Настоящее изобретение касается таких элементов, как металлические лопатки газотурбинных двигателей, имеющие внутренние полости сложной геометрии, образующие, в частности, охлаждающие каналы и выполненные в технике литья по выплавляемым восковым моделям. Оно касается формовки литейных стержней для этих деталей.
Изготовление лопаток в соответствии с такой технологией начинается с изготовления модели из воска или другого аналогичного временного материала, которая содержит внутреннюю деталь, образующую литейный стержень, и полости, соответствующие форме лопатки. Для изготовления модели используют форму для литья воска под давлением, в которую помещают стержень и куда вводят воск. Полученная восковая модель в дальнейшем многократно замачивается в литейной керамической массе, образованной суспензией керамических частиц для получения оболочковой литейной формы. Затем удаляют воск и обжигают оболочковую литейную форму. Лопатку получают заполнением оболочковой литейной формы расплавленным металлом, который проникает в полости между внутренней стенкой оболочки литейной формы и стержнем. Благодаря зародышу или соответствующему распределителю и контролируемому охлаждению металл отверждается в заданную структуру. В соответствии с составом сплава и ожидаемыми свойствами детали, которая является результатом отливки, речь может идти об управляемом отверждении до колонной структуры (DS), об управляемом отверждении до монокристаллической структуры (SX) или, соответственно, о равноосном отверждении (ЕХ). Два первых семейства деталей касаются суперсплавов для деталей, подвергаемых сильным напряжениям, как термическим, так и механическим, в турбореактивном двигателе, таких как лопатки турбин высокого давления.
После отверждения сплава оболочковую литейную форму и стержень выбивают. В результате получается искомая лопатка.
Используемые литейные стержни состоят из керамического материала обычно пористой структуры. Они выполнены из смеси, образованной огнеупорной шихтой в виде частиц и более или менее сложной органической фракцией, являющейся связующим веществом. Примеры композиции даны в патентах EP 328452, FR 2371257 или FR 1785836. Как известно, литейные стержни изготавливают путем формовки в стержневом ящике с использованием, например, литья под давлением. Процесс изготовления сопровождается операцией удаления связующего вещества, в ходе которой органическая фракция стержня исчезает в результате сублимации или термического разложения в зависимости от используемых материалов. В результате получается пористая структура. Стержень затем упрочняется термической обработкой в печи. Финишный этап необходим для исключения заусенцев и следов соединительных плоскостей, а также получения геометрии стержня. С этой целью используют абразивные материалы. Может также потребоваться упрочнение стержня для того, чтобы его можно было использовать в последующих циклах. В этом случае стержень пропитывают органической смолой.
Стержни лопаток турбины высокого давления газотурбинного двигателя имеют зону тонкой задней кромки. Однако существует потребность в деталях, имеющих части стенок или зоны существенно меньшей толщины. Отсюда следует, что существуют ограничения при заполнении литьевых форм, которые требуют использования более жидких керамических паст или изменения параметров литья. В частности, применяют повышенные расход литья и давление в традиционном использовании для заполнения пустот формы для литья.
Однако вышеупомянутые технологии имеют определенные ограничения. Керамический материал обладает абразивными свойствами, и напряжения сдвига, вызываемые новыми более жесткими условиями заполнения, являются причиной преждевременного износа тонких зон оборудования, приводящего к увеличению количества остановок производства и стоимости содержания оборудования. Кроме того, операция удаления деталей из формы может привести к деформации стержня, когда паста проникла в механизм стержневого ящика. Таким образом, эти условия заполнения и удаления стержня из формы являются причиной появления трещин и облоя, которые вызывают значительное увеличение количества бракованных стержней после их извлечения и контроля. Ошибки могут также выявиться после термической обработки для удаления связующего материала и обжига.
Для улучшения качества заполнения полости заявитель предложил в заявке на патент FR 0651682 выполнить более толстыми зубья стержня в зоне задней кромки, затем обработать утолщенные зубья для возврата к требуемой толщине. Зубья предназначены для наиболее близкой к задней кромке части стержня для образования после заливки металлом каналов для прохода охлаждающего воздуха.
