Изобретение относится к технологии изготовления деталей литьем по газифицируемым моделям, в частности к технологии изготовления сочлененных конструкций, а именно цепей, таких как якорные цепи, цепи в подъемно-транспортном оборудовании, навесные цепи для цепных завес вращающихся цементных печей и других современных машин и механизмов.
Известен способ изготовления цепи по газифицируемым моделям в один прием, в сложных формах, собираемых последовательно из моделей звеньев в шахматном порядке. Готовую цепь из пеномоделей формуют в длинной опоке-желобе, при этом модели звеньев цепи устанавливают в стержневую литниковую систему последовательно вдоль желоба под углом ±45° к плоскости днища желоба, а литниковую систему выполняют для каждого модельного звена отдельно в виде стержня.
В качестве формовочной смеси применяют чистый кварцевый песок с размерами зерен 0,6-1,0 мм, не содержащий крепитель. Подвод металла осуществляют через сифон к каждому модельному звену цепи отдельно. На каждом модельном звене цепи устанавливают оболочки для образования прибыли (см. авторское свидетельство СССР №246789, приоритет от 20.05.68, МПК B22D, опубликовано 20.6.69. "Устройство для отливки сочлененных изделий").
Недостатком известного способа является то, что для отливки цепи требуется сложная, громоздкая и металлоемкая опока, высокая трудоемкость изготовления формы, большой объем формовочной смеси, использование труда рабочих высокой квалификации, что приводит к высокой стоимости готовой цепи.
Наиболее близким по совокупности существенных признаков к заявляемому изобретению является способ изготовления цепи по газифицируемым моделям, который осуществляют в два приема. Предварительно отливают отдельные (основные) звенья цепи, которые устанавливают в опоку горизонтально в гнезда кондуктора, газифицируемые модели промежуточных звеньев устанавливают в опоке вертикально и веерообразно вокруг центрального литника с коллектором (с центральным питателем), при этом внутри каждого отлитого отдельного (основного) звена располагают одной стороной две газифицируемые модели промежуточных звеньев.
Предварительно отлитые звенья цепи устанавливают в кондукторе в двух и более уровнях.
Газифицируемые модели изготавливают из пенополистирола, при этом отдельные (основные) звенья цепи отливают по цельным газифицируемым моделям, а модели промежуточных звеньев выполняют из двух частей с разъемом посередине длинных сторон звена, стыковку частей производят по типу "гильза-втулка", а модели промежуточных звеньев соединяют с коллектором посредством Т-образных хвостовиков питателей моделей и Т-образных пазов в коллекторе (см. патент РФ №2135322 с приоритетом от 25.09.1997 г., МПК6 В22С 9/30, опубликованный 27.08.1999 г., "Способ изготовления цепи литьем по газифицируемым моделям").
Недостатком известного способа является трудоемкость изготовления цепи, связанная с необходимостью отливки звеньев цепи в два приема, для которой дважды приходится готовить формы: сначала для отливки отдельных (основных) звеньев цепи, а затем - для промежуточных звеньев цепи, что усложняет способ изготовления цепи.
Кроме того, ввиду поэтапной отливки звеньев цепи, как правило, используют металл различных плавок, в связи с чем звенья цепи получаются неоднородными по химическому составу, что ухудшает качество цепи.
Технический результат заявляемого изобретения заключается в повышении качества отливаемой цепи и снижении трудоемкости ее изготовления.
Заявляемый технический результат достигается тем, что в способе изготовления цепи литьем по газифицируемым моделям, включающем изготовление газифицируемых моделей основных и промежуточных звеньев цепи, установку газифицируемых моделей звеньев цепи с питателями и литника с центральным питателем в опоку и отливку звеньев цепи, согласно изобретению перед установкой газифицируемых моделей звеньев цепи и питателей в опоку их собирают в модельный блок, содержащий обратный стояк, вокруг которого вертикально и веерообразно закрепляют с помощью питателей газифицируемые модели основных и промежуточных звеньев цепи, причем газифицируемые модели основных и промежуточных звеньев цепи устанавливают на одной оси перпендикулярно друг другу, а центральный питатель закрепляют в основании стояка, после чего в опоку устанавливают литник, и все звенья цепи отливают одновременно.
