Изобретение относится к обработке металлов давлением и предназначено для производства триметаллических прутковых и проволочных изделий волочением.
К триметаллическим изделиям в виде прутков проволоки относят изделия, включающие три слоя из разных металлов.
Известно, что прутки и проволоку изготавливают по технологической схеме, совмещающей прокатку или прессование заготовки с последующим волочением триметаллической заготовки через конические волоки.
При деформировании в волочильном инструменте в заготовке возникает напряжение волочения, которое может приводить к обрыву переднего конца заготовки (см. Перлин И.Л., Ерманок М.З. Теория волочения. - М.: Металлургия, 1971. - С.17).
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ волочения изделий, включающий предварительное формирование захватки с заостренным и коническим участками и последующее волочение через монолитную волоку. Формирование конического участка захватки осуществляют с углом конусности на 2-3° меньшим, чем угол конусности волоки. Перед волочением заостренную часть захватки вводят в волоку, наносят технологическую смазку и осуществляют захват заостренного конца зажимом тянущего устройства (а.с. СССР №1245375, кл. В21С 1/00, 1986). Данный способ принят в качестве прототипа.
Недостатком известного способа, принятого за прототип, является то, что он не учитывает геометрию волочильного инструмента, в частности, угол наклона образующей рабочего канала волоки к оси волочения. Угол наклона образующей рабочего канала технологического волочильного инструмента является одним из основных параметров, определяющих напряжение волочения, единичные обжатия и энергозатраты при волочении.
Признаки прототипа, совпадающие с признаками заявляемого решения - предварительное формирование на изделии захватки с заостренным и коническим участками и последующее волочение через конический канал монолитной волоки.
Задачей изобретения является снижение напряжения волочения и энергоемкости процесса волочения триметаллических прутковых и проволочных изделий, повышение единичных обжатий и качества протягиваемых триметаллических изделий за счет оптимизации угла наклона образующей рабочего канала волочильного инструмента.
Поставленная задача была решена за счет того, что в известном способе, включающем предварительное формирование на изделии захватки с заостренным и коническим участками и последующее волочение через конический канал монолитной волоки, используют волоку, угол наклона образующей рабочего канала к оси волочения которой составляет

где 
d0, d1 - внешний диаметр триметаллического прутка или проволочной заготовки до и после деформации соответственно;
σs1, σs2, σs3 - усредненные по зоне деформации сопротивления деформации протягиваемых материалов триметаллической заготовки;



f - коэффициент внешнего трения в очаге деформации при волочении;
σq - напряжение противонатяжения.
Признаки предлагаемого способа, отличительные от прототипа, - использование волоки, угол наклона образующей рабочего канала к оси волочения которой определяют по приведенной выше формуле.
В реальных условиях волочения напряжение волочения монометаллической заготовки определяется по формуле (см. Механика композиционных материалов и конструкций. 2010 - Том 16, №2. С.-191-196)

где
d0, d1 - внешний диаметр монометаллического прутка или проволочной заготовки до и после деформации соответственно;
αв - угол наклона образующей инструмента к оси волочения;
αП - приведенный угол волоки tgαП=0,65tgαв;
σs - среднее по зоне деформации сопротивление деформации протягиваемого материала;
f - коэффициент внешнего трения в очаге деформации при волочении;
σq - напряжение противонатяжения.
Триметаллическая заготовка состоит из трех слоев: центрального сердечника, промежуточного слоя и внешней оболочки. Напряжение, обеспечивающее деформацию центрального сердечника, полагая, что в формуле (2) f=0, будет равно

где σs1 - сопротивление деформации металлосердечника заготовки.
Напряжению волочения (3) соответствует усилие, затрачиваемое на деформацию сердечника

где F1 - площадь сердечника триметаллической заготовки.
Напряжение волочения промежуточного слоя триметаллической заготовки в соответствии с формулой (2) при f=0 составит

где σs2 - сопротивление деформации промежуточного слоя заготовки.
Напряжению волочения (5) соответствует усилие, затрачиваемое на деформацию промежуточного слоя

