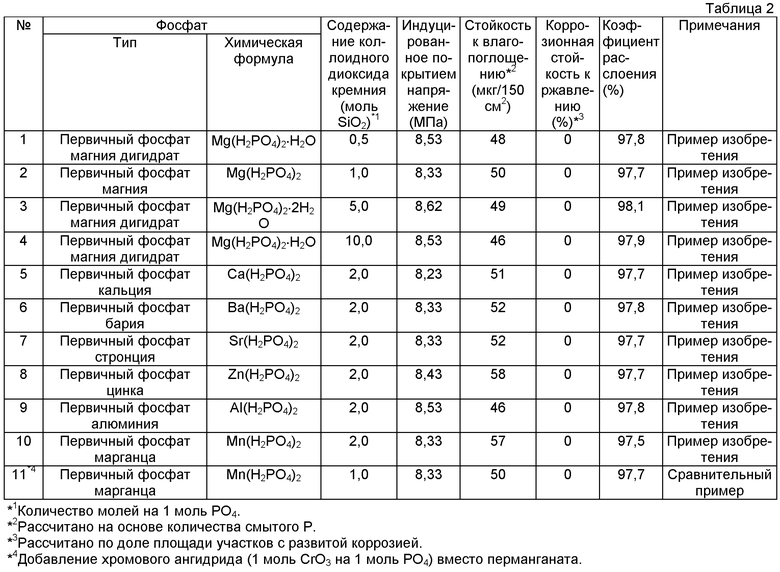
Как следует из таблицы 2, когда в случае использования обрабатывающих растворов для нанесения изоляционного покрытия, содержащих соответствующее, определенное в изобретении количество фосфатов, вводят необходимое количество перманганатов и коллоидного диоксида кремния, то получают изоляционные покрытия, характеризуемые отличными индуцированным покрытием напряжением, стойкостью к влагопоглощению, коррозионной стойкостью и коэффициентом расслоения.
ПРИМЕР 3
Сляб для листа текстурированной электротехнической стали, содержащий, мас.%: С 0,05, Si 3, растворимый Аl менее 0,02, Мn 0,04, S 0,02, Fe - остальное и неизбежные примеси, подвергают горячей прокатке с образованием горячекатаного листа толщиной 2,0 мм и затем подвергают горячекатаный лист нормализационному отжигу в течение 60 сек при 1000°С. После этого горячекатаный лист подвергают первой холодной прокатке с образованием холоднокатаного листа, имеющего промежуточную толщину 1,5 мм, и затем в течение 60 сек промежуточному отжигу при 1000°С. Далее холоднокатаный лист подвергают второй холодной прокатке до достижения конечной толщины листа 0,22 мм, после чего холоднокатаный лист, обладающий такой конечной толщиной, подвергают в течение 150 сек первичному рекристаллизационному отжигу с декарбюризацией при 820°С. После этого наносят на лист в качестве отжигового сепаратора суспензию MgO и в течение 15 час проводят вторичный рекристаллизационный отжиг при 1220°С, получая в результате листы текстурированной электротехнической стали с форстеритным покрытием.
Далее готовят 500 мл раствора, в котором смешаны 250 мл водного раствора фосфата магния [Mg(H2PO4)2] (0,5 моля РO4) и 250 мл водного раствора фосфата алюминия [Аl(Н2РO4)2] (0,5 моля РO4), в результате чего суммарное содержание РO4 составляет 1 моль. Готовят обрабатывающие растворы для нанесения изоляционного покрытия, в которых 700 мл коллоидного диоксида кремния (3 моля SiO2) и 0,5 моля шестиводного перманганата магния [Mg(MnO4)2·6H2O], в расчете на Mg добавлены к водному раствору фосфата. Далее обрабатывающие растворы наносят на поверхности листов текстурированной электротехнической стали, после чего стальные листы прокаливают в течение 30 сек при температурах (температура выдержки), указанных в таблице 3. Толщину покрытия после операции прокаливания доводят до 1,5 мкм в расчете на одну сторону.
