Изобретение относится к литейному производству, в частности к технологиям изготовления свободно сочлененных конструкций, например цепей.
По патенту RU №2135322 известен способ изготовления цепи литьем по газифицируемым моделям, включающий отливку отдельных звеньев цепи, где предварительно отлитые звенья цепи устанавливают в опоку горизонтально в гнезда кондуктора, газифицируемые модели промежуточных звеньев устанавливают в опоке вертикально и веерообразно вокруг центрального литника с коллектором, при этом внутри каждого отлитого звена располагают одной стороной две газифицируемые модели промежуточных звеньев.
Предварительно отлитые звенья цепи устанавливают в кондукторе в двух и более уровнях.
Газифицируемые модели изготавливают из пенополистирола, при этом отдельные звенья цепи отливают по цельным газифицируемым моделям, а модели промежуточных звеньев выполняют из двух частей с разъемом посередине длинных сторон звена, стыковку частей производят по типу "гильза-втулка", а модели промежуточных звеньев соединяют с коллектором посредством Т-образных хвостовиков питателей моделей и Т-образных пазов в коллекторе.
Недостатками известного способа являются сложность и трудоемкость в осуществлении.
Наиболее близким к заявленному техническому решению является известный по патенту RU 2279945 способ изготовления цепи литьем по газифицируемым моделям, включающий предварительную отливку отдельных звеньев цепи, установку газифицируемых моделей в опоку-контейнер вертикально и веерообразно в коллекторе вокруг центрального литника, а предварительно отлитых звеньев - горизонтально в несколько уровней, при этом внутри каждого предварительно отлитого звена располагают одной стороной две газифицируемые модели промежуточных звеньев, отличающийся тем, что каждый уровень предварительно отлитых звеньев цепи укладывают под углом на слой уплотненного формовочного песка, после чего звенья засыпают песком до горизонта укладки следующего уровня, уплотняют песок и укладывают звенья очередного уровня, где модельный блок собирается вставкой в Т-образные пазы на коллекторе Т-образных хвостовиков питателей пенополистирольных моделей звена.
В известном способе предварительно отливают цельные промежуточные звенья цепи с помощью любой литейной технологии, а затем, на втором этапе, при изготовлении литейной формы эти ранее отлитые металлические звенья укладывают на нижние части разъемных газифицируемых моделей звеньев модельного блока. После укладки необходимого количества ранее отлитых звеньев цепи нижние части моделей замыкают верхними и получают в литейной форме цепь, состоящую из газифицируемых моделей звеньев и промежуточных металлических звеньев. После этого литейную форму заливают жидким металлом.
Недостатками известного способа являются сложность в осуществлении, высокая металлоемкость и трудоемкость, поскольку:
- цепь получают в два этапа: предварительно отливают цельные звенья цепи, затем осуществляют сборку ранее отлитых цельных металлических звеньев и разъемных газифицируемых моделей промежуточных звеньев в цепь с последующей заливкой этих моделей металлом;
- соединение модели с Т-образным питателем-хвостовиком па коллекторе ограничивает угол поворота в горизонтальной и вертикальной плоскостях опоки-контейнера и усложняет сборку модельного блока.
Сборка цепи в два приема приводит к увеличению трудоемкости, материалоемкости, энергоемкости, а значит и к повышенной себестоимости конечного продукта.
Известно, что основные параметры цепи - это шаг цепи, конфигурация звена цепи и сечение тела звена цепи, которые и определяют схему сборки литейной формы. Поэтому для изготовления определенного типоразмера цепи при использовании модели с Т-образным хвостовиком-питателем необходимо разрабатывать свою сборку литейной формы, которая каждый раз требует изготовления новой оснастки.
Подвод питателя по касательной к звену приводит к возможности появления дефекта в отливке, для устранения которого приходится принимать дополнительные меры.