Благодаря тому что в опоку устанавливают модельный блок, собранный из газифицируемых моделей основных и промежуточных звеньев цепи, закрепленных вертикально и веерообразно вокруг обратного стояка с помощью питателей, причем газифицируемые модели основных и промежуточных звеньев цепи устанавливают по одной оси перпендикулярно друг другу, достигается возможность отливать все звенья цепи в один прием, что исключает поэтапную отливку цепи с использованием металла различных плавок и необходимость двойного изготовления формы под заливку, что повышает качество отливаемой цепи и снижает трудоемкость ее изготовления.
Наличие обратного стояка в модельном блоке, вокруг которого вертикально и веерообразно закреплены с помощью питателей газифицируемые модели основных и промежуточных звеньев цепи, а в основании обратного стояка закреплен центральный питатель, с которым связан литник, позволяет в процессе одновременной отливки всех звеньев цепи исключить образование усадочной раковины в питателях и попадание шлака и неметаллических включений в тело отливаемых звеньев цепи, что также повышает качество готовой цепи.
Технических решений, совпадающих с совокупностью существенных признаков заявляемого изобретения, не выявлено, что позволяет сделать вывод о соответствии заявляемого изобретения такому условию патентоспособности, как "новизна".
Заявляемые существенные признаки, предопределяющие получение указанного технического результата, явным образом не следуют из уровня техники, что позволяет сделать вывод о соответствии заявляемого изобретения такому условию патентоспособности, как "изобретательский уровень".
Условие патентоспособности "промышленная применимость" подтверждено на примере конкретного осуществления заявляемого способа изготовления цепи литьем по газифицируемым моделям.
