Изобретение относится к жаропрочным сплавам, или суперсплавам, на основе никеля (Ni), предназначенным, в частности, для изготовления дисков (рабочих колес) турбины или компрессора турбомашин с использованием способов порошковой металлургии. Рассматриваемые турбомашины могут быть авиационными (турбореактивный двигатель, турбовинтовой двигатель) или наземными (газовая турбина для производства энергии).
Диски компрессора и турбины, расположенные соответственно выше и ниже по потоку относительно камеры сгорания турбореактивного двигателя, подвергаются при эксплуатации механическим напряжениям, уподобляемым растяжению, ползучести и усталости, при температурах, которые могут достигать 800°С. Однако желательно, чтобы сроки службы этих дисков достигали многих тысяч часов. Следовательно, эти диски должны быть выполнены из сплава, имеющего при высоких температурах высокую устойчивость к растягивающим усилиям, очень хорошее сопротивление ползучести, а также хорошее сопротивление распространению трещин.
В настоящее время такие диски могут выполняться из сплавов на основе Ni с использованием способов порошковой металлургии, причем эти способы ограничивают явления химической сегрегации и способствуют хорошей микроструктурной однородности сплава.
Пример известного сплава на основе никеля описан в документе FR 2593830. Данный сплав выпускается в продажу под маркой №18.
Упомянутый пример сплава, так же как и сплавы по изобретению, относится к двухфазным сплавам, которые содержат: фазу, называемую гамма-фазой и образованную твердым раствором на основе никеля, который составляет матрицу металлургических зерен, и фазу, называемую гамма-штрих-фазой, структура которой основана на упорядоченном интерметаллическом соединении Ni3Al. Гамма-штрих-фаза образует несколько совокупностей внутризеренных или межзеренных выделений, которые появляются на различных этапах термомеханической обработки сплава и которые играют различные роли в механических свойствах сплава.
Можно констатировать, что совокупность межзеренных выделений ограничивает рост зерен гамма-матрицы в ходе рекристаллизационной термообработки. Таким образом, «играя» на рекристаллизационной термообработке сплава, управляют совокупностью межзеренных выделений и, следовательно, размером упомянутых зерен. В зависимости от того, является ли достигаемая во время упомянутой термообработки максимальная температура большей (гиперсольвусная обработка) или меньшей (субсольвусная обработка), чем температура растворения (или температура сольвуса) межзеренных выделений гамма-штрих-фазы, рекристаллизация заканчивается при большом размере зерен (при гиперсольвусной обработке) или при малом размере зерен (при субсольвусной обработке).
Прочности на растяжение обычно способствует уменьшение размера зерна, тогда как сопротивлению ползучести способствует его увеличение. Таким образом, соответственно рассматриваемому применению и намеченным механическим характеристикам двухфазные сплавы термомеханически обрабатывают для того, чтобы получить либо мелкозернистую микроструктуру (маленькие зерна), то есть имеющую размер зерна порядка 5-15 мкм (т.е. показатели по ASTM от 12 до 9 согласно стандарту Американского общества по испытанию материалов), либо крупнозернистую микроструктуру, то есть имеющую размер зерна порядка 20-180 мкм (т.е. показатели по ASTM от 8 до 2).
Кроме того, упрочнение зерен обеспечивается присутствием различных совокупностей внутризеренных выделений гамма-штрих-фазы на основе Ni3Al, и обычно считается, что высокотемпературная механическая прочность на растяжение данных сплавов увеличивается с ростом объемной доли гамма-штрих-фазы, причем упомянутая доля может достигать 60%.
Сплав №18, у которого объемная доля гамма-штрих-фазы составляет примерно 55%, подвергают в основном субсольвусным обработкам, так как желают получить мелкозернистую микроструктуру. Усталостная прочность и прочность на растяжение данного сплава обычно имеют преимущество по отношению к его сопротивлению ползучести, поскольку температура эксплуатации часто ниже 650°С, то есть относительно умеренная.