Для листов текстурированной электротехнической стали после прокаливания оценивают индуцированное покрытием напряжение, стойкость к влагопоглощению, коррозионную стойкость и коэффициент расслоения с использованием тех же методов, что и в примере 1.
С целью изучения влияния отжига для снятия напряжений было также оценено индуцированное покрытием напряжение после отжига для снятия напряжений, проводимого в течение 3 час при 800°С.
Результаты приведены в таблице 3.

Как следует из таблицы 3, когда температура операции прокаливания находилась в рекомендуемых изобретением пределах от 350 до 1100°С, характеристики индуцированного покрытием напряжения после отжига для снятия внутренних напряжений, стойкость к влагопоглощению, коррозионная стойкость и коэффициент расслоения были превосходными.
Согласно изобретению изоляционные покрытия, обладающие превосходными индуцированным покрытием напряжением, стойкостью к влагопоглощению, коррозионной стойкостью и коэффициентом расслоения, могут быть образованы на поверхности листа текстурированной электротехнической стали и в результате этого может быть достигнуто снижение магнитострикции листа текстурированной электротехнической стали и дополнительно снижения акустического шума.
Наряду с этим применение обрабатывающего раствора для изоляционного покрытия позволяет производить лист текстурированной электротехнической стали, имеющий изоляционное покрытие с исключительными свойствами покрытия, которые аналогичны свойствам, получаемым в тех случаях, когда используют обрабатывающие растворы для изоляционного покрытия, содержащие соединения хрома, без образования жидкого стока, содержащего вредные соединения хрома.
Изобретение относится к области обработки электротехнической стали. Способ включает следующие стадии: формование сляба для листа текстурированной электротехнической стали в лист, имеющий конечную толщину путем прокатки; проведение первичного рекристаллизационного отжига листа; проведение вторичного рекристаллизационного отжига листа; нанесение на лист обрабатывающего раствора для изоляционного покрытия и прокаливание листа, причем в способе в качестве обрабатывающего раствора для изоляционного покрытия используют обрабатывающий раствор для изоляционного покрытия, содержащий по меньшей мере одно соединение, выбранное из фосфатов Mg, Ca, Ba, Sr, Zn, Al и Мn, коллоидный раствор диоксида кремния в количестве от 0,5 до 10 моль в расчете на SiO2 и по меньшей мере одно соединение, выбранное из перманганатов Mg, Sr, Zn, Ba и Ca, в количестве от 0,02 до 2,5 моль в расчете на металлические элементы в перманганатах относительно 1 моля РO4 в фосфатах, а прокаливание выполняют при температурах от 350°С или выше и 1100°С или ниже. Технический результат - разработка раствора для нанесения на электротехническую сталь изоляционного покрытия, снижающего эффект магнитострикции. 2 н. и 5 з.п. ф-лы, 3 табл., 2 ил.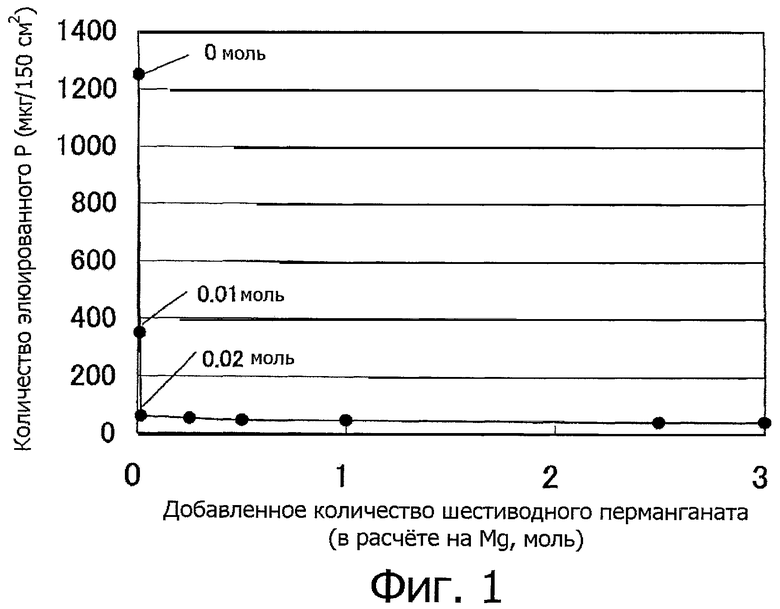
1. Обрабатывающий раствор для нанесения изоляционного покрытия на лист текстурированной электротехнической стали, содержащий: по меньшей мере одно соединение, выбранное из фосфатов Mg, Ca, Ba, Sr, Zn, Al и Мn; и
коллоидный раствор диоксида кремния в количестве от 0,5 до 10 моль в расчете на SiO2 и по меньшей мере одно соединение, выбранное из перманганатов Mg, Sr, Zn, Ba и Са, в количестве от 0,02 до 2,5 моль в расчете на металлические элементы в перманганатах относительно 1 моля РO4 в фосфатах.
