Упрочненный гамма-штрих фазой (γ') суперсплав на основе никеля согласно настоящему изобретению может быть использован для лазерной сварки (ЛС), плазменной сварки (ПДС), микроплазменной сварки (МПС), электронно-лучевой сварки (ЭЛС) и производства 3D компонентов, а также для производства компонентов газотурбинного двигателя и других изделий методом отливки и горячего формования.
УРОВЕНЬ ТЕХНИКИ
Большинство турбинных лопаток авиационных и промышленных турбинных двигателей изготавливают из упрочненного гамма-штрих фазой (γ') суперсплавов на основе никеля, которые имеют уникальную комбинацию свойств окисления и ползучести. Однако, несмотря на замечательные свойства упрочненного гамма-штрих фазой (γ') суперсплава, компоненты двигателя часто требуют различного ремонта сваркой из-за ползучести и термомеханического усталостного растрескивания, окисления и повреждения в результате горячей коррозии, возникающих во время работы турбинных двигателей. Сварочные материалы Merl 72 (М72) на основе кобальта,  142 (R142) и 80 (R80) на основе никеля используют для ремонта лопаток турбинных высокого (ТВД) и низкого (ТНД) давления с 1980-х годов, см. А. Гончаров и др., GT2018-75862, «Усовершенствованные сварочные материалы и технологии для ремонта компонентов турбинных двигателей, изготовленных из жаропрочных сплавов на основе никеля с высоким содержанием гаммы», Материалы ASME Turbo Expo 2018: Техническая конференция и выставка турбин, GT2018, 11 июня 15, 2018, Осло, Норвегия (далее GT2018-75862).
142 (R142) и 80 (R80) на основе никеля используют для ремонта лопаток турбинных высокого (ТВД) и низкого (ТНД) давления с 1980-х годов, см. А. Гончаров и др., GT2018-75862, «Усовершенствованные сварочные материалы и технологии для ремонта компонентов турбинных двигателей, изготовленных из жаропрочных сплавов на основе никеля с высоким содержанием гаммы», Материалы ASME Turbo Expo 2018: Техническая конференция и выставка турбин, GT2018, 11 июня 15, 2018, Осло, Норвегия (далее GT2018-75862).
М72 на основе кобальта обладает превосходной свариваемостью, пластичностью и стойкостью к окислению, но низкими характеристиками ползучести при температурах ≥1800°F, как показано в GT2018-75862 и Примере 1, что приводило к преждевременному выходу из строя лопаток ТВД и незапланированному обслуживанию двигателя. Низкие свойства ползучести характерны для большинства сплавов на основе кобальта и суперсплавов на основе никеля с высоким содержанием кобальта. С другой стороны, упрочненный гамма-штрих фазой (γ') суперсплав на основе никеля R142 сварочной проволоки, который содержит 6,8 масс. % Cr, 12 масс. % Со, 1,5 масс. % Мо, 4,9 масс. % W, 6,4 масс. % Та, 6,1 масс. % Al, 1,5 масс. % Hf, 2,8 масс. % Re, который был раскрыт Earl W. Ross и Kevin S. O'Hara ("Rene 142: High Strength, Oxidation Resistance DS Turbine Airfoil Alloy", Superalloys 1992, pp. 257-265) и созданный на основе упрочненного гамма-штрих фазой (γ') суперсплава по патенту США 4,169,742, состоящий из: 10-13 масс. % Со, 3-10 масс. % Cr, 0,5-2 масс. % Мо, 3-7 масс. % W, 0,5-10 масс. % Re, 5-6 масс. % Al, 5-7 масс. % Та, 0,5-2 масс. % Hf, 0,01-0,15 масс. % С, 0,005-0,05 масс. % В, 0-0,1 масс. % Zr с никелем остальное, имеет отличные свойства ползучести, но чрезвычайно плохую свариваемость. Ограниченный ремонт с помощью сварки компонентов турбинного двигателя из R142 был выполнен только с предварительным нагревом компонентов двигателя до высокой температуры, как это было продемонстрировано Dikran A. Barhanko и др., "Development of Blade Tip Repair for SGT-700 Turbine Blade Stage 1, With Oxidation Resistant Weld Alloy", Proceedings of ASME Turbo Expo 2018, Turbomachinery Technical Conference and Exposition, GT2018, 11-15 июня 2018, Осло, Норвегия, и Александр Гончаров и др. в ранее цитированной статье GT2018-75862. Однако даже при предварительном нагреве сварка R142 продемонстрировала низкую пластичность и высокую склонность к микротрещинам, так что R142 невозможно использовать для изготовления компонентов методом 3D ПН.
Суперсплав на основе никеля R80 с химическим составом, указанным в патенте США 3,615,376, который содержит Ni, 15% Cr, 9.5% Со, 5% Ti, 4% W, 4% Мо, 3% Al, 0,17% С, имеет лучшую свариваемость, но плохую стойкость к окислению и не может заменить R142 и М72.
Суперсплав на основе никеля, раскрытый в CN 105492639, СА 28004402, US 4,288,247, US 7,014,723, US 8,992,669 и US 8,992,700 с повышенным содержанием Со до 20-30%, также не может заменить высокосплавный суперсплав R142 из-за неудовлетворительных механических свойств при ≥1800°F, несмотря на потенциально лучшую свариваемость.
Таким образом, существует насущная потребность в разработке новых, обладающих высокой стойкостью к окислению, высокой прочностью и пластичностью упрочненных гамма-штрих фазой (γ') суперсплавов на основе никеля, на которых можно получать сварные швы без трещин на монокристаллических (МК) материалах при температуре окружающей среды для ремонта и производства компонентов турбинного двигателя методом 3D ПН.
КРАТКОЕ ОПИСАНИЕ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Мы обнаружили, что упрочненный гамма-штрих фазой суперсплав на основе никеля, содержащий в масс. %:
от 9,0 до 10,5% Cr, от 20 до 22% Со, от 1,0 до 1,4% Мо, от 5,0 до 5,8% W, от 2,0 до 6,0% Та, от 3,0 до 6,5% Al, от 0,2 до 1,5% Hf, от 0,01 до 0,16% С, от 0 до 1,0% Ge, от 0 до 1,0% Si, от 0 до 0,2% Y от 0 до 0,015% В, от 1,5 до 3,5% Re и никель с примесями остальное, имеют отличную свариваемость при температуре окружающей среды, хорошее сочетание механических и окислительных свойств и может быть использован для различного ремонта компонентов турбинного двигателя сваркой плавлением и для изготовления компонентов турбинного двигателя методом 3D ПН, отливки и горячего формования.
Другой предпочтительный вариант осуществления упрочненного гамма-штрих фазой суперсплава на основе никеля включает общее количество германия и кремния в диапазоне от 0,9 до 1,1 масс. %.
Предпочтительные варианты осуществления настоящего суперсплава выбраны из сварочной проволоки, сварочного порошка, равноосного или направленно затвердевшего компонента турбинного двигателя, отремонтированного компонента турбинного двигателя и изделия, изготовленного методом горячего формования.
В соответствии с другим вариантом осуществления настоящего изобретения предложен способ изготовления компонента турбинного двигателя, в котором указанный способ включает этап использования упрочненного гамма-штрих фазой суперсплава на основе никеля согласно настоящему изобретению.
Используемый в настоящем описании термин «изготовление компонента турбинного двигателя» относится к изготовлению из сырья и/или к ремонту старого компонента турбинного двигателя таким образом, чтобы его можно было использовать в качестве нового.
Компоненты турбинного двигателя и другие изделия, изготовленные из суперсплавов согласно настоящему изобретению с указанным предпочтительным химическим составом, подвергают термической обработке, которая отличается от термической обработки суперсплава R142 и включает отжиг в диапазоне температур от 2190°F до 2290°F в течение 1-2 часов, первичное дисперсионное твердение в диапазоне температур от 1975°F до 2050°F в течение 2-4 часов и вторичное дисперсионное твердение в диапазоне температур от 1300°F до 1500°F в течение 16-24 часов с целью максимизации механических свойств полученного дисперсионным твердением суперсплава, что приводит к осаждению γ' фазы.
Предпочтительный вариант изготовления компонентов турбинного двигателя методом отливки включает дополнительные этапы горячей изостатической обработки давлением болванки при температуре 2200-2290°F, давлении 15-20 кфунт/дюйм2 (102,6-136,8 МПа) в течение 2-6 часов перед отжигом.
Изготовление компонентов турбинного двигателя в соответствии с другим предпочтительным вариантом осуществления включает, по меньшей мере, два последовательных этапа отжига болванки при 2190°F до 2290°F в течение 1-2 часов с последующим горячим формованием в температурном интервале от 1500°F до 1800°F посредством пластической деформации на 5-80% и окончательной термообработки, которая включает первичное дисперсионное твердение компонента турбинного двигателя при 1975-2050°F в течение 2-4 часов и вторичное дисперсионное твердение при 1300-1500°F в течение 16-24 часов.
Чтобы избежать рекристаллизации компонентов турбинного двигателя, изготовленных методом горячего формования, рабочую температуру этих компонентов турбинного двигателя выбирают ниже температуры первичного дисперсионного твердения.