Техническим результатом заявляемого изобретения являются:
- получение цепи литьем по газифицируемым моделям сразу в один прием, что позволит снизить себестоимость цепи за счет снижения трудоемкости, материалоемкости. энергоемкости технологического процесса, повышения выхода годного на 15÷20%;
- унификация системы сборки литниково-питающей системы, т.е. создание более удобной и легкой системы использования оснастки, что позволит снизить стоимость производства новых видов цепей, повысить серийность и уровень автоматизации производственных процессов;
- усовершенствование узлов крепления моделей к литниково-питающей системе, что позволит устранить возможность возникновения дефекта, а также, не увеличивая габаритов опоки-контейнера, получать цепи с различными параметрами: шагом цепи, конфигурацией звена цепи и сечением тела звена цепи.
В основу заявляемого изобретения поставлена техническая задача - получение литой цепи широкого диапазона по длине, шагу и конфигурации звеньев методом литья по газифицируемым моделям сразу в один прием.
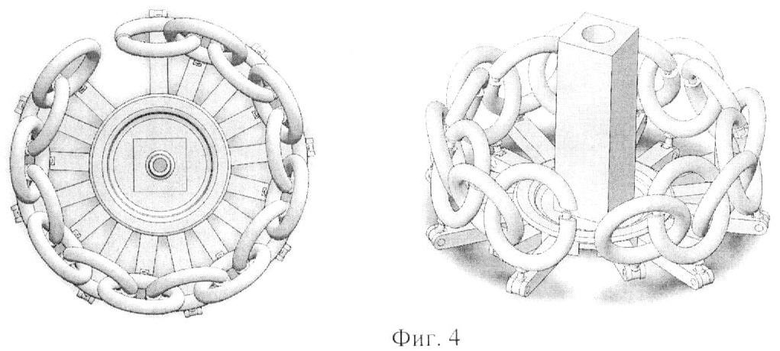
Технический результат изобретения достигается тем, что при осуществлении способа литья цепи по газифицируемым моделям, включающего предварительное изготовление газифицируемых моделей, сборку модельного блока и установку его в опоку-контейнер, формовку модельного блока в сухой кварцевый песок и последующую заливку готовой литейной формы жидким металлом, согласно изобретению в одном блоке собирают цельные и разъемные газифицируемые модели звеньев цепи с противоположным относительно друг друга наклоном к горизонтальной плоскости опоки-контейнера на лучах-литниках, которые вставляют в коллектор веерообразно в горизонтальной плоскости опоки-контейнера вокруг центрального стояка.
Каждую пару, кроме одной, рядом стоящих цельных газифицируемых моделей звеньев соединяют в цепь разъемной газифицируемой моделью звена и получают литейную форму в виде цельной незамкнутой цепи из газифицируемых моделей звеньев.
Газифицируемые модели звеньев цепи собирают в блок с помощью шарнирных узлов крепления: цилиндрического и шарового шарниров.
Цельные и разъемные пенополистирольные модели звеньев цепи собирают в одном блоке с противоположным относительно друг друга наклоном к горизонтальной плоскости опоки-контейнера на пенополистирольных лучах-питателях, которые вставляют в пенополистирольный коллектор веерообразно в горизонтальной плоскости опоки-контейнера вокруг центрального стояка, при этом каждую пару, кроме одной, рядом стоящих цельных пенополистирольных моделей звеньев соединяют в цепь разъемной пенополистирольной моделью звена, таким образом получая линейную форму в виде цельной незамкнутой цепи из пенополистирольных моделей звеньев, которую заливают сразу в один прием. При заливке цепи методом листья по газифицируемым моделям сразу в один прием трудоемкость на единицу продукции снижается в 1,5÷2 раза по отношению к прототипу, уменьшается количество опок в 2 раза, уменьшается оборот песка в 2 раза, снижаются энергозатраты на единицу продукции в 1,3 раза, снижается в 2 раза количество материала (пенополистирола, сифонных трубок), расходуемого на литниково-питающую систему (центральный стояк, коллектор и лучи-литники), повышается выход годного на 15÷20% за счет снижения расхода жидкого металла на литниково-питающую систему. Исходя из вышеприведенного следует, что заливка цепи методом литья по газифицируемым моделям сразу в один прием позволяет значительно снизить себестоимость готовой цепи.
