Предлагаемое изобретение относится к процессу изготовления деталей, например металлических лопаток газотурбинных двигателей, имеющих внутренние полости сложной геометрии, образующие, в частности, контуры охлаждения, в соответствии с технологией литейного производства по выплавляемым восковым моделям.
Процесс изготовления таких лопаток проходит через этап реализации модели, изготовленной из воска или аналогичного материала, которая содержит некоторую внутреннюю деталь, образующую литейный сердечник и определяющую форму внутренних полостей лопаток. Для формирования такой модели используют форму для литья под давлением для воска, в которую помещают сердечник и затем вводят в нее расплавленный воск. После этого полученную таким образом восковую модель подвергают быстрому охлаждению несколько раз в керамических массах, представляющих собой взвесь керамических частиц и предназначенных для формирования оболочковой литейной формы. Затем удаляют воск и обжигают полученную оболочковую литейную форму. Готовую лопатку получают путем заливки расплавленного металла, который занимает все полости между внутренней стенкой оболочковой литейной формы и сердечником. Благодаря зародышу кристаллизации или соответствующему селектору и контролируемому охлаждению металл затвердевает в соответствии с искомой структурой. В соответствии с характеристиками используемого сплава и ожидаемыми свойствами полученной в результате литья детали можно осуществить направленное отверждение металла в колонной структуре (DS), направленное отверждение металла в монокристаллической структуре (SХ) или равноосное отверждение (ЕХ) соответственно. Два первых семейства деталей относятся к жаропрочным сплавам, предназначенным для изготовления деталей, подвергающихся мощным как термическим, так и механическим воздействиям в турбореактивном двигателе, таких, например, как лопатки турбины высокого давления НР.
После отверждения сплава оболочковую литейную форму и сердечник удаляют. В результате получается лопатка требуемой формы.
Используемые сердечники для литейных форм изготавливаются из керамического материала, обычно имеющего пористую структуру. Эти сердечники изготавливаются из смеси, образованной жаропрочным наполнителем в виде мелких частиц и более или менее сложной органической составляющей, образующей связующий материал. Примеры таких композиций приведены в патентах ЕР 328452, FR 2371257 или FR 1785836. Как известно, литейные сердечники изготавливают путем литья с использованием, например, технологии литья под давлением. Вслед за этой операцией формования следует операция удаления связующего, в процессе которой органическая фракция сердечника устраняется при помощи того или иного способа, такого, например, как сублимация или термическое разрушение, в зависимости от характера используемых материалов. В результате этих операций получается пористая структура. Затем сердечник консолидируется при помощи термической обработки в печи. В случае необходимости осуществляется этап окончательной отделки, предназначенный для устранения заусенцев и удаления следов плоскостей соединения, а также для получения требуемой геометрии сердечника. Для этого используют абразивные инструменты. Также может возникнуть необходимость в усилении сердечника для того, чтобы он не оказался поврежденным в процессе последующих циклов его использования. В этом случае сердечник пропитывают органической смолой.
В целях сокращения продолжительности цикла изготовления сердечников также имеется возможность изготавливать заготовку такого сердечника и затем механически обрабатывать щели и перегородки в том случае, когда сердечник находится в необработанном состоянии. Этот процесс описан в заявке на патент, поданной на имя Заявителя под номером FR 0452789.
Геометрия сердечников всегда является достаточно сложной, в частности, стенки некоторых зон всегда являются более тонкими. Вследствие этого часто достигаются пределы заполнения и требуется разработка более текучих паст или использование более значительного давления для обеспечения заполнения всех вогнутых элементов литейной формы.
Толстые сердечники являются более стабильными в размерном отношении вследствие состава используемых паст. В этом случае подбирают, например, соотношение между содержанием связующего вещества и наполнителя, а также пропорцию мелких и крупных керамических частиц этого наполнителя.
Таким образом, в рамках вновь разрабатываемых двигателей и двигателей, выпускающихся серийно, способ литья под давлением, известный из существующего уровня техники не позволяет достаточно экономичным образом отреагировать на изменения конструкций литейных сердечников, в частности, при необходимости уменьшения толщины тонких зон, толщина которых имеет величину менее 0,4 мм.