Заявляемое изобретение поясняется чертежами.
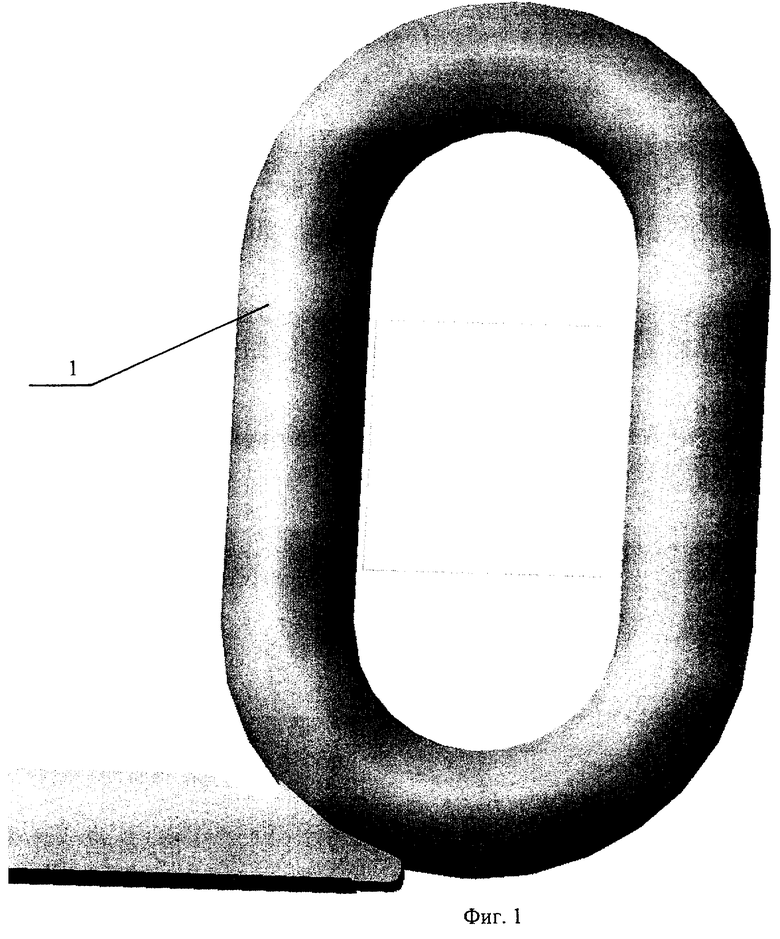
На фиг.1 представлена газифицируемая модель основного звена цепи, общий вид;
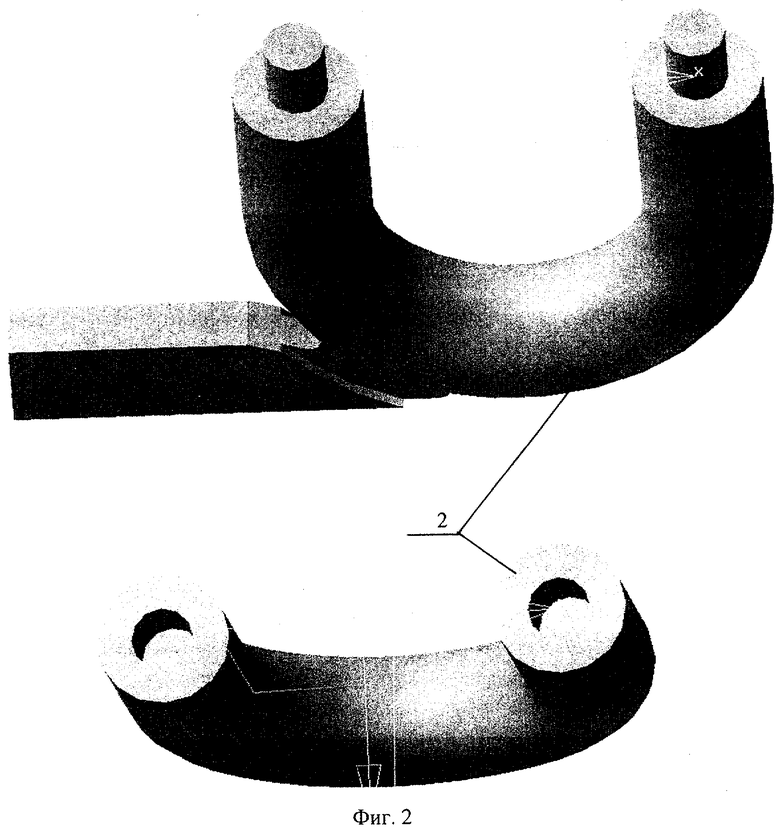
На фиг.2 представлена газифицируемая модель промежуточного звена цепи;
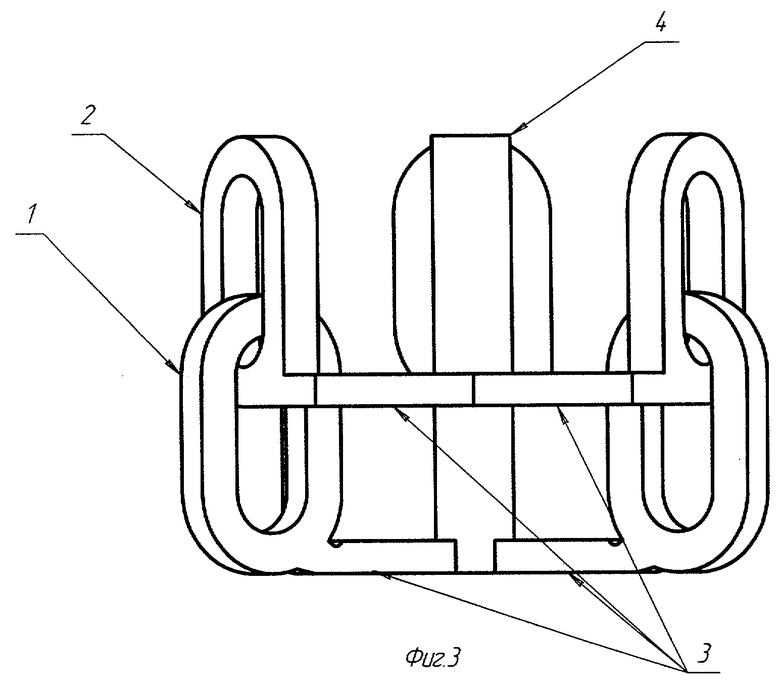
На фиг.3 представлен модельный блок для отливки цепи, который собран из газифицируемых моделей основных и промежуточных звеньев, расположенных вертикально и веерообразно вокруг обратного стояка и закрепленных на нем с помощью питателей;
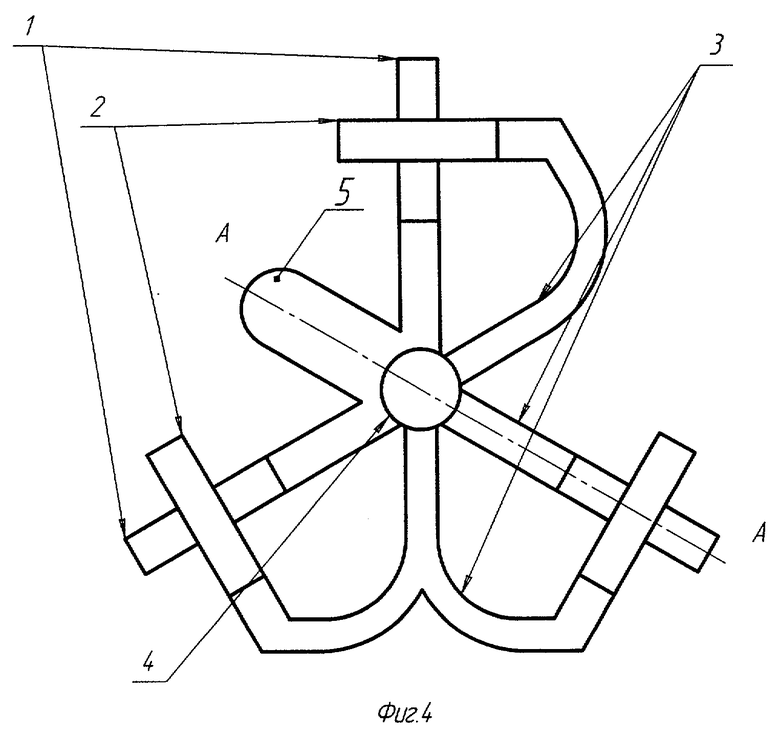
На фиг.4 представлен модельный блок для отливки цепи, вид сверху;
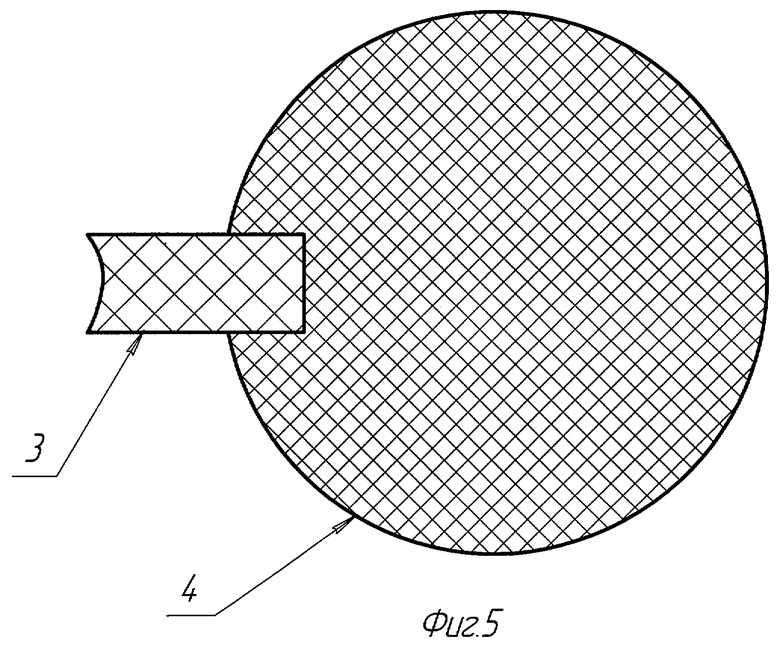
На фиг.5 представлен узел стыковки питателей и обратного стояка;
На фиг.6 представлена готовая форма для заливки цепи в разрезе.
