Предлагаемое изобретение относится к изготовлению металлических лопаточных аппаратов для газотурбинных двигателей и, более конкретно, к изготовлению деталей, имеющих внутренние полости и проходы или отверстия, обеспечивающие сообщение этих полостей со средой, внешней по отношению к этим лопаточным аппаратам.
Такие лопаточные аппараты обычно изготавливаются путем индивидуального литья деталей лопаточного аппарата, образующих каждый сектор этого лопаточного аппарата, в соответствии с технологией литья по выплавляемым моделям, которая сама по себе хорошо известна. Эта технология включает реализацию модели из воска или из другого эквивалентного материала, которая содержит внутреннюю деталь, образующую литейный сердечник и определяющую формы полостей лопаточного аппарата. Для формирования такой модели используют литейную форму впрыскивания под давлением для воска, в которую помещают сердечник и в которую под давлением нагнетают воск. Затем эта восковая модель несколько раз охлаждается для закалки в шликерах, образованных взвесью керамических частиц, для создания оболочковой формы. Затем удаляют воск и прокаливают эту оболочковую форму. Лопаточный аппарат получают, заливая расплавленный металл, который занимает пустоты между внутренней стенкой оболочковой формы и сердечником.
В ступени лопаточного направляющего аппарата низкого давления газотурбинного двигателя часть лопаток или лопастей содержит внутреннюю полость и совокупность отверстий, обеспечивающих сообщение этой полости с внешней по отношению к лопатке средой. Эта полость и эта совокупность отверстий позволяют установить датчики определения температуры, обозначаемые как зонды типа EGT, то есть "Exhaust Gaz Temperature". В качестве примера, для направляющего аппарата низкого давления газотурбинного двигателя из существующего уровня техники, содержащего 18 секторов или сегментов лопаточного аппарата, одна лопатка каждого сектора, содержащего 8 лопаток, снабжена внутренней полостью и совокупностью отверстий.
Датчики температуры в этой специфической зоне газотурбинного двигателя служат для контроля нормального функционирования и степени износа двигателя.
В соответствии с существующим уровнем техники полость, выполненная в этих лопаточных аппаратах, в которой должен размещаться датчик температуры, реализуется путем установки сердечника, снабженного верхними и нижними фигурными выступами, образующими, в процессе заливки металла, отверстия в наружной платформе и во внутренней платформе данной детали; при этом отверстие в наружной платформе предназначено для размещения в нем датчика температуры или для обеспечения сообщения с этим датчиком, тогда как отверстие во внутренней платформе служит только для удержания на предназначенном для него месте сердечника в процессе заливки металла и требует, таким образом, установки пластины перекрытия этого отверстия, присоединяемой при помощи пайки в процессе окончательной отделки сектора лопаточного аппарата.
Отверстия сообщения между полостью в лопасти лопатки, в которой размещается датчик температуры, и внешней по отношению к лопаточному аппарату средой выполняются путем сверления или механической обработки (в частности, при помощи электроэрозионной обработки или обработки типа EDM) после отливки данной детали.
Таким образом, данная технология подразумевает выполнение дополнительной операции, которая обеспечивает обожженную зону вокруг отверстия, имеющую неадекватные механические свойства.
Техническая задача данного изобретения состоит в разработке способа изготовления металлических деталей лопатки, устраняющий эти недостатки.
Для решения задачи предлагается способ изготовления сектора металлического лопаточного аппарата для направляющего лопаточного аппарата низкого давления газотурбинного двигателя, в котором по меньшей мере одна лопатка содержит внутреннюю полость, предназначенную для размещения в ней датчика детектирования газов, или для сообщения с таким датчиком, и по меньшей мере одно отверстие, выполненное в стенке и образующее проход для газов из зоны низкого давления газотурбинного двигателя в направлении упомянутой полости и датчика, путем установки в литейную форму сердечника, соответствующего упомянутой полости, и заливки расплавленного металла в полость упомянутой литейной формы. Этот способ отличается тем, что упомянутый сердечник содержит, для каждого отверстия сообщения с упомянутой полостью, выступ, заходящий во внутреннюю поверхность литейной формы и образующий единственный элемент удержания сердечника в литейной форме.
