Изобретение относится к обработке металлов давлением и предназначено для производства биметаллических прутковых и проволочных изделий волочением.
Известно, что биметаллические прутки и проволоку производят, главным образом, прокаткой или прессованием с последующим волочением биметаллической заготовки (Перлин И.Л., Ерманок М.З. Теория волочения. - М.: Металлургия, 1971. - с.50).
Наиболее близким к заявляемому изобретению является способ волочения изделий (А.С. СССР №1245375, кл. В21С 1/100, 1986), включающий предварительное формирование на изделии захватки с заостренным и коническим участками и последующее волочение через монолитную волоку.
Причиной, препятствующей получению технического результата, который обеспечивается заявляемым изобретением, является то, что при волочении биметаллических изделий известным способом не учитывается деформационный разогрев как сердечника, так и оболочки, обладающих различными теплофизическими и механическими характеристиками, что может привести к отслоению оболочки (наружного слоя биметалла) от сердечника (центральной части биметаллической заготовки).
Признаки прототипа, совпадающие с существенными признаками заявляемого решения, - предварительное формирование на изделии захватки с заостренным и коническим участками и последующее волочение через монолитную волоку.
Задачей изобретения является повышение качества биметаллического изделия.
Технический результат заключается в предотвращении возможного отслоения оболочки биметаллической заготовки от сердечника в процессе пластического деформирования.
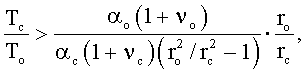
Поставленная задача была решена за счет того, что в известном способе, включающем предварительное формирование на изделии захватки с заостренным и коническим участками с последующим волочением через монолитную волоку, волочение изделий осуществляют при следующем соотношении температур сердечника и оболочки:

где Tc - температура сердечника, град;
То - температура оболочки, град;
rc - радиус сердечника, мм;
ro - наружный радиус оболочки биметаллической заготовки, мм;
αо - коэффициент температурного расширения материала оболочки, 1/град;
αc - коэффициент температурного расширения материала сердечника, 1/град;
νo - коэффициент Пуассона материала оболочки;
νс - коэффициент Пуассона материала сердечника.
Признаки предлагаемого способа, отличительные от прототипа, - волочение изделий осуществляют при соотношении температур сердечника и оболочки:
Учет температурного режима при волочении особенно важен при многократном волочении, поскольку оболочка и сердечник в процессе деформации имеют различную температуру деформационного разогрева, а также различные условия охлаждения между проходами. При многократном волочении между проходами протягиваемое изделие охлаждается на барабанах волочильной машины воздействием охлаждающей среды, роль которой выполняет либо воздух (воздушное охлаждение), либо технологическая смазка (масла, эмульсии). При этом охлаждение наружной поверхности оболочки происходит более интенсивно, что приводит к различным температурным режимам оболочки и сердечника.
Учет термоупругих деформаций сердечника и оболочки выполнен с привлечением аппарата термоупругости. Так, дифференциальное уравнение для радиальных перемещений осесимметричной теории термоупругости выглядит следующим образом (Тимошенко С.П., Гудьер Дж. Теория упругости. - М.: Наука, 1975):
где  - градиент температуры в радиальном направлении;
- градиент температуры в радиальном направлении;
u - радиальные термоупругие перемещения, мм;
ν - коэффициент Пуассона материала;
α - коэффициент температурного расширения, 1/град.
Уравнение (2) применено отдельно для сердечника, имеющего усредненную по сечению температуру Tc, и для оболочки, имеющей
усредненную по толщине оболочки температуру To Температуры Tc и То определяются из условий деформирования в технологическом инструменте и охлаждения заготовки между проходами при многократном волочении, при этом соотношение Tc и То может быть различным в зависимости от теплофизических и механических свойств компонентов биметаллической заготовки.
Из решения уравнения (2) получаем радиальное перемещение сердечника на границе сердечник-оболочка (r=rc)

где νc - коэффициент Пуассона материала сердечника.
Соответственно для оболочки на границе оболочка-сердечник получаем перемещение