В соответствии с изобретением предлагается другое средство для решения этих проблем изготовления с использованием оборудования для изготовления литейного стержня для лопатки газотурбинного двигателя, содержащей переднюю кромку и заднюю кромку, при этом стержень содержит утолщенную часть со стороны передней кромки и часть меньшей толщины со стороны задней кромки, причем форма для литья под давлением содержит первую и вторую матрицы, подвижные в одном направлении одна относительно другой между позицией формовки со стержнями и позицией удаления детали из формы, а также дополнительные детали, подвижные относительно матриц. Это оборудование отличается тем, что части матриц, соответствующие указанной части меньшей толщины литейного стержня, не содержат дополнительной подвижной детали, при этом механические эжекторы выполнены в одной или другой из матриц таким образом, что после литья под давлением литейного стержня часть малой толщины удаляется из формы в главном направлении раскрытия, причем, по меньшей мере, одна из двух матриц в части, соответствующей зоне малой толщины, выполнена с возможностью получения участков с припуском, облегчающим заполнение в отдельных местах формы для литья под давлением, причем эти участки предназначены для обработки с целью уменьшения их толщины.
Зоне малой толщины соответствует толщина, меньшая 0,5 мм. Добиваются также толщин, таких как 0,1 мм.
Предпочтительно, чтобы две матрицы были выполнены подвижными между открытым и закрытым положениями. В частности, поверхность матриц имеет оформление в виде реборд для образования полостей в литейном стержне.
Изобретение относится также к способу изготовления литейного стержня, содержащего, по меньшей мере, одну тонкую зону, в частности тонкую заднюю кромку, в частности, для лопатки газотурбинного двигателя, содержащему операции введения в соответствующее оборудование смеси, содержащей шихту керамических частиц и органическое связующее, извлечения из литьевой формы, удаления связующего материала и термической упрочняющей обработки стержня, отличающемуся тем, что формируют в указанном оборудовании заготовку стержня с указанной частью с припуском, при этом до или после операции термообработки обрабатывают указанную часть с припуском после извлечения заготовки из литьевой формы.
Несмотря на то что специалисты ищут материалы с наименьшей вязкостью или подбирают параметры инжекции, в частности расход с учетом давления, очевидно, что уменьшение зазоров и механических деформаций литьевой формы и стержня в тонких зонах позволяет значительно улучшить качество последнего. Благодаря изобретению избавляются от использования первоначальной и после каждой операции продолжительной и надоевшей регулировки подвижных дополнительных деталей и, особенно, увеличения износа литьевых форм даже при уменьшении толщин стенки до 0,1 мм в изготавливаемом стержне.
Благодаря изобретению уменьшается также стоимость производства и эксплуатации стержневых ящиков или литейной формы и, следовательно, литейных стержней. Хотя количество стержней, имеющих признаки инжекционных трещин при удалении из формы, трещин обжига и инжекционного облоя, возникающего при литье под давлением в литьевую форму с литьем тонкой задней кромки, достигает нескольких десятков %, изобретение позволяет быстро получить высокий уровень качества стержней, исключить заусенцы, связанные с зазорами между дополнительными деталями стержневого ящика, и уменьшить риски при изготовлении стержней с тонкими задними кромками. Достигнутое ограничение опускается до толщин в 0,1 мм.
Материал, образующий стержень, содержит, предпочтительно, от 80 до 85% минеральной шихты и от 15 до 20% органического связующего. Композиция соответствует преимущественно одной из композиций, описанных в патенте EP 328452 того же заявителя, в особенности наименее жидкой композиции, но такой, которая имеет наименьшее отклонение по составу при серийном изготовлении стержней.