где F2 - площадь промежуточного слоя триметаллической заготовки.
Для внешней оболочки, находящейся в контакте с волочильным инструментом, напряжение волочения составит

где σs3 - сопротивление деформации внешнего слоя заготовки.
Напряжению волочения (7) соответствует усилие, затрачиваемое на деформацию оболочки

где F3 - площадь внешней оболочки триметаллической заготовки.
Общее усилие, необходимое для пластической деформации триметаллической заготовки, составит

После подстановки соотношений (4), (6) и (8) в формулу (9), преобразований и перехода к среднему напряжению волочения триметаллической заготовки получим

где 
Минимальное значение напряжения волочения и соответственно усилия волочения триметаллической заготовки, а также энергоемкости процесса, обеспечивается из условия равенства нулю производной от напряжения волочения по тангенсу угла наклона образующей рабочего канала волочильного инструмента, а именно
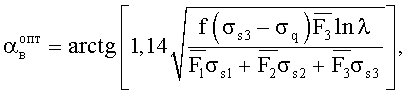
Продифференцировав выражение (10) согласно условию (11), после преобразований получим уравнение для определения оптимального значения тангенса угла наклона образующей рабочего канала волоки к оси волочения

и соответственно

Соотношение (1) позволяет определить оптимальный угол наклона образующей рабочего канала волоки к оси волочения, что обеспечивает минимальное значение напряжения волочения и минимальную энергоемкость процесса волочения триметаллической заготовки.
Пример реализации предлагаемого способа.
Предлагаемый способ использован для волочения триметаллической заготовки низкотемпературного сверхпроводника, состоящего из медного сердечника, промежуточного сверхпроводникового ниобия и медной стабилизирующей оболочки. При этом геометрические и физические соотношения составляли: 


По формуле (1) предлагаемого способа определили оптимальный угол конусности волочильного инструмента, получили 
Таким образом, снижение среднего напряжения волочения при использовании предлагаемого способа составило 12,8%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ТРИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2753395C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2669260C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПОЛИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2536849C1 |
| СПОСОБ ВОЛОЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2480301C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2404873C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ МОНОМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2553747C1 |
| СПОСОБ ВОЛОЧЕНИЯ ИЗДЕЛИЙ | 2006 |
|
RU2310533C1 |
| СПОСОБ ВОЛОЧЕНИЯ ИЗДЕЛИЙ | 1998 |
|
RU2126731C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВЫХ И ПРОВОЛОЧНЫХ МЕТАЛЛОИЗДЕЛИЙ | 2017 |
|
RU2675710C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБНЫХ ИЗДЕЛИЙ | 2018 |
|
RU2690796C1 |
Изобретение предназначено для снижения энергоемкости процесса волочения и повышения качества протягиваемых триметаллических изделий. Способ включает предварительное формирование на изделии захватки с заостренным и коническим участками и последующее волочение через конический канал монолитной волоки. Снижение напряжения волочения и повышение единичных обжатий при волочении обеспечивается за счет того, что угол наклона образующей рабочего канала к оси волочения волоки регламентирован математической зависимостью, учитывающей вытяжку, параметры материалов, составляющих слои заготовки, и относительные площади сечения каждого из слоев, составляющих триметаллическую заготовку. 1 пр.
Способ производства триметаллических прутковых и проволочных изделий, включающий предварительное формирование на изделии захватки с заостренным и коническим участками и последующее волочение через конический канал монолитной волоки, отличающийся тем, что используют волоку, угол наклона образующей рабочего канала к оси волочения которой составляет
где
d0, d1 - внешний диаметр триметаллического прутка или проволочной заготовки до и после деформации, соответственно, мм;
σs1, σs2, σs3 - усредненные по зоне деформации сопротивления деформации протягиваемых материалов триметаллической заготовки, МПа;
f - коэффициент внешнего трения в очаге деформации при волочении;
σq - напряжение противонатяжения, МПа.
| Способ волочения изделий | 1984 |
|
SU1245375A1 |
| Устройство для волочения биметаллической проволоки | 1983 |
|
SU1097406A1 |
| СПОСОБ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2432220C1 |
| US 3834002 A, 10.09.1974. | |||

