Изобретение относится к обработке металлов давлением и предназначено для производства осесимметричных высокоточных прутковых и проволочных изделий волочением.
Известно, что прутковые и проволочные металлоизделия изготавливают по технологической схеме, совмещающей прокатку или прессование заготовки и ее последующее волочение через конический волочильный инструмент.
Предварительно передний конец заготовки заостряют, формируют захватку, которую вводят в инструмент (волоку), зацепляют зажимом тянущего устройства и производят деформацию протягиваемой заготовки в технологическом инструменте (см. Перлин И.Л., Ерманок М.З. Теория волочения. - М.: Металлургия, 1971. - с. 18).
Наиболее близким способом того же назначения к заявляемому изобретению по совокупности признаков является способ волочения изделий (см. патент РФ №2126731 от 27.01.1999, кл. В21С 1/00), включающий предварительное формирование на заготовке захватки, деформацию заготовки в конических волоках с использованием технологической смазки при наличии остаточных напряжений в металлоизделиях.
Недостатком известного способа, принятого за прототип, является то, что он не учитывает изменение геометрических размеров, в частности диаметра металлоизделий, вследствие релаксации остаточных напряжений.
Известно, что в процессе пластического деформирования в протягиваемых изделиях возникают остаточные напряжения (см. Перлин И.Л., Ерманок М.З. Теория волочения. - М.: Металлургия, 1971. - с. 371-383), которые существенно влияют на процесс волочения и качество металлоизделий, в частности конечный размер металлоизделий.
При производстве прутковых и проволочных изделий применяется многопереходное волочение через ряд последовательных волок. При многопереходном волочении остаточные напряжения накапливаются от перехода к переходу, при этом их влияние на качество, в частности геометрические параметры, металлоизделий возрастает, что особенно важно при производстве металлоизделий повышенной точности.
Признаки прототипа, совпадающие с признаками заявляемого решения, - предварительное формирование на изделии захватки и последующее волочение с использованием технологической смазки через монолитные волоки.
Задачей изобретения является учет релаксации остаточных напряжений и изменение конечного размера осесимметричных прутковых и проволочных металлоизделий вследствие релаксации остаточных напряжений.
Поставленная задача была решена за счет того, что в известном способе производства осесимметричных прутковых и проволочных металлоизделий повышенной точности, включающем предварительное формирование на изделии захватки и последующее волочение с использованием технологической смазки через монолитные волоки, изменение радиуса металлоизделия вследствие релаксации остаточных напряжений определяют по формуле
где 
 - параметр, определяющий величину остаточных напряжений, МПа;
- параметр, определяющий величину остаточных напряжений, МПа;
Е - модуль упругости материала металлоизделия;
μ - коэффициент Пуассона материала металлоизделия;
R - радиус металлоизделия, мм;
е - основание натурального логарифма;
ψ - параметр, определяющий долю энергии пластического деформирования, пошедшую на формирование остаточных напряжений;
σSi - сопротивление пластической деформации протягиваемого металла в i-том переходе многопереходного волочения, МПа;
 - степень деформации в i-том переходе;
- степень деформации в i-том переходе;
 - вытяжка в i-том переходе;
- вытяжка в i-том переходе;
doi, d1i - диаметры металлоизделия на входе в волочильный инструмент и на выходе из него соответственно в i-том переходе;
αв - угол наклона образующей волочильного инструмента к оси волочения.
Признаки предлагаемого способа, отличительные от прототипа, - определение увеличения радиуса протягиваемого пруткового или проволочного металлоизделия за счет релаксации остаточных напряжений в зависимости от условий волочения и механических свойств протягиваемого металла.
Остаточные напряжения в объеме прутковых и проволочных металлоизделий после пластического деформирования определяются соотношениями (см. Колмогоров Г.Л., Кузнецова Е.В., Тиунов В.В. Технологические остаточные напряжения и их влияние на долговечность и надежность металлоизделий. Пермь, изд-во ПНИПУ, 2012) 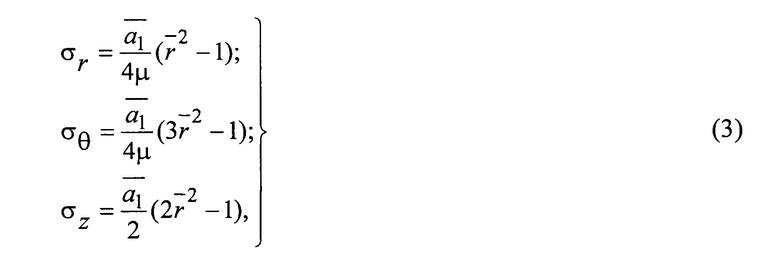
где σr, σθ, σz - остаточные напряжения в радиальном, окружном и осевом направлении соответственно;
μ - коэффициент Пуассона материала;
 - относительная радиальная координата;
- относительная радиальная координата;
R - радиус металлоизделия.
Параметр  входящий в соотношения (3), определяется технологическими условиями производства металлоизделия
входящий в соотношения (3), определяется технологическими условиями производства металлоизделия