При температурах выше 650°С необходимо высокое сопротивление ползучести, и, следовательно, крупнозернистая микроструктура (получаемая при гиперсольвусной обработке) будет более подходящей. Однако осуществление гиперсольвусной обработки дисков большого диаметра из сплава №18 является очень сложным или даже невозможным для промышленной реализации по причине слишком маленького разрыва между температурой сольвуса гамма-штрих-фазы и температурой пережога (то есть начала плавления) сплава. Данный диапазон температур повторного растворения гамма-штрих-фазы (то есть для осуществления гиперсольвусной обработки) в самом деле является слишком узким (меньше 30°С), что делает рискованным практическое промышленное применение термообработки с полным растворением гамма-штрих-фазы.
Кроме того, в дисках во время быстрого охлаждения (порядка 100°С/мин), следующего за термообработкой с полным растворением, возникают высокие внутренние напряжения, которые провоцируют появление трещин (усадки при закалке).
Цель изобретения состоит в том, чтобы предложить сплавы на основе Ni, для которых возможно осуществлять не только субсольвусную обработку, но и гиперсольвусную обработку в промышленном масштабе и которые предпочтительно имеют высокотемпературные механические характеристики, в частности сопротивление ползучести, по меньшей мере эквивалентные механическим характеристикам сплава №18, а предпочтительно - превышающие их.
Данная цель достигается в изобретении с помощью сплавов, которые содержат по существу (то есть помимо возможных примесей) следующие элементы в указанных количествах, в массовых процентах:
- хром (Сr): 11,5-13,5%;
- кобальт (Со): 11,5-16,0%;
- молибден (Мо): от более 3,9 до 5,0%;
- вольфрам (W): 3,0-5,0%;
- алюминий (Аl): 2,2-3,2%;
- титан (Ti): 3,5-5,0%;
- ниобий (Nb): 0,5-2,0%;
- гафний (Hf): 0,25-0,35%;
- цирконий (Zr): 0-0,07%;
- углерод (С): 0,015-0,030%;
- бор (В): 0,01-0,02%; и
- никель (Ni): остальное до 100%.
В своих приведших к изобретению исследованиях заявитель установил, что проблемы, встречающиеся в случае со сплавом №18, частично связаны с большой объемной долей (55%) гамма-штрих-фазы в данном сплаве.
Фактически, с одной стороны, заявитель установил, что столь большая объемная доля имела тенденцию уменьшать разрыв между температурой сольвуса гамма-штрих-фазы и температурой пережога сплава №18, делая данный разрыв слишком узким для того, чтобы осуществлять гиперсольвусную обработку в промышленном масштабе.
С другой стороны, заявитель установил, что внутренние напряжения, возникающие в детали в ходе быстрого охлаждения, следующего за термообработкой с полным повторным растворением, частично являются результатом выделения большой объемной доли гамма-штрих-фазы.
Наконец, заявитель установил, что при поддержании температуры свыше 650°С в течение достаточно продолжительных промежутков времени элементный состав сплава №18 вызывал развитие топологически компактных фаз, обычно обозначаемых фазами сигма и мю, пагубных для жаропрочности диска при работе.
Таким образом, состав сплавов по изобретению выбран таким образом, чтобы вызвать выделение ограниченной объемной доли гамма-штрих-фазы.
Таким образом, хотя сплавы по изобретению будут менее богатыми гамма-штрих-фазой, чем сплав №18, они обладают, против всякого ожидания, в их версии с мелкозернистой микроструктурой характеристиками растяжения и сопротивлением ползучести, превышающими данные характеристики этого сравнительного сплава. Представляется также, что данные сплавы имеют скорости распространения трещин при усталости-ползучести, эквивалентные или даже меньшие, чем у сплава №18.
Для дисков компрессора или турбины турбомашины высокая стойкость к растягивающим усилиям является особенно благоприятной для устойчивости к разрыву упомянутых дисков, который может внезапно происходить во время случайного режима превышения скорости. Такая высокая стойкость является также показателем хороших свойств многоцикловой усталости и адекватных сроков службы.