В соответствии с другим предпочтительным вариантом осуществления способ изготовления компонентов турбинного двигателя включает в себя этап сварки плавлением, предпочтительно выбранный из лазерной сварки, плазменной дуговой сварки, микроплазменной сварки и электронно-лучевой сварки, путем плавления и нанесения порошковой смеси, содержащей по меньшей мере два разнородных порошка на основе никеля и кобальта в количестве (70-80) масс. % и (20-30) масс. % соответственно в сварочной ванне, где порошок на основе никеля содержит масс. %:
- хром от 6 до 8%,
- кобальт от 11 до 12%,
- молибден от 1,3 до 1,6%,
- вольфрам от 4,5 до 5%,
- тантал от 2,0 до 6,4%,
- алюминий от 3,0 до 6,5%,
- гафний от 0,2 до 1,5%,
- рений от 2,5 до 3%,
- германий от 0 до 1,0%,
- кремний от 0 до 1%,
- иттрий от 0 до 0,2%,
- бор от 0 до 0,015%, и
- Ni с примесями - остальное,
а порошок на основе кобальта содержит масс. %:
- никель от 14 до 18%,
- хром с 19 до 21%,
- вольфрам от 8 до 10%,
- алюминий от 3 до 6,5%,
- германий от 0 до 1,0%,
- кремний от 0 до 1%,
- иттрий от 0 до 0,45%,
- гафний от 0 до 1,5%, и
- Со с примесями - остальное.
Путем постепенного перемещения и затвердевания сварочной ванны в соответствии с заранее запрограммированной сварочной дорожкой, формируют сварочный шов с химическим составом, таким же, как у суперсплава согласно настоящему изобретению; затем осуществляют термообработку после сварки, выбранную из обработки высоким изостатическим давлением, отжига, дисперсионного твердения или комбинации отжига и дисперсионного твердения; осуществляют обработку до требуемой геометрии и проводят неразрушающий контроль качества.
Чтобы осуществить предпочтительный вариант осуществления настоящего изобретения, описанный выше, порошковую смесь выбирают из предварительно легированной порошковой смеси, содержащей разнородные порошки на основе никеля и кобальта или порошки на основе никеля и кобальта, которые смешивают в сварочной ванне непосредственно во время сварки.
ОПИСАНИЕ РИСУНКОВ
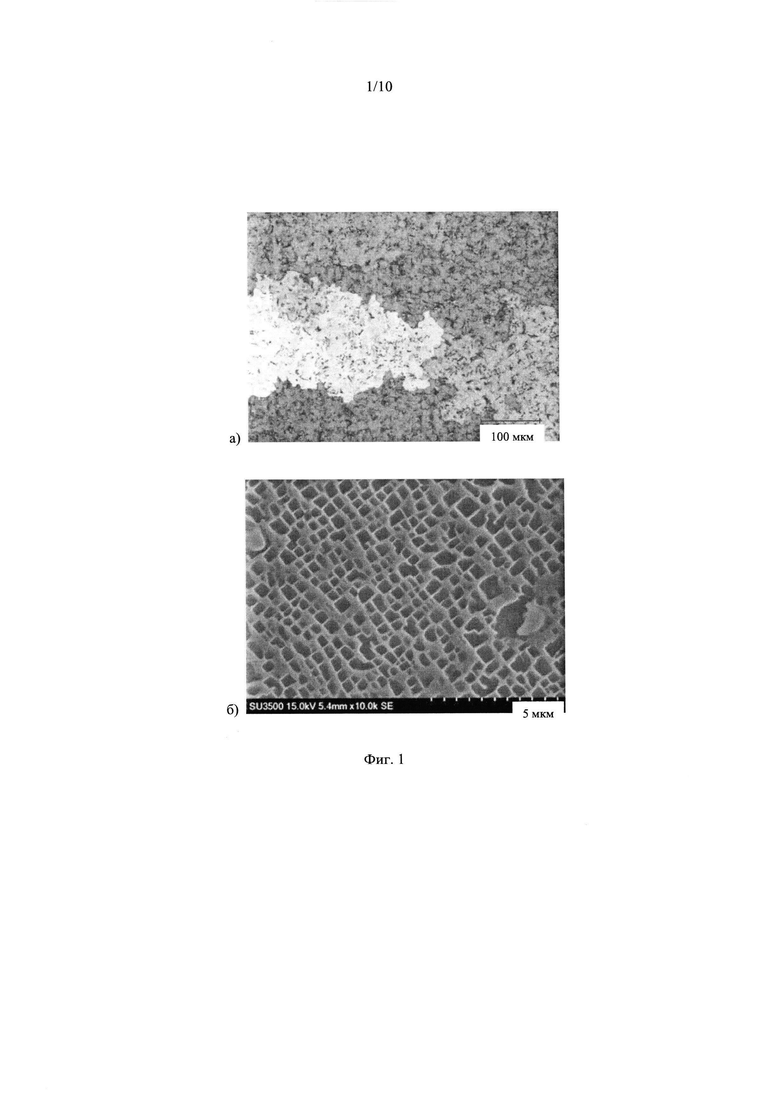
На Фиг. 1 изображена микроструктура литого суперсплава согласно настоящему изобретению в состоянии после отжига и дисперсионного твердения, изображающая:
а) формирование границ зигзагообразных зерен при затвердевании;
б) осаждение кубовидной γ' фазы во время термической обработки дисперсионное твердением.
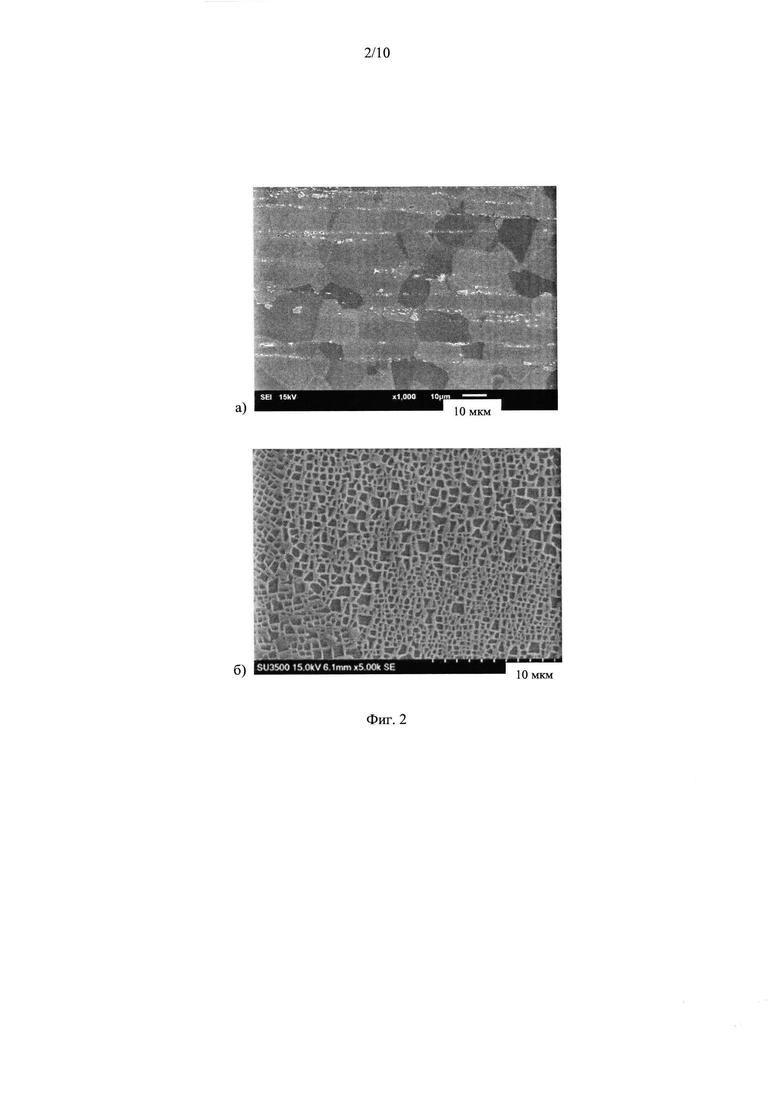
На Фиг. 2 изображена микроструктура экструдированных стержней в состоянии после дисперсионного твердения, изображающая:
а) формирование равноосных зерен с прямыми границами при экструзии и первичной рекристаллизации;
б) осаждение γ' фазы во время термической обработки дисперсионным твердением.