где νо - коэффициент Пуассона материала оболочки.
При равенстве перемещений uc=uо в биметаллической заготовке сохраняется контакт между оболочкой и сердечником. При uо>uc появляется зазор, что является недопустимым. Необходимо обеспечить uc>uо, при этом на контакте появляются сжимающие напряжения, которые обеспечивают сплошность биметаллической заготовки, а также способствуют повышению пластических свойств металла сердечника при деформации на последующих переходах волочения. Таким образом, с позиций термоупругого состояния биметаллической заготовки необходимо выполнение соотношения температур сердечника и оболочки:

Пример конкретной реализации способа
При производстве сверхпроводниковых материалов композиционную биметаллическую заготовку, состоящую из сердечника, включающего большое количество ниобиевых волокон, и токостабилизирующей оболочки из сверхчистой меди, подвергают многократному волочению. Для данного сочетания компонентов биметалла νc≈νо, для ниобия коэффициент  , для меди
, для меди  . Соотношение rо/rc=2. Из формулы (5) следует, что для обеспечения прочного соединения оболочки и сердечника необходимо обеспечить соотношение Tc/To>3,4. Из данного условия должен быть построен технологический процесс получения качественного сверхпроводника на основе ниобия и меди.
. Соотношение rо/rc=2. Из формулы (5) следует, что для обеспечения прочного соединения оболочки и сердечника необходимо обеспечить соотношение Tc/To>3,4. Из данного условия должен быть построен технологический процесс получения качественного сверхпроводника на основе ниобия и меди.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЛОЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2480301C1 |
| СПОСОБ ПРОИЗВОДСТВА ОСЕСИММЕТРИЧНЫХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ МЕТАЛЛОИЗДЕЛИЙ ПОВЫШЕННОЙ ТОЧНОСТИ | 2017 |
|
RU2661161C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2669260C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2753395C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2492011C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПОЛИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2536849C1 |
| СПОСОБ МНОГОКРАТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ОСЕСИММЕТРИЧНЫХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ МЕТАЛЛОИЗДЕЛИЙ | 2014 |
|
RU2580263C2 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБНЫХ МЕТАЛЛОИЗДЕЛИЙ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ АТОМНЫХ РЕАКТОРОВ | 2018 |
|
RU2707249C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ МОНОМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2553747C1 |
| СПОСОБ ВОЛОЧЕНИЯ ИЗДЕЛИЙ | 2006 |
|
RU2310533C1 |
Изобретение предназначено для повышения качества прутковых и проволочных биметаллических изделий, получаемых волочением. Способ включает предварительное формирование на прутковом или проволочном изделии захватки с заостренным и коническим участками с последующим волочением через монолитную волоку. Прочность соединения оболочки и сердечника обеспечивается за счет того, что волочение изделий осуществляют при соотношении температур сердечника и оболочки, регламентируемом математической зависимостью, учитывающей температуру сердечника, оболочки, радиус сердечника, наружный радиус оболочки биметаллической заготовки и другие параметры.
Способ производства биметаллических прутковых и проволочных изделий, включающий предварительное формирование на изделии захватки с заостренным и коническим участками и последующее волочение через монолитную волоку, отличающийся тем, что волочение изделий осуществляют при следующем соотношении температур сердечника и оболочки:
где Тс - температура сердечника, град;
То - температура оболочки, град;
rc - радиус сердечника, мм;
ro - наружный радиус оболочки биметаллической заготовки, мм;
αо - коэффициент температурного расширения материала оболочки, 1/град;
αс - коэффициент температурного расширения материала сердечника, 1/град;
νo - коэффициент Пуассона материала оболочки;
νc - коэффициент Пуассона материала сердечника.
| Способ волочения изделий | 1984 |
|
SU1245375A1 |
| SU 1807618 A1, 27.06.1996 | |||
| Способ изготовления биметаллической проволоки и заготовка для его осуществления | 1988 |
|
SU1698016A1 |
| Способ прокатки труднодеформируемых металлов | 1977 |
|
SU710683A1 |
| US 3514572 А, 26.05.1970. | |||