Для того чтобы преодолеть упомянутые выше проблемы, в известных технических решениях предлагается изготавливать керамические сердечники в литейной форме, при использовании которой тонкие зоны и/или критические зоны получаются либо путем использования более текучих керамических паст или же путем модификации параметров литья под давлением, в частности, значений расходов или давлений, имеющих величину, превышающую условия традиционного использования. Однако эта технология представляет определенные ограничения. С одной стороны, керамический материал обладает абразивными свойствами и срез, возникающий в результате новых условий заполнения, является причиной преждевременного износа тонких зон технологического оборудования. Это влечет за собой многочисленные периоды остановки производства и повышение стоимости поддержания этого технологического оборудования в надлежащем состоянии. С другой стороны, несмотря на оптимизацию условий заполнения и несмотря на использование цифрового моделирования, некоторые тонкие зоны замораживают фронт заполнения. Из этого следует, что такое заполнение может осуществляться только путем приклеивания так называемой "холодной" пасты, то есть пасты, температура которой не является оптимальной для того, чтобы иметь твердую связь. Эти условия заполнения представляют собой источник признаков типа трещин, которые влекут за собой отбраковку значительного количества сердечников после их выталкивания и контроля качества этих сердечников. Такие дефекты также могут быть выявлены уже после термической обработки, удаления связующего и прокаливания, что оказывается наносящим еще больший ущерб.
Задачей настоящего изобретения является устранение недостатков, присущих известным решениям. Задача решается способом изготовления литейного сердечника, содержащего по меньшей мере одну тонкую зону или тонкую стенку, имеющую толщину "е", величина которой заключена в диапазоне от 0,1 мм до 0,5 мм, например, на задней кромке лопатки газотурбинного двигателя, включающим этап формования в литейной форме смеси, имеющей в своем составе наполнитель, состоящий из керамических частиц, и некоторое органическое связующее, этап извлечения из литейной формы и этап освобождения от связующего и термической обработки для консолидации сердечника. Этот способ отличается тем, что в упомянутой литейной форме формуют сердечник, в котором упомянутая зона является утолщенной по отношению к толщине "е" на некоторую избыточную толщину Е, при этом производят механическую обработку упомянутой избыточной толщины после извлечения сердечника из литейной формы вплоть до получения упомянутой толщины "е" таким образом, чтобы создать канал раскрытия, достаточный для течения упомянутой смеси в процессе ее введения в литейную форму. При этом упомянутая операция механической обработки может быть реализована как до, так и после термической обработки.
В то время как специалисты в данной области техники будут стремиться разработать материалы с уменьшенной вязкостью или модифицировать параметры процесса литья под давлением, в частности, расход или давление, предлагаемое изобретение является результатом другого подхода, основывающегося на уменьшении потерь напора, связанных с определением подлежащей заполнению полости.
Потеря напора может быть выражена следующим соотношением: Р=η·Q·L/π·D4, связывающим давление (Р) с вязкостью (η), с расходом (Q), с длиной (L) и с диаметром (D).
В соответствии с предлагаемым изобретением воздействуют на диаметр прохода в узкой зоне, увеличивая его таким образом, чтобы создать отверстие, достаточное для протекания пасты.
Таким образом, преодолевают всякое специфическое распространение, даже с уменьшением толщины стенок вплоть до 0,1 мм.
Благодаря предлагаемому изобретению уменьшают стоимость изготовления литейных сердечников. При том, что количество сердечников, имеющих признаки типа трещин при литье под давлением и/или при прокаливании и полученных в результате литья под давлением в литейной форме с тонкой задней кромкой, достигает нескольких десятков процентов, предлагаемое техническое решение позволяет обеспечить существенный выигрыш в качестве и получить сердечники, имеющие более тонкие задние кромки, чем при использовании способа, известного из существующего уровня техники. При этом намечаемый предел опускается до толщины, составляющей 0,1 мм.
Предпочтительно механическую обработку толстой зоны сердечника осуществлять механизированным образом путем фрезерования, хотя она также может быть выполнена и вручную.