2. Обрабатывающий раствор по п.1, по существу, не содержащий Сr.
3. Способ производства листа текстурированной электротехнической стали с изоляционным покрытием, включающий следующие стадии:
формование сляба для листа текстурированной электротехнической стали в лист, имеющий конечную толщину, путем прокатки;
проведение первичного рекристаллизационного отжига листа;
проведение вторичного рекристаллизационного отжига листа;
нанесение на лист обрабатывающего раствора для изоляционного
покрытия; и
прокаливание листа,
в котором в качестве обрабатывающего раствора для изоляционного покрытия используют обрабатывающий раствор для изоляционного покрытия, содержащий по меньшей мере одно соединение, выбранное из фосфатов Mg, Са, Вa, Sr, Zn, Al и Мn; и коллоидный раствор диоксида кремния в количестве от 0,5 до 10 моль в расчете на SiO2; и по меньшей мере одно соединение, выбранное из перманганатов Mg, Sr, Zn, Ва и Са, в количестве от 0,02 до 2,5 моль в расчете на металлические элементы в перманганатах относительно 1 моля РО4 в фосфатах; и прокаливание выполняют при температурах от 350°С или выше и 1100°С или ниже.
4. Способ производства листа по п.3, в котором обрабатывающий раствор для изоляционного покрытия, по существу, не содержит Сr.
5. Способ производства листа по п.3 или 4, включающий:
формование сляба для листа текстурированной электротехнической стали в лист, имеющий конечную толщину, путем проведения однократной, двукратной или многократной холодной прокатки, включающей промежуточный отжиг, осуществляемый после горячей прокатки или дополнительного нормализационного отжига.
6. Способ производства листа по п.3 или 4, включающий:
проведение первичного рекристаллизационного отжига,
нанесения отжигового сепаратора, содержащего в качестве основного компонента MgO, и
проведение вторичного рекристаллизационного отжига.
7. Способ производства листа по п.5, включающий:
проведение первичного рекристаллизационного отжига,
последующее нанесение отжигового сепаратора, содержащего в качестве основного компонента MgO, и
проведение вторичного рекристаллизационного отжига.
| JP 04165022, 10.06.1992 | |||
| JP 2007023329, 01.02.2007 | |||
| JP 2002047576, 15.02.2002 | |||
| Суспензия для получения электроизоляционных покрытий | 1978 |
|
SU788824A1 |
| ЭЛЕКТРОТЕХНИЧЕСКАЯ ТЕКСТУРОВАННАЯ ЛИСТОВАЯ СТАЛЬ С ЭЛЕКТРОИЗОЛЯЦИОННЫМ ПОКРЫТИЕМ И СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКОЙ ТЕКСТУРОВАННОЙ ЛИСТОВОЙ СТАЛИ | 2002 |
|
RU2288297C2 |

