Изобретение относится к цилиндрической фрезе, укомплектованной неперетачиваемыми режущими пластинами, в частности твердосплавными режущими пластинами с покрытием.
Цилиндрические фрезы, используемые для обработки лент или листов из цветных металлов, известны уже давно.
В DE 20204478 U1 описана цилиндрическая фреза, на которой выполнены пазы в форме спирали, в которых друг за другом расположены спиральные ножи (ножи из инструментальной стали) с как бы сплошными режущими кромками, которые удерживаются посредством шпонок и винтов.
Для улучшения рентабельности процесса фрезерования, в DE 29913164 U1, известном по игольчатым фрезам, описывается использование твердосплавных неперетачиваемых режущих пластин для цилиндрических фрез. Предпочтительным является то, что не требуется переточка режущих пластин на относительно дорогих заточных станках и улучшается использование за счет поворота режущих пластин, то есть могут быть использованы от 4 до 8 режущих кромок пластины.
В обоих типах цилиндрических фрез режущие кромки в форме спирали располагаются по всей длине по периметру фрезы. Кроме того, режущие кромки имеют угол наклона (к примеру, 10°) относительно оси вращения. Такое наклонное расположение способствует более плавному врезанию, а тем самым уменьшению динамического нагружения цилиндрической фрезы, а тем самым всей машины в целом. Также за счет этого снижается колебательный импульс в процессе фрезерования.
За счет наклонного расположения режущих кромок фрезеровальное усилие создает, однако, и силовую компоненту в аксиальном направлении. Она нагружает упорный подшипник цилиндрической фрезы и приводит к возникновению поперечных усилий в обрабатываемой плоской заготовке или ленте, которые должны восприниматься боковыми направляющими. Особенно в начале ленты или в конце ленты, где боковая направляющая действует не перед или за фрезой, поперечное усилие также отрицательным образом воздействует на ход ленты. Это встречается особенно при применении более широких лент, при более высоком съеме или при более жестких материалах.
Задача изобретения состоит в создании цилиндрической фрезы, с помощью которой значительно сокращаются аксиальные силовые воздействия на фрезу или же на обрабатываемый материал.
Указанная задача решается в соответствии с изобретением посредством цилиндрической фрезы, цилиндрический корпус которой снабжен проходящими по его длине, на расстоянии друг от друга и под углом к продольной оси пазами, в которых расположены неперетачиваемые режущие пластины, в частности твердосплавные режущие пластины с покрытием, посредством того, что пазы, а тем самым режущие кромки неперетачиваемых режущих пластин, частично ориентированы под различным углом, причем углы выбраны таким образом, что возникающие в процессе фрезерования на одном участке аксиальные усилия нейтрализуются возникающими на смежном участке аксиальными усилиями, или эти усилия являются небольшими.
В качестве альтернативы предлагается цилиндрическая фреза, цилиндрический корпус которой снабжен проходящими по его длине, на расстоянии друг от друга и под углом к продольной оси пазами, в которых расположены неперетачиваемые режущие пластины, в частности твердосплавные режущие пластины с покрытием, при этом неперетачиваемые пластины располагаются в пазах попеременно таким образом, что вызываемое в процессе фрезерования одной неперетачиваемой режущей пластиной аксиальное усилие нейтрализуется посредством аксиального усилия, вызванного смежной неперетачиваемой режущей пластиной.
В общем и целом данный эффект может быть математически выражен следующим уравнением:
где,
i = индекс режущей кромки
n = количество режущих кромок по длине фрезы
Li = длина режущей кромки i
αi = угол наклона режущей кромки i
Угол наклона α (к примеру, ориентация режущей кромки) может быть при этом положительным или отрицательным и меняться по длине фрезы.
В соответствии с вариантом осуществления изобретения пазы или ориентация режущих кромок является зеркально симметричной относительно плоскости, проходящей перпендикулярно к цилиндрическому корпусу.
