Сочлененные металлоконструкции типа цепи довольно широко применяются в современных машинах и механизмах. Например, якорные цепи, цепи в подъемно-транспортном оборудовании, в обжиговых цементных печах и т.д.
Наиболее распространен способ изготовления цепи, заключающийся в гибке заготовок звена, получаемых путем разрезки прутка, с последующей сваркой стыков звеньев (см. , например, ГОСТ 5.1925-73 и др.). Недостатками этого способа являются неоднородные механические характеристики звена цепи, которые снижаются в зоне сварного шва, а также довольно высокая стоимость цепи, обусловленная необходимостью изготовления стального прутка, резки его на заготовки, гибки заготовок и сварки звеньев.
Наиболее экономичным способом изготовления цепи является способ литья. В настоящее время известно два способа литья.
Первый способ характеризуется тем, что отливка непрерывной цепи производится в один прием в сложных формах, собираемых последовательно из моделей звеньев в "шахматном" порядке. (А.С. N 246789, кл.31 В2, 25/00).
Модели звеньев такой цепи изготавливаются из пенополистирола и соединяются в цепь путем вырезки в теле каждого звена сегмента с последующий вклейкой его на свое место после сборки цепи. Вырезка сегмента производится как правило двумя проволоками, нагреваемыми электрическим током и расположенными под необходимым углом друг к другу. Фиксация сегментов от случайного сдвига осуществляется с помощью казеинового, декстринового или мездрового клея. Литниковая система выполняется для каждого звена отдельно в виде стержня.
Готовая цепь из пеномоделей формуется в длинной опоке-желобе. При этом звенья устанавливаются в стержневую литниковую систему последовательно вдоль желоба под углом ± 45o к плоскости днища желоба (первое звено +45o, второе минус 45o и т.д.).
В качестве формовочной смеси применяется чистый кварцевый песок с размерами зерен 0,6-1,0 мм, не содержащий крепитель. Подвод металла осуществляется через сифон к каждому звену цепи отдельно. На каждом звене цепи могут устанавливаться оболочки для образования прибыли.
Недостатками этого способа является то, что для отливки требуется сложная, громоздкая и металлоемкая опока, высокая трудоемкость изготовления, большой объем формовочной смеси, использование труда рабочих высокой квалификации и т.д., что приводит к довольно высокой стоимости цепи.
Прототипом предполагаемого изобретения является второй способ, заключающийся в том, что первоначально осуществляется отливка отдельных звеньев цепи с последующей установкой их в гнездах последовательно расположенных сложных стержней и заливкой свободных промежуточных полостей звеньев пеномоделей для получения непрерывной цепи. (Чудновский А.Р. Литье по моделям из пенопласта. М. "Химия", 1970, 82-84).
Этот способ позволяет существенно сократить литниковую систему снизить трудоемкость изготовления пеномоделей звеньев (для сборки требуется делать разрезы на половине моделей). Отливка отдельных звеньев цепи может производиться любым, удобным для данного производства способом, что снижает стоимость отливки цепи.
Задачей предполагаемого изобретения является усовершенствование известного способа изготовления цепи литьем по газифицируемым моделям, описанного как прототип, в направлении снижения стоимости изготовления и повышения качества цепи.
Сущность предполагаемого изобретения заключается в том, что:
- газифицируемые модели промежуточных звеньев цепи устанавливают в опоке вертикально и веерообразно вокруг центрального литника с коллектором, при этом внутри каждого отлитого звена располагают одной стороной две газифицируемые модели промежуточных звеньев;
- предварительно отлитые звенья устанавливают в кондукторе в двух и более уровнях;
- газифицируемые модели изготавливают из пенополистирола, при этом отдельные звенья цепи отливают по цельным газифицируеммым моделям, а модели промежуточных звеньев выполняют из двух частей с разъемом посередине длинных сторон звена, стыковку частей производят по типу "гильза-втулка", а модели промежуточных звеньев соединяют с коллектором посредством Т-образных хвостовиков питателей моделей и Т-образных пазов в коллекторе.