где Е - модуль упругости материала металлоизделия;
μ - коэффициент Пуассона материала;
ψ - коэффициент, определяющий долю энергии пластического деформирования, пошедшую на формирование остаточных напряжений;
σSi - сопротивление деформации материала изделия в i-том переходе при многопереходном волочении;
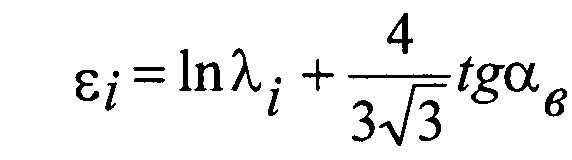 - степень деформации в i-том переходе;
- степень деформации в i-том переходе;
 - вытяжка в i-том переходе;
- вытяжка в i-том переходе;
doi,  - диаметры металлоизделия на входе в волочильный инструмент и на выходе из него соответственно в i-том переходе;
- диаметры металлоизделия на входе в волочильный инструмент и на выходе из него соответственно в i-том переходе;
αв - угол наклона образующей волочильного инструмента к оси волочения.
Остаточные напряжения, определяемые уравнениями (3), могут быть значительными и привести к изменению геометрии металлоизделий (изменению радиуса) в процессе последующей эксплуатации за счет релаксации остаточных напряжений.
Релаксация напряжений - это изменение напряжений во времени в конструкциях, работающих под нагрузкой. Явление релаксации характерно для большинства конструкционных материалов, обладающих вязкоупругими свойствами. Релаксация напряжений описывается уравнением (см. Качанов Л.М. Основы теории пластичности. М.: Наука, 1969, с. 396)

где σ0 - начальное напряжение (t=0);
tp - время релаксации;
е - основание натурального логарифма.
Применительно к остаточным напряжениям системы (3) уравнение релаксации (4) дает
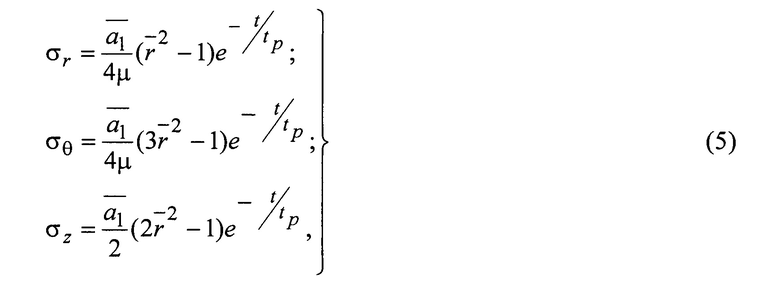
Вследствие релаксации напряжений в прутковых и проволочных металлоизделиях произойдет изменение геометрических размеров, в частности изменение их радиуса. Изменение радиуса металлоизделий характеризует относительная деформация в окружном направлении εθ, которая определяется законом Гука 
Максимальная деформация εθ соответствует поверхности прутковых и проволочных металлоизделий 
Уравнение (6) с учетом (5) даст значение εθ для поверхности  в следующем виде
в следующем виде
При полной релаксации напряжений в процессе последующей эксплуатации металлоизделий t=tp, при этом

Относительная окружная деформация определяется в свою очередь соотношением (см. Феодосьев В.И. Сопротивление материалов. М.: Наука, с. 276)
для r=R имеем

где U - радиальное перемещение поверхности металлоизделия, которое будет определять изменение конечного радиуса металлоизделия.
Из соотношения (8) получим
с учетом (7) имеем