Цилиндрический корпус может состоять также из аксиально установленных в ряд друг за другом дисков, удерживаемых вместе посредством зажимных элементов, причем тогда пазы соответственно двух смежных дисков, а тем самым режущие кромки, ориентированы зеркально симметрично относительно плоскости раздела между дисками.
Наконец возможно, чтобы несколько неперетачиваемых режущих пластин блоком были соединены соответственно на одной обойме, и отдельные обоймы с закрепленными на них дисками с различной ориентацией были закреплены на цилиндрическом корпусе. При этом ориентация производится тогда точно так же, как было описано ранее для отдельных неперетачиваемых режущих пластин.
Сумма произведений длины режущих кромок и углов наклона всех режущих кромок цилиндрической фрезы должна быть равна нулю.
Определенное небольшое аксиальное усилие может достигаться посредством того, что выбирается несколько иная установка режущих кромок в положительном, по сравнению с отрицательным, направлении, или количество режущих кромок с положительным наклоном немного больше количества режущих кромок с отрицательным наклоном.
Ориентация режущих кромок неперетачиваемых режущих пластин на виде спереди на цилиндрических фрезах может иметь форму стрелки или изогнутую форму по выпуклой или по вогнутой линии или по зигзагообразной линии.
Изобретение относится, таким образом, к цилиндрической фрезе, которая укомплектована неперетачиваемыми режущими пластинами, в частности твердосплавными режущими пластинами с покрытием. При этом, по сравнению с уровнем техники, неперетачиваемые режущие пластины ориентированы таким образом, что в процессе фрезерования не возникают или же возникают в любом случае минимальные или определяемые как небольшие аксиальные усилия, которые воздействовали бы на фрезеровальный валик или на обрабатываемый материал.