Кроме того, уменьшение по сравнению со сплавом №18 объемной доли гамма-штрих-фазы благоприятствует изготовлению дисков, имеющих крупнозернистую микроструктуру и, следовательно, высокое сопротивление ползучести при высокой температуре (то есть при температурах, больших или равных 700°С). Такое сопротивление ползучести, в сочетании с очень хорошими механическими характеристиками растяжения и распространения трещин при усталости-ползучести, позволяет применять эти диски при более высоких температурах, чем в современных турбомашинах, что позволяет добиться лучших тепловых коэффициентов полезного действия и уменьшить удельное потребление турбомашин.
Получение упомянутой крупнозернистой микроструктуры облегчено также удобным интервалом температур между температурой сольвуса гамма-штрих-фазы и температурой начала плавления сплава. Благоприятным образом составы сплавов по изобретению таковы, что величина упомянутого интервала больше или равна 35°С. Это означает, что термообработки выше температуры сольвуса могут быть осуществлены в промышленном масштабе без опасности пережога сплава.
Способность к развитию той или иной из крупнозернистой и мелкозернистой микроструктур, а также хорошие механические свойства, соответствующие каждой из этих двух микроструктур, является определенным преимуществом сплавов по изобретению по отношению к сплавам, применяемым в настоящее время, в частности к сплаву №18.
Кроме того, данная способность позволяет изготовлять диски с двойной структурой. Фактически, осуществляя термообработку при градиенте температуры, развивают крупнозернистую структуру в периферийной зоне диска, где температуры эксплуатации являются самыми высокими и где ползучесть играет заметную роль в повреждении (разрушении) материала, и мелкозернистую структуру в более холодной, центральной зоне диска (близкой к ступице), где повреждение происходит по существу из-за растягивающих усилий и циклических напряжений.
Несмотря на то что концентрация алюминия меньше концентрации алюминия в сплаве №18 (что непосредственно связано с более низкой объемной долей гамма-штрих-фазы), сплавы по изобретению имеют достаточно низкую плотность (массу на единицу объема), предпочтительно - меньшую или равную 8,3 кг/дм3, что позволяет ограничить массу диска и напряжения, возникающие из-за центробежной силы.
Наконец, элементные составы сплавов по изобретению обеспечивают им хорошую микроструктурную стабильность по отношению к появлению фаз сигма и мю, которое замедлено при выдержке в течение 500 часов при 750°С.
Чтобы ограничить опасность растрескивания при закалке, в частности во время обработок при температуре выше температуры сольвуса гамма-штрих-фазы, составы сплавов по изобретению имеют ограниченную объемную долю гамма-штрих-фазы, а предпочтительно - меньшую или равную 50%. Тем не менее, должно присутствовать достаточно гамма-штрих-фазы, поэтому объемная доля гамма-штрих-фазы предпочтительно составляет в диапазоне от 40% до 50%.
Преимущественно, для того чтобы получить такую объемную долю гамма-штрих-фазы в сплавах по изобретению, сумма содержаний Аl, Ti и Nb в атомных процентах больше или равна 10,5% и меньше или равна 13%, или 10,5%≤Al+Ti+Nb≤13%.
Хотя выделение гамма-штрих-фазы в сплавах на основе Ni зависит исключительно от присутствия Аl в достаточной концентрации, элементы Ti и Nb, которые, замещая Аl, входят в состав этой фазы, рассматриваются как элементы, благоприятствующие образованию гамма-штрих-фазы в том же количестве, и называются гамма-штрих-образующими. Величина объемной доли гамма-штрих-фазы является, таким образом, функцией суммы атомных концентраций Al, Ti и Nb.
