Изобретение относится к фильерному нетканому материалу из полиолефиновых нитей с титром нити < 1,6 дтекс. Фильерный нетканый материал отличается особыми механическими свойствами.
Кроме того, изобретение относится к получению ламината с использованием фильерного нетканого материала по изобретению, а также к применению фильерного нетканого материала и к применению ламината, полученного с использованием такого фильерного нетканого материала.
Нетканые материалы являются плоскими текстильными образованиями, которые можно получать различными путями. Наряду с мокрым способом и сухим способом получения нетканого материала различают формование волокна из расплава и аэродинамический способ формования (технология Meltblown). Обе эти технологии - формование из расплава и Meltblown - имеют то преимущество, что гранулят полимерного материала можно на соответствующей установке сразу перевести в готовые плоские образования. На этом основана сравнительно высокая производительность этих установок при получении нетканых материалов.
При формовании из расплава полимерные гранулы расплавляют в экструдере, выдавливают через отверстия, так называемые фильерные отверстия, прядильного устройства и после охлаждения вытягивают пневматически или механически. Процессом вытягивания устанавливается окончательная прочность нитей. Нити, после вытягивания свободно укладывающиеся на подвижную приемную ленту, химически или термически упрочняются в области соприкасающихся точек пересечения с получением так называемых переплетений. При этом с усилением упрочнения снижается эластичность так образованного нетканого материала, а его жесткость на изгиб повышается. Несколько одинаковых или разных лежащих друг на друге слоев фильерного нетканого материала могут упрочняться термически, например, каландрированием, с получением композиционного материала (ламината).
При аэродинамическом способе формования (Meltblown) производительность ниже, чем при формовании из расплава. К этому надо добавить, что нетканые материалы, полученные технологией Meltblown, имеют более низкую допустимую механическую нагрузку, чем полученные формованием из расплава. Правда, нетканые материалы, полученные методом Meltblown, отличаются очень хорошими барьерными свойствами.
Поэтому целью экономичного производства нетканых материалов является замена или, при получении ламината, уменьшение доли нетканых материалов, полученных по технологии Meltblown, на такие нетканые материалы, которые в идеале получают полностью формованием из расплава.
Свойства фильерного нетканого материала исчерпывающе описываются поверхностной и объемной плотностью, а также механическими свойствами, как, например, максимальное растягивающее усилие и удлинение при максимальном растягивающем усилии, и, кроме того, барьерными свойствами, как, например, водонепроницаемость и воздухопроницаемость.
Поверхностная плотность фильерного нетканого материала дает его массу в зависимости от площади в г/м2, а объемная плотность фильерного нетканого материала соответствует частному от деления поверхностной плотности на толщину материала. Таким образом, уменьшение поверхностной плотности фильерного нетканого материала достигается либо уменьшением объемной плотности материала, либо уменьшением толщины материала. Правда, обычно и то, и другое при сохранении всех других производственных параметров ведет к проблемам с механическими свойствами, а также с барьерными свойствами фильерного нетканого материала.
Однако уменьшение поверхностной плотности является центральным параметром для улучшения продукта, так как это в существенной степени определяет удобство продуктов, полученных из нетканого материала, при носке. Так, в случае детских подгузников, продуктов от недержания и продуктов женской гигиены следует констатировать постоянную тенденцию к облегчению веса фильерных нетканых материалов. Напротив, воздухопроницаемость снижается с увеличением толщины нетканого материала. Это как раз те продукты, которые требуют одновременно обеспечения механических и барьерных свойств, а также пониженной поверхностной плотности. Разумеется, поверхностная плотность, механические и барьерные свойства фильерного нетканого материала зависят от различных параметров. Решающим параметром, который определяет все названные величины, является титр нити. Титр пряжи или нити задается как масса, отнесенная к длине, и описывает ее тонкость. При этом высокая тонина пряжи означает малое отношение масса/длина. Тонину пряжи измеряют в тексах (текс), причем 1 текс равен 1 грамму на 1000 м, соответственно один децитекс (дтекс) означает 1 грамм на 10000 м.
Малой толщины нетканого материала в принципе можно достичь применением нитей с низким титром, так как более тонкие нити, при остающейся неизменной полной производительности и одновременно при неизменной скорости ленты конвейера при укладке для образования холста, благодаря их меньшему диаметру дают слой материала меньшей толщины при, как правило, более высокой объемной плотности.
При применении традиционных технологий формования из расплава (US 3692618, US 5032329, US 5814349, WO03038174 или WO02063087) более тонкие нити создают тем, что снижают пропускание полимера (в граммах полимера в минуту через одно отверстие). Однако такой прием связан с уменьшением продуктивности установки в целом и поэтому нежелателен с точки зрения производительности. Напротив, повышение суммарной производительности при сохранении других технологических параметров, как правило, приводит к утолщению нитей и, тем самым, к повышению титра нити. Однако повышение титра нитей нежелательно с точки зрения цели, поставленной перед настоящим изобретением, которая состоит в получении облегченного фильерного нетканого материала.
Если, согласно DE 10360845 A1, для получения нитей, образующих облегченные фильерные нетканые материалы, применяется прядильное устройство с прядильной пластиной, которая имеет заметно повышенное число отверстий на метр прядильной пластины, то хотя пропускание полимера (в граммах на единицу времени через одно отверстие) снижается, полная производительность остается в целом неизменной. В то же время получают более тонкие нити, которые позволяют получить более легкие фильерные нетканые материалы.
Общая проблема известных из уровня техники фильерных нетканых материалов низкого веса состоит, как уже упоминалось, в низкой механической стабильности. Прежде всего такие фильерные нетканые материалы легко рвутся в направлении перпендикулярно машине и имеют низкую стабильность размеров. В случае документа WO99/32699, который описывает фильерный нетканый материал с поверхностной плотностью около 13,6 г/м2, этот недостаток преодолевается при дополнительных затратах на усиленное скрепление и создание особого рисунка гравировочных валков при термоскреплении.
