Настоящее изобретение относится к способу получения нетканого полотна из фильерного нетканого материала с высокой упругостью, содержащей извитые многокомпонентные волокна. Кроме того, настоящее изобретение относится к нетканым полотнам, полученным с помощью такого способа.
Слои фильерного нетканого материала с высокой упругостью могут вносить вклад в создание нетканых материалов, имеющих высокую мягкость, как желательно для продуктов личной гигиены, таких как подгузники, гигиенические салфетки, и тому подобное. Нетканые материалы, содержащие слои фильерного нетканого материала с высокой упругостью на основе извитых волокон, известны в данной области.
Один из фильерых нетканых материалов с высокой упругостью описан в патенте США № 6454989 B1. Извитость волокон при этом достигается при использовании многокомпонентных волокон, где два компонента имеют различные скорости течения расплава. Другой фильерный нетканый материал с высокой упругостью описан в EP 2 343 406 B1. Извитость волокон при этом достигается при использовании многокомпонентных волокон, где два компонента имеют сходные скорости течения расплава и температуры плавления, но определенное различие в отношении распределений Z-средней и средневзвешенной молекулярной массы. Еще одна ткань из фильерного нетканого материала с высокой упругостью описана в EP 1 369 518 B1. Извитость волокон при этом достигается при использовании многокомпонентных волокон, где один из компонентов представляет собой гомополимер, а другой компонент представляет собой сополимер.
Ни один из нетканых материалов известных из литературы не является полностью удовлетворительным с точки зрения свойств упругости, мягкости и свойств при разрыве. Целью настоящего изобретения является создание способа получения фильерных нетканых материалов с высокой упругостью, которые являются более удовлетворительными с точки зрения этих свойств.
На фоне предыдущего уровня техники настоящее изобретение относится к способу изготовления нетканого полотна из фильерного нетканого материала с высокой упругостью, содержащего извитые многокомпонентные волокна, способ включает непрерывное прядение волокон, направление волокон на прядильный конвейер посредством дефлекторов и/или потоков воздуха, выкладку волокон на прядильный конвейер и предварительную консолидацию волокон после выкладки с использованием одного или нескольких валков для предварительной консолидации с формированием предварительно консолидированного полотна, где первый компонент волокон содержит гомополимер PP, а второй компонент волокон содержит сополимер PP/PE, и где валки для предварительной консолидации работают при температуре ниже 110°C и/или при линейном контактном усилии меньше 5 Н/мм.
Как гомополимер PP, так и сополимер PP/PE являются термопластичными. В одном из вариантов осуществления, гомополимер PP и сополимер PP/PE, соответственно, представляют собой единственные полимеры, содержащиеся в первом и втором компоненте, соответственно. Первый и второй компонент, соответственно, могут состоять из гомополимера PP и сополимера PP/PE, соответственно, и, необязательно, из неполимерных добавок.
В одном из вариантов осуществления, гомополимер PP и/или PP компонент сополимера PP/PE может содержать смесь нескольких полимеров на основе PP.
Волокна предпочтительно представляют собой спирально извитые и/или бесконечные волокна.
Ткань, изготовленная с помощью способа по настоящему изобретению, при том, что она является очень мягкой на ощупь, подобно ткани из микрофлиса, и в то же время, имеет высокие свойства при разрыве. Считается, что добавление сополимера PE/PP устраняет нежелательное ощущение сухости или хлопковой ткани.
В одном из вариантов осуществления, валки для предварительной консолидации работают при температуре 50-100°C, предпочтительно, 60-80°C и/или при линейном контактном усилии 1-4 Н/мм, предпочтительно, 2-3 Н/мм. Линейное контактное усилие 1-2,5 Н/мм также может быть предпочтительным. Температура 20-<110°C, 40-90°C или 55-75°C также может быть предпочтительной.
В одном из вариантов осуществления, содержание происходящих от этилена повторяющихся звеньев в сополимере PP/PE составляет 1-10% масс, предпочтительно, 2-6% масс, а более предпочтительно, 3-5% масс. Содержание >0-5% масс также может быть предпочтительным.
В одном из вариантов осуществления, сополимер PP/PE представляет собой статистический сополимер.
В одном из вариантов осуществления, гомополимер PP является изотактическим.
В одном из вариантов осуществления, скорости течения расплава и/или полидисперсности гомополимера PP и сополимера PP/PE отличаются меньше чем на 30%, меньше чем на 25% или меньше чем на 20%. С точки зрения абсолютных значений MFR (скорости течения расплава), гомополимер PP и/или сополимер PP/PE могут находиться в пределах от 20 до 40 или от 25 до 35, например, примерно при 25, 30 или 35 г/10 мин.
В одном из вариантов осуществления, температуры плавления (TM) гомополимера PP и сополимера PP/PE отличаются на 5°C или 10°C или больше и/или они отличаются на 20°C или меньше. Различие TM (температур плавления) может находиться в пределах 5-20°C. С точки зрения абсолютных значений, например, гомополимер PP может демонстрировать температуру плавления в пределах 155-165°C или 159-163°C, а сополимер PP/PE может демонстрировать температуру плавления в пределах 140-148°C или 142-146°C. Температуры плавления могут определяться с использованием DSC (дифференциальной сканирующей калориметрии).
В одном из вариантов осуществления, волокна имеют плотность 1,2-3,0 денье.
