Изобретение относится к литейному производству, в частности к технологиям изготовления свободно сочлененных конструкций типа цепей.
По патенту RU 2135322 известен способ изготовления цепи литьем по газифицируемым моделям, включающий отливку отдельных звеньев цепи, отличающийся тем, что предварительно отлитые звенья цепи устанавливают в опоку горизонтально в гнезда кондуктора, газифицируемые модели промежуточных звеньев устанавливают в опоке вертикально и веерообразно вокруг центрального литника с коллектором, при этом внутри каждого отлитого звена располагают одной стороной две газифицируемые модели промежуточных звеньев.
Недостатками известного способа являются сложность и высокая стоимость, так как существует необходимость установки предварительно отлитых звеньев цепи в гнездах кондуктора, размещенного в опоке. Для чего требуется особый кондуктор для каждого типа цепи, причем изготавливать их необходимо на каждую сборку формы из-за значительной деформации после отливки цепи. Кроме того, горизонтальное расположение в опоке предварительно отлитых звеньев требует увеличенных габаритов и, следовательно, материалоемкости опоки. Установка в опоке газифицируемых моделей промежуточных звеньев вертикально и веерообразно в коллекторе вокруг центрального литника также требует увеличенного диаметра ее и массы песка.
Наиболее близким к заявленному техническому решению является известный по патенту RU 2368453 способ изготовления цепи литьем по газифицируемым моделям, включающий предварительную отливку отдельных звеньев цепи, сборку цепи из газифицируемых моделей промежуточных звеньев, состоящих из двух частей, стыкующихся по схеме «палец-втулка», и ранее отлитых отдельных звеньев цепи путем установки газифицируемых моделей промежуточных звеньев на лучах-литниках коллектора в опоке-контейнере, отличающийся тем, что газифицируемые модели промежуточных звеньев устанавливают на лучах-литниках коллектора путем крепления вертикальных цилиндрических питателей, каждый из которых выполнен коаксиально диаметральной оси своей газифицируемой модели, в вертикальные отверстия лучей-литников коллектора под углом в радиальной плоскости модели, обеспечивающим свободную укладку предварительно отлитых отдельных звеньев цепи.
Недостатками известного способа являются низкие технологические возможности известного способа, поскольку при его осуществлении невозможно регулировать угол наклона газифицируемых моделей к горизонтальной плоскости, а также невозможно осуществлять наклоны и перемещения ранее отлитых звеньев в горизонтальной и вертикальной плоскостях, что не позволяет производить сборку цепи с большим количеством звеньев, а значит, уменьшает выход годного.
Техническим результатом заявляемого изобретения является расширение технологических возможностей способа, возможность сборки на однотипном коллекторе цепей с различными параметрами и длиной.
Технический результат достигается тем, что при осуществлении способа изготовления цепи литьем по газифицируемым моделям, включающем предварительную отливку отдельных звеньев, сборку модельного блока, установку модельного блока в опоку, сборку цепи из разомкнутых газифицируемых моделей звеньев и ранее отлитых, замыкание нижних частей газифицируемых моделей верхними частями, где каждый уровень предварительно отлитых звеньев цепи укладывают на слой уплотненного формовочного песка, согласно изобретению сборку модельного блока осуществляют посредством шарнирного соединения сфероидального отверстия, которое выполняют в нижней части газифицируемой модели, с шаровидным питателем в литнике коллектора и установки газифицируемой модели с необходимым наклоном к горизонтальной плоскости и с углом поворота в горизонтальной плоскости относительно вертикальной оси питателя.
Лучи-литники изготавливаются с T-образным хвостовиком и соединяются с коллектором в замок.
Шаровидные питатели устанавливаются на лучах коллектора в отверстия.
Осуществление сборки литейной формы путем шарнирного соединения нижней части модели звена со сфероидальным отверстием с шаровидным питателем в литнике коллектора позволяет устанавливать модели в блок под наклоном к горизонтальной плоскости и с углом поворота в горизонтальной плоскости относительно вертикальной оси питателя от 0 до 360°. Эта возможность модели наклоняться к горизонтальной плоскости и вращаться вокруг вертикальной оси питателя увеличивает количество степеней свободы модели. Такое шарнирное соединение «шаровидный питатель в литнике - сфероидальное отверстие в модели» легко выполнимо и позволяет избежать дефектов в отливке.