В соответствии с предлагаемым изобретением этот датчик детектирования предпочтительно представляет собой датчик для определения температуры и, более конкретно, датчик для определения температуры типа EGT.
В соответствии с другим предпочтительным аспектом данного изобретения предлагаемый способ, более конкретно, основывается на технологии литья по выплавляемым моделям, заключающейся в формировании оболочковой формы, в которую устанавливается сердечник, причем эта оболочковая форма образует литейную форму.
Предпочтительно, чтобы основание выступов литейного сердечника имело "радиусность" или закругление, реализующее радиусность в основании литейного отверстия, позволяя, таким образом, исключить образование надрывов или других микротрещин, не выявляемых в процессе контроля при изготовлении в процессе литья.
Предпочтительно также, чтобы литейный сердечник содержал несколько выступов (например, от 3 до 8 выступов, и предпочтительно 5 выступов), образующих единственные элементы удержания сердечника в литейной форме, тогда как отверстие, предназначенное для введения датчика в полость, выполненную в по меньшей мере одной лопатке детали лопаточного аппарата, формируется путем сверления упомянутой детали в продолжении упомянутой полости.
Таким образом получают деталь лопаточного аппарата с лопаткой, содержащей полость и несколько отверстий (например, от 3 до 8 отверстий, и предпочтительно 5 отверстий).
Предпочтительно также изготавливать одну единственную модель деталей лопаточного аппарата или секторов лопаточного аппарата для всей совокупности направляющего лопаточного аппарата, тогда как только те сектора этого лопаточного аппарата, которые предназначаются для размещения в них датчика, просверливаются в продолжении полости. Это позволяет обеспечить существенную экономию с точки зрения способа производства и управления запасами.
Новый способ в соответствии с предлагаемым изобретением представляет следующие преимущества по сравнению со способами, известными из существующего уровня техники:
- экономическая выгода, являющаяся следствием исключения операции электроэрозионного сверления отверстий (пять отверстий) в лопаточном аппарате с внутренней полостью, и экономическая выгода, являющаяся следствием устранения брака, связанного с этой достаточно сложной операцией;
- исключение операции присоединения при помощи пайки пластины перекрытия на внутреннем выходном отверстии сердечника существующего типа.
Другие аспекты и характеристики предлагаемого изобретения будут лучше поняты из описания двух вариантов реализации секторов лопаточных аппаратов для направляющего лопаточного аппарата низкого давления газотурбинного двигателя, приведенных в качестве не являющихся ограничительными примеров, где даются ссылки на приведенные в приложении фигуры, в числе которых:
- Фиг.1 представляет вид сектора лопаточного аппарата для направляющего лопаточного аппарата низкого давления газотурбинного двигателя;
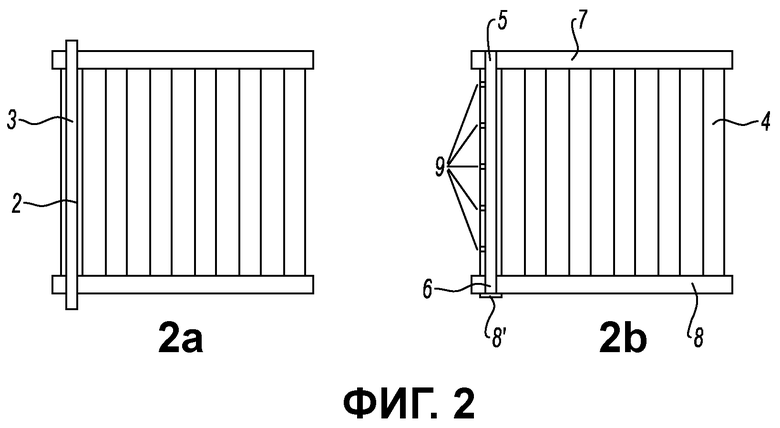
- Фигуры 2а и 2b представляют схематические виды двух этапов изготовления сектора лопаточного аппарата в соответствии с существующим уровнем техники;
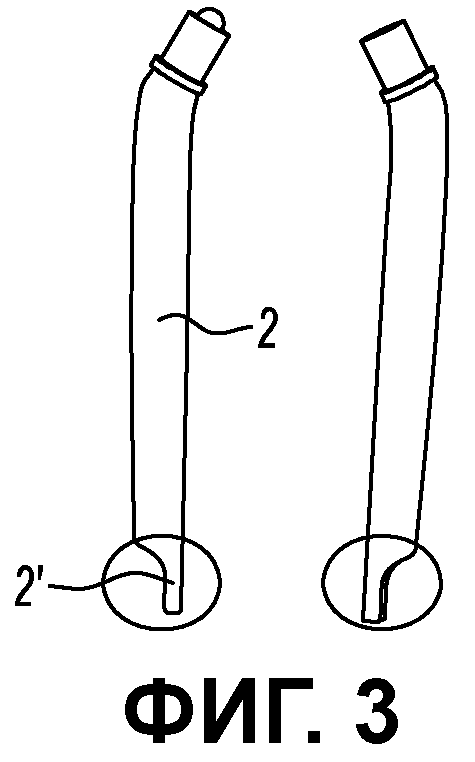
- Фиг.3 представляет вид литейного сердечника, который используется в настоящее время до появления предлагаемого изобретения;
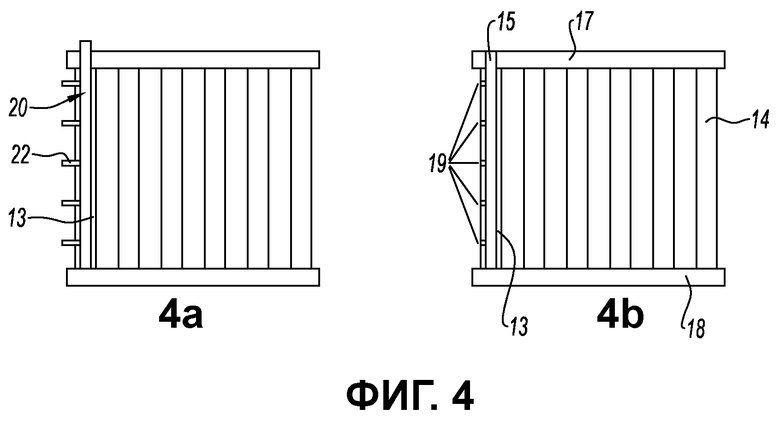
- Фигуры 4а и 4b представляют схематические виды этапов изготовления сектора лопаточного аппарата в соответствии с предлагаемым изобретением;
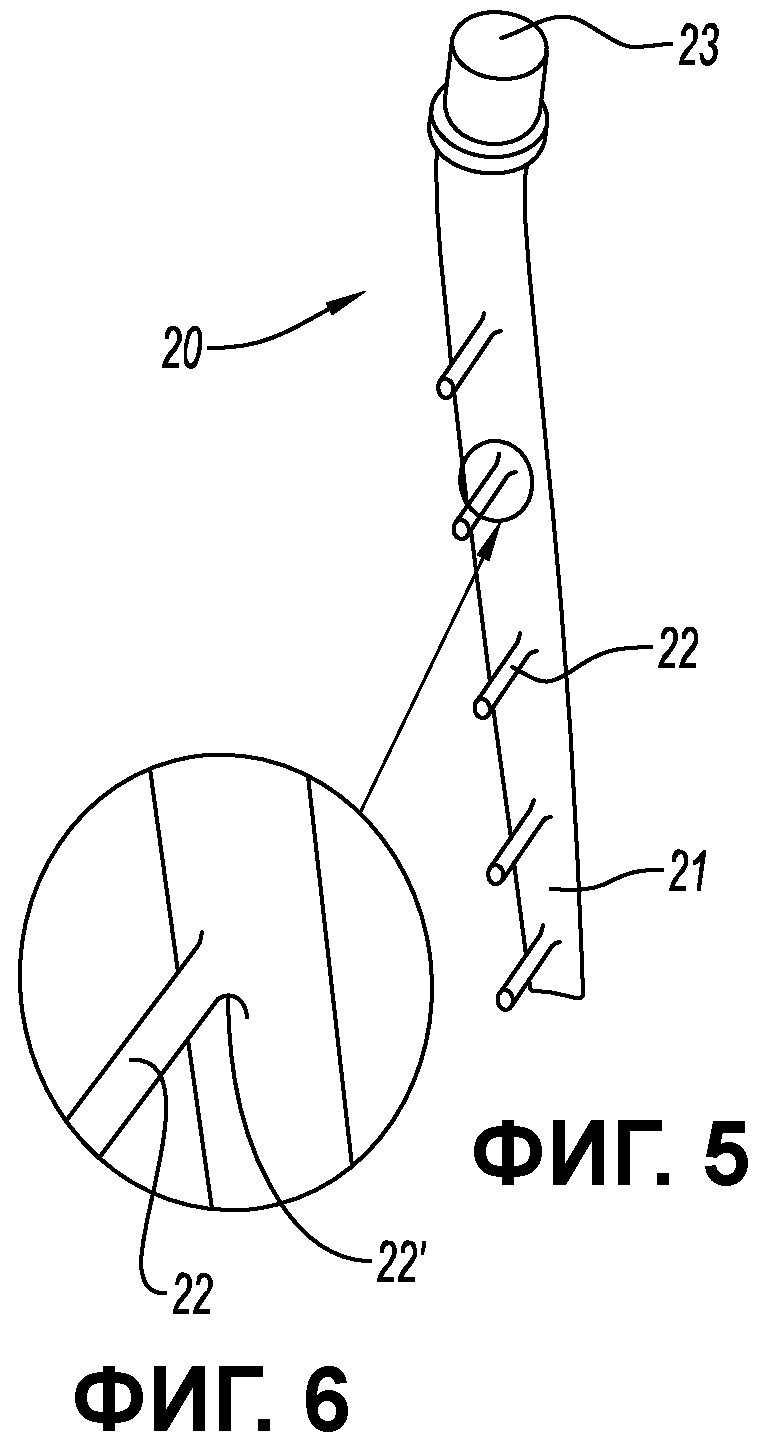
- Фиг.5 представляет вид литейного сердечника в соответствии с предлагаемым изобретением;
- Фиг.6 представляет увеличенный вид закругленного основания одного из выступов сердечника, показанного на фиг.5;
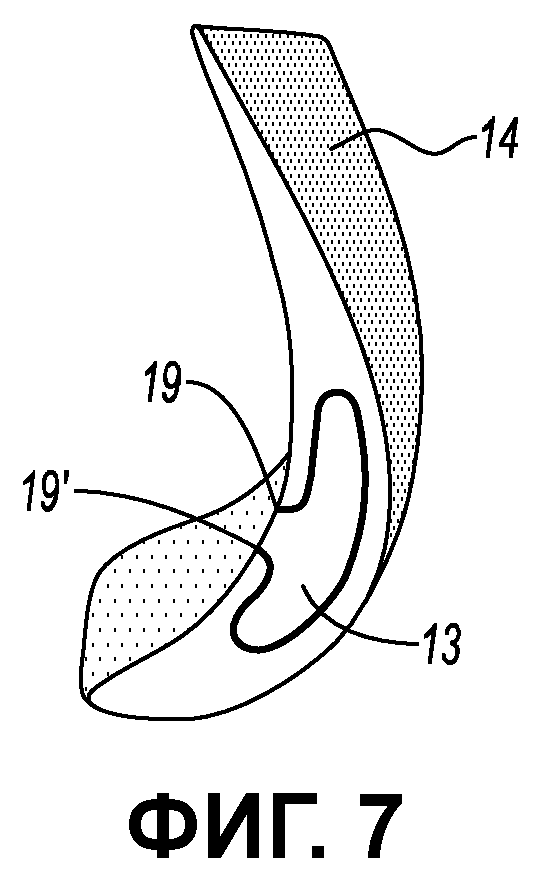
- Фиг.7 представляет вид в разрезе лопасти или лопатки с полостью и отверстием в соответствии с предлагаемым изобретением, демонстрирующий закругленную форму отверстия.