В одном из вариантов осуществления, многокомпонентные волокна представляют собой двухкомпонентные волокна.
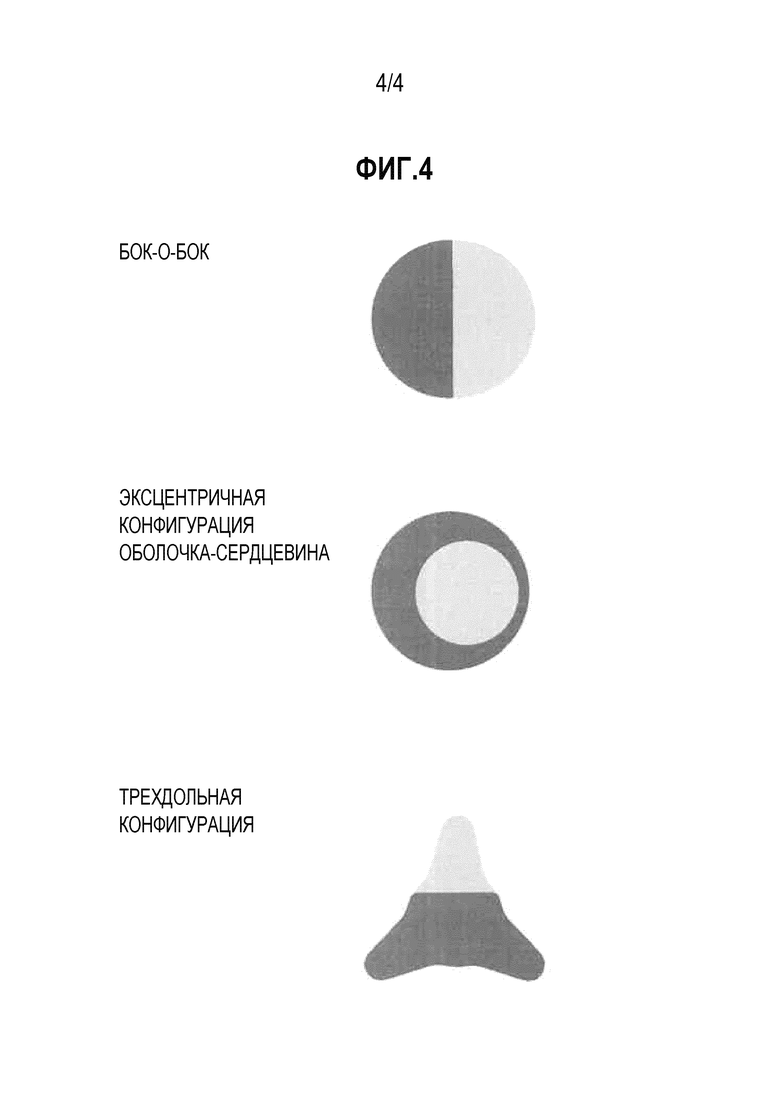
В одном из вариантов осуществления, многокомпонентные волокна имеют конфигурацию бок-о-бок. В альтернативном варианте осуществления, многокомпонентные волокна могут иметь (эксцентричную) конфигурацию оболочка-сердцевина или трехдольную конфигурацию.
В одном из вариантов осуществления, массовое отношение первого и второго компонента в многокомпонентных волокнах составляет 40/60-80/20, предпочтительно, 40/60-60/40.
В одном из вариантов осуществления, способ дополнительно включает связывание предварительно консолидированного полотна с использованием одного или нескольких каландрирующих валков, по меньшей мере, один из которых является рифленым. В одном из вариантов осуществления, структура связей, которые вводятся с помощью каландрирующих валков, содержит площадь связей 10-16% и/или плотность точек 20-45 точек/см2 и/или размер точек 0,35-0,55 мм2 на одну точку, чтобы оставить достаточно места для того, чтобы как можно больше извитых волокон выступали из структуры. В одном из вариантов осуществления, каландрирующие валки работают при температуре от 120 до 145°C.
В одном из вариантов осуществления, способ дополнительно включает связывание предварительно консолидированного полотна с использованием связывания со сквозной продувкой горячего воздуха. В одном из вариантов осуществления, воздух, используемый при связывании со сквозной продувкой горячего воздуха, имеет температуру от 120 до 145°C.
В одном из вариантов осуществления, способ использует гибридный процесс, где предварительно консолидированная ткань дополнительно активируется или связывается в способе окончательного связывания с помощью, по меньшей мере, двух технологий связывания, состоящих из способов связывания с помощью термовалков, ИК связывания и связывания со сквозной продувкой горячего воздуха в сочетании.
В одном из вариантов осуществления, способ по настоящему изобретению образует часть общего способа формирования слоистого нетканого материала, такого, например, как нетканый материал, полученный прядением из расплава, типа SMS, SHSSSH, SSSH или другого типа.
Общий процесс может включать дополнительные способы по настоящему изобретению формирования слоев фильерного нетканого материала с высокой упругостью, где каждый слой предварительно консолидируется с использованием валков для предварительной консолидации, работающих при описанной температуре и/или при описанном линейном контактном усилии. В одном из вариантов осуществления такого общего способа, связывание может осуществляться только после того как все слои выкладываются и предварительно консолидируются.