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие фигуры чертежей, в числе которых:
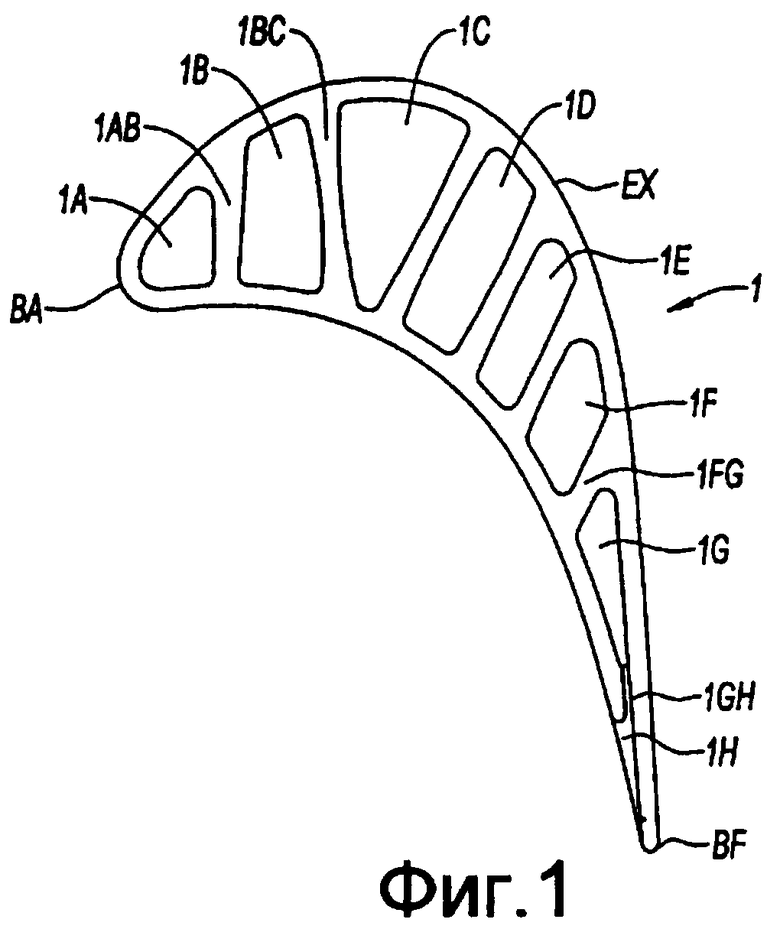
фиг.1 изображает вид в разрезе охлаждаемой лопатки турбины с узкой тонкой задней кромкой,
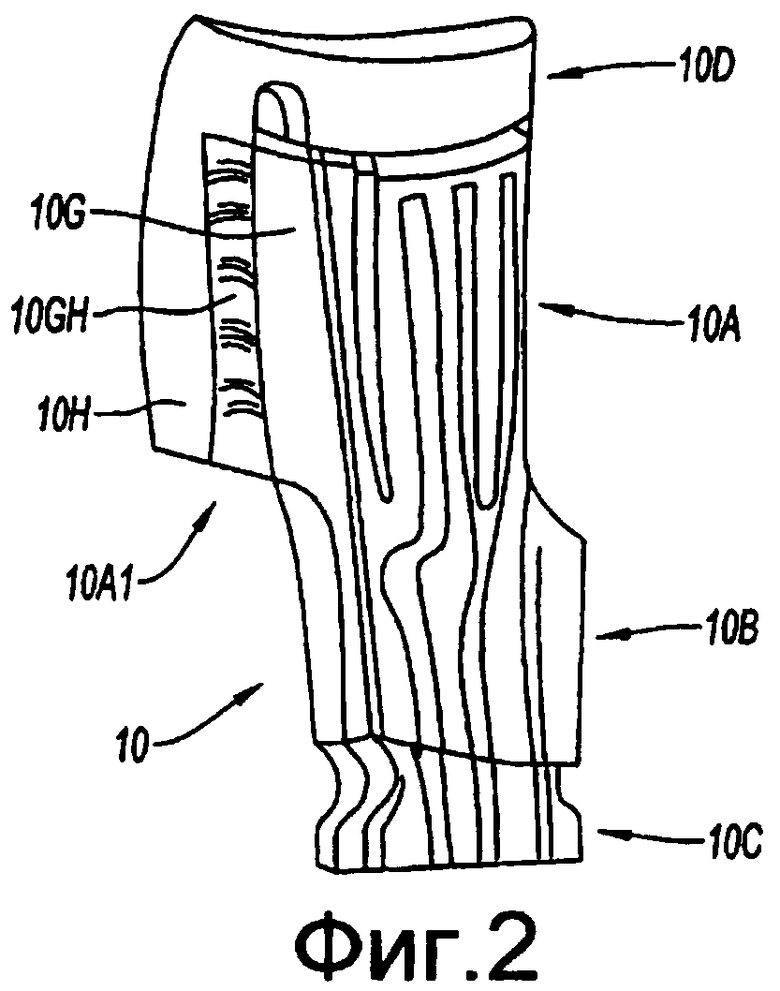
фиг.2 изображает вид в аксонометрии стержня лопатки по фиг.1,
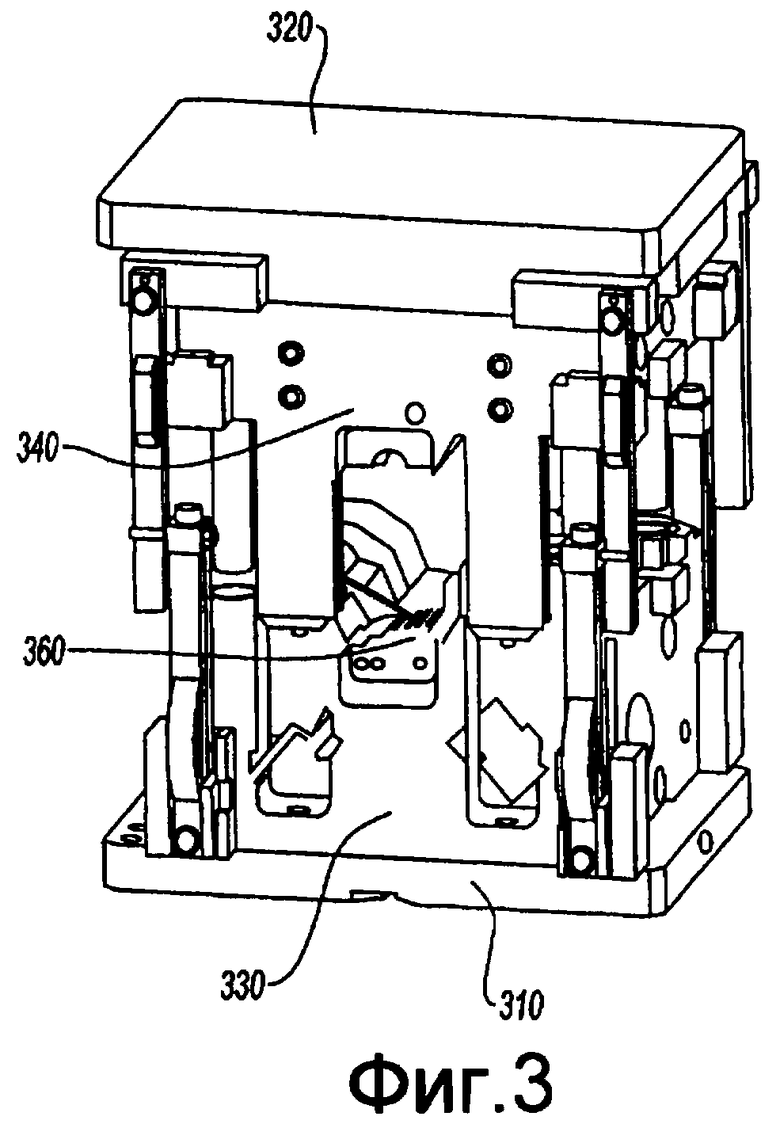
фиг.3 изображает открытый стержневой ящик,
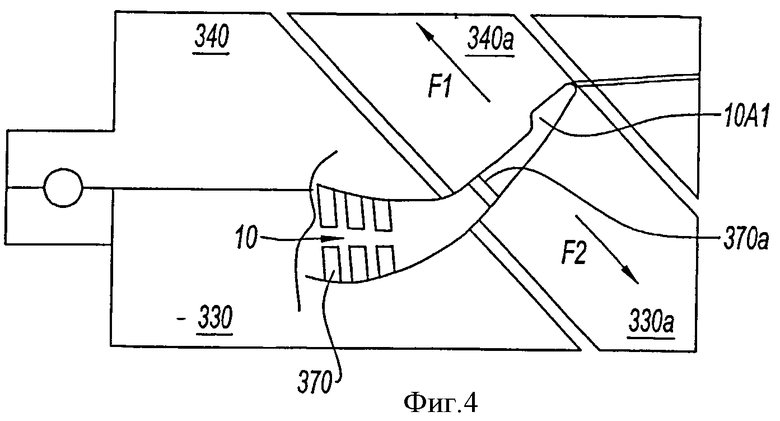
фиг.4 изображает вид в разрезе стержневого ящика из известного уровня техники, то есть содержащего дополнительные косоугольные подвижные детали на уровне задней кромки,
фиг.5 изображает вид в разрезе стержневого ящика в тонких зонах в соответствии с изобретением,
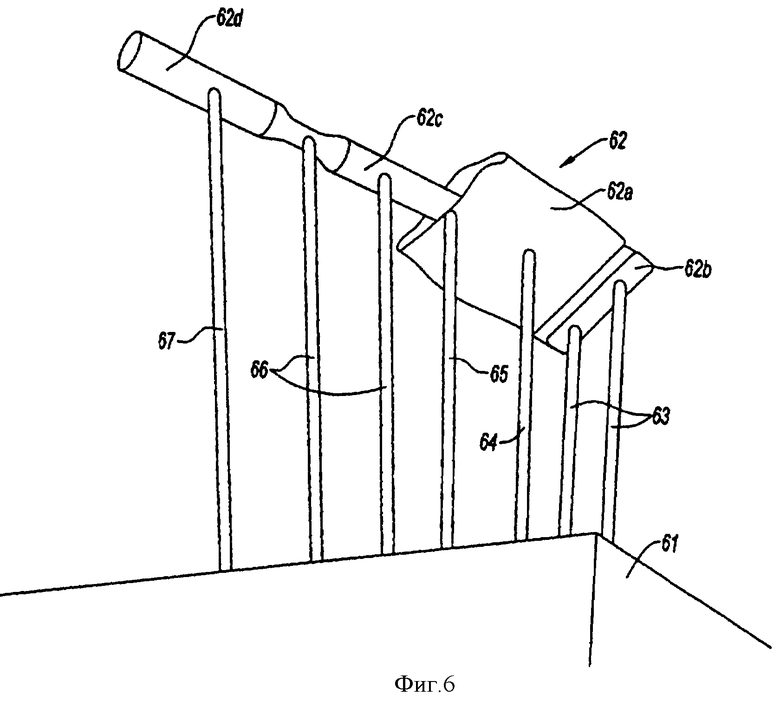
фиг.6 изображает принцип действия эжекторов керамического стержня.