Следует отметить, что тантал (Та) также является гамма-штрих-образующим элементом, но что он не был оставлен в составе сплавов по изобретению. В самом деле, Та является элементом с высокой атомной массой, что требует проведения сложных корректировок состава с целью удержать плотность сплава ниже разумного предела (предпочтительно меньшего или равного 8,3 кг/дм3). Кроме того, стоимость Та высока, а его благоприятное действие на устойчивость к растрескиванию не была четко установлена. Наконец, его упрочняющее влияние на гамма-штрих-фазу оказалось не большим, чем у элементов Ti и Nb. Даже можно констатировать, что прочность сплавов по изобретению была по меньшей мере эквивалентна прочности сплавов, содержащих Та.
Преимущественнее, содержания Al, Ti и Nb в атомных процентах в сплавах по изобретению таковы, что отношение между суммой содержаний Ti и Nb и содержанием Al больше или равно 0,9 и меньше или равно 1,1, т.е. 0,9≤[(Ti+Nb)/Al]≤1,1.
Атомы Ti и Nb, замещающие Al в гамма-штрих-фазе на основе Ni3Al, упрочняют ее по механизмам, аналогичным механизмам твердения твердого раствора. Данное твердение тем сильнее, чем больше отношение [(Ti+Nb)/Al]. Между тем, с одной стороны, выше некоторого значения концентрации Ti выделяется когерентная эта-фаза Ni3Ti в форме удлиненных пластинок, которые оказывают пагубное воздействие на механические свойства, в частности на пластичность, содержащих ее сплавов. С другой стороны, концентрация Nb должна быть ограничена, так как избыточное содержание Nb является вредным для устойчивости к распространению трещин в данном типе сплавов.
Согласно другому аспекту изобретения содержания W, Мо, Сr и Со в атомных процентах таковы, что сумма содержаний W, Мо, Сr и Со больше или равна 30% и меньше или равна 34%, и таковы, что сумма содержаний W и Мо больше или равна 3% и меньше или равна 4,5%, т.е.: 30%≤W+Mo+Cr+Co≤34% и 3%≤W+Mo≤4,5%.
Элементами, которые существенно замещают Ni в твердом гамма-растворе, являются Сr, Со, Мо и W.
Хром (Сr) является необходимым для устойчивости сплава к окислению и коррозии и участвует, за счет влияния на твердый раствор, в твердении гамма-матрицы.
Кобальт (Со) улучшает сопротивление данных сплавов ползучести при высокой температуре. Кроме того, увеличение концентрации Со в пределах устойчивости структуры гамма-фазы позволяет понизить температуру сольвуса гамма-штрих-фазы и таким образом облегчить осуществление термообработок с ее частичным или полным повторным растворением.
Молибден (Мо) и вольфрам (W) придают сильное твердение гамма-матрице за счет влияния на твердый раствор. Однако данные элементы имеют высокие атомные массы, и замещение ими Ni (в частности, замещение Ni на W) выражается в заметном увеличении плотности сплава.
Таким образом, содержания Сr, Мо, Со и W в сплавах по изобретению должны быть тщательно подобраны по отношению одни к другим для того, чтобы получить желаемые эффекты, в частности оптимальное твердение гамма-матрицы, но без опасности вызвать преждевременное появление фаз хрупких интерметаллических соединений фаз сигма и мю. Данные фазы, когда они развиваются в избыточном количестве, могут фактически повлечь за собой значительное уменьшение пластичности и механической прочности сплавов.
Наконец, отмечают, что элементы, называемые второстепенными, такие как С, В и Zr, образуют сегрегаты, главным образом, на границах зерен, например, в форме боридов или карбидов. Они также вносят свой вклад в увеличение прочности и пластичности сплавов за счет изменения химического состава границ зерен, и их отсутствие будет вредным. Однако избыточное содержание данных элементов влечет за собой уменьшение температуры начала плавления, а также избыточное выделение карбидов и боридов, которые расходуют эти элементы сплава и которые более не участвуют в твердении сплава. Таким образом, концентрации углерода, бора и циркония подбирают, в частности, при минимальных ненулевых содержаниях углерода и бора, так, чтобы получить оптимальные для сплавов по изобретению механическую прочность и пластичность при высокой температуре. Гафний (Hf) также присутствует в умеренном количестве, так как данный элемент улучшает устойчивость к межзеренному растрескиванию при высокой температуре.