Из уровня техники известны также многослойные нетканые материалы (ламинаты), у которых наружные слои состоят из сформованных из расплава укладок фильерного нетканого материала, причем по меньшей мере один из внутренних слоев образован из очень тонких волокон, которые предпочтительно получены по технологии Meltblown. Низкая допустимая механическая нагрузка укладок, созданных по технологии Meltblown, неизбежно требует наружных слоев из фильерного нетканого материала, полученного формованием из расплава, чтобы придать нетканому материалу в целом хорошую допустимую механическую нагрузку. Таким образом, до сих пор получение фильерных нетканых материалов с наилучшей возможной комбинацией барьерных и механических свойств гарантировалось только получением таких ламинатов.
Кроме того, из уровня техники известны также фильерные нетканые материалы, которые можно получить только формованием из расплава, причем применяются нити с низким титром. Так, документ US 5 885909 раскрывает нетканый материал, образованный из полиолефиновых волокон с титром нити всего 0,33 дтекс, который отличается улучшенными барьерными свойствами и является "дышащим". Однако при толщине нетканого материала 0,33 мм и объемной плотности 0,1336 г/см3 поверхностная плотность все же сравнительно высока, ≥ 44,1 г/м2.
Альтернативный способ получения облегченных фильерных нетканых материалов из олефиновых полимеров описан в US 2004/0070101. Нити, получаемые экструзией, имеют структуру "острова в море", причем матричный полимер имеет другие растворные свойства, чем изолированный полимер, и после получения нетканого материала удаляется из него растворением.
По этой причине задача изобретения состоит в получении облегченных фильерных нетканых материалов, произведенных формованием из расплава, с улучшенными механическими свойствами. При этом улучшение механических свойств должно также положительно влиять на барьерные свойства (изоляционные свойства). Кроме того, получение фильерного нетканого материала должно проходить при гарантии производительности без снижения полной продуктивности.
Кроме того, задача изобретения состоит в разработке облегченного по сравнению с другими неткаными материалами (ламинатами) ламината с улучшенными механическими свойствами и одновременно с улучшенными барьерными свойствами.
Для решения этой задачи используется полиолефиновая нить с титром < 1,6 дтекс, которая при применении технологии формования прядения из расплава дает фильерный нетканый материал, который отличается:
- поверхностной плотностью ≤ 20 г/м2 и
- объемной плотностью ≥ 0,06 г/см3, а также
- максимальным растягивающим усилием:
- от 10 до 62 Н в направлении машины и
- от 5 до 35 Н поперек направления машины.
Центральная идея изобретения основана в первую очередь на общих знаниях, что механические свойства нетканого материала зависят, прежде всего, от титра нити, т.е. тонины используемых нитей. Так, между нитями с большей тониной (т.е. меньшим титром) после укладки нитей образуется большее число точек пересечения при условии, что другие параметры получения нетканого материала по существу неизменны. Благодаря этому после химического или термического упрочнения нетканого материала имеется большее число мест переплетений. По этой причине механические свойства нетканых материалов, содержащих нити с меньшим титром, улучшаются. Однако правило, что более тонкие нити позволяют получить нетканые материалы с всегда улучшающимися механическими свойствами, справедливо с ограничениями.
Создатели нетканого материала согласно изобретению обнаружили, что именно нити с титром самое большее 1,6 дтекс, в частности в интервале от 1,6 дтекс до 1,0 дтекс, позволяют получить нетканые материалы с поверхностной плотностью всего 4-20 г/м2, в частности 4,0-12 г/м2, и одновременно их механические свойства являются оптимальными. Хотя из-за увеличивающейся объемной плотности нетканого материала с повышением тонины нитей увеличивается также поверхностная плотность нетканого материала, тем не менее, по-видимому, существует диапазон титров нити, в котором механические или барьерные свойства улучшаются сверхпропорционально в сравнении с поверхностной плотностью.
Фильерный нетканый материал по изобретению является легким и одновременно имеет улучшенные механические свойства. При этом, несмотря на легкость, улучшены также барьерные свойства фильерного нетканого материала. "Облегченный" в рамках изобретения означает, что нетканый материал имеет поверхностную плотность от 4 до 20 г/м2. Особенностью является то, что нетканые материалы по изобретению, несмотря на низкую поверхностную плотность, отличаются механическими свойствами, которые превосходят традиционные нетканые материалы со сравнимыми поверхностными плотностями.
Далее более подробно будут пояснены предпочтительные формы осуществления изобретения.
В одной форме осуществления фильерный нетканый материал имеет объемную плотность в интервале от 0,06 до 0,084 г/см3. Верхняя граница объемной плотности в 0,084 г/см3 относится к фильерным нетканым материалам, поверхностная плотность которых в рамках этой предусмотренной для поверхностной плотности верхней границы соответствует примерно 20 г/м2. Нижняя граница воздухопроницаемости для этих фильерных нетканых материалов составляет 3100 л/(м2×с), а верхняя граница 8400 л/(м2×с). Напротив, водонепроницаемость является сравнительно высокой; высота водяного столба может составлять до 17 см.
В одной предпочтительной форме осуществления фильерный нетканый материал имеет поверхностную плотность максимум 12 г/м2. У фильерных нетканых материалов с поверхностной плотностью в интервале от 4 до 12 г/м2, которые отличаются особой однородностью и легкостью, объемная плотность составляет максимум 0,073 г/см3. Так как объемная плотность и воздухопроницаемость находятся в обратной зависимости друг от друга, нижняя граница воздухопроницаемости у фильерных нетканых материалов в этой облегченной форме осуществления, 3900 л/(м2×с), заметно выше. Соответственно меньше и воднепроницаемость, с высотой водяного столба максимум 11 см.
Равным образом верхние границы максимального растягивающего усилия у фильерных нетканых материалов с поверхностной плотностью в диапазоне от 4 до 12 г/м2 заметно меньше, чем у материалов с поверхностной плотностью выше 12 г/м2. Для фильерных нетканых материалов с поверхностной плотностью до 20 г/м2 максимальное растягивающее усилие может составлять до 62 Н в направлении машины (MD) и до 35 Н поперек направления машины (CD). Напротив, для фильерных нетканых материалов с поверхностной плотностью ниже 12 г/м2 максимальное растягивающее усилие в направлении машины (MD) составляет максимум 32 Н и поперек направления машины (CD) максимум 20 Н.
Удлинение при максимальном растягивающем усилии для нетканых фильерных материалов с поверхностной плотностью до 12 г/м2 составляет до 75% в направлении машины и до 75% поперек направлению машины.
В одной особенно предпочтительной форме осуществления фильерный нетканый материал имеет объемную плотность 0,06-0,07 г/см3, его воздухопроницаемость составляет от 3900 до 8300 л/м2×с и высота водяного столба от 7 до 11 см. Из-за низкой объемной плотности фильерного нетканого материала нижняя граница его измеренной воздухопроницаемости составляет 3900 л/м2×с, что лежит заметно выше, чем соответствующая нижняя граница воздухопроницаемости для фильерного нетканого материала с объемной плотностью в интервале от 0,06 до 0,084 г/см3. Напротив, измеренные значения высоты водяного столба (7-11 см) в особенно предпочтительном фильерном нетканом материале с пониженной объемной плотностью находятся в более узком диапазоне, чем для фильерного нетканого материала, имеющего объемную плотность в интервале от 0,06 до 0,084 г/см3, для которого измеренная высота водяного столба составляет от 5 до 17 см.
Особенно предпочтительны нити с титром в интервале от 1 до 1,3 дтекс. Нити такой тонины позволяют получить фильерные нетканые материалы с поверхностной плотностью менее 20 г/м2.
Для получения таких нитей и тем самым для получения нетканого материала по изобретению подходят прежде всего полиолефиновые полимеры и сополимерные смеси из них. "Полимеры" являются макромолекулярными веществами, которые могут быть образованы из простых молекул (мономеров) путем полимеризации, поликонденсации или полиприсоединения. Класс полиолефинов охватывает, наряду с прочими, полиэтилен (HDPE, LDPE, LLDPE, VLDPE; ULDPE, UHMW-PE), полипропилен (ПП), поли(1-бутен), полиизобутилен, поли(1-пентен), поли(4-метилпент-1-ен), полибутадиен, полиизопрен, а также различные олефиновые сополимеры. Помимо этого, к полиолефинам относятся также гетерофазные смеси. Так, например, могут применяться полиолефины, в частности полипропилен или полиэтилен, привитые полимеры или сополимеры полиолефинов и α,β-ненасыщенных карбоновых кислот или ангидридов карбоновых кислот.
Однако особые качества полиолефинов не исключают применения сложного полиэфира, поликарбоната, полисульфона, полифениленсульфида, полистирола, полиамидов или их смесей.
Перечень исходных полимеров в обоих случаях не является окончательным. Таким образом, для применения при получении фильерных нетканых материалов не исключаются также любые другие известные специалисту полимеры, из которых можно формовать волокна из расплава.
Особенно подходят для получения нетканых материалов по изобретению полиэтилен и полипропилен, а также олефиновые сополимеры или их смеси. Само собой разумеется, что уже применяющийся полиэтилен может быть смесью различных полиэтиленов. Это же справедливо для применяющегося полипропилена.
Полипропилен, полученный на металлоценовых катализаторах (m-PP), имеет гомогенное молекулярно-весовое распределение полимерных звеньев. Это может объяснить, почему m-PP и при сильно повышенных производительностях все еще дает нити низкого диаметра.
Перед экструдированием предусматривается добавлять в полимер наполнители или пигменты. В принципе годятся все без исключения известные специалисту и подходящие для предусматриваемого применения нетканого материала наполнители или пигменты. Исключительно из соображений цены особенно выгодным наполнителем является карбонат кальция. Также в качестве наполнителя подходит и предусматривается для получения нетканого материала по изобретению и диоксид титана (TiO2).
В одной особенно предпочтительной форме осуществления нити имеют содержание наполнителя больше 5 масс.%. Средний размер (D50) частиц наполнителя составляет предпочтительно от 2 мкм до 6 мкм, причем верхний размер (D98) частиц ≤ 10 мкм.
Упрочнение фильерных нетканых материалов можно осуществить всеми известными специалисту способами. Предпочтительно упрочнение проводится химическим или термическим путем. При термическом упрочнении каландрированием толщина нетканого материала в области мест тиснения уменьшается.
Толщина упрочненных фильерных нетканых материалов находится в интервале от 115 до 296 мкм. При этом толщина нетканого материала с нитями, полученными на прядильном устройстве с 5000 отверстий/м (при ширине прядильной балки 150 мм), находится в интервале от примерно 130 до примерно 296 мкм. Толщина нетканого материала для нитей, полученных на прядильном устройстве с 7000 отверстий/м (при ширине прядильной балки 150 мм), составляет от примерно 115 до примерно 266 мкм. Это показывает, что более тонкие нити в соответствии с тенденцией приводят к меньшей толщине нетканого материала.
Предусматривается, что фильерный нетканый материал по изобретению образует слой в ламинате, состоящем из по меньшей мере двух слоев фильерных нетканых материалов. Второй или следующие слои могут, в соответствии с потребностями применения, иметь похожие или заметно отличающиеся свойства, чем имеет фильерный нетканый материал согласно изобретению. Только благодаря своей легкости нетканый материал по изобретению подходит для множества комбинаций. При этом допустимо также, чтобы один или несколько слоев ламината были получены по технологии Meltblown.
Рамками изобретения охватываются также разнообразные возможности применения фильерного нетканого материала. В качестве наиболее важных возможностей применения нетканых материалов по изобретению предусматривается получение подкладочных материалов, предметов личной гигиены (пеленки, женские гигиенические прокладки, косметические тампоны), протирочных салфеток и салфеток для обметания пыли, а также для газовых и жидкостных фильтров, повязок на раны, раневых компрессов. Также возможно получение изоляционных материалов, звукоизолирующих нетканых материалов и гидроизоляционных слоев для кровли. Также возможно применение в качестве геотекстиля. Геотекстили используются, например, при укреплении запруд, в области озеленения крыш, как слой для перекрытия свалок для разделения слоев почвы и насыпных материалов, или в качестве промежуточного слоя под щебеночное основание дорожного покрытия. Равным образом нетканые материалы могут с пользой применяться в сельском хозяйстве, а также в садоводстве как покрытие.
Далее изобретение поясняется более подробно на примерах посредством фиг.1-7. Однако указанные примеры должны только пояснять особенности изобретения, но не ограничивать его.
Показано:
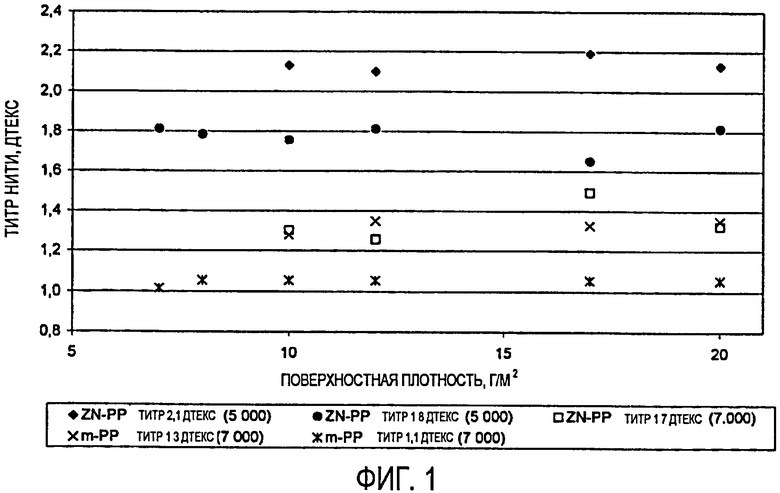
Фиг.1 показывает тонину волокна (титр нити), измеренную на фильерных нетканых материалах с разной поверхностной плотностью.
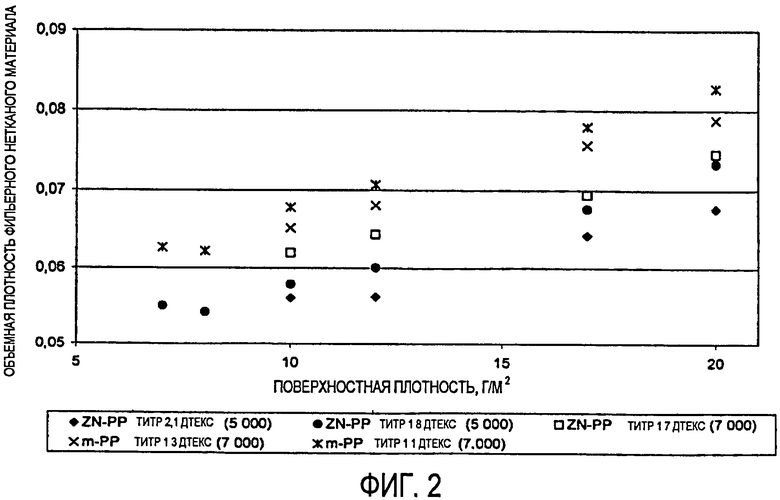
Фиг.2 показывает плотность разных фильерных нетканых материалов в зависимости от поверхностной плотности.
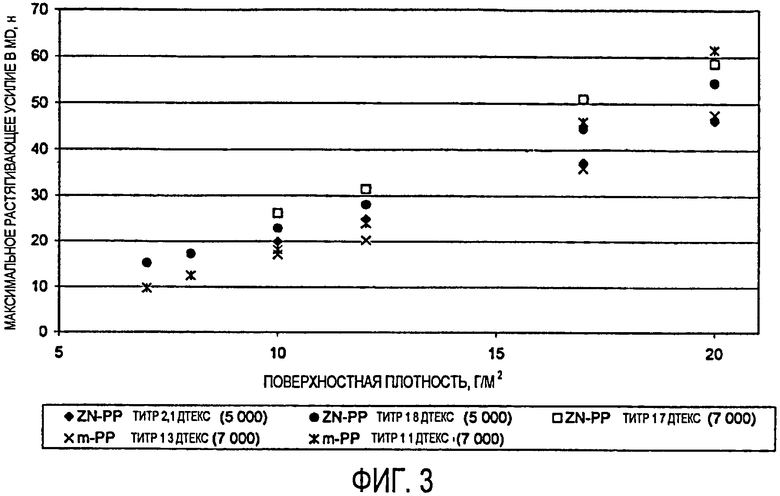
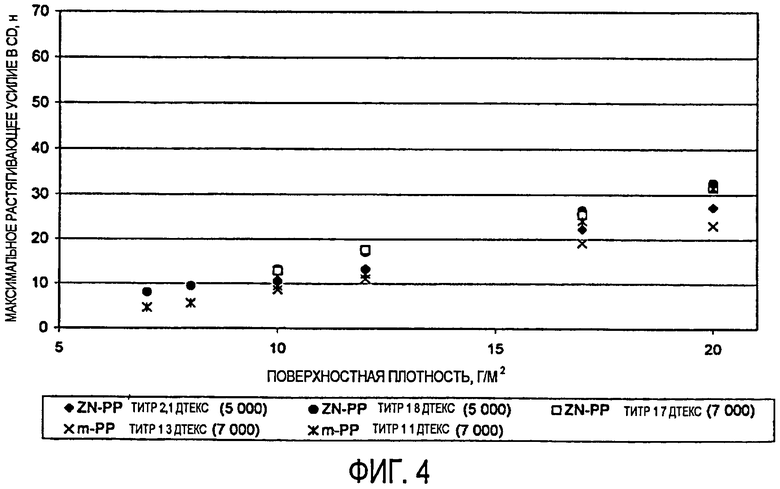
Фиг.3 и фиг.4 показывают максимальное растягивающее усилие для фильерных нетканых материалов с разной поверхностной плотностью, изображенное для направления машины (MD) и поперечного направления (CD).