Более конкретно, сердечник содержит от 80% до 85% минерального наполнителя и от 15% до 20% органического связующего. Предпочтительно, чтобы композиция соответствовала одной из композиций, описанных в патенте ЕР 328452, выданном на имя Заявителя. При этом ищут малотекучую композицию, которая должна давать относительно небольшое изменение усадки в серийном производстве сердечников.
Таким образом, предлагаемое изобретение допускает формирование единственной пасты для изготовления совокупности различных сердечников для лопаток, тогда как способ из существующего уровня техники требует формирования адаптированных для каждого случая паст. В частности, необходимо предусмотреть текучие пасты для сердечников, спроектированных с задними кромками, для которых толщина имеет величину менее 0,4 мм.
Целесообразно, чтобы механическая обработка осуществлялась путем последовательного прохождения режущего инструмента, удаляющего за каждый проход определенную часть избыточной толщины материала, имеющую величину в диапазоне от 0,05 мм до 2 мм. В частности, перед прокаливанием механическая обработка реализуется при помощи фрезы путем снятия материала, тогда как после прокаливания механическая обработка реализуется посредством инструмента, часто алмазного, путем снятия материала на фрезерном станке с по меньшей мере тремя осями и предпочтительно с четырьмя или пятью осями. При помощи этого средства может быть обеспечена автоматическая реализация механической обработки.
Эта технология позволяет обрабатывать необожженный сердечник на основе существующей карты СFАО (проектирование и изготовление с помощью компьютера) без негативного влияния усадки сердечника в процессе этапа прокаливания, которая не всегда является идентичной. Необожженный сердечник имеет размеры литейной формы, в которой он был изготовлен. Предпочтительно, чтобы сердечники перед прокаливанием были идентичными в геометрическом отношении.
Таким образом реализуют формы с переменной толщиной, соответствующие различным конструктивным элементам сердечника. Возможны также и другие формы.
Другие характеристики и преимущества предлагаемого изобретения будут раскрыты в описании варианта осуществления изобретения, приводимого со ссылками на фигуры, в числе которых:
фиг.1 представляет собой схематический вид в разрезе охлаждаемой лопатки турбины;
фиг.2 - общий схематический вид сердечника охлаждаемой лопатки;
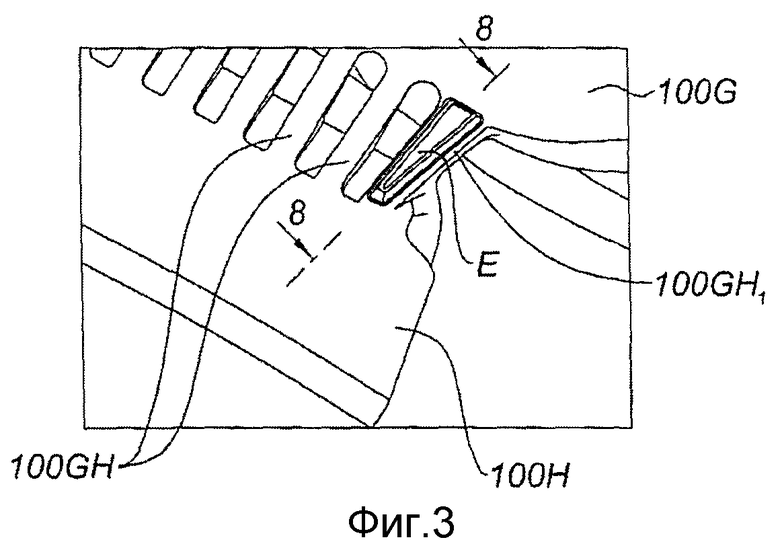
фиг.3 - схематический вид зоны задней кромки сердечника, представляющей избыточную толщину в соответствии с предлагаемым изобретением;
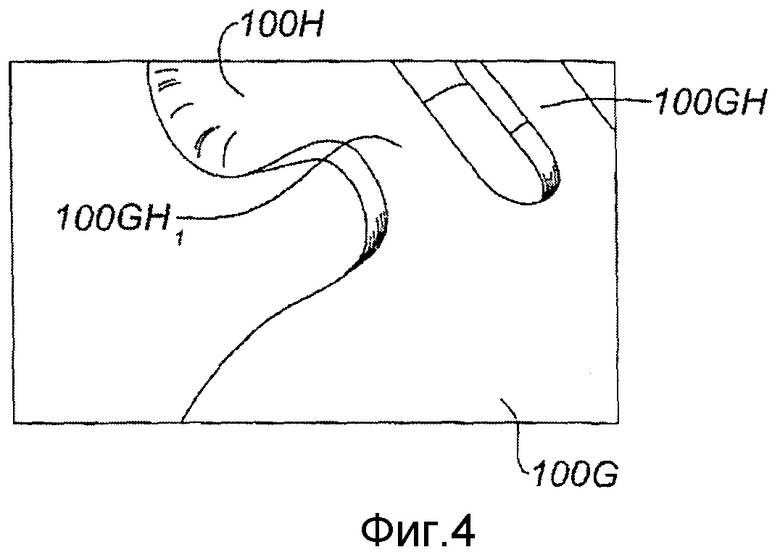
фиг.4 - схематический вид части задней кромки сердечника после механической обработки ее избыточной толщины;
фиг.5 иллюстрирует на графике изменение давления литья в функции приемов, используемых для получения искомой геометрии задней кромки;
фиг.6 - заполнение литейной формы в функции приемов, представленных на фиг.5;
фиг.7 - способ механической обработки при помощи фрезы;
фиг.8 - разрез по линии 8-8 первого шипа, показанного на фиг.3;
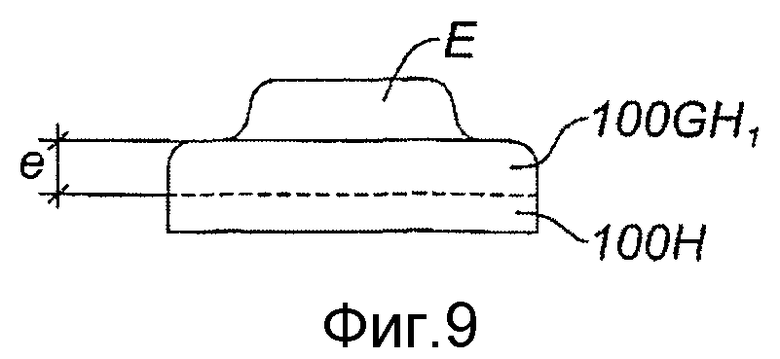
фиг.9 - разрез по линии 9-9 первого шипа, показанного на фиг.8.
Приводимое ниже описание раскрывает вариант формования литейного сердечника, предназначенного для изготовления лопатки турбины высокого давления в газотурбинном двигателе, используемом в авиации или в наземных условиях. Этот вариант не является ограничительным.
Как показано на фиг.1, лопатка 1 турбины содержит нижнюю поверхность IN, верхнюю поверхность ЕХ, переднюю кромку ВА и заднюю кромку ВF. В том случае, когда речь идет о лопатке турбины высокого давления газотурбинного двигателя, предназначенного для использования в авиации, эта лопатка содержит семь внутренних полостей, которые обозначены позициями с 1А по 1G. Задняя кромка лопатки содержит отверстие 1Н, проходящее параллельно этой задней кромке. Это отверстие запитывается из последней полости 1G при помощи множества калиброванных каналов 1GН, параллельных между собой, для выброса охлаждающей текучей среды, которая представляет собой воздух, отобранный от компрессора.
Упомянутые полости отделены друг от друга перегородками, обозначенными позициями 1АВ, 1ВС и т.д. В случае изготовления лопаток путем литья расплавленного металла необходимо встроить в оболочковую литейную форму сердечник, который занимает пустоты, соответствующие подлежащим формованию полостям в лопатке. Этот сердечник, как следует из чертежа, приведенного на фиг.1, имеет сложную форму.
