Изобретение относится к обработке металлов давлением, в частности к волочильному производству.
Цель изобретения - уменьшение обрывности . захватки и ста™ бШ1И:5ация условий смазки путем снижения усилия на захватке в первый момент волочения,
На фиг, 1 показано положение захватки в момент начала протягивания переходной части; на фиг. 2 - то же, в текущий момент протягивания переходной части; на фиг. 3 - то же, в момент окончания протягивания переходной части и начала протягивания тела изделия; на фиг. 4 - графики измен.-ния усилия волочения на захватке Р в зависимости от перемещения захватки Ь по ходу волочения.
Захватка.состоит из заостренной части I, переходной части 2, имеющей коническую поверхность от заостренной части 1 до тела изделия 3.. Коническая-поверхность переходной части 2 выполнена с углом конусности р меньшим, чем угол конусности oL рабочего-канала волоки 4, установленной в волокодержателе 5. Заостренный участок 1 находится в захвате с зажимом тянущего устройства 6 .На фиг. 4 кривая А характеризует характер изменения усилия волочения на существующей захватке, кривая Б - на предлагаемой; участок I характеризуе первый момент волочения участок.II установившийся момент волочения.
Перед волочением заостренную част 1 захватки вводят в волоку, далее наносят технологическую смазку и осуществляют захват заостренного конца изделия -зажимом тянущего устройства (фиг. 1).
В первьш момент волочения происхо . постепенное деформирование ходного участка 2 захватки (фиг. 2)„ Волочение переходного участка проходит с переменной вытяжкой, значение которой изменяется рт единицы до вытяжки изделия (фиг.- 3). С плавным нарастающим изменением вытяжки плавно изменяется и усилие волочения (фиг. 4) при установившемся процессе, когда начинается протягивание тела изделия, усилие волочения .становится неизменным.
При углах конуса переходной части больших, чем угол конуса волоки в первый момент волочения начинает деформи1юваться тело изделия, что приводит к скачку усилия (фиг. 4). Кроме того, в месте перехода тела изделия в захватку могут быть перереза- ние смазочного слоя в волоке, а также высокая концентрация контактных напрязкений, что способствует быстрому раз:рушению канала волоки.
Прн о( - 2-3 перестает работать эффект смазочного клина, а также возрастает длина самой захватки. Поэтому угол конуса переходной части целес.о- образнее делать меньшим, чем угол конуса волоки, на 2-3 . В этом слу- чае снижается интенсивность отгона смазки из рабочего канала волоки и повыша.ется гидродинамическое давление в слое смазки, что и обеспечивает непрерьтность смазочного- слоя. Пример. На трубе 0 14x0,94 из Д1М изготовлена захватка в штампе, установленном на гидравлическом прессе. Захватка имеет диаметр заостренной части 9 мм, угол конуса переходной
части
10 (
при волочении в волок - с
углом конуса 12°). Длина переходной части найдена из геометрических соображений по Формуле Z (d-a)/2/tg, , где D - диаметр тела изделия; d - диаметр заострения: части захватки 1 4 Mvj,
При волочении трубы с предлагаемой захваткой усилие волочения изменяется по кривой (,фиг , 4). Па трубе 0 14х
xO,j94 з ДШ захватка имеет диаметр стержневой части 9 мм. Переходная часть имеет конический переход с углом 20 .
При волочении трубы с захваткой
ifio базовому варианту усилие волочения измешяется по кривой А фиг. 4), Как видно из графика, у силие волоче- ния в начальной момент волочения на 50% превькиает усилие в установившей-.
ся стадии, чт о способствует при больших обясатиях обрьшу захватки.
При использовании- предлагаемого способа волочения изделий, преимущественно прутков и труб, исключаются обрывы при захватке,, так как в первый момент волочения снижается усилие; стабилизир татся условия смазки, так как обеспечивается непрерывность
смазочного слоя; повьш1ается стойкость рабочего к.анала волоки; повышаются разовые деформации при волочении; смягчается рывок в момент, когда
3
включаются в цепь тележка тянущего устройства на станах периодического действия с цепным приводом тележки; отпадает необходимость в буферах,
1245375
устройствах, устанавливаемых на тележках тянущего устройства для смягчения рывка; уменьшаются отходы металла захваток в брак.