Предлагаемый способ поясняется на примере изготовления цепи для цементных печей. На прилагаемом чертеже изображена установка для отливки цепи.
На фиг. 1 - опока в разрезе.
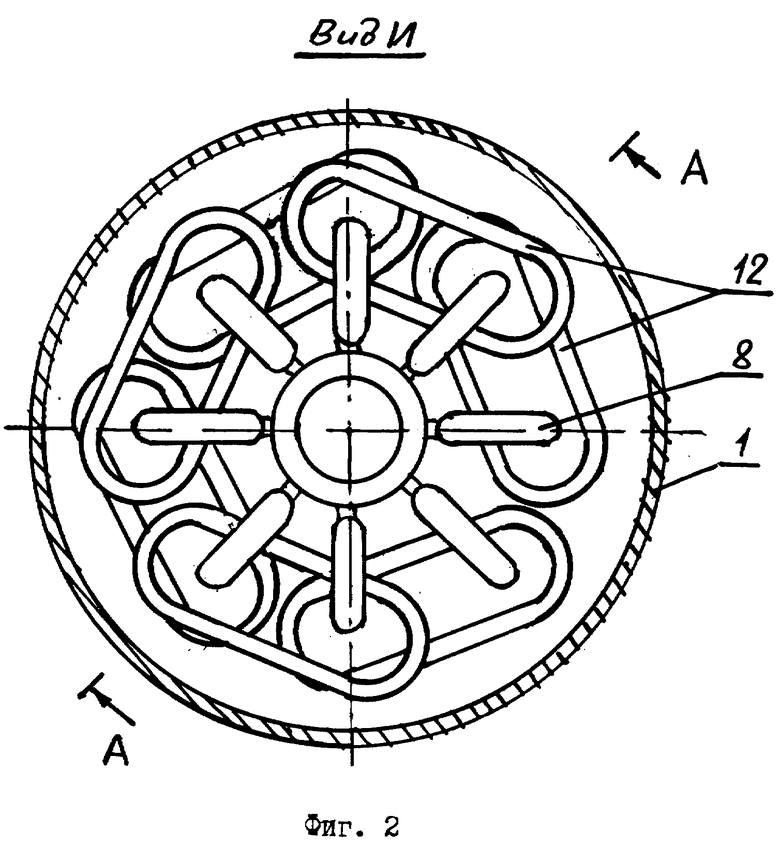
На фиг. 2 - вид сверху на опоку (песок условно не показан).
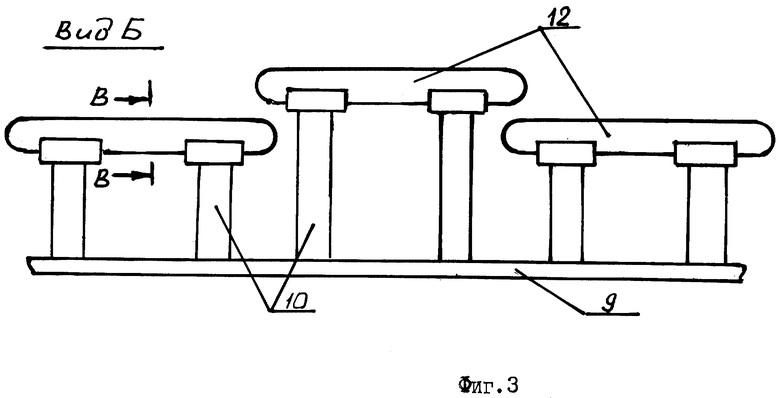
На фиг. 3 - развертка кондуктора.