На фиг.2 можно видеть сердечник 100, полученный в литейной форме. Этот сердечник содержит часть, соответствующую полостям лопасти 100А лопатки, часть 100В, соответствующую полостям корневой части лопатки, и часть 100С, образующую рукоятку захвата сердечника в процессе его изготовления. В головной части лопасти лопатки также можно видеть часть 100D, обозначаемую принятым в данной области техники термином bаignоirе ("ванночкой").
Задняя кромка сердечника, или часть, обозначенная позицией 100Н и формирующая полость 1Н, показанная на фиг.1, и шипы 100GН, формирующие каналы 1GН, показанные на фиг.1, представлены на фиг.3 или фиг.4. Специфический случай реализации первого шипа 100GН1 в соответствии с предлагаемым изобретением будет более подробно рассмотрен ниже.
Этот сердечник изготовлен путем литья под давлением в литейной форме, в которой должно обеспечиваться заполнение тонких зон, образованных шипами 100GН. При этом обычно используемая технология состоит в разработке литейной формы с побочными деталями, которые имеют определенную подвижность для того, чтобы иметь возможность извлечь сердечник после введения материала под давлением в литейную форму и его затвердевания. Как об этом уже было сказано выше, введение материала в эти зоны оказывается тем более сложным, чем более тонкими эти зоны являются.
Объектом предлагаемого изобретения является реализация сердечника, имеющего такую достаточно сложную структуру, без необходимости разработки более текучих паст или повышения параметров литья под давлением, таких, как давление или расход.
В соответствии с предлагаемым изобретением изготавливают модифицированную литейную форму, то есть литейную форму, сердечник которой после формования имеет по меньшей мере одну тонкую зону, которая выполнена утолщенной.
Утолщенная тонкая зона первого шипа 100GН1 получается путем формирования литейной формы в этом месте для получения такой утолщенной зоны для первого шипа 100GН1. Этот первый шип является первым по порядку, если смотреть от корневой части лопатки, откуда вводится под давлением паста, образующая сердечник. Эта часть представлена в разрезе на фиг. 8 и 9. На фиг.8 можно видеть избыточную толщину Е шипа 100GН1 по отношению к верхней поверхности 100Ех сердечника 100. Поверхности частей 100G и 100Н со стороны наружной поверхности лопатки располагаются по существу в одной и той же плоскости, за исключением этой избыточной толщины. Эта избыточная толщина определяется в функции окончательной толщины "е", которую желательно получить для шипа 100GН1, и количества пасты, которую вводят в литейную форму. Здесь речь идет о создании канала с раскрытием, достаточным для протекания пасты в процессе осуществления литья под давлением. В поперечном разрезе, представленном на фиг.9, контур утолщения Е учитывает закругленные кромки шипа. Формирование радиусов закругленных кромок шипа может быть осуществлено также при помощи механической обработки.
Используемая паста предпочтительно содержит органическое связующее, соединенное с минеральным наполнителем. Так, например, эта смесь реализуется в соответствии со сведениями из патентной заявки ЕР 328452. Сердечник имеет удовлетворительную прочность при манипуляциях с ним руками, и его строение позволяет выполнять работу с ним при помощи инструмента фрезерования для снятия стружки или обработки абразивным способом.
После изготовления сердечника с утолщением Е на первом шипе следующий этап состоит в механической обработке на этой заготовке сердечника одной или нескольких утолщенных зон. Эта механическая обработка предпочтительно реализуется посредством инструмента типа того, который схематически показан на фиг.7. Здесь речь идет о фрезе 200, содержащей режущий конец 200А и винтовую часть или же спиральную режущую кромку, располагающуюся вдоль ее стержня 200В. Эту фрезу перемещают перпендикулярно по отношению к подлежащей обработке поверхности. Скорость вращения режущего инструмента, а также скорость его перемещения являются фиксированными. Таким образом обеспечивают ограничение усилий, воздействующих на материал, и не допускают того, чтобы инструмент сгибался.
Предпочтительно использовать фрезерный станок с числовым программным управлением и с пятью осями перемещения, например, с тремя осями для позиционирования фрезы в пространстве и двумя осями для позиционирования сердечника. Такой станок можно легко запрограммировать для того, чтобы автоматизировать, в случае необходимости, механическую обработку углублений.