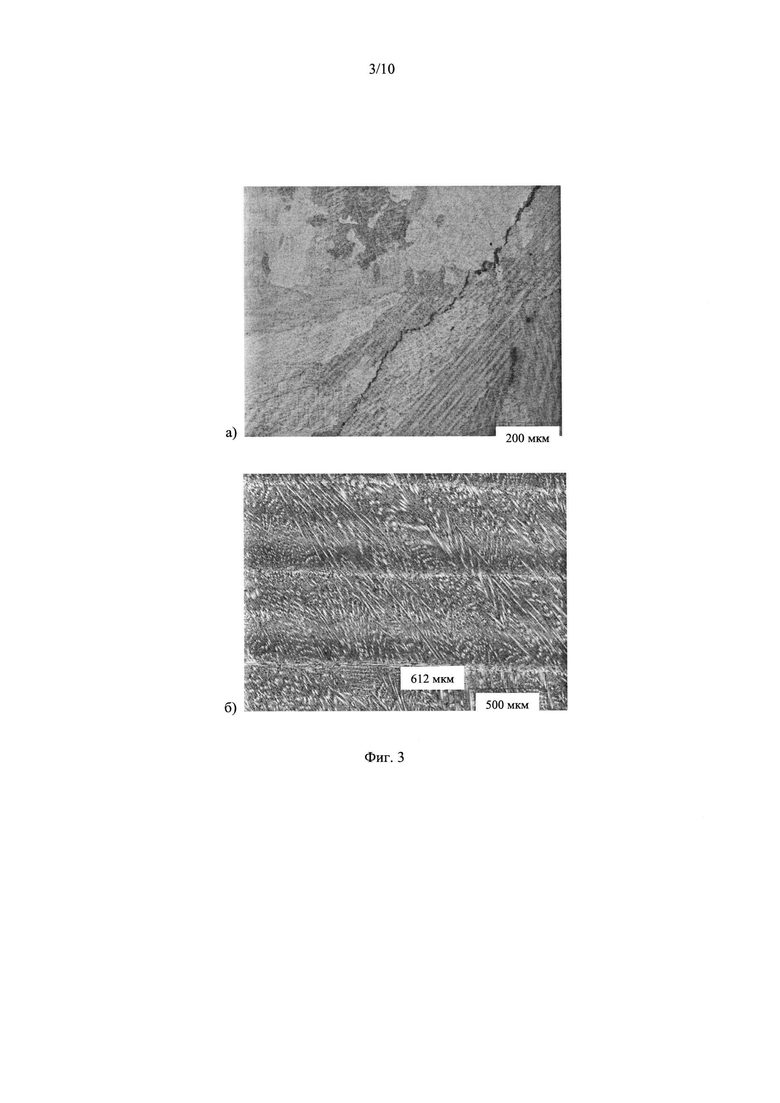
На Фиг. 3 изображена микроструктура сварных швов ЛС, полученных при комнатной температуре, изображающая:
а) образование микротрещин в сварном шве 142, полученном сваркой ДСВЭСЗГ с предварительным нагревом до 1700-1800°F;
б) бездефектный многослойный сварной шов, полученный при температуре окружающей среды с использованием ЛС, со сварочным порошком, изготовленным из суперсплава согласно настоящему изобретению.
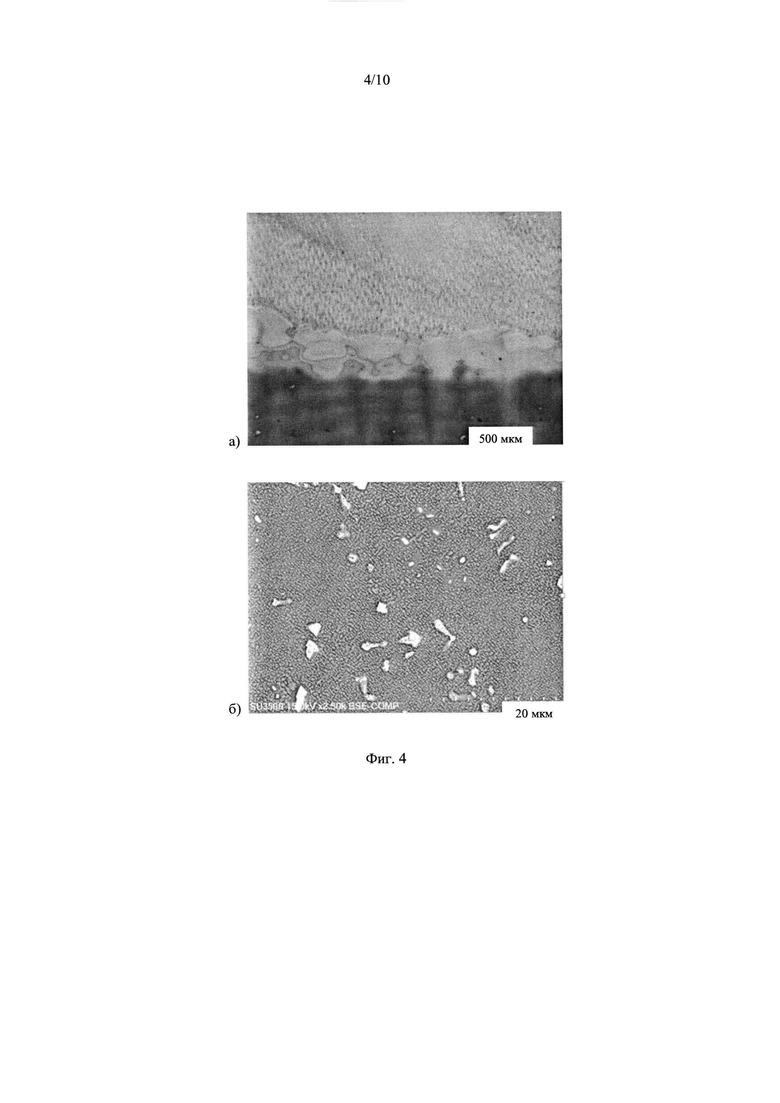
На Фиг. 4 изображена микроструктура бездефектного многослойного сварного шва, полученного с использованием ЛС при температуре окружающей среды на подложке МКМ PWA1484 (металл основы), где показано:
а) наплавление сварного шва и основных металлов без трещин в состоянии сварки;
б) осаждение γ' фазы в металле сварного шва после термической обработки дисперсионным твердением ТОПС.
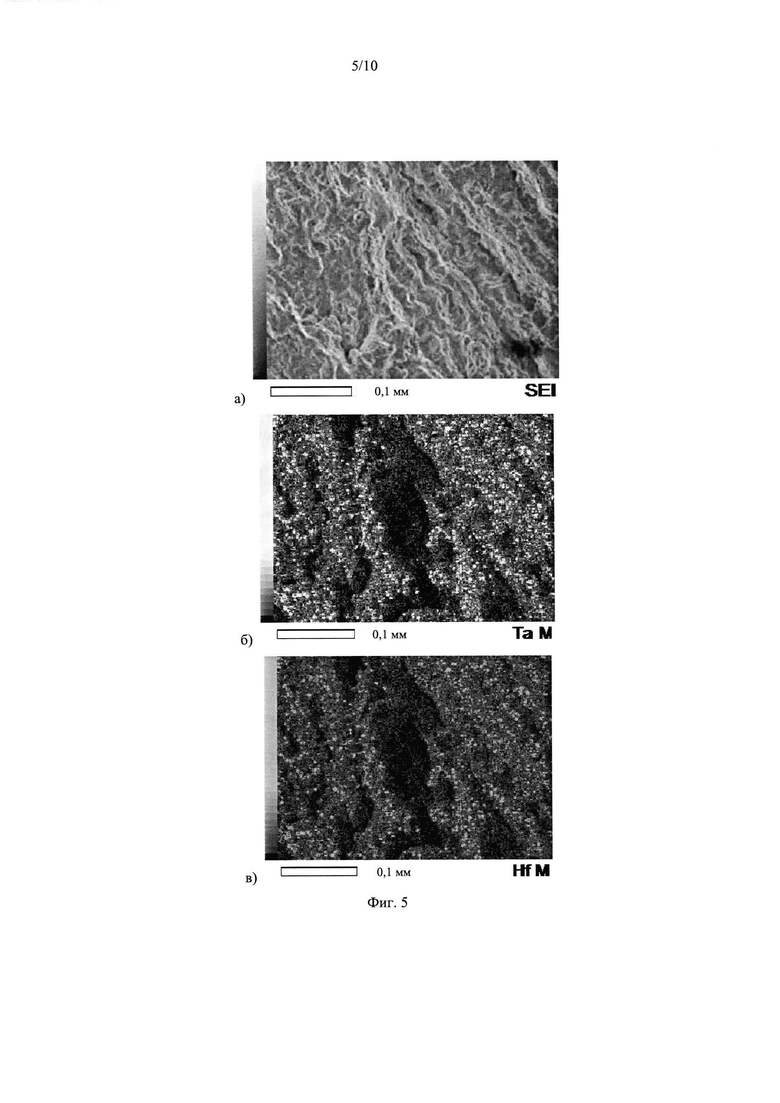
На Фиг. 5 изображено разрушение и картирование СЭДРИ (распределение) некоторых легирующих элементов в образце для испытания на растяжение, изготовленном из металла шва, изображающем междендритное осаждение мелких кубовидных интерметаллических частиц на основе Ta-Hf:
а) вязкое разрушение образца для испытаний на растяжение из металла шва, изготовленного с использованием СЭМ;
б) распределение тантала;
в) распределение гафния.