Для лучшего пояснения изобретение описывается далее с учетом чертежей, на который показано:
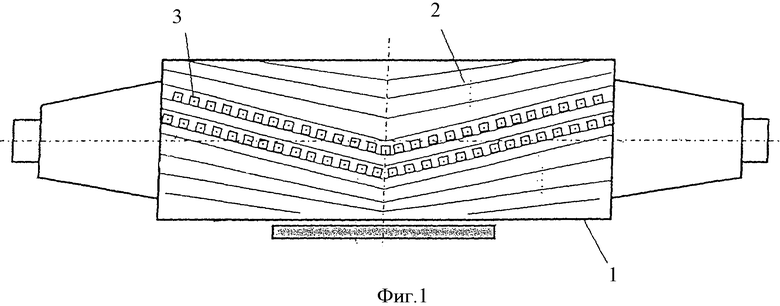
фиг.1 цилиндрическая фреза с расположением неперетачиваемых режущих пластин в соответствии с изобретением, схематично;
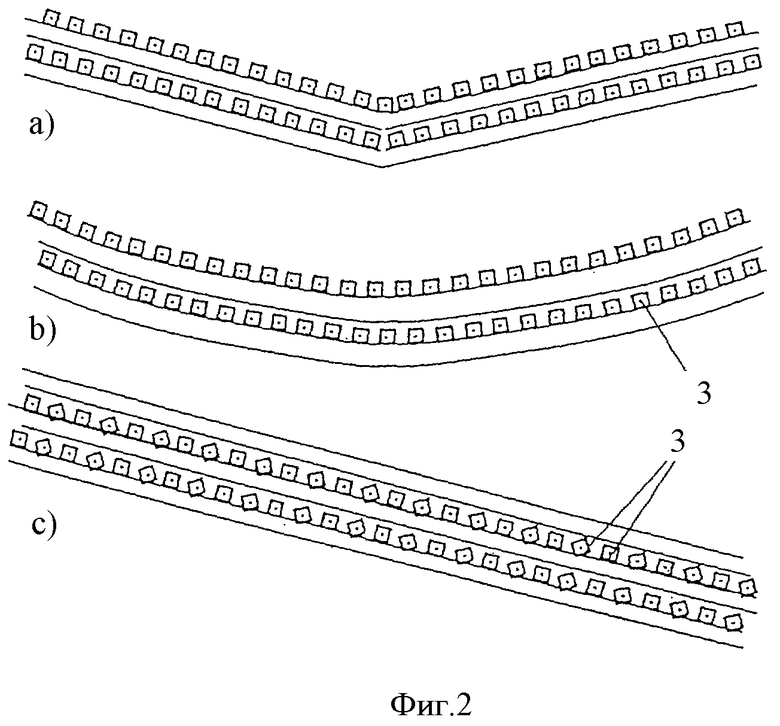
фиг.2 три различных примера расположения неперетачиваемых режущих пластин;
фиг.3 дискообразная конструкция цилиндрической фрезы;
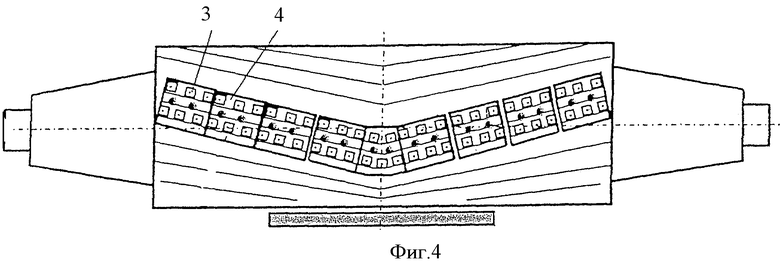
фиг.4 измененный вариант осуществления согласно фиг.1;
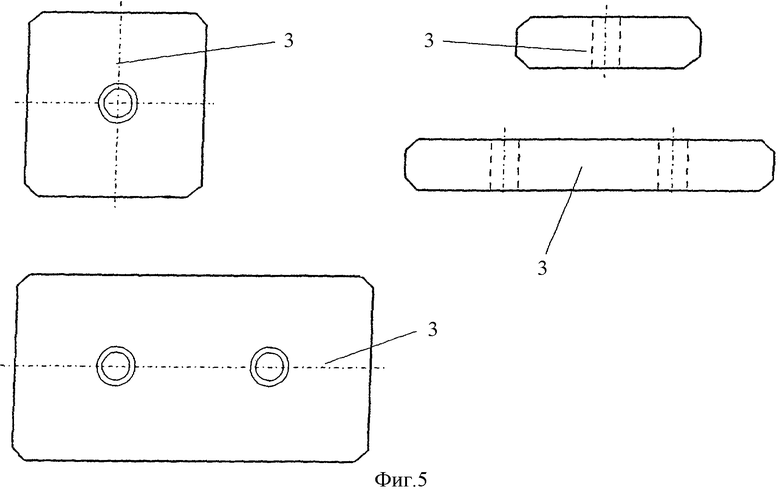
фиг.5 различные варианты осуществления режущих кромок.
В соответствии с вариантом осуществления изобретения, который представлен на фиг.1, цилиндрическая фреза состоит из цилиндрического корпуса 1, с выбранными в форме спирали соответственно для обеих половинок цилиндра по всему периметру цилиндра пазами 2, в которых закреплены неперетачиваемые режущие пластины 3. Детали закрепления и установки цилиндра и проч. не изображены, так как в данном случае они не являются обязательными для понимания сути изобретения. Режущие кромки неперетачиваемых режущих пластин расположены или ориентированы в данном случае как бы в форме стрелки. За счет симметричного расположения, то есть установки режущих кромок как влево, так и вправо аксиальные силовые компоненты компенсируются, так что аксиальное усилие является минимальным (в особом случае = 0). Направляющие ленты внутри фрезерного станка могут быть выполнены, таким образом, более просто - занимая меньше конструктивного пространства, и нагружаются меньше. Далее в данном варианте осуществления изобретения стружки вылетают несколько в сторону, что способствует удалению стружки с поверхности. Далее представлен пологий разрез при наклонном, смещенном расположении режущих кромок.
Альтернативные варианты расположения и ориентации режущих кромок представлены на фиг.2. При этом пример а) соответствует варианту осуществления с фиг.1 и служит в данном случае лишь для понимания варианта осуществления b). В варианте осуществления b) расположение режущих кромок выполнено на виде спереди альтернативно дугообразно.
В зависимости от желаемого поведения стружки в процессе вылета расположение режущих пластин в соответствии с вариантами а) и b) может иметь вогнутую или выпуклую форму, то есть режущие кромки одного ряда, к примеру в центре фрезы, первыми входят в зону фрезерования или, при другом направлении изгиба, входят в зону фрезерования последними. Стружка отлетает тогда, в зависимости от формы расположения, наружу к кромке плоской заготовки или вовнутрь к центру плоской заготовки.
Вариант с) соответствует известным согласно вышеописанному уровню техники вариантам осуществления касательно расположения режущих пластин. Каждая вторая твердосплавная режущая кромка ориентирована, однако, иным образом.
В представленном на фиг.3 варианте осуществления цилиндрической фрезы цилиндрический корпус состоит из отдельных режущих кромок, у которых попеременно изменено направление наклона.
Следующую предпочтительную конструктивную форму цилиндрической фрезы можно увидеть на фиг.4. Здесь твердосплавные неперетачиваемые режущие пластины блоками соединены в обоймы 4 (кассеты). Эти обоймы также смонтированы на основном корпусе таким образом, что направление режущих кромок, как уже было изложено ранее, имеет, к примеру, форму стрелки.
В примерах осуществления изобретения представлен детальный эскиз, соответственно, двух рядов режущих кромок. Таким образом, можно увидеть наложение за счет смещенного расположения режущих кромок. Несколько двойных рядов таким же образом расположены по всему периметру.
Упомянутые конструктивные формы (цилиндрическая фреза из одной детали; цилиндрическая фреза, составленная из дисков; цилиндрическая фреза с обоймами режущих кромок) могут быть выполнены в комбинации с различными вариантами расположения режущих кромок.
Для уточнения на фиг.5 представлены варианты выполнения неперетачиваемых режущих пластин, которые могут быть использованы. Предусмотрено как радиальное, так и тангенциальное расположение режущих пластин для цилиндрической фрезы. Пластины могут быть выполнены квадратными или прямоугольными, предпочтительно с переломом кромки. В предпочтительном варианте используются твердосплавные режущие пластины (неперетачиваемые пластины) с покрытием.
Как уже было изложено ранее, все конструктивные формы нацелены на то, чтобы за счет описанного расположения режущих кромок и ориентации режущих кромок конструктивно минимально удерживать в аксиальном направлении возникающие в процессе фрезерования усилия фрезерования и одновременно обеспечивать мягкое погружение режущей кромки в деталь (плоскую заготовку). В качестве альтернативы для получения аксиального усилия = 0, также может задаваться определенное небольшое аксиальное усилие и направление аксиального усилия. Это осуществляется предпочтительным образом посредством того, что незначительно изменяется установка режущих кромок, которые указывают в одну сторону по отношению к наклону в другую сторону, или в качестве альтернативы количество режущих кромок с отрицательным наклоном делается немного больше, чем количество режущих кромок с положительным наклоном.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКИХ ПАЗОВ В МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЯХ И ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2133657C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ПОДНУТРЕННЫХ ПАЗОВ РЕЖУЩИМ ИНСТРУМЕНТОМ | 1997 |
|
RU2175592C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ | 2007 |
|
RU2393940C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЗАГОТОВКИ РЕЗАНИЕМ | 2018 |
|
RU2737689C1 |
| ОХВАТЫВАЮЩИЙ ЗЕНКЕРНЫЙ ИНСТРУМЕНТ И СПОСОБ ВЫПОЛНЕНИЯ ДУГООБРАЗНЫХ ПАЗОВ | 1997 |
|
RU2189297C2 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ФРЕЗЫ | 1991 |
|
RU2010682C1 |
| УСОВЕРШЕНСТВОВАННАЯ РЕЖУЩАЯ ПЛАСТИНА ФРЕЗЫ | 1994 |
|
RU2121909C1 |
| Сборная червячная фреза | 2017 |
|
RU2680122C1 |
| Сборная червячная фреза с групповой схемой резания | 2019 |
|
RU2720011C1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ФРЕЗЫ | 1993 |
|
RU2070482C1 |
Фреза содержит цилиндрический корпус, имеющий проходящие по его длине на расстоянии друг от друга и под углом к продольной оси пазы, в которых расположены неперетачиваемые режущие пластины, в частности твердосплавные режущие пластины с покрытием. Для уменьшения аксиальных усилий на фрезу или на обрабатываемый материал цилиндрический корпус состоит из аксиально установленных в ряд друг за другом дисков, удерживаемых вместе посредством зажимных элементов. При этом пазы двух смежных дисков и соответственно режущие кромки ориентированы зеркально симметрично относительно плоскости раздела между дисками, причем углы выбраны так, что возникающие в процессе фрезерования на одном диске аксиальные усилия нейтрализуются возникающими на смежном диске аксиальными усилиями или определяются как небольшие. 2 з.п. ф-лы, 5 ил.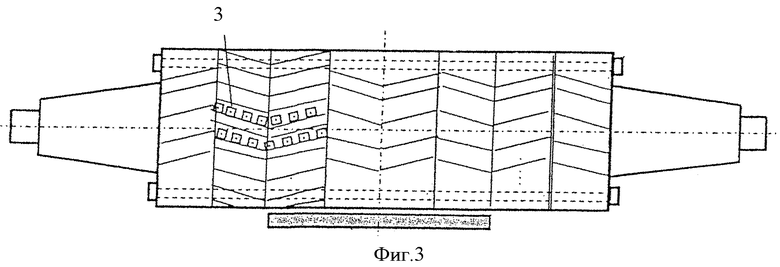
1. Цилиндрическая фреза, содержащая цилиндрический корпус, имеющий проходящие по его длине на расстоянии друг от друга и под углом к продольной оси пазы, в которых расположены неперетачиваемые режущие пластины, в частности твердосплавные режущие пластины с покрытием, причем цилиндрический корпус состоит из аксиально установленных в ряд друг за другом дисков, удерживаемых вместе посредством зажимных элементов, при этом пазы двух смежных дисков и соответственно режущие кромки ориентированы зеркально симметрично относительно плоскости раздела между дисками, причем углы выбраны так, что возникающие в процессе фрезерования на одном диске аксиальные усилия нейтрализуются возникающими на смежном диске аксиальными усилиями или определяются как небольшие.
2. Цилиндрическая фреза по п.1, отличающаяся тем, что сумма произведений длины режущих кромок и углов наклона всех режущих кромок фрезы равна нулю.
3. Цилиндрическая фреза по п.1 или 2, отличающаяся тем, что определенное небольшое аксиальное усилие достигнуто посредством того, что выбрана несколько иная установка режущих кромок в положительном, по сравнению с отрицательным, направлении, или количество режущих кромок с положительным наклоном немного больше количества режущих кромок с отрицательным наклоном.
| US 6116305 А, 12.09.2000 | |||
| Концевая фреза | 1979 |
|
SU874278A1 |
| Сборная фреза | 1991 |
|
SU1780943A1 |
| ДИСКОВАЯ ФРЕЗА | 1990 |
|
RU2023548C1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Боровский Г.В | |||
| и др | |||
| Справочник инструментальщика | |||
| - М.: Машиностроение, 2005, с.35, 37, 56, 58. | |||