Нижеследующее описание касается использования изобретения для формирования литейного стержня для лопатки турбины высокого давления газотурбинного двигателя для наземного и авиационного использования. Этот пример не является ограничивающим.
Как видно на фиг.1, лопатка 1 турбины содержит внутреннюю поверхность и спинку ЕХ, переднюю кромку ВА и заднюю кромку BF. Лопатка содержит множество внутренних полостей, в данном случае 7: 1A-1G. Полости отделены одна от другой перегородками 1АВ, 1ВС и т.д. Задняя кромка содержит отверстие 1Н или множество отверстий по ее длине, начиная от последней полости 1G, которые соединены между собой параллельными каналами 1GH для отвода охлаждающей среды в поток газа. Охлаждающей средой является воздух, поступающий из компрессора.
При изготовлении лопатки такого типа путем литья расплавленного металла в оболочковую литейную форму в нее нужно вставить стержень, который занимает полости, формируемые далее в лопатке. Этот стержень 10, схематично представленный на фиг.2, имеет сложную геометрию. Он содержит часть 10А, соответствующую полостям лопатки, часть 10В, соответствующую полостям основания лопатки, и часть 10С, образующую ручку для захвата при изготовлении. В верхней части лопатки видна также часть 10D, соответствующая той, которая называется ванной в терминологии, принятой в этой области техники. Эта часть отделена от части 10А поперечным вырезом. После литья этот вырез образует стенку дна ванны.
На фигуре показана также зона малой толщины 10А1, соответствующая задней кромке. Эта часть в примере по фиг.1 включает части 10G частично, 10GH и 10Н. 10G является частью стержня, формирующей полость 1G лопатки. 10GH является частью стержня, соответствующей каналам 1GH, а 10Н соответствует полости 1Н. Зона малой толщины выступает обычно на несколько миллиметров от кромки стержня, соответствующей задней кромке.