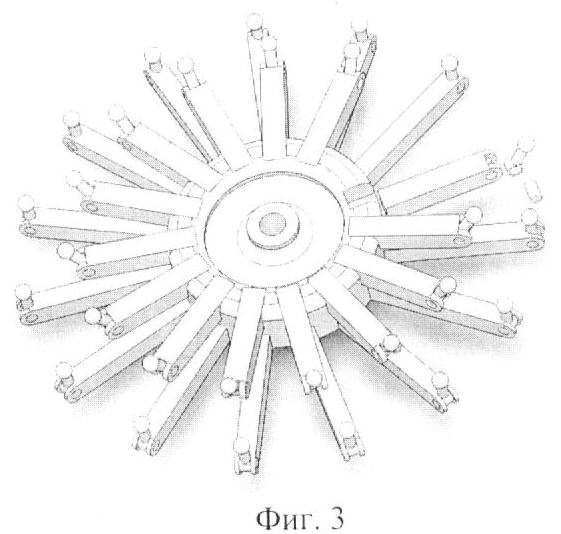
Согласно заявляемому изобретению литниково-питающую систему в модельный блок собирают из отдельных унифицированных деталей: пенополистирольного коллектора и пенополистирольных лучей-литников. Коллектор представляет собой круглый диск с выполненными на одной или обоих из его поверхностей пазами, расположенными веерообразно вокруг центральной оси коллектора. В эти пазы вставляют пенополистирольные лучи-литники необходимой для сборки модельного блока длины. При минимальном наборе коллекторов разного диаметра (достаточно двух-трех типоразмеров) и лучей-литников разной длины (достаточно четырех-шести типоразмеров) собирают в модельном блоке цепи из моделей звеньев любой конфигурации, с любым шагом и поперечным сечением, контролируя при этом выход годного. Применение унифицированной системы сборки литниково-питающей системы, т.е. создание более удобной и легкой системы использования оснастки, позволяет снизить стоимость производства новых видов цепей, повысить серийность и уровень автоматизации производственных процессов.
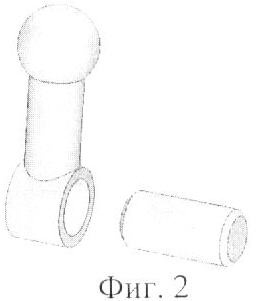
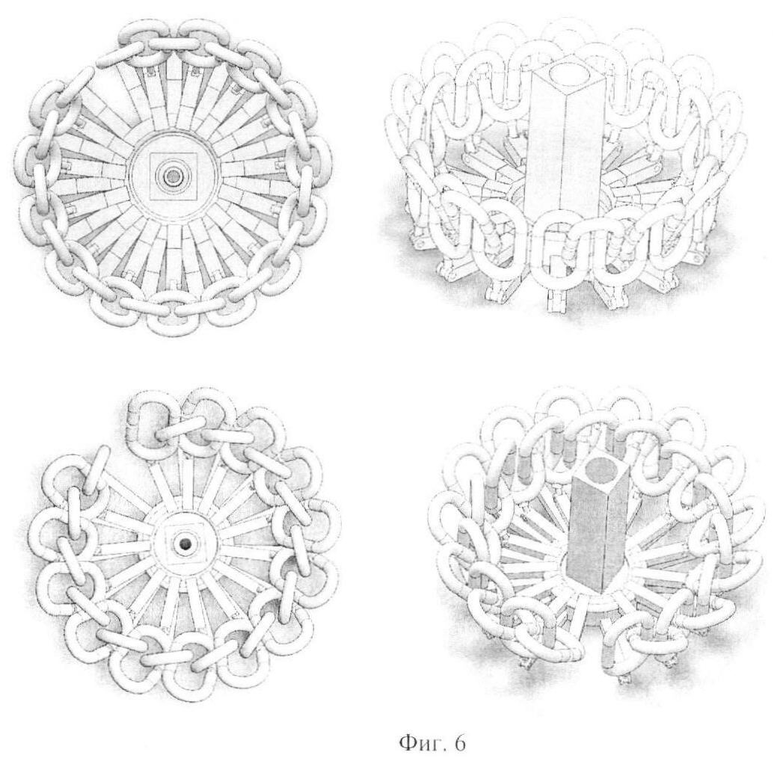
Согласно заявляемому изобретению пенополистирольные модели звеньев цепи питателями соединяют с пенополистирольными лучами-литниками с помощью цилиндрического шарнира, а для получения большего количества степеней свободы пенополистирольную модель звена цепи дополнительно соединяют с пенополистирольным питателем с помощью шарового шарнира. С помощью цилиндрического шарнира наклоняют модели к горизонтальной плоскости опоки-контейнера с углом отклонения oт вертикальной оси узла крепления модели к лучам-литникам (α), (β) в диапозоне 0÷45°. Регулируя таким образом угол наклона моделей к горизонтальной плоскости опоки-контейнера, получают минимальный объем опоки-контейнера и взаимное расположение моделей относительно друг друга с необходимыми зазорами, для того чтобы избежать пробоя жидкого металла через слой песка при заливке. С помощью шарового шарнира вращают пенополистирольную модель относительно оси питателя модели, что дополнительно дает возможность для регулирования необходимого зазора между пенополистирольными моделями звеньев разной конфигурации, с разным поперечным сечением и с разным шагом цепи.