Объектом изобретения также является способ изготовления детали, более конкретно, детали турбомашины, такой как диск (рабочее колесо) компрессора или турбины, при котором получают заготовку упомянутой детали или саму деталь из порошка сплава по изобретению с использованием метода порошковой металлургии.
Преимущественно подвергают упомянутую заготовку или упомянутую деталь рекристаллизационной термообработке, при которой заготовку или деталь доводят либо до температуры, которая ниже температуры сольвуса гамма-штрих-фазы упомянутого сплава, либо до температуры, которая больше температуры сольвуса гамма-штрих-фазы упомянутого сплава и меньше температуры начала плавления упомянутого сплава, чтобы таким образом способствовать развитию микроструктуры с размером зерен, подходящим для условий нагружения.
Изобретение, его применения и его преимущества будут лучше поняты при изучении нижеследующего подробного описания. Данное описание приведено со ссылкой на прилагаемые фигуры, на которых:
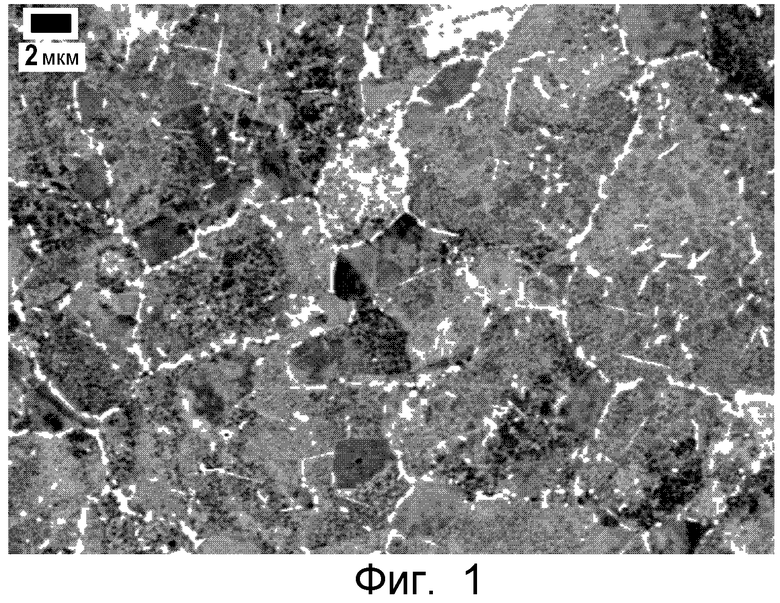
Фиг.1 представляет собой снимок, полученный методом сканирующей электронной микроскопии и показывающий микроструктуру сплава А, описанного дальше, и
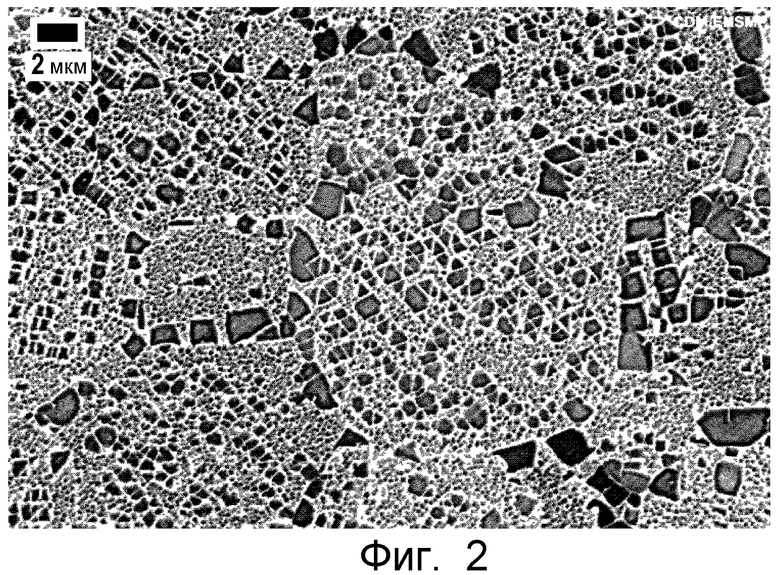
Фиг.2 представляет собой снимок, полученный методом сканирующей электронной микроскопии и показывающий микроструктуру сплава С1, описанного дальше.