На фиг.4 можно видеть зону задней кромки сердечника после того, как она была механически обработана. Каналы имеют размерные параметры, в частности, толщину, которую они будут формировать, с точностью до усадки, в детали при заливке расплавленного металла в оболочковую литейную форму.
После того как сердечник подвергся обработке перед прокаливанием, переходят к выполнению последующих операций обработки, которые сами по себе являются известными из процесса изготовления сердечников в литейном производстве, а именно к устранению связей, то есть удалению органического связующего. С этой целью сердечник нагревают до температуры, достаточной для разрушения органических компонентов, которые этот сердечник содержит. Другие этапы состоят в последующем нагревании этого сердечника до температуры спекания составляющих этот сердечник керамических частиц. В том случае, когда необходима дополнительная консолидация, осуществляют пропитку сердечника органической смолой.
Для механически обработанных сердечников после их прокаливания непосредственно переходят к окончательной отделке и к контролю.
Для того чтобы продемонстрировать выгоду предлагаемого технического решения, были выполнены сравнительные испытания, результаты которых приведены на фиг. 5 и 6.
На фиг.6а представлена фаза заполнения литейной формы из предшествующего уровня техники, показанная заштрихованными линиями. Толщина каналов, предназначенных для формования шипов, в этом примере реализации составляет 0,35 мм. Здесь можно видеть, что паста вводится через зону корневой части лопатки и постепенно распространяется в направлении головной части литейной формы. При этом паста тормозится в своем течении через зоны небольшой толщины. Она даже охлаждается перед тем, как пройти через эти зоны. Таким образом, паста должна огибать эти зоны. Из этого следует, что в момент соприкосновения между двумя фронтами распространения эта паста оказывается недостаточно текучей для того, чтобы сформировалась надежная спайка.
На графике, показанном на фиг.5, можно видеть, что необходимое давление составляет 94 единицы измерения этого давления.
Как это можно видеть на фиг.6b, выполнен канал 60 со стороны зоны 100Н, предназначенный для того, чтобы питание пастой осуществлялось напрямую. Действительно, давление за счет введения пасты оказывается несколько меньшим, то есть оказывается достаточно давления, составляющего всего 85 единиц измерения этого давления. Однако здесь спайка оказывается еще не вполне удовлетворительной, поскольку фронт пасты остается фиксированным в каналах шипов.
Как это можно видеть на фиг.6с, добавляют ложный шип 70. При этом результат получается по существу таким же, что и в предыдущем случае. Давление и в данном случае составляет 85 единиц измерения этого давления.
Как это можно видеть на фиг.6d, в литейной форме делают выемку таким образом, чтобы сформировать на первом шипе утолщение в соответствии с предлагаемым изобретением. Обращаясь снова к фиг.5, можно видеть, что давление введения пасты, составляющее 78 единиц измерения этого давления, оказывается достаточным для того, чтобы фронт распространения пасты не был блокирован в данном канале. Это позволяет обеспечить заполнение зоны задней кромки через упомянутые каналы. Из этого следует, что никакое механическое ослабление не будет затрагивать зону каналов.
Здесь главным образом представлено утолщение первого шипа сердечника, но этот же принцип может быть применен и ко всем шипам. Эта технология позволяет, таким образом, в более общем смысле обеспечить реализацию тех частей сердечника, которые являются очень тонкими и имеют небольшую ширину, как это имеет место для части сердечника, располагающейся в непосредственной близости от задней кромки и содержащей каналы, предназначенные для прохождения воздуха, выбрасываемого изнутри лопатки в конечной части контура охлаждения и впрыскиваемого в газовую струю. Однако можно распространить эту технологию и на механическую обработку любой части сердечника, для которой может возникнуть та же самая проблема свободы течения.