Заявляемое изобретение поясняется на примере описания и чертежах.
На прилагаемых чертежах изображено:
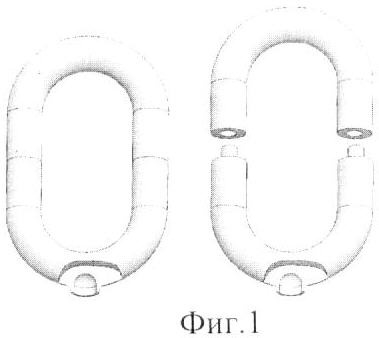
фиг.1 - виды газифицируемых моделей звеньев цепи;
фиг.2 - питатель пенополистирольный;
фиг.3 - сборка литниково-питающей системы;
фиг.4 - сборка модельного блока из газифицируемых моделей круглых звеньев цепи;
фиг.5 - литейная форма в разрезе;
фиг.6 - варианты регулирования зазоров между газифицируемыми моделями звеньев цепи при сборке модельного блока из газифицируемых моделей овальных звеньев цепи.
Литейная форма для литья цепи по газифицируемым моделям состоит из опоки-контейнера (1), на дне которой на песчаную постель с плашкой (2) установлен модельный блок, состоящий из коллектора (3) с лучами-литниками (4), из расположенных наклонно к горизонтальной плоскости пенополистирольных моделей, вставленных с помощью питателей (5) в лучи-литники (4). Цельные пенополистирольные модели звена цепи (8) отклонены от вертикальной оси узла крепления модели к лучам-литникам на угол α, а разъемные пенополистирольные модели звена цепи (9) отклонены в противоположную относительно цельных моделей сторону на угол β. Сифонная трубка (6) установлена на коллектор по его центру и закрыта защитным колпаком (7) Внутри каждой цельной пенополистирольной модели звена (8) цепи размещены две нижние части разъемных пенополистирольных моделей (9) звеньев цепи, замыкающиеся верхними частями разъемных моделей. Объем опоки заполнен уплотненным сухим кварцевым песком 10. На поверхности песка уложен груз 11.