при этом  определяется соотношением (2).
определяется соотношением (2).
Пример конкретной реализации.
Медный пруток радиусом 20 мм изготовили из прессованной заготовки за 7 переходов с коэффициентом вытяжки в каждом переходе λi=1.5.
Исходные данные для расчета:
ψ=0.15, μ=0.34, Е=1.2⋅105 МПа, αв=10°, σS=400 МПа.
В результате расчета получили  МПа и ΔR=0.233 мм, что составит изменение диаметра Δd=0.466 мм.
МПа и ΔR=0.233 мм, что составит изменение диаметра Δd=0.466 мм.
Пруток радиусом 25 мм из титанового сплава НМП-1А изготовлен из прессованной заготовки за 4 перехода с коэффициентом вытяжки в каждом переходе λi=1,3.
Исходные данные для расчета:
ψ=0.20, μ=0.35, E=1.1⋅105 МПа, αв=6°, σS=800 МПа.
В результате расчета получили  МПа и ΔR=1,87 мм, что составит изменение диаметра Δd=3,76 мм.
МПа и ΔR=1,87 мм, что составит изменение диаметра Δd=3,76 мм.
При производстве высокоточных прутков изменения диаметра могут оказаться существенными, что потребует соответствующей корректировки геометрии волочильного технологического инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГОКРАТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ОСЕСИММЕТРИЧНЫХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ МЕТАЛЛОИЗДЕЛИЙ | 2014 |
|
RU2580263C2 |
| СПОСОБ ВОЛОЧЕНИЯ ПОЛИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2536849C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ МОНОМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2553747C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОКАЗАТЕЛЯ ДЕФОРМАТИВНОСТИ МАТЕРИАЛА | 2004 |
|
RU2276779C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОКАЗАТЕЛЯ ДЕФОРМАТИВНОСТИ МАТЕРИАЛА ПРИ ПРОИЗВОДСТВЕ ПРУТКОВЫХ МЕТАЛЛОИЗДЕЛИЙ | 2021 |
|
RU2775810C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2753395C1 |
| СПОСОБ ВОЛОЧЕНИЯ ИЗДЕЛИЙ | 2006 |
|
RU2310533C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2669260C1 |
| СПОСОБ ВОЛОЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2480301C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2492011C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве осесимметричных прутковых и проволочных изделий волочением. Предварительно на заготовке формируют захватку, после чего производят волочение заготовки через монолитные волоки с использованием технологической смазки. При волочении учитывают изменение радиуса металлоизделия вследствие релаксации остаточных напряжений, величину которого определяют по приведенной формуле. В результате обеспечивается повышение точности полученных изделий. 1 пр.
Способ производства осесимметричных прутковых и проволочных металлоизделий, включающий предварительное формирование на заготовке захватки и последующее ее волочение по переходам через монолитные волоки с использованием технологической смазки, отличающийся тем, что при волочении учитывают изменение радиуса осесимметричного металлоизделия вследствие релаксации остаточных напряжений, величину которого (ΔR) определяют по формуле:
где  - параметр, определяющий величину остаточных напряжений, МПа;
- параметр, определяющий величину остаточных напряжений, МПа;
Е - модуль упругости материала металлоизделия, МПа;
μ - коэффициент Пуассона материала металлоизделия;
R - радиус металлоизделия, мм;
е - основание натурального логарифма;
ψ - параметр, определяющий долю энергии пластического деформирования, пошедшую на формирование остаточных напряжений;
σsi - сопротивление пластической деформации протягиваемого металла в i-том переходе многопереходного волочения, МПа;
 - степень деформации в i-том переходе;
- степень деформации в i-том переходе;
 - вытяжка в i-том переходе;
- вытяжка в i-том переходе;
doi, d1i - диаметры металлоизделия на входе в волочильный инструмент и на выходе из него соответственно в i-том переходе, мм;
αв - угол наклона образующей волочильного инструмента к оси волочения, град.
| СПОСОБ ВОЛОЧЕНИЯ ИЗДЕЛИЙ | 1998 |
|
RU2126731C1 |
| СПОСОБ МНОГОКРАТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ОСЕСИММЕТРИЧНЫХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ МЕТАЛЛОИЗДЕЛИЙ | 2014 |
|
RU2580263C2 |
| СПОСОБ ДЕФОРМИРОВАНИЯ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1996 |
|
RU2113301C1 |
| СПОСОБ ВОЛОЧЕНИЯ ИЗДЕЛИЯ (ВАРИАНТЫ) | 1995 |
|
RU2101108C1 |
| Устройство для измерения больших сопротивлений | 1989 |
|
SU1688191A1 |