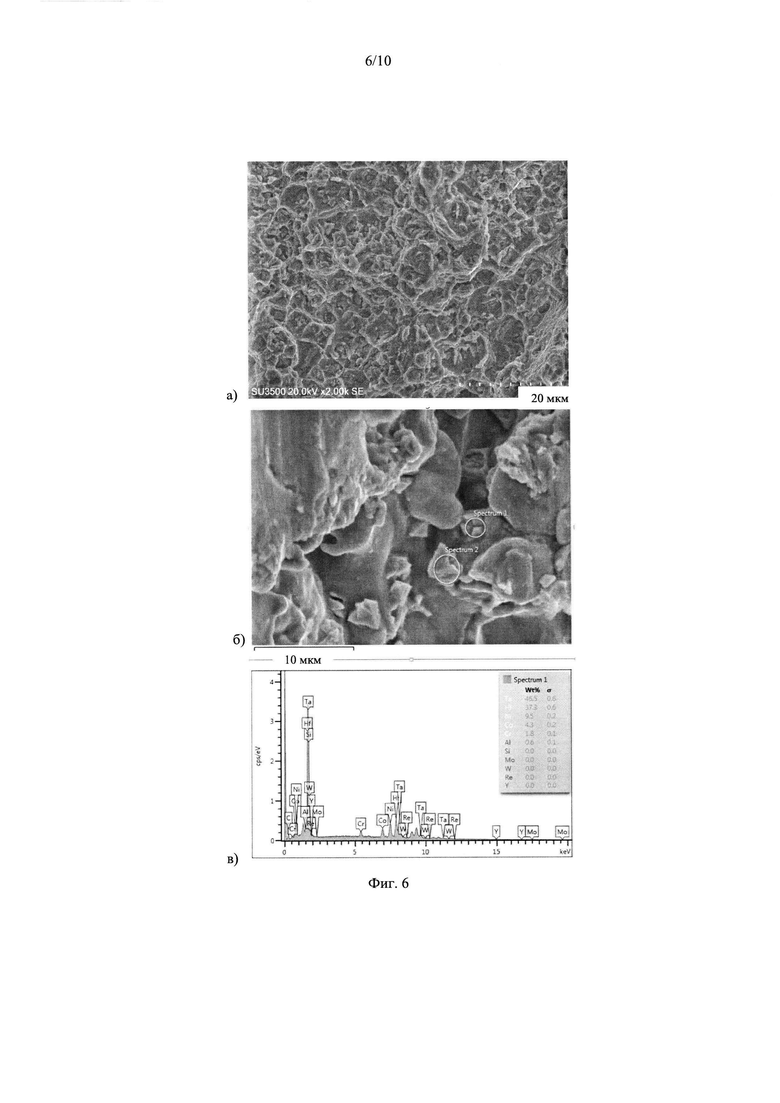
На Фиг. 6 изображен образец для испытания на растяжение с помощью фрактографии, изготовленный из не содержащего германий воплощения суперсплава согласно настоящему изобретению, где показаны:
а) фрактограмма, изображающая вязкое разрушение с образованием ямок на растянутом образце и кубовидные интерметаллические частицы на основе Ta-Hf на дне ямок;
б) то же, что и а) с большим увеличением, изображающим отбор и маркировку типичных частиц (Спектр 1 и 2) для СЭДРИ;
с) химический анализ частиц, помеченных как Спектр 1, и химический состав выбранной частицы, включающей 46,5% Та, 37,3% Hf 9,5% Ni, 4,1% Со, 1,8% Cr.
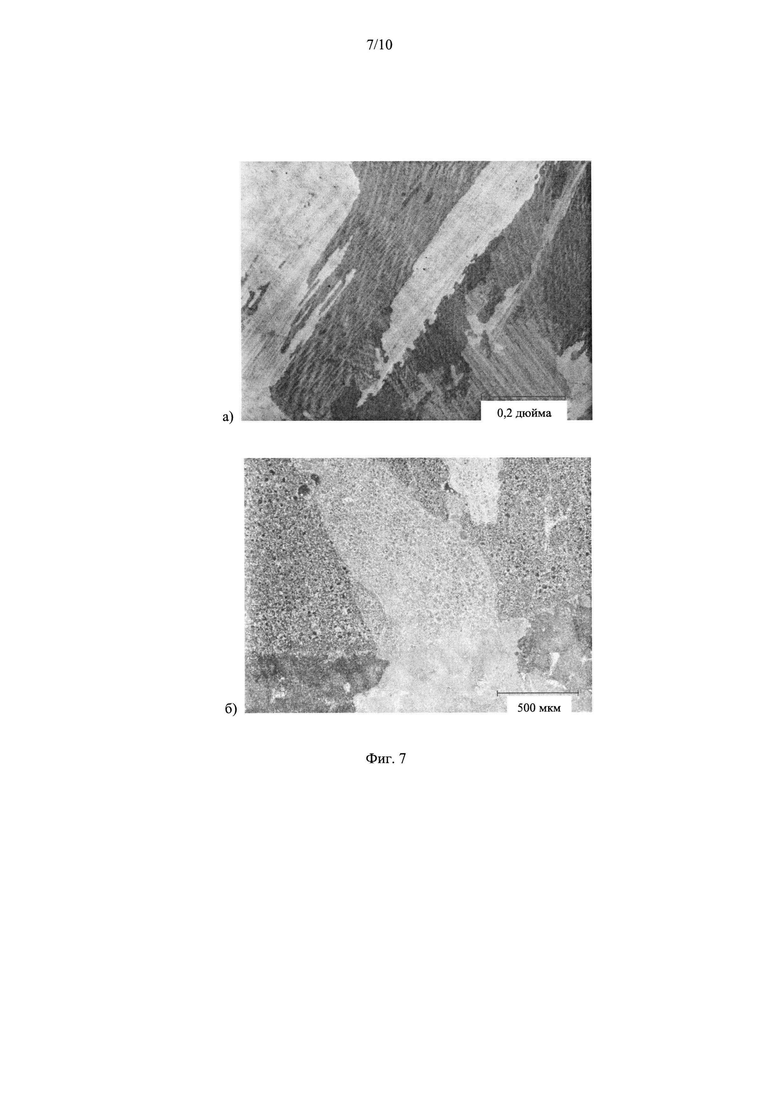
На Фиг. 7 изображена микроструктура сварного шва, полученного с использованием суперсплава согласно настоящему изобретению на подложке 80, где изображены:
а) дендритная структура, сформированная в сварном шве в состоянии «как сварное соединение»;
б) микроструктура металла шва и основного материала, примыкающего к линии плавления после отжига и дисперсионного твердения ТОПС, согласно предпочтительному варианту.
На Фиг. 8 изображена фрактограмма образца металла для сварки, подвергнутого испытанию на изгиб при температуре окружающей среды, изображающая пластическое разрушение образца.
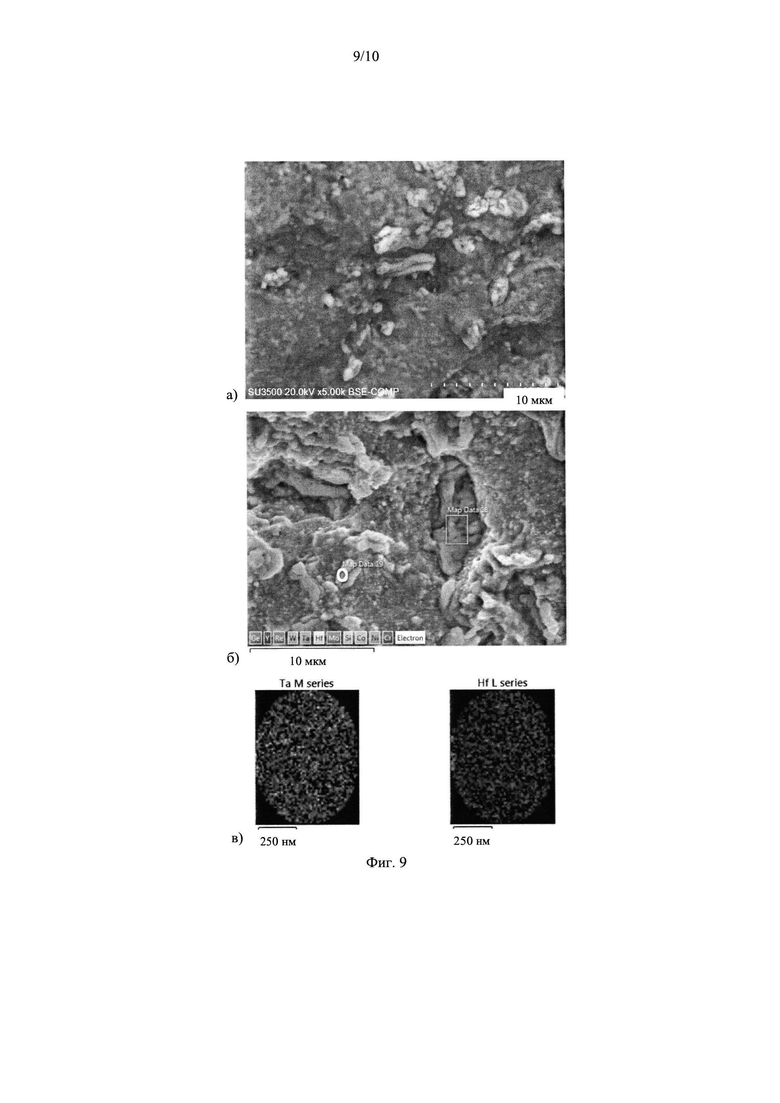
На Фиг. 9 изображена фрактограмма образца сварного шва, изготовленного из варианта осуществления настоящего изобретения, суперсплава согласно настоящему изобретению, содержащего 0,85 масс. % германия и подвергнутого испытанию на растяжение при 1800°F, изображающая:
а) изменение морфологии интерметаллидов на основе Ta-Hf;
б) то же, что а) при более высоком увеличении с отбором типичных частиц Ta-Hf для СЭДРИ;
с) картирование Та и Hf на поверхности частицы, обозначенной Данные Карты 19 на Фиг. 9а, изображающей значительное обогащение этой частицы Та и Hf.