Выполнение укладки ранее отлитых звеньев в цепь с возможностью регулирования зазора между ранее отлитыми звеньями и моделями в модельном блоке, а также с возможностью наклонов и перемещений ранее отлитых звеньев в горизонтальной и вертикальной плоскостях позволяет осуществлять сборку литейной формы без специально разработанной схемы раскладки звеньев, что дает возможность быстро и легко изготавливать разные по форме, шагу и сечению звена цепи, так как эти параметры определяют схему сборки литейной формы.
Изготовление лучей-литников с Т-образным хвостовиком и соединение их с коллектором в замок позволяет регулировать длину лучей, тем самым снижая массу литниково-питающей системы, а значит, увеличивает выход годного. При увеличении длины луча коллектора увеличивается количество устанавливаемых в коллектор моделей, что приводит к повышению выхода годного и возможности изготовления цепей широкого номенклатурного диапазона и различной длины, без использования добавки отдельных отрезков в форму.
Установка шаровидных питателей на лучах коллектора в отверстия позволяет устанавливать в модельном блоке большее количество моделей с регулированием шага между моделями на луче коллектора.
Сущность изобретения заключается в том, что модель имеет сфероидальное отверстие и коллектор с необходимым количеством лучей-литников, имеющих один или несколько рядов вертикальных шаровидных питателей. Коллектор и лучи-литники изготавливаются либо одним целым телом, либо в сборном виде, что позволяет применять лучи разной длины. Сборный вариант заключается в изготовлении луча-литника с Т-образным хвостовиком и соединении его с коллектором в замок. Модельный блок собирается вставкой моделей со сфероидальными отверстиями в шаровидные питатели лучей-литников коллектора, которые предварительно устанавливаются в отверстия луча. Эти отверстия можно выполнять в любом удобном для сборки цепей месте литника. Шаровидный питатель позволяет устанавливать каждую модель под наклоном к горизонтальной плоскости и с углом поворота в горизонтальной плоскости относительно вертикальной оси питателя от 0 до 360°, обеспечивая тем самым легкую сборку цепи с большим количеством звеньев. Легкость сборки заключается в том, что укладка ранее отлитых звеньев становится более свободной, т.е. становится возможным не только осуществлять наклон и перемещать их в вертикальной плоскости, но и перемещать в горизонтальной плоскости опоки-контейнера, а также регулировать величину зазора (Δ1, Δ2, Δ3…) между ранее отлитыми звеньями и моделями в модельном блоке. Зазор необходим для того, чтобы предотвратить приваривание друг к другу звеньев цепи при заливке жидким металлом литейной формы. Таким образом, заявляемый способ не требует специально разрабатываемой схемы сборки литейной формы и его можно считать универсальным.
Заявляемый способ поясняется чертежами и примером описания изготовления формы.