Изготовление цепи литьем по газифицируемым моделям производится следующим образом.
Сначала из пенополистирола изготавливают газифицируемые модели основных звеньев цепи 1, промежуточных звеньев цепи 2, питатели 3 и обратный стояк 4.
Газифицируемые модели основных звеньев цепи 1 выполняют цельными, а промежуточных звеньев цепи 2 - из двух половинок с разъемом посредине длинных сторон модели звена (см. фиг 1 и 2).
Затем происходит сборка модельного блока (см. фиг.3 и 4), для чего газифицируемые модели основных звеньев цепи 1 и промежуточных звеньев цепи 2 вертикально и веерообразно закрепляют с помощью питателей 3 вокруг обратного стояка 4.
Соединение половинок промежуточных звеньев цепи 2 осуществляют по типу "гильза-втулка" (см. фиг.2), а соединение питателей 3 с обратным стояком 4 осуществляют по типу "шип-паз" (см. фиг.5).
Газифицируемые модели основных звеньев цепи 1 и промежуточных звеньев цепи 2 устанавливают на одной оси перпендикулярно друг другу. В основании обратного стояка 4 готового модельного блока с помощью клея закрепляют центральный питатель 5 (см. фиг.4).
Затем изготавливают форму для отливки цепи (см. фиг.6). Для этого чистую исправную опоку 6 устанавливают на вибростол (не показан), на дно опоки 6 засыпают слой формовочного песка 7 фракцией 0,16, который уплотняют посредством вибрации. На уплотненный слой формовочного песка 7 устанавливают шамотный кирпич 8 марки ШБ5 и засыпают следующий слой формовочного песка 7 так, чтобы его уровень был на 2-4 мм выше уровня шамотного кирпича 8, и вновь производят уплотнение формовочного песка 7 вибрацией. Излишки формовочного песка 7 снимают до уровня верхней кромки кирпича 8 и устанавливают на него готовый модельный блок из газифицированных моделей основных звеньев цепи 1 и промежуточных звеньев цепи 2, причем ось А-А, проходящая через центральный питатель 5, обратный стояк 4 и один из питателей 3 (см. фиг.4), должна совпадать с длинной осью кирпича 8.
На центральный питатель 5 устанавливают литник 9, выполненный в виде сифонной трубки. Формовочный песок 7 засыпают послойно с уплотнением каждого слоя не менее 1 минуты посредством включения вибростола (на чертеже не показан). Последний слой формовочного песка 7 засыпают до уровня заливного отверстия 10 литника 9. На уплотненный формовочный песок 7 устанавливают груз 11, после чего форма готова для отливки цепи.
Далее в литник 9 через заливное отверстие 10 заливают расплавленный металл, который, газифицируя выполненные из пенополистирола центральный питатель 5, питатели 3, обратный стояк 4 и модели основных звеньев цепи 1 и промежуточных звеньев цепи 2, заполняет образовавшуюся полость.
Выделяющиеся в процессе газификации газы, поднимаясь через формовочный песок 7, удаляются из формы. При этом обратный стояк 4, заполненный расплавленным металлом, выполняет роль шлакоуловителя и прибыли.
После остывания отливки цепи ее извлекают из формовочного песка 7, отделяют от обратного стояка 4, питателей 3, центрального питателя 5. Затем зачищают места подвода металла, после чего процесс изготовления цепи литьем по газифицируемым моделям завершается.