Детали, полученные исходя из сплавов по изобретению, предпочтительно изготовлены с использованием методов порошковой металлургии.
Например, изготовление диска компрессора или турбины с использованием метода порошковой металлургии содержит следующие этапы:
- изготовление слитка исходного сплава смешиванием и сплавлением чистых металлических элементов (с точностью до возможных примесей);
- переплав слитка и его распыление при помощи инертного газа или переплав слитка и его центробежное распыление известным методом вращающегося электрода с получением предварительно сплавленного порошка;
- уплотнение этого предварительно сплавленного порошка горячим изостатическим прессованием и/или выдавливанием;
- формование заготовки диска изотермической ковкой;
- термообработка полученной заготовки и
- окончательная механическая обработка диска. На выходе из изотермической ковки могут быть выбраны различные этапы термообработки, чтобы получить микроструктуру, лучше подходящую к намеченному применению. Температура обработки с растворением гамма-штрих-фазы позволяет контролировать размер металлургического зерна:
- в случае с обработкой при температуре меньше температуры сольвуса гамма-штрих-фазы получают микроструктуру с маленькими зернами (от 5 до 15 мкм), а
- в случае с обработкой при температуре, находящейся в интервале между температурой сольвуса гамма-штрих-фазы и температурой начала плавления сплава, получают микроструктуру с крупными зернами (больше 15 мкм). Эта последняя обработка может быть осуществлена в промышленном масштабе только в том случае, если разрыв между двумя вышеупомянутыми температурами, называемый «интервалом растворения», является достаточно значительным: считается, что для промышленных сплавов он должен быть больше 30°С, предпочтительно - больше 35°С.
Скорость охлаждения, которое следует за обработкой с растворением, позволяет контролировать распределение внутризеренных выделений гамма-штрих-фазы.
Один или несколько отпусков позволяют контролировать размер третичных выделений гамма-штрих-фазы и снять внутренние напряжения, которые возникают при закалке.
Номинальные составы двух известных из уровня техники сплавов и трех сплавов по изобретению, приведенные в качестве примеров, представлены в таблице I, в которой содержания элементов в каждом сплаве указаны в атомных процентах, и в таблице II, в которой эти содержания указаны в массовых процентах. Сплавы С1, С2 и С3 имеют интервал растворения больше 50°С и могут, таким образом, быть обработаны согласно двум представленным выше типам термообработки, что обеспечивает более широкий диапазон микроструктур.
Сплав А представляет собой сплав №18, а сплав В поставляется в продажу под маркой Rene-88DT.
Для проведения испытаний на данных сплавах детали были изготовлены методом порошковой металлургии согласно следующей процедуре:
- изготовление слитков исходного сплава смешиванием и сплавлением чистых металлических элементов;
- центробежное распыление с вращающимися электродами;
- уплотнение предварительно сплавленных порошков горячим выдавливанием;
- термообработка, включающая в себя субсольвусную или гиперсольвусную обработку.
В случае субсольвусной обработки, обработка с частичным растворением гамма-штрих-фазы была осуществлена при температуре меньше температуры сольвуса (Тсольвус) гамма-штрих-фазы (примерно Тсольвус - 25°С). Скорость охлаждения после растворения составляла порядка 100°С/мин. За данной обработкой следовали отпуск в течение 24 часов при 750°С и охлаждение на воздухе.