Известно, что наиболее часто формы для литья образованы из двух матриц, нижней и верхней, которые сильно сжимаются между собой при литье, затем размыкаются для удаления отлитой детали. В противовес другим способам, когда форма теряется (форма из песка, из воска и т.д.), необходимо следить за тем, чтобы отлитые детали не оставались зажатыми в матрицах, а напротив, могли быть вынуты из них без всяких разрушений. В направлении извлечения избегают параллельных поверхностей; они размещаются под углом, называемым «формовочным уклоном», составляющим от 3 до 5 градусов. Некоторые трудно извлекаемые детали требуют системы скользящих стержней, называемых эжекторами. Впрочем, геометрия отливаемой детали может содержать противоуклоны, не позволяющие осуществить простое отделение верхней и нижней матриц в направлении размыкания. Эти матрицы, таким образом, для указанных деталей с противоуклоном содержат дополнительные подвижные элементы для осуществления размыкания.
На фиг.3 изображен литьевой ящик 300 в открытом положении для изготовления формы для литья стержня. Он содержит нижнюю пластину 310 и верхнюю пластину 320 не представленного на чертеже инжекторного пресса, соединенные соответственно с верхней и нижней матрицами. Ящик такого типа содержит две матрицы, одна из которых называется нижней 330, а другая верхней 340. Когда ящик находится в закрытом положении, по инжекционному каналу подают пасту (смесь полимера и керамики), которая заполняет пространство 360 для стержня. Каждая матрица содержит на своей внутренней стенке рельефные элементы для формирования элементов оформления полых частей стержня.
На фиг.4 изображена в разрезе часть литьевой формы для стержня 10 лопатки турбины. На чертеже показаны матрицы 330 и 340 с рельефными элементами 370 для образования в нем полостей, формирующих в последующем перегородки в лопатке. Кривизна стержня вдоль его хорды является важной. Направление части стержня, размещенного у задней стенки, составляет угол от 45 до 60 градусов к направлению более толстой части, размещенной со стороны передней кромки. Эта кривая не позволяет использовать матрицы без дополнительных подвижных деталей, так как нельзя избежать частей с противоуклоном.
Обычная техника предполагает наличие матриц литьевой формы с дополнительными деталями 330А и 340А на уровне задней кромки 10А1 стержня 10, которые имеют определенную подвижность в направлении стрелок F1, F2. Обычно число перегородок с одинаковым направлением в массивной части стержня является более важным, чем в направлении элементов оформления в задней кромке. Таким образом, в известном уровне техники дополнительную подвижную деталь резервируют для выходов задней кромки и непосредственного удаления детали из верхней и нижней матриц, предназначенных для формирования массивной части стержня. Благодаря изобретению упрощают оборудование в его критической части у задней кромки и сохраняют подвижные дополнительные детали в более толстых и более простых в производстве зонах. Элементы оформления 370а на уровне дополнительных деталей ориентированы с формовочными уклонами в направлении стрелок. Они позволяют удалить стержень после инжекции материала в форму для литья.
Как было указано выше, инжекция материала в эту зону 10А1 уменьшается по мере приближения к получению окончательного продукта. Следует повысить давление, но паста из-за этого легче проникает в зазоры между подвижными деталями. Подвижность приводит также к деформациям этой части стержня.
Объектом изобретения является изготовление стержня, содержащего тонкие зоны со сложными комплексными структурами без деформаций этих зон при операциях инжекции и удаления детали из формы.
Деформации приводят к появлению трещин в тонких зонах или появлению облоя в механизмах стержневого ящика. Трещины приводят к отбраковке стержней. Облой усиливает износ стержневого ящика и повышает количество остановок производства. Износ стержневого ящика сокращает продолжительность его работы.
В соответствии с изобретением предлагается изготавливать усовершенствованную форму для литья, то есть литьевую форму, или некоторые зоны, которые были подвижны в матрице, становятся неподвижными.
Такая форма по фиг.5 содержит нижнюю матрицу 530 и верхнюю матрицу 540 между двумя пластинами 560 и 580 инжекционного пресса. Стержень 10 льется под давлением в пространство, образованное между двумя матрицами. Элементы оформления 510 размещаются в стержне для сохранения в нем полостей для перегородок. На этом чертеже стержень 10 виден только со стороны задней кромки 10А1. Эжекторы 570 выполнены в нижней матрице 530 под частью задней кромки 10А1.