В одном из вариантов осуществления, общий процесс включает использование, по меньшей мере, одного слоя материала, полученного аэродинамическим распылением расплава (M), и/или, по меньшей мере, одного слоя фильерного нетканого материала со стандартной упругостью (SS), где эти дополнительные слои формируют нетканый ламинат, по меньшей мере, с одним слоем фильерного нетканого материала с высокой упругостью (SH), полученного с помощью способа по настоящему изобретению, предпочтительно, это нетканый ламинат типа SMS, типа SHSSSH или типа SSSH.
Термин ʹстандартный нетканый материалʹ используется в настоящем документе просто для названия соответствующего другого слоя фильерного нетканого материала, который будет иметь более низкий уровень упругости из-за традиционных неизвитых и обычно однокомпонентных волокон. Однако этот термин также является чисто качественным и не предполагает определенного максимального уровня упругости. Однако настоящее изобретение предполагает, что плотность слоя фильерного нетканого материала с высокой упругостью ниже, чем плотность слоя стандартного нетканого материала.
В одном из вариантов осуществления, дополнительный слой (слои) материала, полученного аэродинамическим распылением расплава, может (могут) формироваться на одной или на обеих поверхностях слоя SH. Поскольку извитые волокна слоев SH могут переплетаться с подложкой, например, на прядильном конвейере, при изготовлении ткани, нанесение покрытия из материала, полученного аэродинамическим распылением расплава, может улучшить свойства при высвобождении.
В одном из вариантов осуществления, ткань содержит, по меньшей мере, один слой материала, полученного аэродинамическим распылением расплава (M), заключенный, по меньшей мере, между одним слоем фильерного нетканого материала со стандартной упругостью (SS) и, по меньшей мере, одним слоем фильерного нетканого материала с высокой упругостью (SH). Такие возможные ламинаты типа SMS включают ламинаты SSMSH, SSMMSH, SSSSMSH, SSMSHSH, SSSSMMSH, SSMMSHSH, SSSSMMSHSH, и тому подобное.
Слои фильерных нетканых материалов со стандартной упругостью (SS) могут вносить вклад в улучшение механической стабильности ламината, например, в улучшение стабильности по отношению к разрыву и проколу. Слои материалов, полученных аэродинамическим распылением расплава (M), могут вносить вклад в улучшение барьерных свойств, что является желательным, например, для так называемых барьерных манжет подгузников для продуктов личной гигиены.
В настоящем варианте осуществления, настоящее изобретение предусматривает объединение хороших барьерных свойств с мягким и объемным текстильным характером нетканых материалов посредством объединения ʹтрадиционныхʹ фильерных нетканых материалов с фильерными неткаными материалами, содержащими извитые волокна, в соответствии с настоящим изобретением.
Разумеется, в одном из альтернативных вариантов осуществления, в каждом из рассмотренных выше ламинатов SMS, можно использовать другой SH вместо всех слоев (или каждого слоя) SS (SHMSH. и так далее). Другой слой SH может быть таким же, как первый слой SH, сформированный с помощью способа в соответствии с настоящим изобретением, или отличаться от него. Например, он может также формироваться с помощью способа в соответствии с настоящим изобретением, но с использованием других конфигураций волокон (один слой SH имеет конфигурацию бок-о-бок, а другой конфигурацию оболочка-сердцевина) или они могут формироваться с помощью любого известного способа получения слоев SH с высокой упругостью. Это является особенно интересным для продуктов, где желательным является высокий уровень незаметности.
В одном из вариантов осуществления, где способ по настоящему изобретению образует часть общего процесса формирования слоистого нетканого материала, этот слоистый материал может содержать, по меньшей мере, один слой фильерного нетканого материала со стандартной упругостью и, по меньшей мере, один слой фильерного нетканого материала с высокой упругостью, сформированный в соответствии с настоящим изобретением. Полученные в результате ткани могут принадлежать к общему типу SHSSSH (включая варианты, такие как SHSSSSSH, SHSSSHSH, SHSSSSSHSH и так далее). В настоящем варианте осуществления, получается сэндвич-структура, содержащая первый слой фильерного нетканого материала с высокой упругостью (SH) и центральный слой на основе фильерного нетканого материала со стандартной упругостью (SS), за которым следует другой слой фильерного нетканого материала с высокой упругостью слой (SH). Это должно приводить к получению структуры, где, по сравнению со структурой SHMSH, полученной прядением из расплава, центральный слой материала, полученного аэродинамическим распылением расплава (M), заменен слоем SS. Добавление слоя по существу неизвитого стандартного фильерного нетканого материала SS, заключенного между двумя или более слоями фильерного нетканого материала с высокой упругостью (SH), приводит к увеличению прочности и стабильности материала. В то же время, оба наружных слоя этих вариантов осуществления демонстрируют желательную высокую мягкость фильерного нетканого материала с высокой упругостью (SH).
Еще в одном варианте осуществления, полученные в результате ткани могут принадлежать к общему типу SHSS (включая такие варианты, как SSSH, SSSHSH, SSSSSHSH, и так далее). В настоящем варианте осуществления, получается слоистая структура, содержащая первый слой основы фильерного нетканого материала со стандартной упругостью (SS) и верхний слой фильерного нетканого материала с высокой упругостью слой (SH). Опять же, добавление слоя (слоев) по существу неизвитого фильерного нетканого материала со стандартной упругостью SS к слою (слоям) фильерного нетканого материала с высокой упругостью (SH) приводит к увеличению прочности и стабильности материала, в то время как верхний слой демонстрирует желаемую высокую мягкость.