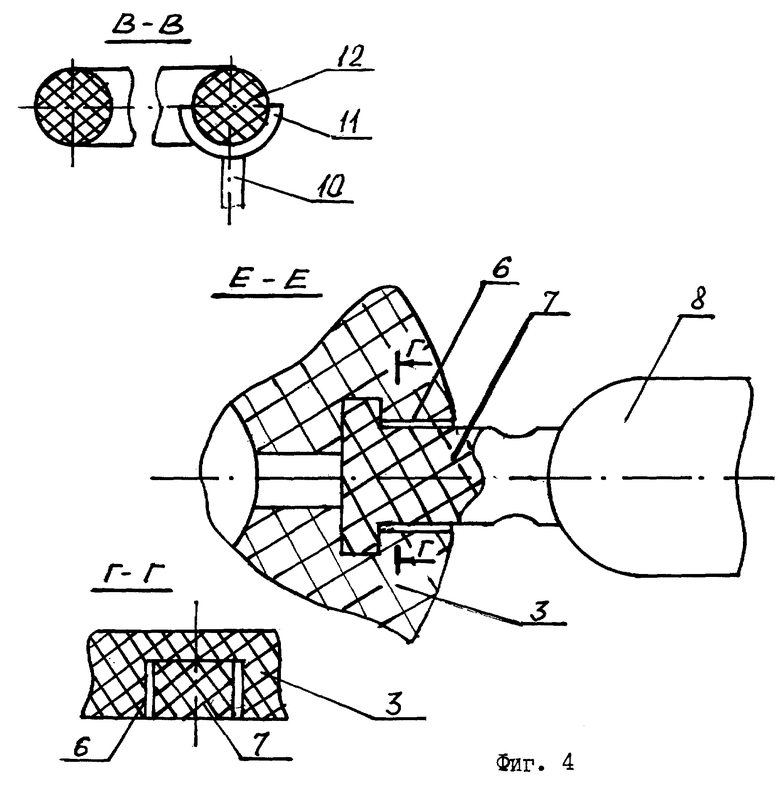
На фиг. 4 - узел стыковки модели звена с коллектором литника. Установка для изготовления цепи состоит из опоки (1) на дне которой установлена плашка (2) из шамотного кирпича. На плашке (2) установлен коллектор (3) из пенополистирола, на нем сифонная трубка (4), закрытая козырьком (6). В коллекторе (3) выполнены Т-образные пазы (6), в которые установлены Т-образные хвостовики питателей (7) вертикальных пенополистирольных моделей звеньев цепи (8).
Для отливки цельной цепи в опоку устанавливают кондуктор (9) со стойками (10). Стойки (10) снабжены ложементами (11) и выполнены попарно разной длины. На каждую пару стоек (10) устанавливают отлитое заранее звено цепи (12). Внутренний объем опоки (1) заполнен чистым кварцевым песком (13) не содержащим крепитель. На песок (13) установлен груз (14). Опока (1) закрывается крышкой (15).
Изготовление цепи производится следующим образом. На первом этапе отливают основные звенья цепи. Для этого в опоку (1) устанавливают плашку (2), на нее коллектор (3), трубку сифонную (4) с козырьком (5). В Т-образные пазы (6) коллектора (3) вставляют Т-образные хвостовики питателей (7) пеномоделей звена (8). При этом коллектор (3) и пеномодели звена (8) выполнены из пенополистирола марки ПСБ-А. Затем опоку (1) засыпают песком (13), который уплотняется на вибраторе (условно не показан). На песок устанавливают груз (14) и закрывают крышкой (15). Снимают защитный козырек (5) и опока готова для отливки звеньев цепи.
В сифонную трубку (4) заливают расплавленный металл, который, газифицируя коллектор (3) и питатель (7), заполняет модель звена цепи (8), газифицируя ее. Газы от газификации пенополистирольных деталей через песок (13) поднимаются в верхнюю полость опоки (1), отсасываются насосом через штуцер на крышке (15) и подаются в систему очистки газов (условно не показаны).
После остывания отливки с опоки (1) снимают крышку (15), убирают груз (14) и извлекают из песка (13) отливку. С помощью пневмоинструмента типа разжимной цанги звенья цепи отделяют от коллектора. При этом излом происходит по узкому сечению хвостовика питателя (7). При необходимости место излома может быть зачищено. На этом процесс изготовления основных звеньев цепи закончен.