Использование заявляемого способа изготовления цепи литьем по газифицируемым моделям позволяет устанавливать в одной опоке модельный блок, содержащий газифицируемые модели не менее трех одновременно изготавливаемых цепей, каждая из которых содержит до десяти сочлененных газифицируемых моделей звеньев.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ ЦЕПИ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2453392C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2432225C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2279945C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2405651C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2368453C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1997 |
|
RU2135322C1 |
| СПОСОБ ОТЛИВКИ ЦЕПЕЙ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2270073C1 |
| Литейная форма для получения отливок | 1985 |
|
SU1364230A3 |
| Способ формовки стаканообразных изделий | 1944 |
|
SU66103A1 |
| Литейная форма | 1982 |
|
SU1041200A1 |
Изобретение может быть использовано для изготовления сочлененных конструкций, а именно цепей, таких как якорные цепи, цепи в подъемно-транспортном оборудовании, навесные цепи для цепных завес вращающихся цементных печей и других современных машин и механизмов. Способ включает изготовление газифицируемых моделей основных и промежуточных звеньев цепи, сборку их в модельный блок. Модельный блок представляет собой обратный стояк, вокруг которого вертикально и веерообразно закрепляют с помощью питателей газифицируемые модели основных и промежуточных звеньев цепи. Модели основных и промежуточных звеньев цепи устанавливают на одной оси перпендикулярно друг другу, а центральный питатель закрепляют в основании обратного стояка. Газифицируемые модели звеньев цепи с питателями и литник с центральным питателем устанавливают в опоку, после чего в опоку устанавливают литник и все звенья цепи отливают одновременно. Обеспечивается повышение качества отливаемой цепи и снижение трудоемкости ее изготовления. 6 ил.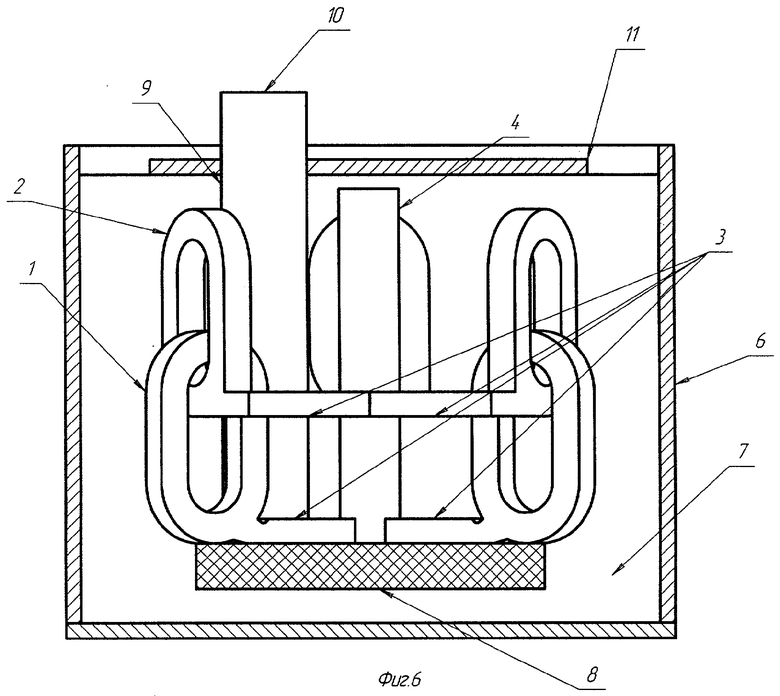
Способ изготовления цепи литьем по газифицируемым моделям, включающий изготовление газифицируемых моделей основных и промежуточных звеньев цепи, установку газифицируемых моделей звеньев цепи с питателями и литника с центральным питателем в опоку и отливку звеньев цепи, отличающийся тем, что перед установкой газифицируемых моделей звеньев цепи и питателей в опоку их собирают в модельный блок, содержащий обратный стояк, вокруг которого вертикально и веерообразно закрепляют с помощью питателей газифицируемые модели основных и промежуточных звеньев цепи, причем газифицируемые модели основных и промежуточных звеньев цепи устанавливают на одной оси перпендикулярно друг другу, а центральный питатель закрепляют в основании обратного стояка, после чего в опоку устанавливают литник, и все звенья цепи отливают одновременно.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1997 |
|
RU2135322C1 |
| RU 2003119045 A, 20.12.2004 | |||
| 0 |
|
SU246789A1 | |
| JP 08117967 A, 14.05.1996. | |||