На фоне описанного ранее предыдущего уровня техники, настоящее изобретение, кроме того, относится к нетканому материалу, полученному с помощью способа по настоящему изобретению. Ткань может иметь удельную прочность больше 20 Н·см3·г-2 и/или плотность меньше, чем 6·10-2 г·см-3.
Дополнительные детали и преимущества настоящего изобретения описываются со ссылками на фигуры и следующие далее рабочие примеры. Фигуры показывают:
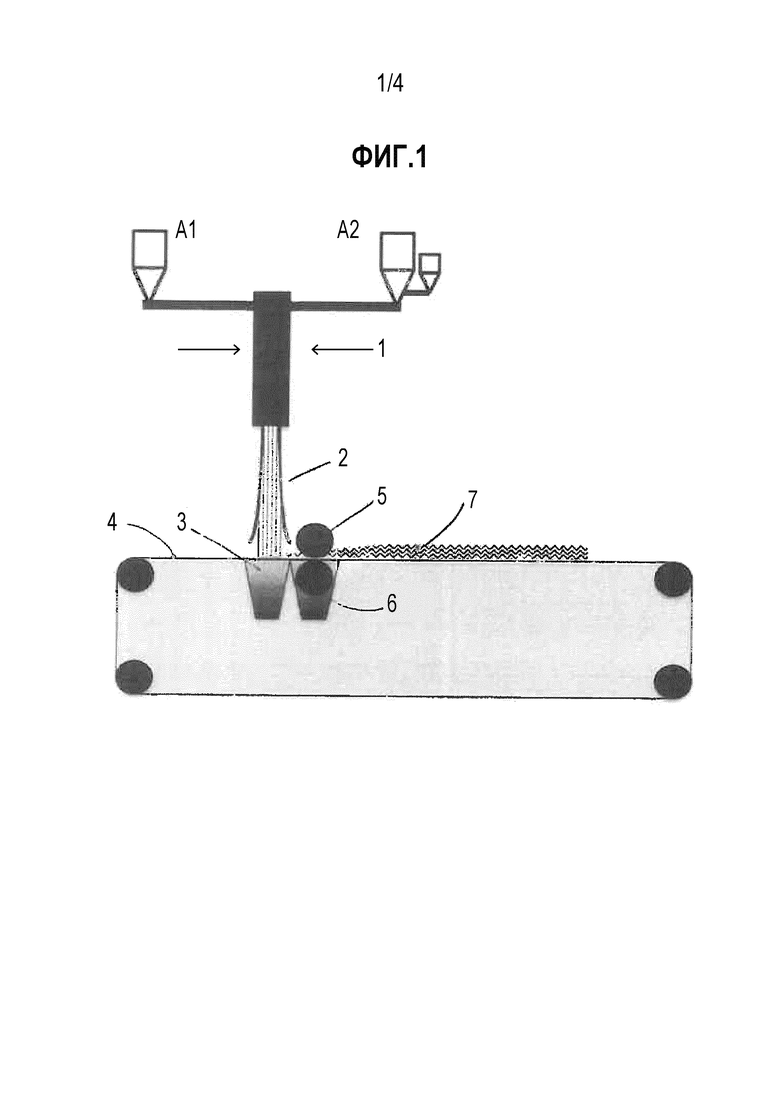
Фигура 1: технологическая линия для осуществления способа по настоящему изобретению (однонавойная);
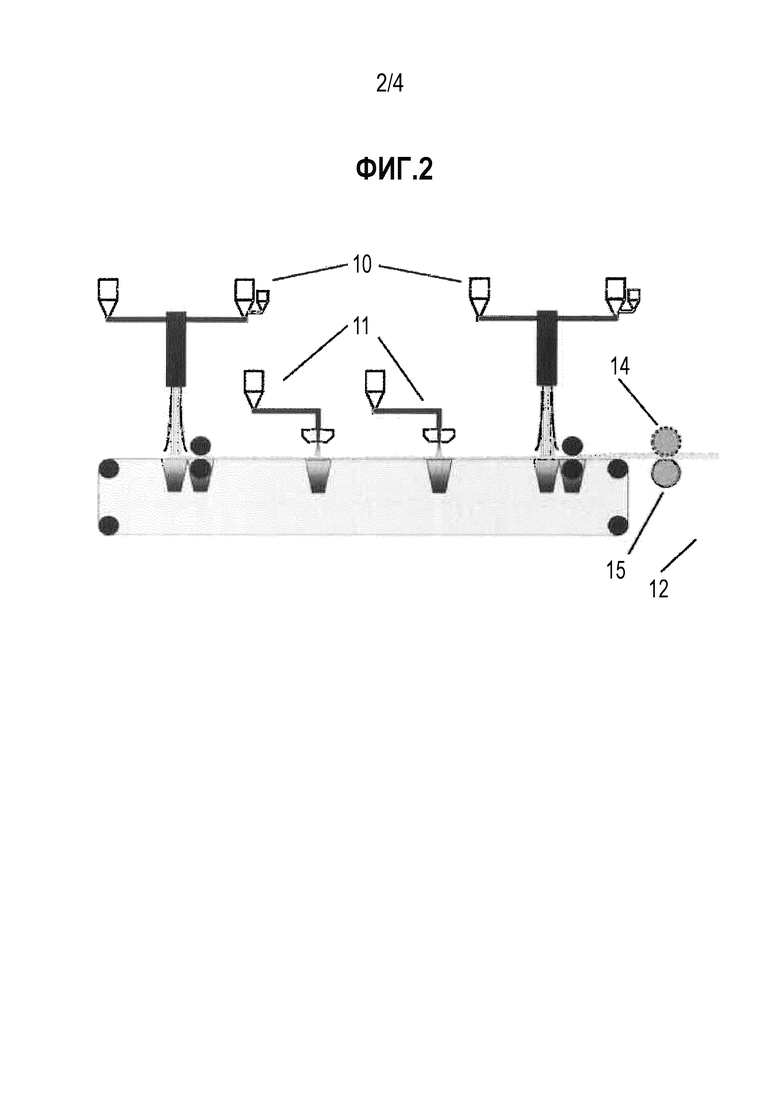
Фигура 2: другая технологическая линия для осуществления способа по настоящему изобретению (2 навоя для фильерного нетканого материала и 2 навоя для материала, полученного аэродинамическим распылением расплава);