Приведенные в приложении фигуры иллюстрируют изготовление сектора 1 лопаточного аппарата для направляющего лопаточного аппарата низкого давления газотурбинного двигателя типа того, который показан на фиг.1. Сектор 1 содержит лопатки 4, а именно, шесть лопаток, как это показано на фиг.1, располагающиеся в радиальном направлении между внутренней платформой 8 и наружной в радиальном направлении платформой 7. Две эти платформы определяют канал течения газов, в котором лопасти лопаток обеспечивают направление течения газовых потоков. Сектора, после их соединения друг с другом, образуют колесо направляющего лопаточного аппарата. Проиллюстрированный здесь сектор представляет собой сектор ступеней низкого давления газотурбинного двигателя. Здесь все лопасти являются сплошными за исключением одной лопасти, функция которой состоит в том, чтобы обеспечить возможность отбора газов для выполнения измерения их температуры. Здесь речь идет о так называемом измерении EGT. Лопасть первой лопатки на этом секторе содержит просверленное отверстие (9), обеспечивающее сообщение канала течения потока газов с внутренней полостью этой лопатки.
Как это можно видеть на фиг.2а, представляющей собой схематический вид литейной модели сектора лопаточного аппарата, эта модель для одной из лопастей снабжена сердечником 2. Этот литейный сердечник 2 в соответствии с известной на сегодня технологией (обычно изготовленный из керамики) формирует полость 3 в модели лопасти 4 сектора 1 лопаточного аппарата. После осуществления литья, как это представлено на фиг.2b, получают два отверстия 5 и 6, выполненные соответственно в верхней платформе 7 и в нижней платформе 8 сектора 1 лопаточного аппарата, тогда как отверстия 9 в стенке лопатки, обеспечивающие сообщение полости 3 с внешней по отношению к лопатке 4 средой и имеющие размер приблизительно 2,2 мм, должны быть просверлены после отливки металла при помощи механической обработки типа EDM (электроэрозионная обработка).
Верхнее отверстие 5 позволяет обеспечить установку датчика EGT, обеспечивающего выдачу, при достижении определенной температуры, предупреждающего сигнала в кабину экипажа, тогда как нижнее отверстие 6 должно быть заглушено путем присоединения пластины 8' при помощи пайки.
Сердечник 2 в соответствии с существующим уровнем техники требует, вследствие своей длины, наличия нижнего выхода для его удержания в оболочковой форме. Это обстоятельство подразумевает, что сформированное таким образом отверстие 6 должно быть заглушено и что сердечник 2 содержит выступ 2', представленный на фиг.3, который является хрупким вследствие малого располагаемого места для выхода сердечника на уровне внутренней платформы 8, что является недостатком.
Таким образом, техническая задача предлагаемого изобретения состоит в том, чтобы ограничить поломки сердечника на уровне его выступов, устранить необходимость закупоривания отверстия 6 и исключить операцию сверления отверстий 9 после отливки детали.
Как показано на фигурах 4а и 4b, в способе в соответствии с предлагаемым изобретением подлежащие формированию отверстия в стенке лопасти, предназначенные для удержания на предназначенном для него месте сердечника 20, выполняются посредством реализации выступов 22 на изготовленном из керамики сердечнике 20. Этот сердечник 20 в соответствии с предлагаемым изобретением представлен на фиг.5. Он содержит трубчатую часть 21, форма которой соответствует форме полости, подлежащей формированию в лопасти. Штырь 23 формирует отверстие в верхней платформе. Распределенные по длине этой трубчатой части 21 выступы 22 в форме стержней проходят перпендикулярно к оси сердечника. Эти выступы имеют поперечное сечение, соответствующее поперечному сечению отверстий, которые желательно сформировать в стенке лопасти. Количество этих стержней равно количеству отверстий, которые необходимо сформировать. На фиг.4а показано расположение сердечника в литейной модели. Сердечник 20 удерживается на своем месте при помощи выступов 22, проходящих сквозь стенку модели. На фиг.4b показан схематический вид сектора, полученного после литья. Лопатки 14 располагаются между внутренней платформой 18 и наружной платформой 17. Лопатка представляет продольную полость 13, в которой выполнены отверстия 19, обеспечивающие сообщение канала течения газов с полостью 13. Эта полость 13 не содержит отверстия во внутренней платформе 18.