Технологический процесс заявляемого способа осуществляется следующим образом:
Одна часть технологического процесса - это изготовление пенополистирольных моделей звеньев цепи и сборка модельного блока. Изготавливают пенополистирольные модели звеньев цепи двух видов: разъемные (9) и цельные (8). Разъемные модели звена цепи (9) состоят из двух частей: верхней и нижней, к которой крепят пенополистирольный питатель (5). Отдельно изготавливают пенополистирольный коллектор (3) и пенополистирольные лучи-литники (4). Собирают модельный блок в определенной очередности. Сначала соединяют лучи-литники (4) с коллектором (3) с помощью замкового соединения, производя сборку литниково-питающей системы. Затем на лучах-литниках (4) крепят через питатель (5) пенополистирольные модели звеньев цепи. Питатель (5) в узле крепления к лучам-литникам (4) вставляют в паз с отверстиями таким образом, чтобы отверстия на питателе (5) совпали с отверстиями на лучах-литниках (4), затем в эти отверстия запрессовывают пенополистирольный цилиндрик, получая, таким образом, цилиндрический шарнир. Рядом стоящие цельные пенополистирольные модели звеньев соединяют в цепь разъемной пенополистирольной моделью звена. Одну пару рядом стоящих цельных моделей звеньев цепи не соединяют разъемной моделью звена цепи для того, чтобы не замкнуть получаемую цепь. При этом цельные пенополистирольные модели звена цепи (8) отклоняют от вертикальной оси узла крепления модели к лучам-литникам на угол α, а разъемные пенополистирольные модели звена цепи (9) отклоняют в противоположную относительно цельных моделей сторону на угол β таким образом, чтобы внутри каждой цельной пенополистирольной модели звена цепи (8) разместить две нижние части разъемных пенополистирольных моделей звеньев цепи (9). Нижние части разъемных пеномоделей звеньев цепи замыкают верхними частями. Стыковку частей производят по схеме «гильза-втулка» (без использования клея). Регулируют наклон пенополистирольных моделей звеньев цепи (8), (9) к горизонтальной плоскости опоки-контейнера, изменяя углы отклонения от вертикальной оси узла крепления модели к лучам-литникам моделей (α) и (β) в диапазоне 0÷45°, для того чтобы получить минимальный объем опоки-контейнера и наилучшее взаимное расположение моделей относительно друг друга с необходимыми зазорами, для того чтобы избежать в дальнейшем пробоя жидкого металла через слой песка при заливке. Если появляется необходимость получения для пенополистирольной модели звена цепи дополнительного количества степеней свободы, то модель соединяют с пенополистирольным питателем с помощью шарового шарнира. Для этого в отверстие в пенополистирольной модели звена цепи вставляют пенополистирольный питатель (5) с выполненным на одном из его концов шаром.
Другая часть технологического процесса - это изготовление литейной формы. Для этого в опоку-контейнер (1) засыпают песок (10), устраивая постель (2). Затем устанавливают уже приготовленный модельный блок, на коллектор которого ставят сифонную трубку (7). Сифонную трубку (7) устанавливают по центру коллектора, закрывают колпаком (8) и опоку-контейнер (1) засыпают песком (10), который уплотняют на вибростоле (условно не показан). На песок укладывают груз (11). Снимают защитный колпак (8) и форма готова для заливки металла. Для получения литой цепи любой еще большей длины в качестве двух крайних незамкнутых в единую цепь моделей используют разъемные пенополистирольные модели звеньев, внутри которых размещают по одному металлическому звену ранее отлитых отрезков цепи с необходимым количеством звеньев.
Третья часть технологического процесса - заливка литейной формы жидким сплавом. Уже приготовленную литейную форму заливают жидким металлом. Жидкий металл выжигает пенополистирол и заполняет полость звеньев цепи в форме. После охлаждения форму разрушают, извлекают уже готовую цепь в виде связанных между собой металлических звеньев и направляют на отделение их от литниково-питающей системы. Таким образом, отливают цельную цепь сразу за один прием.
Предлагаемый способ был опробован на литейном производстве ООО «Технология-М», г.Челябинск, для изготовления цепей для цементной промышленности, показал свою эффективность и внедрен в производство.