На втором этапе отливается цельная цепь. При этом используется та же опока (1), в которую устанавливаются плашка (2), коллектор (3), сифонная трубка (4) с козырьком (5) и кондуктор (9). В Т-образные пазы (6) коллектора (3) вставляют Т-образные хвостовики питателей (7) моделей звена (8). При этом используется пенополистирольная модель промежуточного звена, которая выполнена из двух частей с разъемом посередине длинных сторон звена. Стыковка частей производится по схеме гильза-втулка (без использования клея) как показано на фиг. 1.
Первоначально устанавливается только нижняя часть промежуточного звена (8). Затем опоку наполняют песком до уровня нижней части модели звена (8) и на стойки (10) кондуктора (9) в ложементы (11) укладывают предварительно отлитые основные звенья цепи (12). Укладку звеньев цепи (12) проводят в двух уровнях согласно фиг.3.
После этого нижние части моделей звена (8) стыкуют с верхними, заполняют опоку (1) песком (13) устанавливают груз (14) и крышку (15).
После сборки опоки (1) на вибраторе уплотняют песок (13), снимают козырек (5) и приступают к заливке металлом.
Заливка, извлечение отливки из опоки и отделение звеньев цепи производятся аналогично процессу, описанному на первом этапе. После зачистки звеньев процесс изготовления цепи закончен. Производится контроль качества цепи, ее маркировка и упаковка.
В предлагаемом способе вертикальная установка моделей звеньев цепи позволяет сократить диаметр опоки, так как ширина звена цепи всегда меньше ее длины.
Веерообразное расположение моделей звеньев цепи вокруг центрального литника, образованного в приведенном примере сифонной трубкой (4), позволяет увеличить плотность компоновки моделей в объеме опоки, выполнить опоку круглого сечения, сократить длину питателей (7), обеспечить синхронную заполняемость металлом моделей звеньев цепи.
Горизонтальное расположение в кондукторе предварительно отлитых звеньев цепи позволяет обеспечить сочленение звеньев цепи при минимальных габаритах опоки. Необходимость использования кондуктора вызвана предотвращением смещения звеньев цепи друг относительно друга в процессе уплотнения песка методом вибрации опоки. Установка предварительно отлитых звеньев цепи в кондукторе в двух (как показано в примере) и более уровнях позволяет существенно (на 20-30%) сократить расстояние между моделями промежуточных звеньев цепи и тем самым увеличить число этих звеньев и, следовательно, длину цепи на указанную величину.
Выполнение отливки звеньев цепи по газифицируемым моделям, выполненным из пенополистирола позволяет упростить технологию отливки цепи, снизить трудоемкость, улучшить условия труда, повысить его производительность и т.д. , что в итоге позволяет снизить стоимость отливки цепи по сравнению с другими методами литья.
Выполнение промежуточных звеньев цепи из двух частей позволяет обеспечивать их сочленение непосредственно в опоке, а выполнение стыковки посередине длинных сторон звена по схеме "гильза-втулка" позволяет устранить процесс вырезки фрагмента звена с его последующей вклейкой, как рекомендуется в прототипе. Это позволяет сократить время сборки опоки в 3-5 раз. Аналогичный эффект дает соединение коллектора литника с моделями звеньев цепи с помощью T-образного паза, выполненного на коллекторе, и T-образного хвостовика питателя моделей.
В соответствии с предлагаемым способом изготовлена промышленная партия навесных цепей для цепных завес вращающихся цементных печей. Испытания цепей в производственных условиях позволили выявить следующие преимущества предлагаемого способа по сравнению с прототипом и аналогами:
- увеличение ресурса по сравнению с цепями по ГОСТ 5.1925-73 в 2-3 раза;
- появляется возможность использования для литья более жаростойкой и труднообрабатываемой стали;
- возможность механизировать процесс отделения отлитых звеньев цепи от литника питателя;
- в 2-4 раза сократить габариты и массу опоки, потребную массу песка и в 1,5-2 раза производственные площади;
- используется только один центральный литник и одна точка заливки металла вместо 7-10 у прототипа;
- возможность отливки цепей практически любой длины (до 100 м) без какой-либо доработки или переналадки оснастки и оборудования;
- увеличение выхода металла с 55 до 70%.