Фиг.1 - модель, имеющая сфероидальное отверстие;
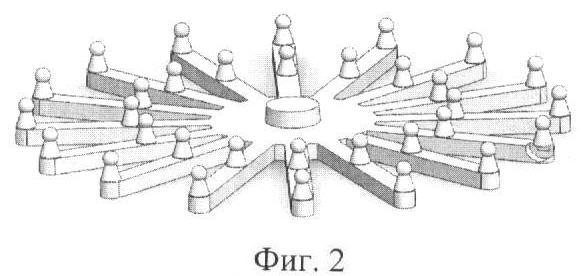
фиг.2 - коллектор с литниками-лучами и вставленными в них шаровидными питателями;
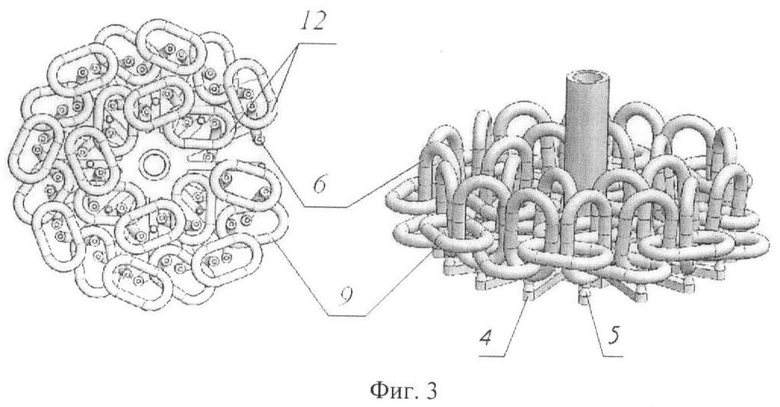
фиг.3 - схема сборки модельного блока и укладки отлитых звеньев с установкой газифицируемых моделей в блоке под наклоном к горизонтальной плоскости и с углом поворота в горизонтальной плоскости относительно вертикальной оси питателя;
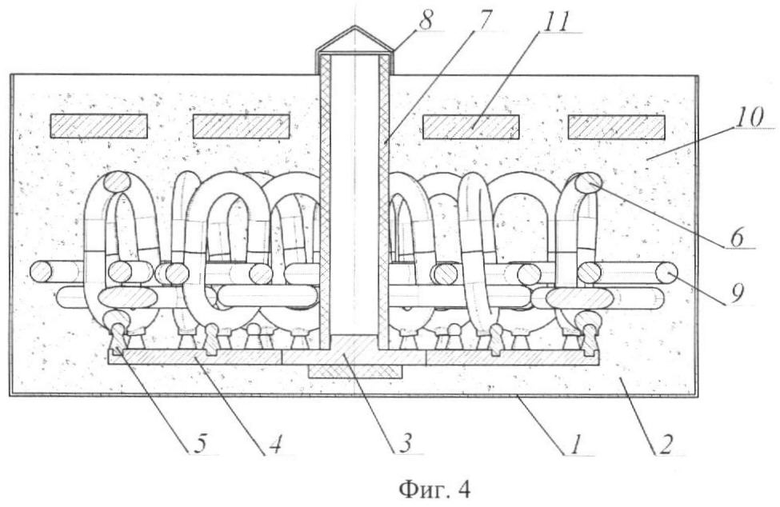
фиг.4 - форма в разрезе;
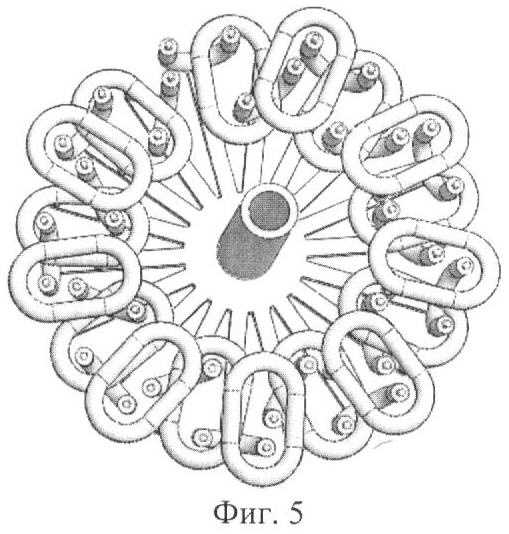
фиг.5 - схема упорядоченной сборки литейной формы;
фиг.6 - схема свободной сборки литейной формы;
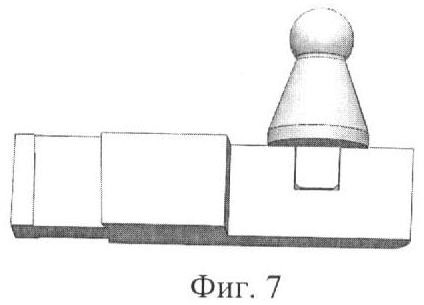
фиг.7 - вариант соединения шаровидного питателя с лучами-литниками;
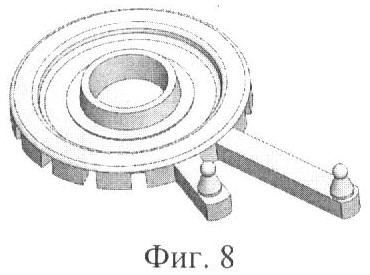
фиг.8 - вариант соединения лучей-литников с коллектором.