Фиг. 2
Фиг.Ч
Составитель Н, Архинчеева Редактор Л. Гра тилло Техред Г.Гербер Корректор Г, Решетник
3942/6
Тираж 783 , Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород,- ул. Проектная, 4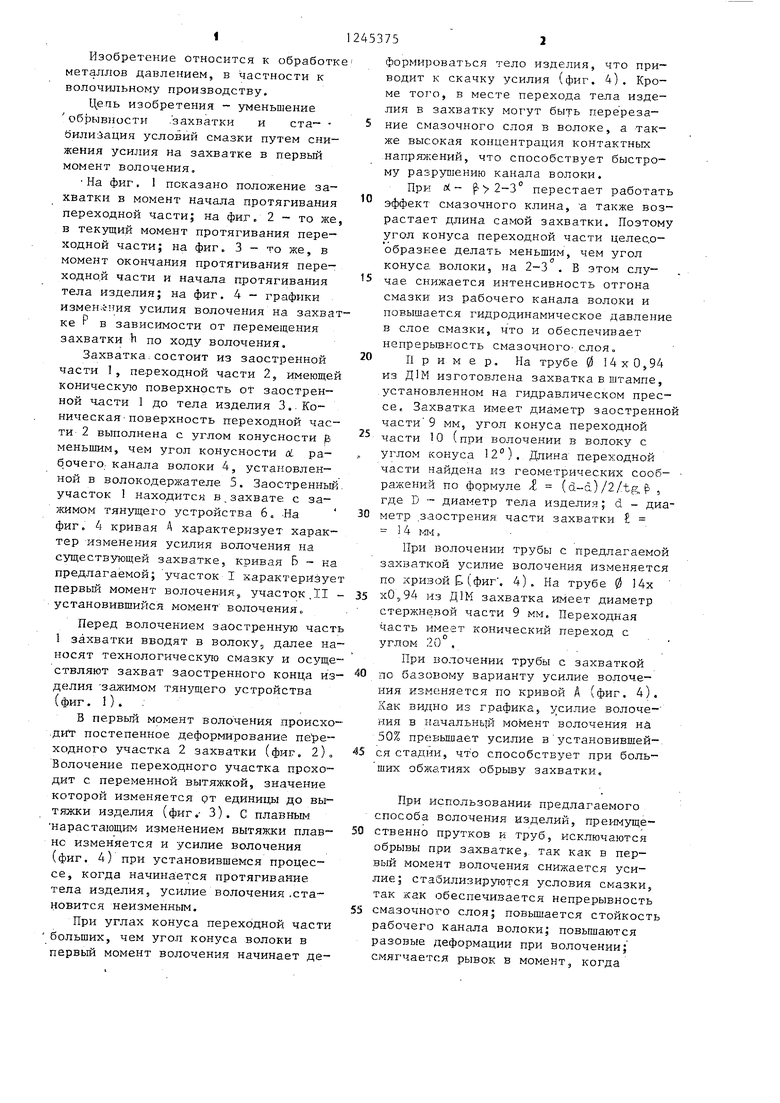

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЛОЧЕНИЯ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2404873C1 |
| СПОСОБ ВОЛОЧЕНИЯ ИЗДЕЛИЙ | 2006 |
|
RU2310533C1 |
| СПОСОБ ВОЛОЧЕНИЯ ИЗДЕЛИЙ | 1998 |
|
RU2126731C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2669260C1 |
| Способ волочения профильных тонкостенных труб | 1987 |
|
SU1454532A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБНЫХ ИЗДЕЛИЙ | 2018 |
|
RU2690796C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ МОНОМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2553747C1 |
| СПОСОБ ВОЛОЧЕНИЯ ИЗДЕЛИЯ (ВАРИАНТЫ) | 1995 |
|
RU2101108C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВЫХ И ПРОВОЛОЧНЫХ МЕТАЛЛОИЗДЕЛИЙ | 2017 |
|
RU2675710C1 |
| СПОСОБ МНОГОКРАТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ОСЕСИММЕТРИЧНЫХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ МЕТАЛЛОИЗДЕЛИЙ | 2014 |
|
RU2580263C2 |
| Ландихов А | |||
| Д | |||
| Производство труб, прутков и профилей из цветных металлов | |||
| М.: Металлургиздат, 1962, с | |||
| Паровой котел с винтовым парообразователем | 1921 |
|
SU304A1 |
| , Перциков Зо И | |||
| Оборудование для волочения Труб | |||
| М.; Металлургия, | |||
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Прибор для определения всасывающей силы почвы | 1921 |
|
SU138A1 |
| ВСЕСОЮЗНАЯ п TryT'^n.'^r^f'^'i'-'y'*' J < ,.1! i iiw S S.ASirj •.'„ 'liKi | 0 |
|
SU360991A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