В случае гиперсольвусной обработки, обработка с полным растворением гамма-штрих-фазы была осуществлена при температуре больше температуры сольвуса гамма-штрих-фазы (примерно Тсольвус+15-20°С). Скорость охлаждения после растворения составляла порядка 140°С/мин. За данной обработкой следовали отпуск в течение 8 часов при 760°С и охлаждение на воздухе.
В таблицах III и IV представлены несколько результатов механических испытаний, проведенных на растяжение, ползучесть и распространение трещин соответственно для сплавов, подвергнутых субсольвусной обработке (таблица III) и гиперсольвусной обработке (таблица IV).
Испытания на растяжение осуществляли на воздухе при 650°С для субсольвусной обработки (таблица III) и при 700°С для гиперсольвусной обработки (таблица IV), и Rm соответствует максимальному напряжению, измеренному во время данных испытаний.
Испытания на ползучесть осуществляли на воздухе при 700°С под начальным напряжением 550 МПа (650 МПа для сплава C1). Величина t0,2% представляет собой время выдержки в часах до достижения пластической деформации 0,2%.
Испытания на распространение трещин осуществляли на воздухе и при 650°С. Цикл нагружения был следующим: подъем нагрузки за 10 секунд, выдержка 300 секунд при максимальной нагрузке и снятие нагрузки за 10 секунд при отношении нагрузок (минимальная нагрузка/максимальная нагрузка), равном 0,05. Величина Vf35 представляет собой скорость распространения трещин, измеренную при величине дельта К, равной 35 MПa·м1/2.
Результаты в таблицах III и IV показывают, что сплавы по изобретению позволяют достигнуть значительного повышения высокотемпературных механических свойств (растяжение и ползучесть), все еще сохраняя устойчивость к распространению трещин, идентичную или лучшую, чем у известных сплавов.
Обращаясь к Фиг.1 и 2, микроструктурные исследования были осуществлены на подвергнутых субсольвусной обработке сплавах А и С1 для того, чтобы выявить появление топологически компактных фаз (то есть хрупких интерметаллических соединений) после термообработки, старением в течение 500 часов при 750°С. Наблюдения были осуществлены методом сканирующей электронной микроскопии с контрастом в режиме отраженных электронов на образцах, не подвергавшихся травлению. В сплаве А старение в жестких условиях в течение 500 часов при 750°С вызывало меж- и внутризеренное образование фаз, обогащенных тяжелыми элементами. Данные фазы контрастно проявляются (белые кромки) на границах зерен на Фиг.1. Эти фазы, когда они образуются в избыточном количестве, могут повлечь за собой значительное снижение пластичности и прочности сплавов. Исследования сплава С1, подвергнутого той же самой обработке в течение 500 часов при 750°С, показывают, что данные фазы во время старения не образовались. Таким образом, сплавы по изобретению были более устойчивыми, чем сплав А (№18), по отношению к образованию хрупких интерметаллических соединений, которые представляют собой топологически компактные фазы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРХПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ И ДЕТАЛИ, ИЗГОТОВЛЕННЫЕ ИЗ ЭТОГО СУПЕРСПЛАВА | 2010 |
|
RU2499068C1 |
| ЗАГОТОВКА ИЗ КОВОЧНОГО СПЛАВА НА ОСНОВЕ NI И ВЫСОКОТЕМПЕРАТУРНЫЙ ЭЛЕМЕНТ КОНСТРУКЦИИ ТУРБИНЫ С ИСПОЛЬЗОВАНИЕМ ЭТОЙ ЗАГОТОВКИ | 2017 |
|
RU2712323C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ИЗ СУПЕРСПЛАВА НА ОСНОВЕ НИКЕЛЯ И ДЕТАЛЬ, ПОЛУЧЕННАЯ УКАЗАННЫМ СПОСОБОМ | 2010 |