При испытаниях и производстве установлены следующие преимущества заявляемого способа перед аналогами и прототипом:
- получение литой цепи широкого диапазона по длине, шагу и конфигурации звеньев методом литья по газифицируемым моделям сразу в один прием позволяет снизить себестоимость цепи за счет снижения в технологическом процессе на единицу продукции трудоемкости в 1,5÷2 раза, материалоемкости - в 2 раза, энергоемкости - в 1,3 раза, повышения выхода годного на 15÷20%;
- унификация системы сборки литниково-питающей системы, т.е. создание более удобной и легкой системы использования оснастки, позволяет снизить стоимость производства новых видов цепей, повысить серийность и уровень автоматизации производственных процессов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2432225C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2405651C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2279945C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2368453C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1997 |
|
RU2135322C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2005 |
|
RU2297899C1 |
| ЦЕПЬ ДЛЯ ЦЕПНОЙ ЗАВЕСЫ ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2009 |
|
RU2425316C1 |
| СПОСОБ ОТЛИВКИ ЦЕПЕЙ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2270073C1 |
| ЦЕПЬ ДЛЯ ЦЕПНОЙ ЗАВЕСЫ ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2009 |
|
RU2413106C1 |
| ЦЕПЬ ДЛЯ ЦЕПНОЙ ЗАВЕСЫ ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2011 |
|
RU2468269C1 |
Изобретение относится к литейному производству. Способ литья цепи включает предварительное изготовление цельных и разъемных пенополистирольных моделей и сборку модельного блока. При сборке блока соединяют лучи-литники с коллектором, располагая их веерообразно в горизонтальной плоскости. На лучах-литниках через питатели устанавливают пенополистирольные модели звеньев цепи. Цельные модели отклоняют от вертикальной оси к лучам литникам на угол (α), а разъемные модели отклоняют в противоположную сторону на угол (β). Модели звеньев цепи собирают в блок с помощью цилиндрических и шаровых шарниров. Внутри каждой цельной модели размещают две нижние части разъемных моделей, которые замыкают верхними частями. Модельный блок устанавливают в опоку-контейнер, осуществляют формовку модельного блока в сухой кварцевый песок и заливают литейную форму жидким металлом. Обеспечивается получение литой цепи широкого диапазона по длине, шагу и конфигурации звеньев, снижение трудоемкости процесса, повышение выхода годного, устранение дефектов. 2 з.п. ф-лы, 6 ил.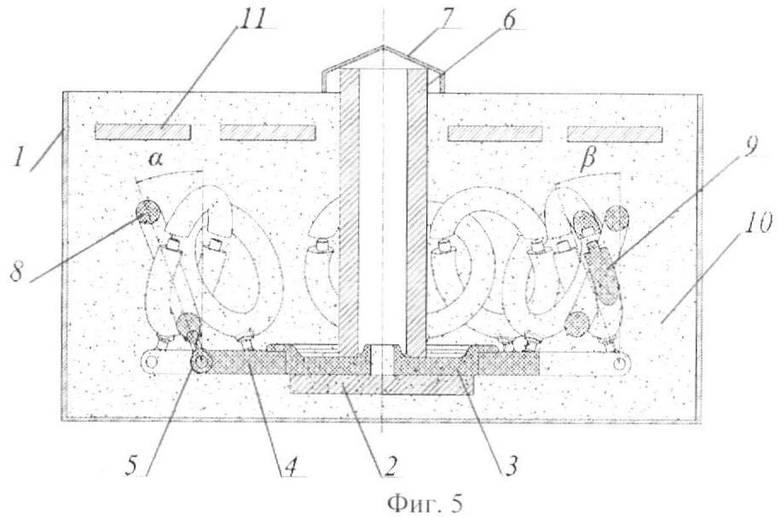
1. Способ литья цепи по газифицируемым моделям, включающий предварительное изготовление газифицируемых моделей, сборку модельного блока и установку его в опоку-контейнер, формовку модельного блока в сухой кварцевый песок и последующую заливку готовой литейной формы жидким металлом, отличающийся тем, что в одном блоке собирают цельные и разъемные газифицируемые модели звеньев цепи с противоположным относительно друг друга наклоном к горизонтальной плоскости опоки-контейнера на лучах-литниках, которые вставляют в коллектор веерообразно в горизонтальной плоскости опоки-контейнера вокруг центрального стояка.
2. Способ литья цепи по газифицируемым моделям по п.1, отличающийся тем, что каждую пару, кроме одной, рядом стоящих цельных газифицируемых моделей звеньев соединяют в цепь разъемной газифицируемой моделью звена и получают литейную форму в виде цельной незамкнутой цепи из газифицируемых моделей звеньев.
3. Способ литья цепи по газифицируемым моделям по п.1, отличающийся тем, что газифицируемые модели звеньев цепи собирают в блок с помощью шарнирных узлов крепления в виде цилиндрического и шарового шарниров.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2005 |
|
RU2297899C1 |
| Способ получения нитрила 1-бензил4-фенилпиперидинкарбоновой кислоты | 1951 |
|
SU97069A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2368453C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2279945C2 |
| ИНГАЛЯТОР ДЛЯ СУХОГО ПОРОШКА | 1995 |
|
RU2136322C1 |
| Устройство для электростимуляции животных при машинном доении | 1982 |
|
SU1044245A1 |