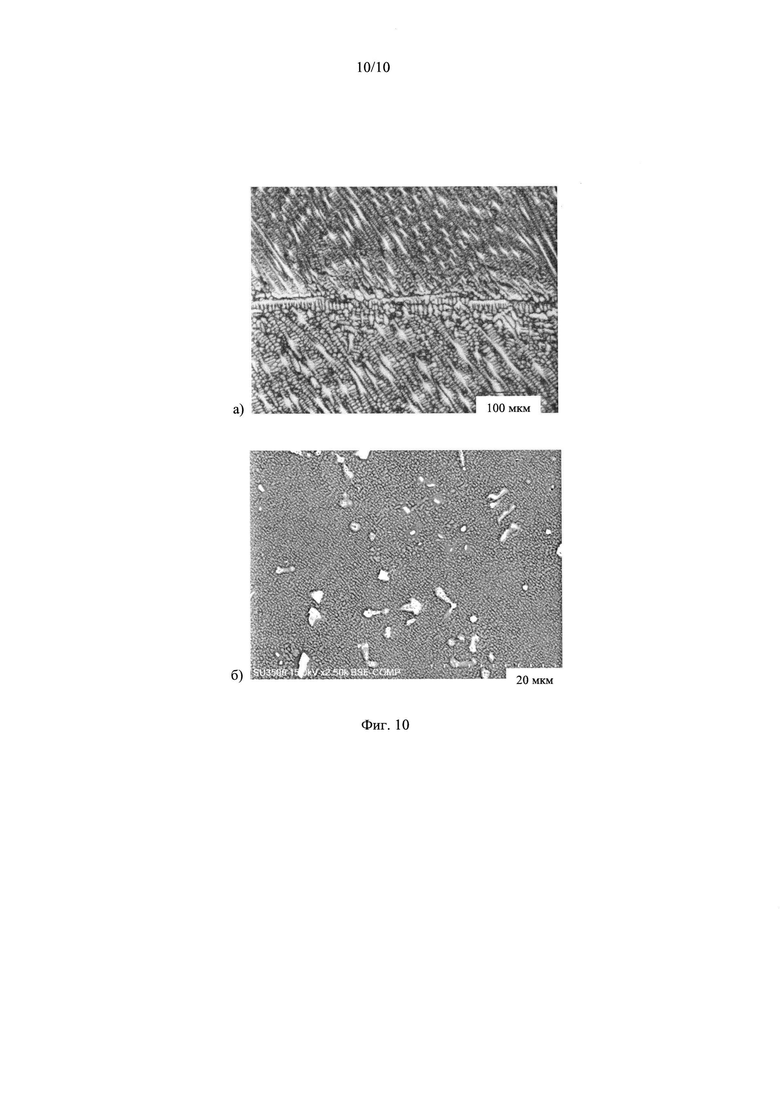
На Фиг. 10 изображена микроструктура сварного шва ЛС, полученного с использованием порошковой смеси, содержащей разнородные порошки на основе никеля и кобальта, изображающая:
а) формирование дендритной структуры при затвердевании сварочной ванны;
б) растворение дендритов во время гомогенизирующего отжига с последующим дисперсионным твердением в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
СТАНДАРТНЫЕ СОКРАЩЕНИЯ И ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ
ASTM - American Society for Testing and Materials (standards), Американское общество по испытаниям и материалам (стандарты)
ТВД - турбина высокого давления
ТНД - турбина низкого давления
НКК - неразрушающий контроль качества
ЛСА - лопатка соплового аппарата
ТОПС - термическая обработка после сварки
ППР - предельная прочность на разрыв
ИР - испытание на разрыв
ЛС - лазерная сварка
МПС - микроплазменная сварка
ДСВЭСЗГ - дуговая сварка вольфрамовым электродом в среде защитного газа
ЭЛС - электроннолучевая сварка
ПДС - плазменная дуговая сварка
МКМ - монокристаллический материал
МО - материал основы
3D ПН - послойное наращивание 3D
СЭМ - сканирующий электронный микроскоп
СЭДРИ - спектроскопия энергетической дисперсии рентгеновского излучения
дюйм/мин - дюйм в минуту
ФД - флуоресцентная дефектоскопия
Суперсплавы на основе никеля - это металлические материалы, которые используются для изготовления компонентов турбинного двигателя и других изделий, которые демонстрируют превосходную механическую прочность и сопротивление ползучести (склонности твердых материалов медленно двигаться или деформироваться под нагрузкой) при высоких температурах, вплоть до 0,9 температуры плавления; хорошая стабильность поверхности, устойчивость к окислению и коррозии. Суперсплавы дисперсионного упрочнения обычно имеют матрицу с аустенитной гранецентрированной кубической кристаллической решеткой с осаждением γ' фазы на основе никеля-алюминия или титана-алюминия. Суперсплавы используются в основном для изготовления деталей турбинных двигателей.
Горячее формование - Горячее формование, которое также называют горячей обработкой, представляет собой процесс, при котором металл формируется под давлением при довольно высокой температуре, при которой материал обладает достаточной пластичностью.
Упрочненные гамма-штрих фазой суперсплавы на основе никеля - это суперсплавы на основе никеля, содержащие от 3 до 12 масс. % алюминия или титана или суммарно алюминия и титана в качестве легирующих элементов.
Лазерная сварка (электронно-лучевая сварка, дуговая сварка вольфрамовым электродом в среде защитного газа и плазменно-дуговая сварка) - это процесс сварки, при котором происходит соединение материалов, при этом тепло, полученное от применения концентрированного когерентного светового пучка (соответственно, электронного пучка или электрической дуги), воздействует на соединение или основной материал со сварочным материалом или без него.
Свариваемость - способность материала свариваться при приложенных условиях в конкретную подходящую конструкцию и удовлетворительно работать по назначению.
Конструктивные компоненты турбинного двигателя - различные корпуса, рамы, кольца лопатки соплового аппарата и другие детали статора, обеспечивающие целостность двигателя в условиях эксплуатации.
Материал основы - это материал компонентов двигателя и образцов для испытаний.
Спектроскопия энергетической дисперсии рентгеновского излучения (СЭДРИ) - это аналитическая методика, используемая для элементного анализа или химической характеристики образца.
ПОДРОБНОЕ ОПИСАНИЕ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Материал согласно настоящему изобретению относится к высокопрочным суперсплавам дисперсионного осаждения, которые содержат большое количество алюминия, который является основным хорошо известным элементом, формирующим гамма-штрих фазу.
Уникальное сочетание прочности, пластичности, стойкости к окислению и свариваемости объясняется осаждением большого объема высокопрочной у' интерметаллической фазы Ni-Al и кубовидных интерметаллических частиц Ta-Hf в матрице аустенитной пластичной γ' фазы, которая представляет собой твердый раствор Со, Cr, Мо, W, Re в никеле, с оптимизированным соотношением всех легирующих элементов. Было установлено, что объем фракции γ' фазы развитого суперсплава варьируется от 48,5 до 49,5 об. % в условиях дисперсионного твердения.
Болванки для оценки механических свойств суперсплава согласно настоящему изобретению получали путем тройного дугового переплава в аргоне с последующей термической обработкой отжигом и дисперсионным твердением в соответствии с предпочтительным вариантом осуществления.
Сварочную проволоку изготавливали путем многоступенчатой экструзии болванок при температуре 1600-1800°F с последующим травлением для удаления поверхностного окисления.
Сварочный порошок диаметром 45 мкм получали путем газового распыления болванок в аргоне.
Чтобы максимизировать механические свойства упрочненного суперсплава согласно настоящему изобретению, проводили специальную термообработку, включающую гомогенизационный отжиг в диапазоне температур от 2190°F до 2290°F в течение 1-2 часов с последующим первичным дисперсионным твердением в диапазоне температур от 1975°F до 2050°F в течение 2-4 часов и вторичным дисперсионным твердением в диапазоне температур от 1300°F до 1500°F в течение 16-24 часов. Эта термообработка отличалась от термической обработки, часто используемой для термообработки суперсплава R142, см. W. Ross и Kevin S. О'Hara для 142 в " 142: High Strength, Oxidation Resistance DS Turbine Airfoil Alloy", Superalloys 1992, pp. 257-265.
Параметры для термической обработки ТОПС компонентов турбинного двигателя зависят от области применения. Было установлено, что оптимальные параметры термообработки для ЛСА ТВД и ТНД и других невращающихся компонентов турбинных двигателей, изготовленных методом отливки и 3D ПН, включают отжиг в диапазоне температур от 2250°F до 2290°F в течение 2 часов с последующим первичным дисперсионным твердением при 1100-1120°F в течение 2 часов и вторичным дисперсионным твердением при температуре 1480-1500°F в течение 24 часов.
Параметры для термической обработки ТОПС лопаток турбин ТВД и ТНД, изготовленных из монокристаллических жаропрочных сплавов и/или отремонтированных сваркой с использованием сварочной проволоки или сварочного порошка согласно настоящему изобретению, включают первичное и вторичное дисперсионное твердение с диапазоном температур от 1975°F до 1995°F в течение 4 часов и от 1300°F до 1325°F в течение 16 часов, соответственно, чтобы предотвратить перекристаллизацию материала основы. Термическая обработка компонентов турбинного двигателя, изготовленных из суперсплава согласно настоящему изобретению посредством горячего формования, также включает только первичное и вторичное дисперсионное твердение с использованием раскрытых выше параметров, чтобы предотвратить перекристаллизацию материала основы.
Рабочую температуру компонентов турбинного двигателя, изготовленных из суперсплава согласно настоящему изобретению методом горячего формования, выбирают ниже температуры первичного дисперсионного твердения, чтобы исключить перекристаллизацию и ухудшение механических свойств материала основы в условиях эксплуатации.