Таким образом, отверстия 19, обеспечивающие сообщение полости 13 с внешней по отношению к лопатке 4 средой и называемые отверстиями EGT (Exhaust Gaz Temperature), формируются в литейном производстве.
Таким образом, устраняется хрупкая часть сердечника, сформированная выступом, выходящим на уровне нижней платформы, а заодно и устраняется необходимость закупоривания отверстия, порождаемого этим выступом, и исключается операция сверления отверстий EGT с использованием электроэрозионной обработки. Исключается появление вокруг отверстий зон, затронутых термическим воздействием (или обожженных зон), которые могут привести к снижению их механических характеристик. Кроме того, наличие отверстий вдоль лопасти позволяет более простым образом удалить сердечник из металлической детали, путем химического воздействия на него, в отсутствие выходного отверстия на уровне нижней платформы.
Таким образом, предлагаемое изобретение состоит в использовании сердечника 20, более короткого, чем сердечник 2 из существующего уровня техники, и содержащего выступы или "иголки" 22, при помощи которых этот сердечник удерживается на предназначенном месте. Эти выступы или иголки изготавливаются, например, из керамики, однако они также могут быть сформированы в виде кварцевых трубок, интегрируемых в сердечник в процессе его формования под давлением.
Как это более подробно проиллюстрировано на фиг.6, которая представляет собой увеличенный вид части сердечника, показанного на фиг.5, основание 22' выступов 22 сердечника 20 имеет радиусность или закругление, которое называют "имеющей радиус" формой.
Таким образом, форма отверстий 19, полученных в результате заливки металла в форму, имеет соответствующую радиусность или закругление 19', как это проиллюстрировано на фиг.7. Эта закругленная форма 19' отверстия 19 позволяет исключить образование внутренних надрывов, то есть дефектов, которые практически невозможно выявить в процессе контроля при изготовлении.
В соответствии с вариантом реализации предлагаемого изобретения (не представленным на приведенных в приложении фигурах) сердечник 20 также может быть реализован без выхода в верхнюю платформу 17; в этом случае удержание сердечника в литейной форме обеспечивается исключительно при помощи выступов 22 и отсутствует формирование верхнего отверстия 15.
Этот вариант реализации позволяет изготавливать одну единственную модель секторов лопаточного аппарата для направляющего лопаточного аппарата; при этом модификации подвергаются только те экземпляры этого единого сектора, которые предназначены для размещения в них датчика, путем просверливания отверстия 5' в верхней платформе 17, сообщающегося с полостью 13.
Таким образом реализуется дополнительная экономия с точки зрения способа производства и управления запасами.
Изобретение относится к изготовлению металлических лопаточных аппаратов низкого давления газотурбинного двигателя, в котором лопатки имеют внутреннюю полость, предназначенную для размещения в ней датчика детектирования газов или для сообщения с таким датчиком. Лопатка 1 имеет отверстие 9, выполненное в стенке, обеспечивающее проход газов из зоны низкого давления газотурбинного двигателя в направлении внутренней полости и размещение датчика. Способ включает установку в литейную форму сердечника, соответствующего внутренней полости лопатки, и заливку расплавленного металла в литейную форму. Сердечник для каждого отверстия 9, сообщенного с внутренней полостью лопатки, выполняют с выступом, проникающим через внутреннюю поверхность литейной формы и образующим единственный элемент удержания сердечника в литейной форме. Обеспечивается повышение качества лопаток за счет исключения операции сверления отверстий. 7 з.п. ф-лы, 7 ил.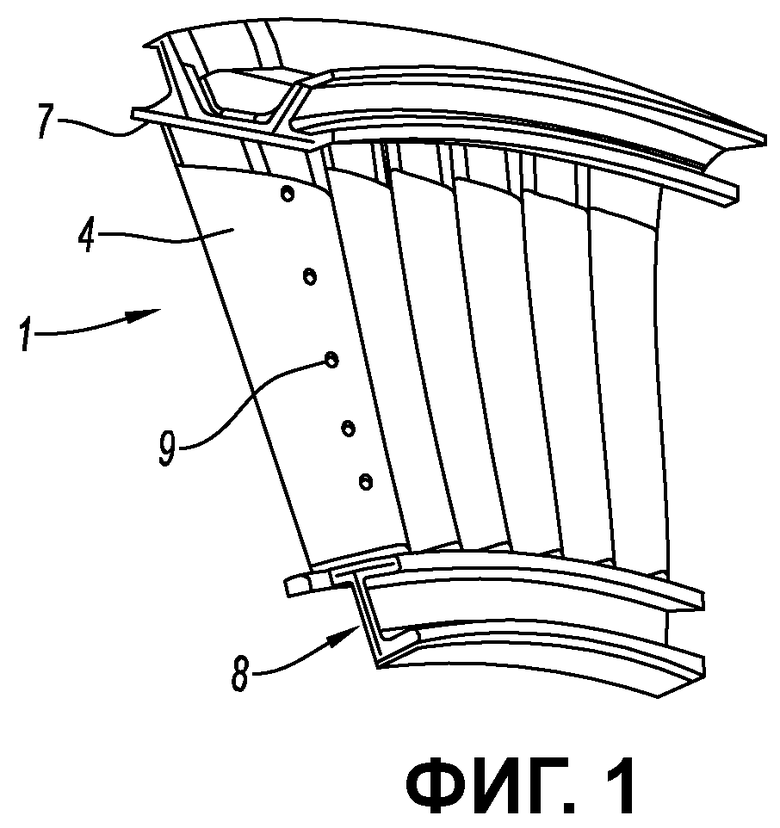
1. Способ изготовления сектора (1) металлического лопаточного аппарата для направляющего лопаточного аппарата низкого давления газотурбинного двигателя, в котором по меньшей мере одна лопатка (14) содержит внутреннюю полость (13), предназначенную для размещения в ней датчика детектирования газов или для сообщения с таким датчиком, и по меньшей мере одно отверстие (19), выполненное в стенке и образующее проход для газов из зоны низкого давления газотурбинного двигателя в направлении упомянутой полости (13) и датчика, включающий установку в литейной форме сердечника, соответствующего упомянутой полости (13), и заливку расплавленного металла в полость упомянутой литейной формы, отличающийся тем, что упомянутый сердечник (20) для каждого отверстия (19) сообщения с упомянутой полостью (13) выполняют с выступом (22), проникающим через внутреннюю поверхность литейной формы и образующим единственный элемент удержания сердечника (20) в этой литейной форме.
2. Способ по п.1, в котором датчик детектирования представляет собой датчик для определения температуры.
3. Способ по п.1, в котором датчик детектирования представляет собой датчик для определения температуры типа EGT.
4. Способ по п.1, который осуществляют в соответствии с технологией литья по выплавляемым моделям, включающий формирование оболочковой формы, в которую устанавливают упомянутый сердечник (20), причем эта оболочковая форма образует упомянутую литейную форму.
5. Способ по п.1, в котором основание упомянутых выступов (22) литейного сердечника (20) выполняют с радиусом или закруглением (22'), реализующим закругление (19') в основании литейного отверстия (19).
6. Способ по п.1, в котором упомянутый сердечник (20) выполняют с несколькими выступами (22).
7. Способ по п.1, в котором отверстие, предназначенное для введения упомянутого датчика в упомянутую полость (13) в по меньшей мере одной лопатке (14) упомянутой детали (1) лопаточного аппарата, выполняют путем сверления упомянутой детали, полученной после отливки, в продолжение упомянутой полости.
8. Способ по п.7, в котором одну единственную модель деталей (1) лопаточного аппарата производят для всей совокупности деталей направляющего лопаточного аппарата, тогда как только те детали лопаточного аппарата, которые предназначены для размещения в них датчика, просверливают в продолжение упомянутой полости.
| US 4244222 A, 13.01.1981 | |||
| КЕРАМИЧЕСКАЯ ОБОЛОЧКОВАЯ ФОРМА | 0 |
|
SU295603A1 |
| DE 102002013464 B3, 24.08.2004 | |||
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU816667A1 |