|
RU2531217C2 |
| СПОСОБ ТЕРМООБРАБОТКИ СУПЕРСПЛАВА НА ОСНОВЕ НИКЕЛЯ | 1997 |
|
RU2133784C1 |
| ИЗНОСОСТОЙКИЙ СПЛАВ ДЛЯ ВЫСОКОТЕМПЕРАТУРНЫХ ПРИМЕНЕНИЙ | 2009 |
|
RU2479658C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК ДИСКОВ ИЗ ГРАНУЛИРОВАННЫХ ВЫСОКОЛЕГИРОВАННЫХ НИКЕЛЕВЫХ СПЛАВОВ С ИСХОДНОЙ МИКРОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ МИКРОДУПЛЕКС | 2010 |
|
RU2419675C1 |
| НИКЕЛЬ-КОБАЛЬТОВЫЙ СПЛАВ | 2014 |
|
RU2640695C2 |
| УПРОЧНЁННЫЙ ГАММА-ШТРИХ ФАЗОЙ СУПЕРСПЛАВ НА ОСНОВЕ НИКЕЛЯ, ЕГО ПРИМЕНЕНИЕ И СПОСОБ ПРОИЗВОДСТВА КОМПОНЕНТОВ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2018 |
|
RU2777822C2 |
| СУПЕРСПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ, МОНОКРИСТАЛЛИЧЕСКАЯ ЛОПАТКА И ТУРБОМАШИНА | 2018 |
|
RU2780326C2 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2578277C1 |
Изобретение относится к металлургии, в частности к жаропрочным сплавам на основе никеля. Сплав на основе никеля содержит, мас.%: хром 11,5-13,5; кобальт 11,5-16,0; молибден от более 3,4 до 5,0; вольфрам 3,0-5,0; алюминий 2,2-3,2; титан 3,5-5,0; ниобий 0,5-2,0; гафний 0,25-0,35; цирконий 0-0,07; углерод 0,015-0,030; бор 0,01-0,02; никель - остальное. Из порошка сплава изготовлены детали турбомашины методом порошковой металлургии. Полученный сплав может подвергаться субсольвусной и гиперсольвусной обработке и обладает высоким сопротивлением ползучести при высоких температурах. 4 н. и 5 з.п. ф-лы, 2 ил., 4 табл.
1. Жаропрочный сплав на основе никеля, по существу, содержащий следующие элементы в указанных количествах, мас.%:
2. Сплав по п.1, имеющий следующий состав, мас.%:
3. Порошок сплава по п.1 или 2.
4. Способ изготовления детали, в котором получают заготовку упомянутой детали или саму деталь из порошка сплава по п.3 с использованием метода порошковой металлургии.
5. Способ изготовления детали по п.4, в котором упомянутую заготовку или упомянутую деталь подвергают рекристаллизационной термообработке, при которой доводят заготовку или деталь до температуры, которая выше температуры сольвуса гамма-штрих-фазы упомянутого сплава и ниже температуры начала плавления упомянутого сплава.
6. Способ изготовления детали по п.4, в котором упомянутую заготовку или упомянутую деталь подвергают рекристаллизационной термообработке, при которой доводят заготовку или деталь до температуры, которая ниже температуры сольвуса гамма-штрих-фазы упомянутого сплава.
7. Деталь турбомашины, полученная из сплава по п.1 или 2.
8. Деталь турбомашины по п.7, имеющая крупнозернистую структуру в зоне, в которой она подвергается воздействию самых высоких рабочих температур, и где ползучесть играет важную роль в повреждении детали, и мелкозернистую структуру в зоне, в которой она подвергается воздействию самых низких рабочих температур, и где повреждение происходит, по существу, из-за растягивающих усилий и циклических нагрузок.
9. Деталь турбомашины по п.8, представляющая собой диск компрессора или турбины.
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ | 1993 |
|
RU2044095C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ | 1992 |
|
RU2022044C1 |
| Устройство для сглаживания пульсаций давления потока жидкости | 1980 |
|
SU909356A1 |
| Опорное устройство для подающего механизма бурильного станка установки для бурения | 1984 |
|
SU1384212A3 |
| EP 1431405 A1, 23.06.2004. | |||