Другая часть стержня не показана. Она является более толстой, и матрицы в этой части способны содержать подвижные дополнительные детали.
Ось элементов оформления 510 ориентирована по направлению основного раскрытия оборудования, показанного стрелками F'1 и F'2. Элементы оформления 510 задней кромки удаляются из формы благодаря механическим эжекторам 570, перемещающимся по оси стрелок, в данном случае вертикально. Речь идет о металлических стержнях, которые вводят внутрь литьевой формы. Они размещены в нижней части 530 формы.
Литьевая форма больше не содержит шарнира, как в известном уровне техники, но может быть зафиксирована между верхней 580 и нижней 560 пластинами инжекционного пресса, как показано на фиг.5.
При изготовлении стержня на таком оборудовании осуществляют следующие операции:
помещают две матрицы 530 и 540 в пресс вдоль их стыковочной плоскости Р;
льют под давлением пасту в свободное пространство между матрицами;
после литья пасты и формирования стержня 10 отделяют верхнюю матрицу от нижней матрицы в направлениях F'1 и F'2, при этом стержень 10 остается приклеенным к нижней матрице;
отделяют стержень с помощью эжекторов 570, которые осуществляют давление вверх на часть 10А1 стержня.
Определяют достаточное количество эжекторов и распределяют их таким образом, чтобы оказывать слабое давление в точке их контакта со стержнем. Такое распределение общего давления множества малых давлений позволяет полностью исключить продольный изгиб стержня во время его выталкивания. Кроме того, эжекторы также удерживают направление, строго параллельное оси удаления детали из формы.
Пример распределения эжекторов и точек их контакта со стержнем представлен на фиг.6. Основание 61 формы для литья под давлением показано в нижней части чертежа - нижняя половина литьевой формы не показана, чтобы представить эжекторы по всей их длине. Стержень 62 содержит тело стержня 62а, ванну 62b, основание стержня 62с и питающую литниковую втулку 62d. Видно, что эжекторы распределены по всему стержню 62 и что на чертеже их семь: два эжектора 63 на ванне 62b, один эжектор 64 на теле стержня 62а, один эжектор 65 в зоне соединения основание/тело стержня, два эжектора 66 на основании стержня 62с и один эжектор 67 на инжекторной втулке 62d. Эжекторы 63-67 осуществляют движение снизу вверх керамического стержня 62 и его извлечение из матрицы.
Для изготовления стержня была приготовлена соответствующая смесь. Речь идет, в частности, об органическом связующем, соединенном с минеральной шихтой. Например, смесь изготовлена по инструкции заявки на патент EP 328452. Стержень обладает высокой стойкостью, и его структура позволяет его обрабатывать с помощью фрезерного инструмента для снятия стружки или абразивом.
В случае, когда отливают заднюю кромку с утолщенными зубьями, как это представлено в заявке на патент FR 0651682 заявителя, следующей операцией является выполнение в заготовке 10 утолщенных зон, которые дополнительно вводятся в литьевую форму.
В случае необходимости после изготовления стержня с окончательными контурами перед обжигом переходят к следующим этапам обработки, известным в процессе изготовления литейных стержней. Для удаления связующего материала, то есть органического связующего, стержень нагревают для разложения органических компонентов материала. Другие операции заключаются в последующем нагреве стержня до температуры спекания керамических частиц, из которых он состоит. Если необходимо дополнительное упрочнение, осуществляют пропитку органической смолой.
После отжига изготовленных стержней переходят непосредственно к финишной обработке и контролю.