Изобретение относится к литейному производству, в частности к изготовлению сердечника для лопаток, содержащего по меньшей мере одну тонкую зону, имеющую толщину "е", располагающуюся, в частности, на задней кромке лопатки газотурбинного двигателя. Способ включает формование в литейной форме смеси, имеющей в своем составе наполнитель из керамических частиц и органическое связующее. В литейной форме обеспечивают формование сердечника, тонкая зона которого является утолщенной по отношению к толщине "е" на некоторую избыточную толщину Е. После извлечения сердечника из литейной формы осуществляют удаление связующего и термическую обработку для затвердевания сердечника. Избыточную толщину тонкой зоны удаляют посредством фрезерования либо снятием стружки на сердечниках перед их прокаливанием, либо при помощи абразивной обработки на обожженных сердечниках. Достигается снижение дефектов в виде трещин и стоимости изготовления сердечников. 9 з.п. ф-лы, 9 ил.
1. Способ изготовления сердечника (100) для литья лопаток газотурбинного двигателя, содержащего по меньшей мере одну тонкую зону, имеющую толщину "е", величина которой заключена в диапазоне от 0,1 мм до 0,5 мм, и располагающуюся, в частности, на задней кромке лопатки газотурбинного двигателя, включающий этап формования в литейной форме смеси, имеющей в своем составе наполнитель, состоящий из керамических частиц, и органическое связующее, этап извлечения сердечника из литейной формы, этап освобождения от связующего и этап термической обработки, предназначенный для консолидации сердечника, отличающийся тем, что в упомянутой литейной форме формуют канал раскрытия, достаточный для течения упомянутой смеси в процессе ее введения под давлением в литейную форму, при этом канал образует тонкую зону сердечника, причем упомянутая тонкая зона является утолщенной по отношению к толщине "е" на некоторую избыточную толщину Е, при этом обеспечивают механическую обработку упомянутой избыточной толщины после извлечения сердечника из литейной формы.
2. Способ по п.1, отличающийся тем, что механическую обработку осуществляют перед выполнением операции термической обработки.
3. Способ по п.2, отличающийся тем, что механическую обработку избыточной толщины осуществляют механизированным образом путем фрезерования со снятием стружки.
4. Способ по п.1, отличающийся тем, что механическую обработку осуществляют после выполнения операции термической обработки.
5. Способ по п.4, отличающийся тем, что механическую обработку избыточной толщины осуществляют механически при помощи абразивной обработки.
6. Способ по п.5, отличающийся тем, что механическую обработку осуществляют при помощи фрезы путем удаления материала на фрезерном станке с по меньшей мере тремя осями перемещения и предпочтительно с четырьмя или пятью осями.
7. Способ по п.1, отличающийся тем, что зона, имеющая толщину "е", располагается в непосредственной близости от задней кромки и образует шип (100GH) формирования канала удаления внутреннего охлаждающего воздуха из лопатки газотурбинного двигателя.
8. Способ по п.7, отличающийся тем, что упомянутый шип представляет собой первый шип, если смотреть от точки питания пастой, предназначенной для заполнения литейной формы.
9. Способ по п.7, отличающийся тем, что в процессе механической обработки формируют радиусы закругления поверхности упомянутого шипа (100GH).
10. Способ по п.1, отличающийся тем, что изготавливают сердечник, содержащий множество упомянутых тонких зон, причем упомянутое утолщение применяется на множестве этих тонких зон.
| US 5465780 A, 14.11.1995 | |||
| Устройство для сортирования волокнистой массы | 1988 |
|
SU1557229A1 |
| ЛИТЕЙНЫЙ СТЕРЖЕНЬ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ), СБОРКА ЛИТЕЙНЫЙ СТЕРЖЕНЬ - ОБОЛОЧКОВАЯ ФОРМА, ЛИТЕЙНАЯ ФОРМА И ОТЛИВКА, ПОЛУЧЕННЫЕ С ИСПОЛЬЗОВАНИЕМ ЭТОГО СТЕРЖНЯ | 2002 |
|
RU2240203C2 |
| УСТРОЙСТВО для ВЫЧИСЛЕНИЯ СТАТИСТИЧЕСКИХ ХАРАКТЕРИСТИК, ^ | 0 |
|
SU328452A1 |