ПРИМЕР
Форма для изготовления цепи состоит из опоки-контейнера (1), в которую на песчаную постель (2) установлен модельный блок, состоящий из коллектора (3) с лучами-литниками (4) и шаровидными питателями (5), на которых расположены пенополистирольные модели (6) наклонно к горизонтальной плоскости и с углом поворота в горизонтальной плоскости относительно вертикальной оси питателя. Сифонная трубка (7) установлена на коллектор по его центру и закрыта защитным колпаком (8). Предварительно отлитые звенья (9) уложены уровнями и с шагом, заданным моделями. Объем опоки заполнен уплотненным сухим кварцевым песком (10). На поверхности песка уложен груз (11).
Изготовление цепи производится следующим образом.
На первом этапе отливают звенья цепи. Для этого в опоку-контейнер (1) засыпают песок (10), устраивая постель (2). Затем устанавливается модельный блок, на коллектор которого ставится сифонная трубка (7). Модельный блок собирается вставкой моделей (6) сфероидальными отверстиями в шаровидные питатели (5), установленные в лучи-литники коллектора (3). Сифонная трубка (7) устанавливается по центру коллектора, закрывается колпаком (8), и опока-контейнер засыпается песком (10), который уплотняется на вибростоле (условно не показан). На песок укладываются груз (11). Снимается защитный колпак (8), и форма готова для заливки металла.
На втором этапе отливается цельная цепь. При этом используется та же опока-контейнер (1), в которую засыпают песок (10), устраивая постель. Модельный блок собирается вставкой нижних частей моделей (6) со сфероидальным отверстием под необходимым углом в шаровидные питатели, вставленные в лучи-литники (5) на коллекторе. С помощью этого шарнирного соединения регулируется наклон к горизонтальной плоскости и угол поворота в горизонтальной плоскости относительно вертикальной оси питателя. На постель (2) устанавливается модельный блок, на коллектор которого ставится сифонная трубка (7). Сифонная трубка накрывается колпаком (8). Первый уровень предварительно отлитых звеньев цепи (9) укладывается таким образом, чтобы в каждом звене было две нижних части последовательно расположенных газифицируемых моделей (6), как показано на фиг.3. Затем на песок над первым уровнем предварительно отлитых звеньев укладывается следующий уровень предварительно отлитых звеньев цепи (9). При необходимости подобным образом укладываются третий уровень звеньев (9) и последующие (см. фиг.3). Для получения цепи большей длины вместо отдельного незамыкающего металлического звена (12) в опоку-контейнер (1) укладывается заранее отлитый отрезок с необходимым количеством звеньев.
После укладки всех предварительно отлитых звеньев нижние части газифицируемых моделей звена замыкают верхними частями. Стыковка частей производится по схеме "гильза-втулка" (без использования клея). Затем заполняют опоку (1) песком (10) до верхней границы, производят уплотнение песка на вибростоле, устанавливают груз (11). Затем снимают с сифонной трубки (7) колпак (8) и форма готова к заливке.
В заявляемом способе изготовление моделей со сфероидальными отверстиями и коллектора с литниками-лучами, в отверстия которых вставляются шаровидные питатели, позволяет устанавливать модели в блок под наклоном к горизонтальной плоскости и с углом поворота в горизонтальной плоскости относительно вертикальной оси питателя от 0 до 360°. Это увеличивает количество степеней свободы модели, что дает возможность на однотипном коллекторе собирать различные по сечению тела и шага цепи, при сохранении используемой оснастки (опоки-контейнера). Сборку литейной формы можно осуществлять как по специально разработанной упорядоченной схеме, так и без нее. что дает возможность быстро и легко изготавливать разные по форме, шагу и сечению звена цепи, так как эти параметры определяют схему сборки литейной формы. При сборке лучей-литников с коллектором с помощью Т-образного замка можно регулировать длину лучей, тем самым снижая массу литниково-питающей системы, а это значит, что повышается выход годного. При увеличении длины луча коллектора увеличивается количество устанавливаемых в коллектор моделей, что приводит к повышению выхода годного и возможности изготовления цепей широкого номенклатурного диапазона и различной длины, без использования добавки отдельных отрезков в форму.