Выявленные технические преимущества позволяют снизить стоимость изготовления отливки цепи на 30-40%.
Промышленная партия цепей, изготовленных по предлагаемой технологии, получила положительное заключение в АОЗТ "Концерн Цемент" (г.Москва). Цепи рекомендованы для применения в России и странах СНГ.
Предлагаемая технология может использоваться при производстве других металлоконструкций, содержащих сочлененные элементы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2005 |
|
RU2297899C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2279945C2 |
| СПОСОБ ЛИТЬЯ ЦЕПИ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2453392C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2405651C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2368453C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2432225C1 |
| СПОСОБ ОТЛИВКИ ЦЕПЕЙ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2270073C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДА ГРУЗОПОДЪЕМНОГО ЭЛЕКТРОМАГНИТА | 2012 |
|
RU2521773C1 |
| Способ изготовления выплавляемой или газифицируемой модели, армированной вставками | 1990 |
|
SU1792351A3 |
| Способ изготовления стальной отливки рабочего колеса центробежного насоса | 2019 |
|
RU2733963C2 |
Изобретение относится к технологии изготовления сочлененных конструкций типа цепей. Предварительно по газифицируемым моделям отливают отдельные звенья цепи. Устанавливают их в опоку на двух и более уровнях. Затем в опоку устанавливают вертикально и веерообразно вокруг центрального литника газифицируемые модели промежуточных звеньев цепи. Производят отливку цепи. Способ обеспечивает снижение отходов металла, затрат на оснастку, улучшение износостойкости и прочностных характеристик цепи. 2 з.п.ф-лы. 4 ил.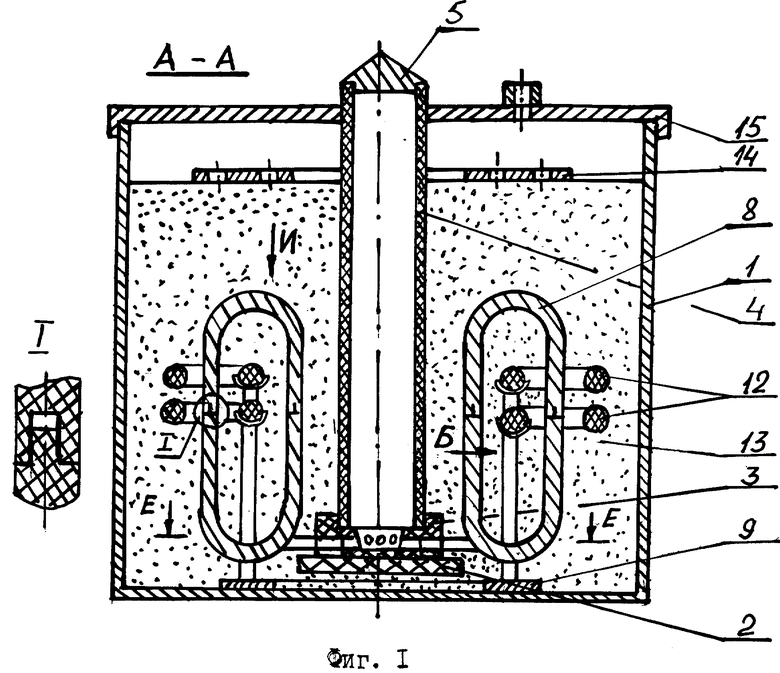
| Чудновский А.Р | |||
| Литье по моделям из пенопласта | |||
| - М.: Химия | |||
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
| УСТАНОВКА ДЛЯ ФОРМОВКИ СОЧЛЕНЕННЫХ МОДЕЛЕЙ | 0 |
|
SU276340A1 |
| РАСТВОР ДЛЯ ЗАКАНЧИВАНИЯ И ГЛУШЕНИЯ НИЗКОТЕМПЕРАТУРНЫХ ГАЗОВЫХ СКВАЖИН | 1997 |
|
RU2136717C1 |
| US 3427801 А, 11.08.64. | |||