Отжиг болванок перед экструзией или после изготовления компонентов турбинного двигателя методом отливки согласно предпочтительному варианту осуществления приводит к гомогенизации, в то время как дисперсионное твердение играет ключевую роль в формировании превосходной прочности вследствие осаждения γ' фазы. Предпочтительные варианты осуществления настоящего изобретения далее более подробно поясняются с помощью примеров.
ПРИМЕР 1
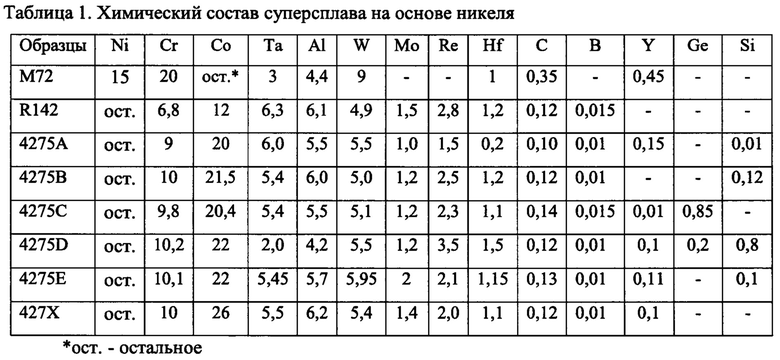
Чтобы продемонстрировать уникальное сочетание высокой прочности и пластичности разработанного суперсплава, образцы, изготовленные из 142 (R142) и Merl 72 (М72), суперсплав согласно настоящему изобретению в соответствии с предпочтительными вариантами осуществления (образцы, обозначенные 4275А, 4275В, 4275С и 4275D), и суперсплав с химическим составом, отличающимся от состава предпочтительного варианта (образец с маркировкой 427Х), показанным в Таблице 1, получали посредством тройного повторного дугового плавления в аргоне с последующим гомогенизирующим отжигом при 2215-2230°F в течение 2 часов, первичным дисперсионным твердением при 2035-2050°F в течение 2 часов и вторичным дисперсионным твердением при 1155-1170°F в течение 24 часов.
Образцы для испытаний диаметром 0,255-0,275 дюйма получали из слитков и подвергали радиографическому исследованию в соответствии с ASTM Е192-04. Линейные отклонения и поры размером более 0,002 дюйма не допускались. Образцы для испытаний малого размера со стандартным диаметром 0,176-0,180 дюйма и длиной 1,8 дюйма обрабатывали в соответствии с ASTM Е-8. Испытания на растяжение проводились в соответствии с ASTM Е-21 при температуре до 1800°F.
Затвердевание болванок приводило к образованию границ зигзагообразных зерен, показанных на Фиг. 1а, что улучшало механические свойства разработанного суперсплава. Термическая обработка дисперсионным твердением после сварки (ТОПС) приводит к выделению большого объема γ' фазы, показанной на Фиг. 16.
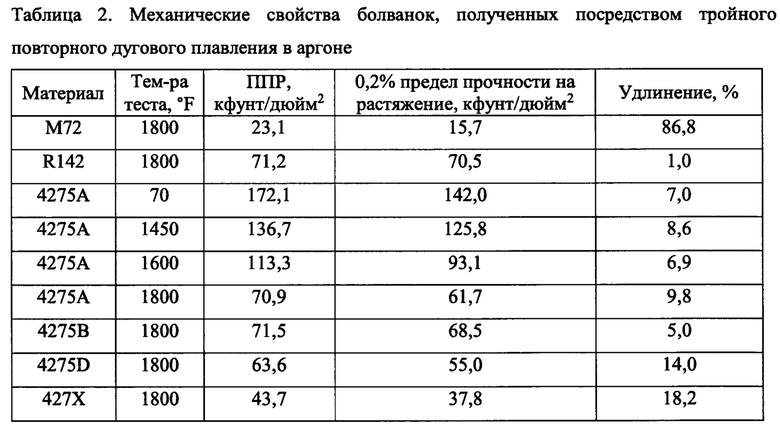
Осаждение большого объема высокопрочной γ' фазы в пластичном аустенитном матриксе приводит к образованию желаемой комбинации высокой прочности и пластичности, как показано в Таблице 2. Пластичность (удлинение) суперсплава согласно настоящему изобретению превосходит пластичность образцов стандарта R142, а прочность превосходит М72.
ПРИМЕР 2
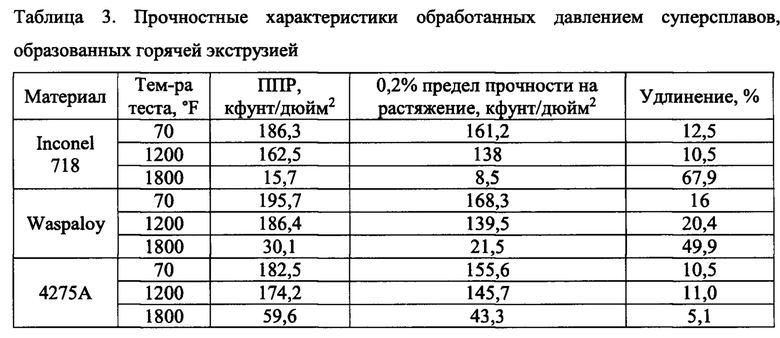
Содержащие низкий уровень γ' фазы обработанные давлением сплавы AMS 5664 Inconel 718 (IN718) и AMS 5704 Waspaloy используют для изготовления конструктивных элементов турбинного двигателя благодаря высокой прочности при температуре до 1200°F и хорошей обрабатываемости. Тем не менее, дальнейший нагрев IN718 и Waspaloy до 1800°F резко снижает прочностные и разрывные свойства (ИР) этих суперсплавов, как показано в Таблице 3.
Из-за хорошего сочетания прочности при температуре до 1800°F и обрабатываемости разработанных суперсплавов, упрочненных гамма-штрих фазой, установлено, что указанные разработанные суперсплавы, упрочненные гамма-штрих фазой, являются наиболее подходящими для замены стандартных деформируемых суперсплавов для изготовления конструкционных компоненты турбинного двигателя с использованием процессов горячего формования. Для оценки механических свойств суперсплава согласно настоящему изобретению в деформированном состоянии (в горячем состоянии) болванки подвергали экструзии в соответствии с предпочтительным вариантом для получения прутков диаметром 0,225 дюйма, которые затем подвергали первичному дисперсионному твердению при температуре 1950°F в течение 4 часов и вторичному дисперсионному твердению при 1300°F в течение 24 часов.
Тестовые образцы меньше стандартного размера длиной 1,8 дюйма со стандартным диаметром 0,158-0,162 дюйма обрабатывали в соответствии с ASTM Е-8. Испытания на растяжение проводили в соответствии с ASTM Е-8 при 70°F и в соответствии с ASTM Е-21 при 1200°F и 1800°F. Испытание на разрыв под напряжением проводили при температуре 1200°F, 1350°F и 1800°F в соответствии с ASTM Е-139.
Экструзия суперсплава согласно настоящему изобретению при высокой температуре привело к образованию равноосной структуры с прямыми границами зерен, показанными на Фиг. 2а, которые отличались от зигзагообразных границ, образованных во время затвердевания болванок, показанных на Фиг. 1а. Первичная термообработка дисперсионным твердением привела к выделению γ' фазы, показанной на Фиг. 2б.
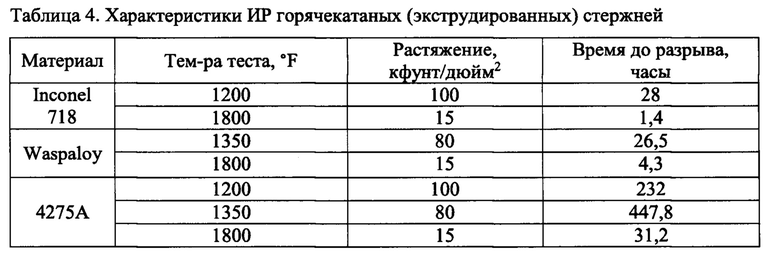
Как было установлено в ходе экспериментов, характеристики ППР и ИР в разработанном суперсплаве превосходили ППР и ИР в Inconel 718 и Waspaloy до 1800°F, как показано в Таблицах 3 и 4 соответственно.
Сочетание высокой прочности, пластичности и обрабатываемости делает суперсплав согласно настоящему изобретению наиболее подходящим для изготовления компонентов турбинного двигателя методом горячего формования.
ПРИМЕРЗ
Для моделирования ремонта деталей турбинного двигателя, изготовленных из монокристаллических материалов, с использованием ручной ДСВЭСЗГ и автоматической сварки ЛС изготавливали тестовые образцы с использованием разработанного суперсплава в виде сварочной проволоки и сварочного порошка, соответственно, и стандартной сварочной проволоки 142 для ДСВЭСЗГ с предварительным нагревом до 1700-1800°F и ЛС при температуре окружающей среды.
Предварительный нагрев использовали для ДСВЭСЗГ со сварочной проволокой 142 для изготовления образцов для испытаний на растяжение и ИР, поскольку сварка при температуре окружающей среды приводит к сильному растрескиванию сварных швов 142, как показано на Фиг. 3а.