Выполнение вертикальных отверстий в лучах коллектора на определенном расстоянии позволяет устанавливать в модельном блоке большее количество моделей с регулированием шага между моделями на луче коллектора и применением его для изготовления цепей с различным шагом и конфигурации.
Предлагаемый способ был опробован па литейном производстве ЗАО «Технология М» для изготовления цепей для цементной промышленности, показал свою эффективность и внедрен в производство.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2405651C1 |
| СПОСОБ ЛИТЬЯ ЦЕПИ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2453392C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2368453C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2279945C2 |
| ЦЕПЬ ДЛЯ ЦЕПНОЙ ЗАВЕСЫ ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2009 |
|
RU2425316C1 |
| ЦЕПЬ ДЛЯ ЦЕПНОЙ ЗАВЕСЫ ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2009 |
|
RU2413106C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1997 |
|
RU2135322C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2005 |
|
RU2297899C1 |
| СПОСОБ ОТЛИВКИ ЦЕПЕЙ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2270073C1 |
| ЦЕПЬ ДЛЯ ЦЕПНОЙ ЗАВЕСЫ ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2011 |
|
RU2468269C1 |

Изобретение относится к литейному производству. Способ включает предварительную отливку отдельных звеньев цепи, сборку модельного блока посредством шарнирного соединения сфероидального отверстия, выполненного в нижней части газифицируемой модели, с шаровидным питателем в луче-литнике коллектора. Газифицируемые модели устанавливают с наклоном к горизонтальной плоскости и с углом поворота в горизонтальной плоскости относительно вертикальной оси шаровидного питателя. Модельный блок устанавливают в опоку на постель. Осуществляют сборку цепи из разомкнутых газифицируемых моделей и ранее отлитых звеньев цепи путем укладки отлитых звеньев уровнями на слой уплотненного песка и замыкания нижних частей газифицируемых моделей верхними частями. Заполняют опоку песком, уплотняют песок и осуществляют заливку формы металлом. За счет увеличения количества степеней свободы газифицируемой модели обеспечивается возможность изготовления разных по форме, шагу и сечению звена цепей. 2 з.п. ф-лы, 8 ил.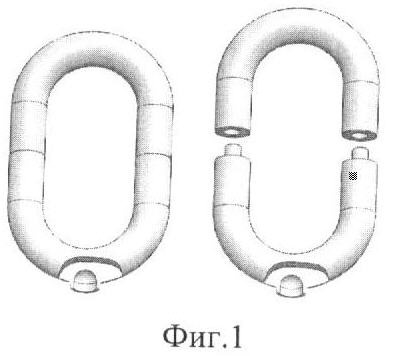
1. Способ изготовления цепи литьем по газифицируемым моделям, включающий предварительную отливку отдельных звеньев, сборку модельного блока, установку модельного блока в опоку, сборку цепи из разомкнутых газифицируемых моделей звеньев и ранее отлитых, причем каждый уровень предварительно отлитых звеньев цепи укладывают на слой уплотненного формовочного песка, и последующую заливку литейной формы, отличающийся тем, что сборку модельного блока осуществляют посредством шарнирного соединения сфероидального отверстия, которое выполняют в нижней части газифицируемой модели, с шаровидным питателем в луче-литнике коллектора и установки газифицируемой модели с необходимым наклоном к горизонтальной плоскости и с углом поворота в горизонтальной плоскости относительно вертикальной оси питателя.
2. Способ по п.1, отличающийся тем, что лучи-литники изготавливают с Т-образным хвостовиком и соединяют с коллектором в замок.
3. Способ по п.1, отличающийся тем, что шаровидные питатели устанавливают в отверстия на лучах-литниках коллектора.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2368453C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2279945C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1997 |
|
RU2135322C1 |
| СПОСОБ ОТЛИВКИ ЦЕПЕЙ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2270073C1 |