Изобретение относится к литейному производству, в частности для изготовления литейного стержня для лопатки газотурбинного двигателя с передней кромкой и задней кромкой. Стержень (10) содержит утолщенную часть со стороны передней кромки и часть (10А1) малой толщины. Устройство для изготовления стержня содержит первую и вторую матрицы (530, 540), подвижные в направлении (F'1) и соответственно (F'2) одна относительно другой между позицией формовки и позицией удаления стержня из формы. Части матриц, соответствующие части малой толщины стержня, не содержат дополнительных подвижных деталей. В одной или другой из матриц размещены механические эжекторы (570) таким образом, что часть (10А1) малой толщины стержня удаляется из формы в соответствии с главным направлением раскрытия. Исключается деформация стержня при извлечении стержня. 2 н. и 2 з.п. ф-лы, 6 ил.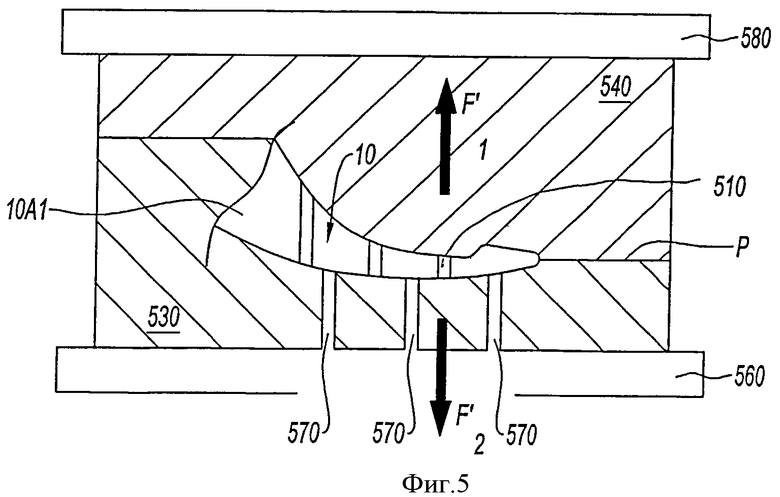
1. Устройство для изготовления литейных стержней для лопаток газотурбинного двигателя, включающих переднюю кромку и заднюю кромку, при этом стержень (10) содержит утолщенную часть со стороны передней кромки и часть (10А1) малой толщины со стороны задней кромки, содержащее первую и вторую матрицы (530, 540) для стержня, подвижные в направлении (F'1 и соответственно F'2) одна относительно другой между позицией формовки и позицией удаления детали из формы, с использованием, в случае необходимости, дополнительных деталей, подвижных относительно матриц, отличающееся тем, что матрицы для изготовления указанной части малой толщины не содержат подвижной дополнительной детали, при этом механические эжекторы (570) размещены в одной или другой из матриц таким образом, что часть малой толщины (10А1) удаляется из формы в направлении главного раскрытия, причем, по меньшей мере, одна из двух матриц в своей части, соответствующей зоне малой толщины, предназначена для получения частей с припуском, локально облегчающим заполнение формы для литья под давлением, причем эти части предназначены для обработки путем уменьшения их толщины, при этом матрицы содержат элементы оформления (510) для формирования полостей в стержне (10), а оси элементов оформления матриц ориентированы по направлению основного раскрытия первой и второй матриц, причем эжекторы направлены параллельно оси удаления стержня из формы.
2. Устройство по п.1, в котором обе матрицы выполнены подвижными для перемещения между открытым и закрытым положениями.
3. Способ изготовления литейного стержня, содержащего, по меньшей мере, одну тонкую зону, в частности тонкую заднюю кромку, в частности, для лопатки газотурбинного двигателя, согласно которому заполняют литьевую форму смесью, содержащей шихту керамических частиц и органическое связующее, удаляют содержимое из литьевой формы, удаляют органическое связующее и производят термическую обработку для упрочнения стержня, отличающийся тем, что формуют в указанной литьевой форме заготовку стержня с указанной частью с припуском, причем после извлечения стержня из формы до и после операции термической обработки обрабатывают указанную часть с припуском путем уменьшения ее толщины.
4. Способ по п.3, в котором указанная часть с припуском соответствует по меньшей мере одному каналу для удаления охлаждающего воздуха из тонкой лопатки.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| ВСЕСОЮЗНАЯ^1{АЯАвторывЬч i l.ili!5S, - i -„г. :,: i.',....UH | 0 |
|
SU371895A1 |
| СОСТАВНОЙ КЕРАМИЧЕСКИЙ СТЕРЖЕНЬ | 1995 |
|
RU2094163C1 |
| Устройство для содержания животных | 1982 |
|
SU1093304A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |