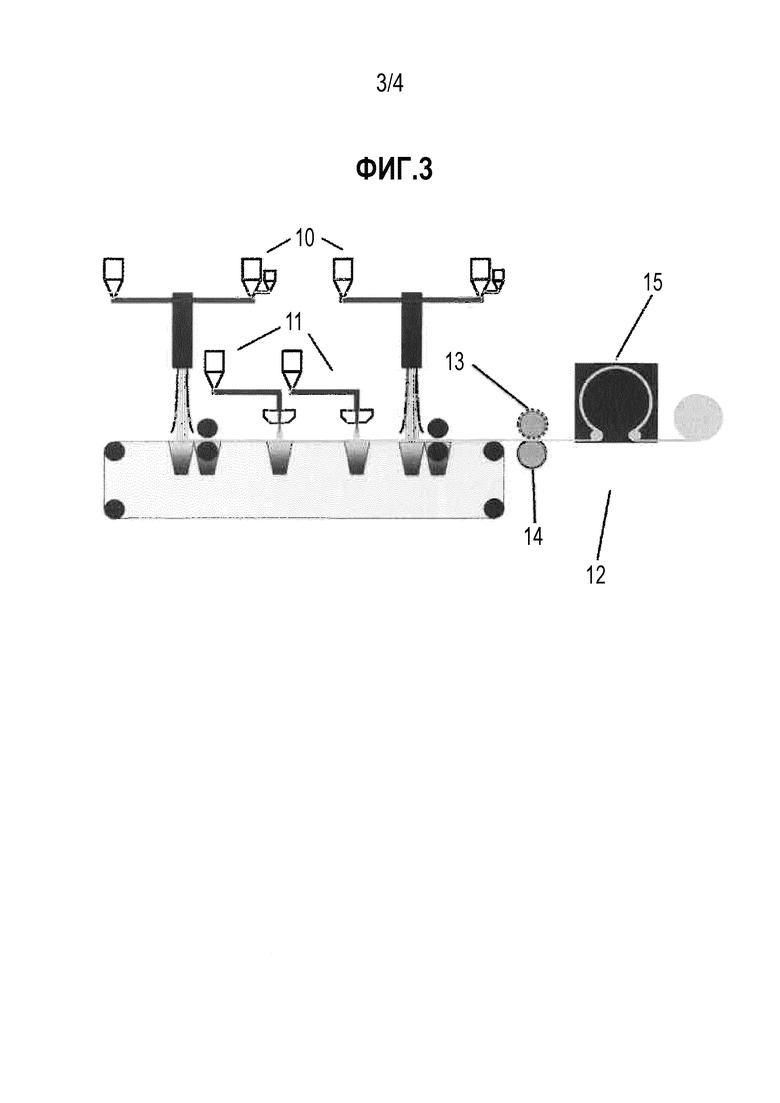
Фигура 3: технологическая линия на Фигуре 2, дополненная печью Omega для связывания сквозной продувкой горячего воздуха; и
Фигура 4: схематические конфигурации двухкомпонентного волокна: бок-о-бок, эксцентричная оболочка-сердцевина и трехдольная.
В рабочих примерах могут использоваться следующие термины и сокращения.
MFR: скорость течения расплава, как измерено в соответствии с ISO 1133, со значениями, показанными в г/10 мин, и при условиях, представляющих собой 230°C и 2,16 кг
MD: машинное направление
CD: поперечное направление
Денье: нить г/9000 м
Изменение толщины материала измеряют в соответствии с WSP.120.1 (R4), Option A.
Извитость: как правило, спирально извитые волокна
Образование шейки: тенденция материалов к усадке по ширине при экспонировании для определенного разрыва/усилия в MD
Плотность: г/см3 единицы массы на единицу объема
GSM: грамм на квадратный метр
TM: температура плавления в °C, как определено в соответствии с DSC (дифференциальная сканирующая калориметрия), метод ISO 11357-3
GPC: гель-проникающая хроматография
Удельная прочность: для получения удельной прочности в единицах H⋅см3/г2, масса на единицу площади берется в граммах
Величины средних молекулярных масс (Mz, Mw и Mn), распределения молекулярных масс (MWD) и его ширины, описываемой с помощью коэффициента полидисперсности, PDI=Mw/Mn (где Mn представляет собой среднечисленную молекулярную массу и Mw представляет собой средневзвешенную молекулярную массу), как используется в настоящем документе, должны пониматься как определяемые с помощью GPC в соответствии с ISO 16014-1:2003, ISO 16014-2:2003, ISO 16014-4:2003 и ASTM D 6474-12, с использованием следующих формул:
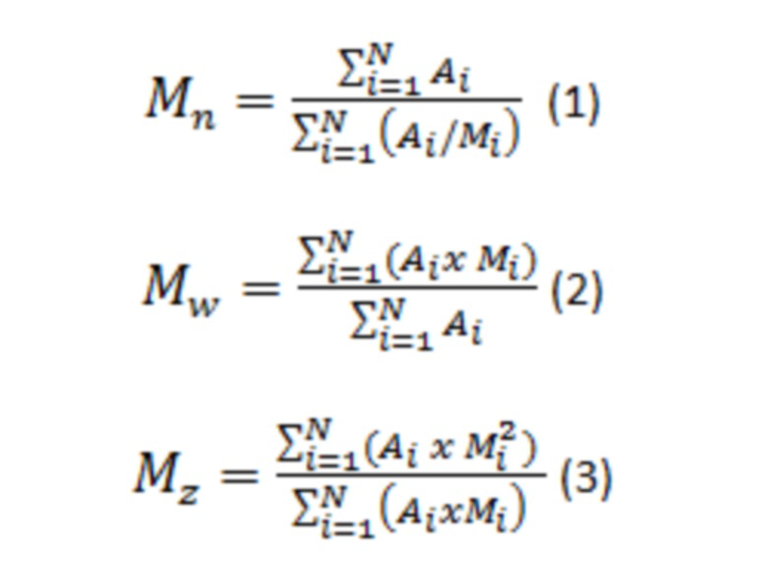
Для интервала с постоянным объемом элюирования ΔVi, где Ai и Mi представляют собой площадь интервала хроматографического пика и молекулярную массу полиолефина (MW), соответственно, связанные с объемом элюирования, Vi, где N равно количеству точек данных, получаемых из хроматограмм в пределах интегрирования.
Используется инструмент для высокотемпературной GPC, снабженный либо инфракрасным (ИК) детектором (IR4 или IR5 от PolymerChar (Valencia, Spain), либо дифференциальным рефрактометром (RI) от Agilent Technologies, снабженный колонками 3x Agilent-PLgel Olexis и 1x Agilent-PLgel Olexis Guard. В качестве растворителя и подвижной фазы используют 1,2,4-трихлорбензол (TCB), стабилизированный с помощью 250 мг/л 2,6-ди-трет-бутил-4-метилфенола). Хроматографическая система работает при 160°C и при постоянной скорости потока 1 мл/мин. За один анализ вводится 200 мкл раствора образца. Сбор данных осуществляют с использованием либо программного обеспечения Agilent Cirrus version 3.3, либо управляющего программного обеспечения PolymerChar GPC-IR.
Установку с колонками калибруют с использованием универсальной калибровки (в соответствии с ISO 16014-2:2003) с помощью 19 полистирольных (PS) стандартов с узким MWD в пределах от 0,5 кг/моль до 11500 кг/моль. PS стандарты растворяют при комнатной температуре в течение нескольких часов. Преобразование молекулярной массы пиков полистирола в молекулярные массы полиолефинов осуществляют с использованием уравнения Марка-Хоувинка и следующих констант постоянных Марка-Хоувинка:
KPS=19 × 10-3 мл/г, aPS=0,655
KPE=39 × 10-3 мл/г, aPE=0,725
KPP=19 × 10-3 мл/г, aPP=0,725
Для подгонки калибровочных данных используют полиномиальную подгонку третьей степени.
Все образцы приготавливают в диапазоне концентраций от 0,5 до 1 мг/мл и растворяют при 160°C в течение 2,5 часов.
Фигура 1 иллюстрирует технологическую линию для осуществления способа по настоящему изобретению, более конкретно, способа получения двухкомпонентного фильерного нетканого материала. Технологическая линия оборудована двумя независимыми экструдерами A1 и A2, которые обрабатывают различные полимеры. Полимеры направляются в угловой подводящий канал в отдельных каналах. Под угловым подводящим каналом устанавливается выносная головка, состоящая из нескольких направляющих пластин, которая делает возможным получение различных поперечных сегментов волокна.
Типичная конфигурация двухкомпонентных волокон представляет собой конфигурацию оболочка-сердцевина. Могут существовать другие конфигурации, где два потока полимеров располагаются в конфигурации с расположением бок-о-бок, в эксцентричном расположении оболочка-сердцевина, в трехдольном расположении, и тому подобное, как иллюстрируется на Фигуре 4.
Когда экструдер A1 обрабатывает гомополимер и экструдер A2 обрабатывает статистический сополимер, и фильера головки конфигурируется как конфигурация бок-о-бок, при определенных условиях прядения генерируются спирально извитые волокна.
После выхода из фильеры головки нити охлаждаются в узле 1 посредством кондиционированного технологического воздуха. Этот же технологический воздух используется для протяжки нитей в установке 2 растяжения при протяжке для получения нитей с правильными денье и тем самым генерирования внутренней прочности в волокнах посредством расположения полимерных цепей в одинаковом направлении.
После выкладки волокон на прядильный конвейер 4, технологический воздух откачивается посредством вакуумной камеры 3. Затем волокна экспонируются для обжима с целью предварительной консолидации посредством набора валков, одного компактирующего валка 5 и одного опорного валка 6, ниже, на прядильном конвейере.
Полученное в результате и предварительно консолидированное полотно 7 после того как она покидает способ предварительной консолидации, осаждается на прядильный конвейер без приложения каких-либо усилий и с легким прижатием волокон друг к другу, достаточным для того, чтобы они выдержали дальнейшую обработку.
Обнаружено, что при обработке двух полимеров, где один первый полимер представляет собой обычный гомополимер PP, в объединении с одним вторым статистическим сополимером PP/PE при расположении бок-о-бок, волокна могут генерировать спиральную извитость.
Полученный в результате материал 7 отличается большой мягкостью на ощупь, сравнимой с ощущением от хорошо известного микрофлиса. Поскольку извитые волокна из этого сочетания полимеров дают очень однородные и консистентные уровни извитости, полученная в результате ткань из таких волокон будет демонстрировать высокие свойства при разрыве.
В одном из примеров, первый полимер, гомополимер, используемый в A1, имеет традиционное качество фильерного нетканого материала с узким распределением молекул, с Mw/Mn (полидисперсностью) в пределах 4,33-4,93, измеренной с помощью GPC, как описано в разделе Термины и условия, и с MFR, измеренной в соответствии с ISO 1133, в диапазоне 19-35 г/10 мин, и TM равной 159-161°C, измеренной с помощью DSC в соответствии с ISO 11357-3. В качестве второго полимера, используют статистический сополимер с величиной Mw/Mn (полидисперсности) 4,54 и, следовательно, с узким распределением молекул, как у полимера A1. MFR полимера в A2, измеренная в соответствии с ISO 1133, находится в пределах 30 г/10 мин и TM при 144°C, как измерено с помощью DSC в соответствии с ISO 11357-3. Второй полимер представляет собой статистический сополимер PP/PE, содержащий уровень C2 приблизительно 4%, и он нуклеируется до определенной степени.
Установки параметров на валках 5 и 6 для консолидации имеют важное влияние на качество материала. В способах, известных из литературы, валки для консолидации, как правило, работают при давлениях и температурах в пределах линейных контактных усилий 5 Н/мм и температур 110-130°C. При обработке извитых волокон, как описано выше, при таких условиях, извитость, однако, сглаживается и материалы демонстрируют плохую толщину и мягкость. Следовательно, в соответствии с настоящим изобретением, валки 5 и 6 работают при температурах и линейных контактных усилиях более низких, чем для предыдущего уровня техники.
На Фигурах 2 и 3, показаны комплексные линии для получения нетканых материалов, полученных прядением из расплава, включая линию для получения фильерных нетканых материалов, как описано на Фигуре 1. Кроме линии 10, как описано на Фигуре 1, устройства дополнительно включают линии 11 для получения материалов, полученных аэродинамическим распылением расплава, и устройство 12 для связывания, содержащее рифленый каландрирующий валок 13 и опорный валок 14, а также, в случае Фигуры 3, печь 15 Omega для связывания со сквозной продувкой горячего воздуха.
Все примеры, описанные ниже, используют линию, как описано на Фигуре 1.
В примерах, обсуждаемых в дальнейшем, используют полимеры как указано в Таблице 1.
Таблица 1:
моль
моль
моль
HF420FB
RP248R
В сравнительных примерах, обсуждаемых в дальнейшем, используют полимеры как указано в Таблице 2.
Таблица 2:
моль
моль
моль
RP552R
Примеры 1-5:
Общие условия способа для а получения фильерного нетканого материала в примерах 1-5 являются следующими.
Приблизительно 4900 капиллярных отверстий/м
Конфигурация фильеры головки бок-о-бок
Давление в камере 3700 Па
Температура технологического воздуха приблизительно 20°C
Температура расплава A1 и A2 в пределах между 245 и 250°C
Поток массы через одно капиллярное отверстие в пределах 0,53 г/отверстие/мин
Диапазон титров 1,5-2,0 денье
Валок для консолидации: линейное контактное усилие 2,5 Н/мм и температура 70°C
Каландрирующие валки: 135°C на рифленом валке для точечного связывания и 125°C на гладком валке с линейным контактным усилием 60 Н/мм
Структура связывания: структура связывания с 12,1% открытых точек с диаметром точек 0,8 мм и 24 точки/см2, глубина рифления 0,75 мм
Результаты показаны в Таблице 3.
Таблица 3:
мм
г/см3
Н/50 мм
%
Н/50 мм
%
Выши видны результаты исследований параметров полученного в результате материала при изменяющихся сочетаниях полимеров A1/A2 в диапазоне MFR 35/30 г/10 мин, 25/30 г/10 мин и 19/30 г/10 мин. Как видно, все сочетания генерируют извитость в том смысле, что измеряется толщина от 0,33 мм до 0,44 мм. Свойства при разрыве в MD являются положительно высокими, и свойства удлинения остаются на приемлемом низком уровне.
Примеры 6-10:
Общие условия способа для способа получения фильерного нетканого материала в примерах 6-10 являются следующими.