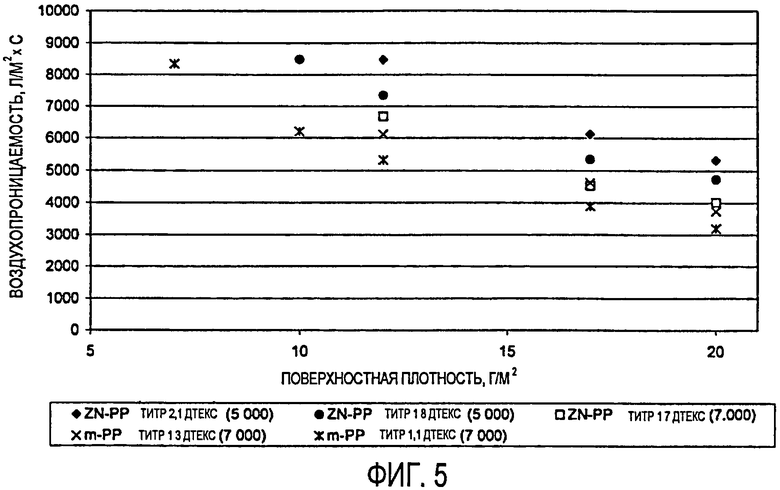
Фиг.5 показывает воздухопроницаемость, измеренную у фильерных нетканых материалов с разной поверхностной плотностью.
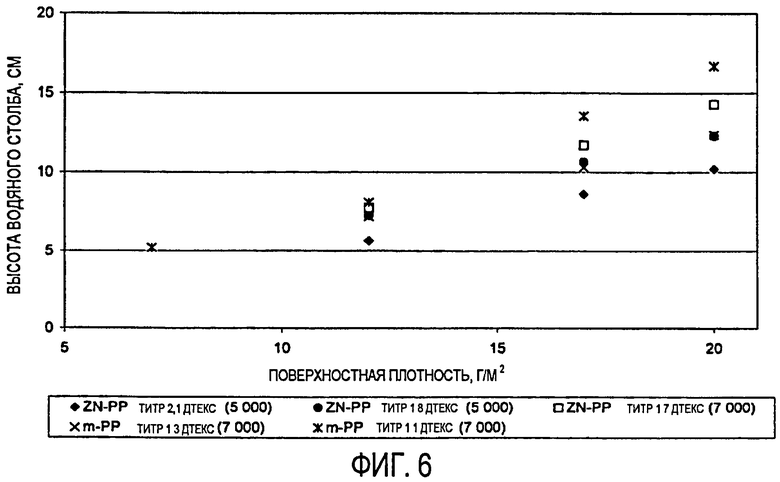
Фиг.6 показывает высоту водяного столба для фильерных нетканых материалов с разной поверхностной плотностью.
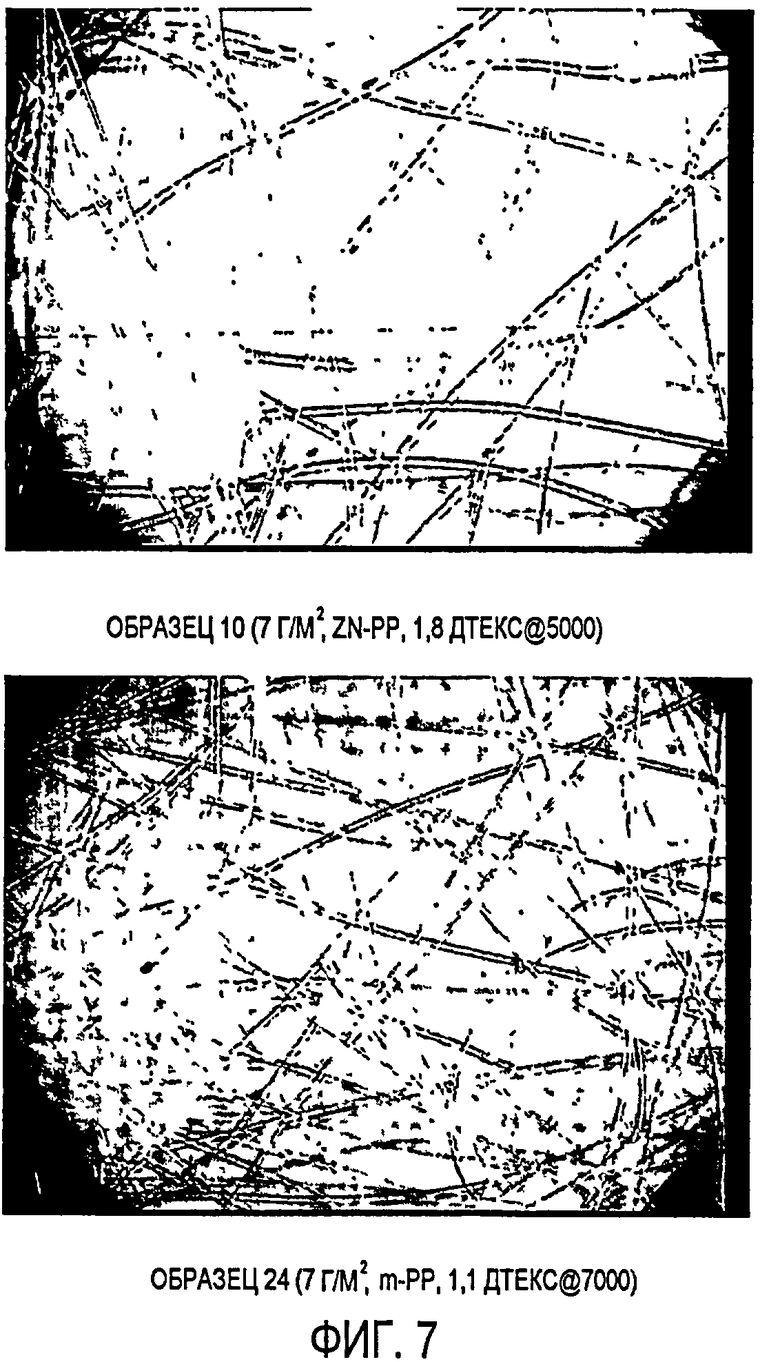
Фиг.7 показывает полученные на оптическом микроскопе снимки облегченных фильерных нетканых материалов.
Пояснение символов на иллюстрациях:
Указано полное число отверстий на метр прядильной пластины, причем ширина снабженной отверстиями поверхности прядильной балки составляет 150 мм.
Пример 1
Из полученного на катализаторе Циглера-Натта полипропилена (Moplen HP560R; производитель Basell), далее обозначенного ZN-PP, формованием из расплава получали фильерные нетканые материалы с разной поверхностной плотностью. Титр нитей, образующих фильерный нетканый материал, был установлен на 1,3 дтекс, 1,8 дтекс и 2,1 дтекс.
Соответствующие фильерные нетканые материалы были обозначены как "образец 1" - "образец 14". Состав, условия процесса и характерные свойства фильерных нетканых материалов, полученных их ZN-PP, показаны в таблице 1.
Получение фильерных нетканых материалов проводилось на обычной установке для получения фильерных нетканых материалов "Reicofil 3" так, что применялись:
a. обычное прядильное устройство с 5000 фильерными отверстиями на метр прядильной пластины, шириной снабженной фильерными отверстиями поверхности прядильной балки 150 мм ("образцы 1-10"), а также
b. измененное прядильное устройство, содержащее прядильную пластину с повышенным числом фильерных отверстий на единицу площади прядильной пластины (7000 фильерных отверстий на метр прядильной пластины) и шириной снабженной фильерными отверстиями поверхности прядильной балки 150 мм ("образцы 11-14").
Пример 2
Для сравнения на этом измененном прядильном устройстве с повышенным числом фильерных отверстий на метр прядильной пластины (7000 фильерных отверстий на метр, шириной снабженной фильерными отверстиями поверхности прядильной балки 150 мм), получали также фильерные нетканые материалы с разной поверхностной плотностью из полипропилена, полученного металлоценовым катализом (Metocene HM562S; производитель: Basell), далее обозначаемого как m-PP. Титр нитей, образующих фильерные нетканые материалы, устанавливали на 1,3 дтекс и 1,1 дтекс.
Полученные таким путем фильерные нетканые материалы обозначены как "образец 15" - "образец 24". Состав, условия процесса и характерные свойства полученных из m-PP фильерных нетканых материалов, а также ламината из двух слоев фильерных нетканых материалов показаны в таблице 2.
Поверхностная плотность полученных однослойных фильерных нетканых материалов варьировалась от 7 г/м2 до 20 г/м2.
Дальнейшего добавления добавок в расплав или пигментов, как, например, диоксида титана, здесь не проводилось, хотя это охватывается рамками изобретения.
Пример 3
Получение "образца 25" фильерного нетканого материала проводилось на установке для получения нетканых материалов "Reicofil 3" тем, что формировали ламинат, у которого на одном технологическом этапе соединяли две укладки фильерных нетканых материалов. Для этого выбирали конфигурацию, при которой для получения первого слоя (a) использовалось традиционное прядильное устройство (прядильная пластина с 5000 фильерных отверстий на метр; ширина снабженной фильерными отверстиями поверхности прядильной балки 150 мм), а для получения укладки второго фильерного нетканого материала (b) использовалось измененное прядильное устройство с повышенным числом фильерных отверстий на единицу поверхности прядильной пластины (7000 фильерных отверстий на метр прядильной пластины; ширина снабженной фильерными отверстиями поверхности прядильной балки 150 мм). Полную производительность установки выбирали так, чтобы у обоих прядильных устройств (a) и (b) достигалась одинаковая пропускная способность. Из-за разной конфигурации обоих прядильных устройств (a) и (b) это означает, что пропускание через фильерные отверстия прядильного устройства (a) составляло около 0,63 гполимера/отверстие×мин (образец 25, 1-й слой), а для прядильного устройства (b) около 0,45 гполимера/отверстие×мин (образец 25, 2-й слой).
Процесс проводили так, чтобы в прядильном устройстве (a) обрабатывать ZN-PP (Moplen HP560R), а в прядильном устройстве (b) m-PP (Metocene HM562R). Так как пропускание обоих прядильных устройств выбирали примерно одинаковым, поверхностная плотность обоих слоев ламината равная, т.е. был получен ламинат, у которого поверхностная плотность отдельных слоев в каждом случае составляет 5 г/м2.
Далее следует пояснение данных, приведенных на чертежах.
Фиг.1 показывает, что фильерные нетканые материалы с разной поверхностной плотностью имеют очень однородную тонину нити (титр).
Фиг.2 показывает, что регулированием условий процесса можно существенно изменить объемную плотность фильерного нетканого материала, рассчитанную из измеренных значений поверхностной плотности и толщины фильерного нетканого материала. При этом рассчитанная плотность фильерного нетканого материала представлена как функция поверхностной плотности материала. Нити, полученные на прядильном устройстве с 7000 отверстиями/м, имеют титр от 1 до 1,3 дтекс. В частности, при применении этого прядильного устройства с повышенным числом отверстий (7000 фильерных отверстий на метр при ширине снабженной фильерными отверстиями поверхности прядильной балки 150 мм), как показано на фиг.2, объемная плотность фильерного нетканого материала существенно выше, чем при применении традиционных прядильных устройств (прядильная пластина с 5000 фильерных отверстий на метр при ширине снабженной фильерными отверстиями поверхности прядильной балки 150 мм). Повышение объемной плотности нетканого материала при применении прядильного устройства с повышенной плотностью отверстий объясняется более высокой тонкостью волокон.
На фиг.3 и 4 как пример механических свойств фильерных нетканых материалов представлено максимальное растягивающее усилие, измеренное на нетканых материалах с разной поверхностной плотностью в направлении машины (MD) (см. фиг.3) и поперек направления машины (CD) (см. фиг.4).
Оказывается, что независимо от использованного при получении прядильного устройства максимальное растягивающее усилие как в направлении машины, так и в поперечном направлении находится в узком диапазоне. Как правило, несколько более низкие по сравнению с ZN-PP значения максимального растягивающего усилия для фильерных нетканых материалов, полученных из m-PP, можно объяснить разницей молекул обоих полимеров. Индекс течения расплава, используемого ZN-PP, составляет 25 дг/мин, а для используемого m-PP - 30 дг/мин, что указывает на меньший молекулярный вес для m-PP.
Согласно фиг.5 из показанного на фиг.2 изменения объемной плотности фильерного нетканого материала следует заметное изменение воздухопроницаемости фильерных нетканых материалов. Данными, показанными на фиг.5 для воздухопроницаемости, можно наглядно объяснить влияние применения обоих прядильных устройств на получаемые на них фильерные нетканые материалы. Так, для облегченных фильерных нетканых материалов, которые были получены с применением прядильного устройства с повышенным числом фильерных отверстий на единицу поверхности прядильной пластины (7000 фильерных отверстий на метр; ширина снабженной фильерными отверстиями поверхности прядильной балки 150 мм), безусловно наблюдаются существенно более низкие значения воздухопроницаемости, чем измеренные для тех фильерных нетканых материалов, которые были получены с применением прядильного устройства с 5000 фильерных отверстий на метр и шириной снабженной фильерными отверстиями поверхности прядильной балки 150 мм.
Правда бросается в глаза, что фильерные нетканые материалы с поверхностной плотностью 12 г/м2 (образец 21: объемная плотность фильерного нетканого материала 0,071 г/см3, титр нити m-PP 1,1 дтекс, прядильная пластина с 7000 фильерных отверстий на метр), 17 г/м2 (образец 6: объемная плотность 0,068 г/см3, титр нити ZN-PP 1,8 дтекс, прядильная пластина с 5000 фильерных отверстий на метр), а также 20 г/м2 (образец 1: объемная плотность 0,068, титр нити ZN-PP 2,1 дтекс, прядильная пластина с 5000 фильерных отверстий на метр) имеют близкую по порядку величины воздухопроницаемость примерно 5320 л/м2×с.
Кроме того, фильерный нетканый материал с поверхностной плотностью 7 г/м2 и объемной плотностью 0,063 г/см3 (образец 24), который был получен из m-PP (титр нити 1,1 дтекс) на измененном прядильном устройстве с повышенным числом фильерных отверстий на единицу поверхности прядильной пластины (7000 фильерных отверстий на метр), имеет примерно такую же воздухопроницаемость (8,350 л/м2), что и фильерный нетканый материал с поверхностной плотностью 10 г/м2 и объемной плотностью 0,058 г/см3 (образец 8), который получен из ZN-PP (титр нити 1,8 дтекс) с прядильной пластиной с 5000 фильерными отверстиями на метр, или же фильерный нетканый материал с поверхностной плотностью 12 г/м2 и объемной плотностью 0,056 г/см3 (образец 3), который был получен из ZN-PP (титр нити 2,1 дтекс) на традиционном прядильном устройстве с 5000 фильерных отверстий на метр.
В результате это означает, что нетканый материал, полученный из более тонких нитей, хотя и имеет меньшую воздухопроницаемость из-за более высокой объемной плотности, но одновременно может быть заметно легче. Кроме того, при более точном рассмотрении хода кривой бросается в глаза, что снижение воздухопроницаемости с увеличением поверхностной плотности идет нелинейно, т.е. с увеличением поверхностной плотности разница между воздухопроницаемостями традиционного и облегченного нетканых материалов становится меньше.
На фиг.6 показана высота водяного столба как функция поверхностной плотности фильерного нетканого материала.
На фиг.7 показаны два полученных на оптическом микроскопе снимка двух фильерных нетканых материалов с поверхностной плотностью примерно 7 г/м2. Образец 10 (смотри таблицу 1) имеет поверхностную плотность 7 г/м2. Нити, полученные из ZN-PP при применении прядильного устройства с 5000 отверстий на метр прядильной пластины, имеют титр 1,8 дтекс. Образец показан в десятикратном увеличении. Образец 24 (смотри таблицу 2) имеет поверхностную плотность 7 г/м2. Нити, полученные из m-PP при применении прядильного устройства с 7000 отверстиями на метр прядильной пластины, имеют титр всего 1,1 дтекс. Образец показан в десятикратном увеличении. Снимки подтверждают полученные измерениями плотности фильерного нетканого материала - вывод, что образец 24 имеет более высокую объемную плотность.
У облегченных фильерных нетканых материалов согласно изобретению при условии, что
a) нити, образующие фильерный нетканый материал, формировались с применением измененного прядильного устройства с повышенным числом фильерных отверстий на единицу площади прядильной пластины,
b) титр нитей, образующих фильерные нетканые материалы, является как можно более низким, а также
c) фильерные нетканые материалы имеют повышенную объемную плотность, и
d) для получения фильерных нетканых материалов предпочтительно используется м-ПП,
наблюдается наилучшая возможная комбинация механических и барьерных свойств.
Методы
Для установления свойств фильерного нетканого материала по изобретению привлекались следующие методы:
Титр нити /поверхностная плотность/ толщина нетканого материала/ объемная плотность фильерного нетканого материала
Определение титра нити проводилось с помощью микроскопа. Пересчет измеренного титра нити (в микронах) в децитексы осуществлялся по следующей формуле (плотность ПП = 0,91 г/см3):

Определение поверхностной плотности (удельного веса) фильерного нетканого материала проводилось согласно стандарту DIN EN 29073-1 на образцах для испытания размером 10×10 см.
Толщину фильерного нетканого материала измеряли как расстояние между двумя плоскопараллельными измерительными поверхностями, между которыми находился фильерный нетканый материал при заданном измерительном давлении. Метод реализовывали аналогично стандарту DIN EN ISO 9073-2, причем использовали вес укладки 125 г, измерительную поверхность 25 см2 и измерительное давление 5 г/см2.
Объемная плотность фильерного нетканого материала рассчитывалась из поверхностной плотности и толщины материала.
Воздухопроницаемость
Измерение воздухопроницаемости фильерного нетканого материала проводилось согласно стандарту DIN EN ISO 9237. Площадь измерительной головки составляла 20 см2, прикладывалось испытательное давление 200 Па.
Водяной столб
Определение высоты водяного столба осуществлялось, следуя стандарту DIN EN 20811. Градиент испытательного давления равен 10 мбар/мин. В качестве меры плотности воды указывается давление воды в мбар, соответственно в см водяного столба, при котором вода сначала выходит в третьем месте измеряемого образца.
Механические свойства
Механические свойства фильерных нетканых материалов определяли согласно DIN EN 29073-3. Зажимная длина 100 мм, ширина образца 50 мм, подача 200 мм/мин. "Максимальное растягивающее усилие" представляет собой максимальную силу, достигаемую при прохождении кривой зависимости нагрузка - удлинение, "максимальное удлинение при растяжении" есть растяжение, соответствующее максимальному растягивающему усилию на кривой нагрузка - удлинение.
Предназначено для использования в производстве нетканых материалов, в частности фильерных нетканых материалов. Фильерный нетканый материал из полиолефиновых нитей с титром нити от 1 до 1,3 дтекс, причем полиолефиновые нити получены из металлоценового полипропилена (m-РР). Фильерный нетканый материал подвергнут термическому упрочнению, имеет поверхностную плотность от 4 до 12 г/м2 и объемную плотность в диапазоне от 0,06 до 0,073 г/см3, а также максимальное растягивающее усилие от 9,5 до 62 Н в направлении машины и от 4,5 до 35 Н поперек направления машины, воздухопроницаемость от 3900 до 8350 л/(м2×с) и водяной столб от 7 до 11 см. Предлагается также ламинат, образованный по меньшей мере из двух слоев нетканых материалов, причем по меньшей мере один слой состоит из облегченного указанного выше фильерного материала. Применяют фильерный нетканый материал и ламинат при изготовлении предметов личной гигиены, салфеток, фильтров, раневых повязок, средств для укрывания в полеводстве и овощеводстве. Обеспечивается улучшение механических и барьерных свойств. 4 н. и 4 з.п. ф-лы, 7 ил., 2 табл.
1. Фильерный нетканый материал из полиолефиновых нитей с титром нити от 1 до 1,3 дтекс, причем
- полиолефиновые нити получены из металлоценового полипропилена (m-РР), причем
- фильерный нетканый материал подвергнут термическому упрочнению, причем фильерный нетканый материал имеет
- поверхностную плотность от 4 до 12 г/м2 и
- объемную плотность в диапазоне от 0,06 до 0,073 г/см3, а также
- максимальное растягивающее усилие
- от 9,5 до 62 н в направлении машины и
- от 4,5 до 35 н поперек направления машины,
- воздухопроницаемость от 3900 до 8350 л/(м2·с) и
- водяной столб от 7 до 11 см.
2. Фильерный нетканый материал по п.1, отличающийся тем, что фильерный нетканый материал при объемной плотности от 0,06 до 0,073 г/см3 имеет максимальное растягивающее усилие
- от 10 до 32 н в направлении машины и
- от 5 до 20 н поперек направления машины.
3. Фильерный нетканый материал по п.1, отличающийся тем, что он имеет удлинение при максимальном растягивающем усилии
- от 20 до 75% в направлении машины и
- от 20 до 75% поперек направления машины.
4. Фильерный нетканый материал по п.1, отличающийся тем, что толщина нетканого материала составляет от примерно 115 до примерно 296 мкм.
5. Фильерный нетканый материал по п.1, отличающийся тем, что образованные в процессе формования волокна из расплава и уложенные в холст нити упрочнены термическим и/или химическим способом.
6. Ламинат, образованный, по меньшей мере, из двух слоев фильерных нетканых материалов, причем, по меньшей мере, один слой состоит из облегченного фильерного нетканого материала по одному из пп.1-5.
7. Применение фильерного нетканого материала по одному из пп.1-5 для получения
- предметов личной гигиены,
- салфеток для удаления пыли, кухонных полотенец, протирочных салфеток,
- фильтров, например, для газов, аэрозолей и жидкостей,
- раневых повязок, компрессов на рану,
- изоляционных материалов, звукоизолирующих нетканых материалов,
- прокладок,
- гидроизоляционных слоев для кровли,
- геотекстиля или
- средств для укрывания в полеводстве и овощеводстве.
8. Применение ламината по п.6 для получения
- предметов личной гигиены,
- салфеток для удаления пыли, кухонных полотенец, протирочных салфеток,
- фильтров, например, для газов, аэрозолей и жидкостей,
- раневых повязок, компрессов на рану,
- изоляционных материалов, звукоизолирующих нетканых материалов,
- прокладок,
- гидроизоляционных слоев для кровли,
- геотекстиля или
- средств для укрывания в полеводстве и овощеводстве.
| WO 00/44411 A1, 03.08.2000 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Облицовка комнатных печей | 1918 |
|
SU100A1 |