Многопроходную ЛС со сварочным порошком, изготовленным из суперсплавов согласно настоящему изобретению, и ДСВЭСЗГ со сварочной проволокой, изготовленной из суперсплавов согласно настоящему изобретению, осуществляли при температуре окружающей среды с получением образцов сварных швов с маркировкой ЛС4275 и ДСВЭСЗГ4275. Сварные швы были без трещин. Типичная микроструктура этих образцов показана на Фиг. 3б и Фиг. 4а.
Термическая обработка сварных швов после сварки включала гомогенизационный отжиг при 2200°F в течение двух часов с последующим первичным дисперсионным твердением при 1975-1995°F в течение 4 часов и вторичным дисперсионным твердением при 1300-1320°F в течение 16 часов, чтобы исключить перекристаллизацию лопасти ТВД, изготовленной из материала МКМ PWA1484, что привело к выделению γ' фазы, показанной на Фиг. 4б с объемом указанной фракции 49,2 об. %.
Плоские образцы "All Weld Metal" толщиной 0,050 дюйма изготавливали в соответствии с ASTM Е-8 и подвергали испытанию на растяжение при 1800°F в соответствии с ASTM Е-21 и ИР при 1800°F и напряжениях 22 кфунт/дюйм2 согласно ASTM Е-139.
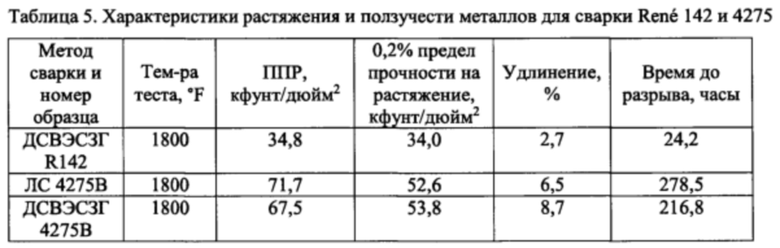
Как следует из Таблицы 5, пластичность и ИР свойства сварных швов ЛС и ДСВЭСЗГ, изготовленных из суперсплава согласно настоящему изобретению, превосходили свойства стандартных сварных швов Rene 142.
Низкие характеристики сварных швов  142 при растяжении и ИР связывали с образованием микротрещин, показанных на Фиг. 3а.
142 при растяжении и ИР связывали с образованием микротрещин, показанных на Фиг. 3а.
Высокие характеристики растяжения и ползучести, а также хорошая пластичность и свариваемость разработанного суперсплава были обусловлены осаждением большого объема высокопрочной кубовидной γ' фазы в гамма-матрице пластичного твердого раствора Ni-Cr-Co-Re-W-Mo и междендритным осаждением мелких кубовидных интерметаллических частиц на основе Ta-Hf, показанных на Фиг. 5 и 6.
ПРИМЕР 4
Германий не использовали для производства суперсплавов на основе никеля, несмотря на то, что паяльный материал на основе никеля, содержащий Ni, 5-40 масс. % Cr, 15-40 масс. % Ge, согласно US 2901374 был изобретен в 1954 году. Несмотря на то, что германий является депрессантом температуры плавления, который должен влиять на жаропрочность, мы обнаружили, что добавление до 0,85 масс. % германия к суперсплавам согласно настоящему изобретению, один из которых отмечен как 4275С в Таблице 1, улучшает свариваемость и дает сварные швы без дефектов на 80, как показано на Фиг. 7.
Сварку тестовых образцов производили вручную с током сварки 75-80 А, напряжением 9-10 В и скоростью сварки 1-1,2 дюйм/мин. После сварки образцы подвергали термической обработке, которая включала отжиг при 2190°F в течение 2 часов, первичное дисперсионное твердение при 1975°F в течение 2 часов с последующим вторичным дисперсионным твердением при 1550°F в течение 16 часов. Образцы для испытаний на растяжение из материала основы и сварного шва обрабатывали в соответствии с ASTM Е-8 и подвергали испытаниям на растяжение при 1800°F.
Металл сварного шва также подвергали испытанию на полусвободный изгиб согласно ASTM Е-190 при температуре окружающей среды.
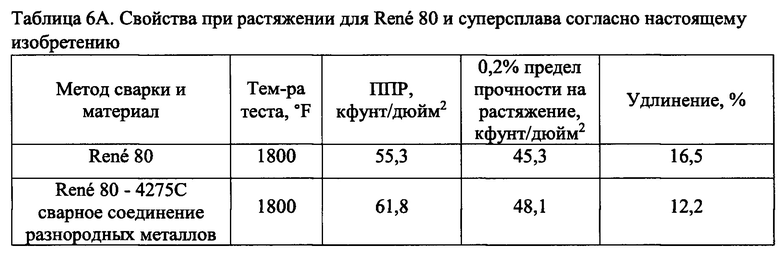
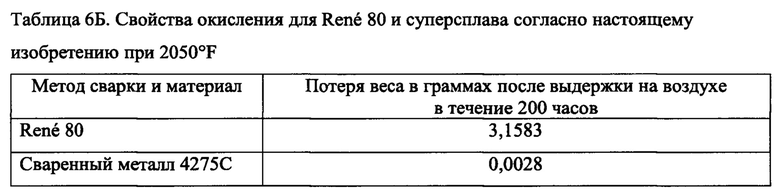
В дополнение к вышесказанному, цилиндрические образцы, изготовленные из 80 и суперсплава согласно настоящему изобретению, подвергали испытанию на циклическое окисление при 2050°F в течение 500 часов. Продолжительность каждого цикла составляла 1 час, что включало выдержку при 2050°F в течение 50 минут с последующим охлаждением до примерно 700°F и повторным нагревом до 2050°F в течение 10 минут.
Как было установлено экспериментально, прочность и стойкость к окислению сварных соединений и металла сварного шва превосходили базовый материал 80, как показано в Таблицах 6А и 6Б.
Изогнутые образцы, полученные из металла сварного шва, разрушались приблизительно при изгибе на 90°, демонстрируя уникальную пластичность суперсплава согласно настоящему изобретению, как показано на Фиг. 8, о чем не сообщалось ни о каких других сварных швах, полученных на известных суперсплавах с высоким содержанием γ' фазы. Как было установлено в ходе экспериментов, германий усиливает связь между интерметаллическими частицами Ta-Hf и меняет морфологию этих частиц, как показано на Фиг. 6а и 9а соответственно. Анализ СЭДРИ подтвердил, что частицы были получены интерметаллическим соединением на основе Ta-Hf, см. Фиг. 9б и 9в. Этот эффект был неизвестен, потому что, в отличие от Si, который принадлежит к той же группе химических элементов IVA, германий в указанном диапазоне не приводит к образованию межзеренных и междендритных эвтектик на основе Ni-Ge, которые влияют на механические свойства содержащих Si суперсплавов на основе никеля.
Следовательно, превосходные механические свойства содержащего Ge варианта суперсплава согласно настоящему изобретению были достигнуты за счет сочетания высокого содержания γ' фазы и усиления границ зерен и дендритов с помощью тонких интерметаллических частиц на основе Ta-Hf с когерентной связью с пластичной матрицей на основе Ni-Cr-Co-Re-Mo-W, показанной на Фиг. 9а, и особенности затвердевания сварочной ванны, которая получается из разнородных порошков на основе никеля и кобальта, которые плавятся вместе в сварочной ванне и затем затвердевают, приводят к получению свойств сварных швов, превосходящих свойства сварных швов, полученных с использованием однородных сварочных порошков и проволоки. Стойкость к окислению была повышена благодаря оптимизированному содержанию Cr, Al, Si в комбинации с Ge и всеми другими легирующими элементами в суперсплаве согласно настоящему изобретению.
По результатам испытаний сварочная проволока и порошки, изготовленные из суперсплава согласно настоящему изобретению, были признаны наиболее подходящими для ремонта лопаток ТВД и ТНД, обеспечивая оптимальный зазор между наконечником лопаток и статором, низкий расход топлива и высокую эффективность турбинных двигателей в течение полного цикла двигателя между капитальными ремонтами.
ПРИМЕР 5
Для демонстрации процесса 3D ПН для изготовления компонентов турбинного двигателя были изготовлены образцы длиной 4 дюйма и высотой 1 дюйм и толщиной 0,125 дюйма с использованием системы лазерной сварки LAWS 1000, оснащенной лазером IPG мощностью 1 кВт и двумя подающими устройствами порошка, позволяющими смешивать два разнородных порошков на основе никеля и кобальта непосредственно в сварочной ванне, а также осуществлять сварку с использованием предварительно легированной порошковой смеси.
Приведенный ниже пример изображает сварку с предварительно легированной порошковой смесью, которая содержит 75 масс. % порошка на основе никеля и 25 масс. % порошка на основе кобальта. Порошок на основе никеля содержит 6,8 масс. % Cr, 12 масс. % Со, 1,5 масс. % Мо, 4,9 масс. % W, 6,3 масс. % Та, 6,1 масс. % Al, 1,2 масс. % Hf, 2,8 масс. % Re, 0,1 масс. % Si, 0,12 масс. % С, 0,015 масс. % В, 0,1 масс. % Si и Ni - остальное. Порошок на основе кобальта содержит 17 масс. % Ni, 20 масс. % Cr, 3 масс. % Та, 9 масс. % W, 4,4 масс. % Al, 0,45 масс. % Y, 0,1 масс. % Si и Со - остальное.
Параметры сварки, которые использовали для изготовления образцов, приведены ниже:
- Мощность лазерного луча - 480 Вт (Ватт)
- Скорость подачи - 3,8 g/мин (грамм в минуту)
- Скорость сварки - 3,5 дюйм/мин (дюймов в минуту)
- Скорость колебаний луча по сварному шву - 40 дюйм/мин
- Инертный газ - аргон
Во время многопроходного наплавления сварочная ванна перемещалась постепенно согласно заранее запрограммированной траектории сварки со скоростью 3,5 дюйм/мин, что в результате затвердевания приводило к образованию сварочного шва с предпочтительным химическим составом, который совпадает с составом суперсплава согласно настоящему изобретению. Химический состав образца металла шва с маркировкой 4275Е приведен в Таблице 1.
После испытания на сварку образцы подвергали первичному дисперсионному твердению при 2035-2050°F в течение 2 часов и вторичному дисперсионному твердению при 1155-1170°F в течение 24 часов, механической обработке до требуемой геометрии с последующим неразрушающим испытанием, которое включает в себя ФД как согласно AMS 2647 и радиографическому контролю согласно ASTM E192-04. Разрывы сварного шва размером более 0,002 дюйма не допускались.
Образцы для испытаний изготавливали из сварных швов согласно ASTM Е-8 и подвергали испытаниям на растяжение при 1775°F согласно ASTM Е-21.
Сварка приводила к образованию дендритной структуры с эпитаксиальным ростом зерна, как показано на Фиг. 10а. На сварных швах не было трещин и других разрывов.
Гомогенизация после сварки и термическая обработка посредством дисперсионного твердения привели к выделению большого объема гамма-штрих фазы, как показано на Фиг. 10б.

Как следует из Таблицы 7, образцы сварного шва демонстрируют превосходную прочность и хорошую пластичность при температуре 1775°F, несмотря на наличие включений Al в металле сварного шва в количестве 5,7 масс. %.
Превосходная свариваемость, прочность и пластичность суперсплава согласно настоящему изобретению, который содержит 5,7 масс. % алюминия, были достигнуты благодаря особенностям затвердевания сварочной ванны, полученной из разнородных порошков на основе никеля и кобальта.
Известные никелевые суперсплавы, содержащие 5,7 масс. % Al, не поддаются сварке при температуре окружающей среды, в то время как сварка с помощью ЛС с использованием смеси разнородных порошков и/или порошковых смесей, которая вследствие затвердевания сварочной ванны образует сварные швы с химическим составом, соответствующим химическому составу суперсплава согласно настоящему изобретению, позволяет получать прочные сварные швы с высокими механическими свойствами.
Хотя настоящее изобретение было описано в терминах предпочтительных вариантов осуществления, очевидно, что специалист в данной области техники может создать другие формы настоящего изобретения. Следовательно, объем настоящего изобретения должен быть ограничен только следующей формулой изобретения.

Настоящее изобретение относится к упрочненному гамма-штрих фазой суперсплаву на основе никеля и его применению для производства и ремонта компонентов турбинного двигателя. Упомянутый суперсплав содержит, мас.%: 9,0-10,5 Сr, 20-22 Со, 1,0-1,4 Мо, 5,0-5,8 W, 2,0-6,0 Та, 3,0-6,5 Аl, 0,2-1,5 Hf, 0,01-0,16 С, 1,5-3,5 Re, 0-1,0 Ge, 0-0,2 Y, 0-1 Si, 0-0,015 В и никель с примесями - остальное. Упрочненный гамма-штрих фазой суперсплав может быть использован в качестве материала для сварочной проволоки или сварочного порошка при изготовлении компонента турбинного двигателя сваркой. Упомянутый компонент может быть получен также с использованием данного суперсплава путем послойного наращивания, или отливки, или горячего формования. Приведенный упрочненный гамма-штрих фазой суперсплав на основе никеля обладает высокой стойкостью к окислению, высокой прочностью и пластичностью, а сварочный материал из суперсплава обеспечивает получение сварных швов без трещин на монокристаллических материалах при температуре окружающей среды. 6 н. и 8 з.п. ф-лы, 10 ил., 7 табл., 5 пр.
1. Упрочненный гамма-штрих фазой суперсплав на основе никеля, содержащий мас. %:
хром от 9,0 до 10,5%,
кобальт от 20 до 22%,
молибден от 1,0 до 1,4%,
вольфрам от 5,0 до 5,8%,
тантал от 2,0 до 6,0%,
алюминий от 3,0 до 6,5%,
гафний от 0,2 до 1,5%,
германий от 0 до 1,0%,
иттрий от 0 до 0,2%,
кремний от 0 до 1,0%,
бор от 0 до 0,015%,
углерод от 0,01 до 0,16%,
рений от 1,5 до 3,5% и
никель с примесями - остальное.
2. Упрочненный гамма-штрих фазой суперсплав на основе никеля по п. 1, отличающийся тем, что общее содержание германия и кремния составляет от 0,9 до 1,1 мас. %.
3. Применение упрочненного гамма-штрих фазой суперсплава на основе никеля по п. 1 или 2 в качестве материала для сварочной проволоки, сварочного порошка или компонентов турбинного двигателя.
4. Способ производства компонента турбинного двигателя, включающий его формирование из упрочненного гамма-штрих фазой суперсплава на основе никеля по п. 1 или 2, включающий следующие стадии:
a) плавление порошка на основе никеля,
b) отжиг при 2190-2290°F в течение 1-2 часов,
c) горячее формование посредством пластической деформации при 1500-1800°F,
d) первичное дисперсионное твердение при 1975-2050°F в течение 2-4 часов и
e) вторичное дисперсионное твердение при 1300-1500°F в течение 16-24 часов.
5. Способ производства компонента турбинного двигателя по п. 4, отличающийся тем, что перед стадией горячего формования при температуре 1500-1800°F указанный способ включает дополнительную стадию горячего изостатического прессования при температуре 2200-2290°F, давлении 15-20 кфунт/дюйм2 в течение 2-6 часов.
6. Способ производства компонента турбинного двигателя по п. 4, отличающийся тем, что он включает стадию горячего формования посредством пластической деформации на 5-80%.
7. Способ производства компонента турбинного двигателя, включающий его формирование путем соединения сваркой плавлением деталей упомянутого компонента, при этом осуществляют следующие стадии:
а) плавление в сварочной ванне смеси порошков на основе никеля и кобальта в количестве 70-80 мас. % и 20-30 мас. % соответственно, где:
указанный порошок на основе никеля содержит, мас. %:
хром от 6 до 8%,
кобальт от 11 до 12%,
молибден от 1,3 до 1,6%,
вольфрам от 4,5 до 5%,
тантал от 2,0 до 6,4%,
алюминий от 3,0 до 6,5%,
гафний от 0,2 до 1,5%,
рений от 2,5 до 3%,
германий от 0 до 1,0%,
кремний от 0 до 1%,
иттрий от 0 до 0,2%,
бор от 0 до 0,015% и
никель с примесями - остальное, и
указанный порошок на основе кобальта содержит, мас. %:
никель от 14 до 18%,
хром от 19 до 21%,
вольфрам от 8 до 10%,
алюминий от 3 до 6,5%,
германий от 0 до 1,0%,
кремний от 0 до 1%,
иттрий от 0 до 0,45%,
гафний от 0 до 1,5% и
кобальт с примесями - остальное;
б) постепенное перемещение и затвердевание сварочной ванны в соответствии с предварительно запрограммированной сварочной дорожкой с образованием сварочных швов с тем же химическим составом, что и у упрочненного гамма-штрих фазой суперсплава на основе никеля по п. 1 или 2.
8. Способ производства компонента турбинного двигателя по п. 7, отличающийся тем, что указанная сварка плавлением выбрана из лазерной сварки, плазменной дуговой сварки, микроплазменной сварки, электронно-лучевой сварки.
9. Способ производства компонента турбинного двигателя по п. 7, отличающийся тем, что он включает термическую обработку после сварки, выбранную из горячего изостатического прессования при высоком давлении, отжига, дисперсионного твердения или комбинации отжига и дисперсионного твердения.
10. Способ производства компонента турбинного двигателя по п. 9, отличающийся тем, что после указанной термической обработки после сварки указанный способ дополнительно включает стадию обработки до требуемой геометрии.
11. Способ производства компонента турбинного двигателя по п. 10, отличающийся тем, что он дополнительно включает стадию контроля качества детали без ее разрушения.
12. Способ производства компонента турбинного двигателя по п. 7, отличающийся тем, что указанная порошковая смесь находится в виде предварительно легированной порошковой смеси, содержащей порошки на основе никеля и кобальта, или в виде разнородных порошков на основе никеля и кобальта, которые смешиваются в сварочной ванне непосредственно во время сварки.
13. Способ производства компонента турбинного двигателя, включающий его формирование из порошков на основе никеля и кобальта методом трехмерного послойного наращивания с получением в процессе формирования упрочненного гамма-штрих фазой суперсплава на основе никеля по п. 1 или 2.
14. Компонент турбинного двигателя, полученный способом по любому из пп. 4-13.
| US 2016167172 A, 16.06.2016 | |||
| US 5240491 A, 31.08.1993 | |||
| УПРОЧНЕННЫЙ ГАММА-ШТРИХ ФАЗОЙ СУПЕРСПЛАВ НА ОСНОВЕ НИКЕЛЯ | 2009 |
|
RU2441088C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ, СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ И ДЕТАЛЬ ТУРБОМАШИНЫ | 2007 |
|
RU2433197C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ИЗДЕЛИЯ | 2013 |
|
RU2566117C2 |