Приблизительно 4900 капиллярных отверстий/м
Конфигурация фильеры головки бок-о-бок
Давление в камере 3700 Па
Температура технологического воздуха приблизительно 20°C
Температура расплава A1 и A2 в пределах между 245 и 250°C
Поток массы через одно капиллярное отверстие в пределах от 0,53 г/отверстие/мин
Диапазон титров 1,5-2,0 денье
Валок для консолидации: линейное контактное усилие 2,5 Н/мм и температура 40°C
Каландрирующие валки: 135°C на рифленом валке для точечного связывания и 125°C на гладком валке с линейным контактным усилием 60 Н/мм
Структура связывания: структура связывания с 12,1% открытых точек с диаметром точек 0,8 мм и 24 точки/см2, глубина рифления 0,75 мм
Результаты показаны в Таблице 4.
Таблица 4:
мм
г/см3
Н/50 мм
%
Н/50 мм
%
В приведенном выше иллюстративном списке показаны результаты изменения отношений полимеров между A1 и A2, но при поддержании всех других параметров постоянными, валки для консолидации работают во всех версиях при контактном усилии 2,5 Н/мм и при температуре приблизительно 40°C.
Отметим, что максимальный уровень извитости наблюдается для версии с отношением 40/60, где измеряется толщина 0,6 мм, но также, как отмечается, при этом отношении получаются относительно низкие свойства при разрыве в пределах от 21,4 Н/50 мм в MD и 12,7 Н/50 мм в CD.
Примеры 11-17:
Общие условия способа для способа получения фильерного нетканого материала в примерах 11-17 являются следующими.
Приблизительно 4900 капиллярных отверстий/м
Конфигурация фильеры головки бок-о-бок
Давление в камере 3700 Па
Температура технологического воздуха приблизительно 20°C
Температура расплава A1 и A2 в пределах между 245 и 250°C
Поток массы через одно капиллярное отверстие в пределах от 0,53 г/отверстие/мин
Диапазон титров 1,5-2,0 денье
Валок для консолидации: линейное контактное усилие 2,5 Н/мм и температура в пределах 50°C-110°C
Каландрирующие валки: 135°C на рифленом валке для точечного связывания и 125°C на гладком валке с линейным контактным усилием 60 Н/мм
Структура связывания: структура связывания с 12,1% открытых точек с диаметром точек 0,8 мм и 24 точки/см2, глубина рифления 0,75 мм
Результаты показаны в Таблице 5.
Таблица 5:
мм
г/см3
Н/50 мм
Н/50 мм
%
50
50
50
50
50
50
50
В указанных выше примерах 11-17 все параметры способа поддерживаются одинаковыми за исключением температуры на валке для консолидации. Валки во всех версиях работают при контактном усилии 2,5 Н/мм и температуры устанавливаются с повышением уровня от 50°C до 110°C шагами приблизительно по 10°C.
Примеры 18-23:
Общие условия способа для способа получения фильерного нетканого материала в примерах 18-23 являются следующими.
Приблизительно 4900 капиллярных отверстий/м
Конфигурация фильеры головки бок-о-бок
Давление в камере 3700 Па
Температура технологического воздуха приблизительно 20°C
Температура расплава A1 и A2 в пределах между 245 и 250°C
Поток массы через одно капиллярное отверстие в пределах от 0,53 г/отверстие/мин
Диапазон титров 1,5-2,0 денье
Валок для консолидации: линейное контактное усилие 2,5 Н/мм и температура 40°C
Каландрирующие валки: 135°C на рифленом валке для точечного связывания и 125°C на гладком валке с линейным контактным усилием 60 Н/мм
Структура связывания: структура связывания с 12,1% открытых точек с диаметром точек 0,8 мм и 24 точки/см2, глубина рифления 0,75 мм
Результаты показаны в Таблице 6.
Таблица 6:
°C
мм
г/см3
Н/50 мм
%
Н/50 мм
%
50
50
50
50
50
50
В рассмотренных выше примерах все параметры способа поддерживаются постоянными, и извитая консолидированная и связанное каландрированием полотно окончательно активируется в печи с помощью способа связывания сквозной продувкой воздуха, где поток воздуха через консолидированное полотно поддерживается постоянным и температура воздуха в печи изменяется от 120°C до 145°C.
Общие наблюдения версий обработки, перечисленные в примерах 1-23:
Различные сочетания отношений полимеров обрабатываются без каких-либо отрицательных наблюдений. Условия способа являются очень стабильными и делают возможным плавное его осуществление, включая переходы от одной версии до другой. В способе прядения, завеса из волокон является стабильной при всех условиях, и не наблюдается разрывов волокон, приводящих к каплям или подтекам.
Сравнительные примеры 24-26:
Общие условия способа для способа получения фильерного нетканого материала в сравнительных примерах 24-26 являются следующими.
Приблизительно 4900 капиллярных отверстий/м
Конфигурация фильеры головки бок-о-бок
Давление в камере 4000 Па
Температура технологического воздуха приблизительно 18°C
Температура расплава A1 и A2 в пределах между 245 и 248°C
Поток массы через одно капиллярное отверстие в пределах от 0,58 г/отверстие/мин
Диапазон титров 1,5-2,0 денье
Валок для консолидации: линейное контактное усилие 2,5 Н/мм и температура, изменяющаяся от 41 до 88°C
Каландрирующие валки: 160°C на рифленом валке для точечного связывания и 145°C на гладком валке с линейным контактным усилием 60 Н/мм
Структура связывания: структура связывания с 12,1% открытых точек с диаметром точек 0,8 мм и 24 точки/см2, глубина рифления 0,75 мм
Результаты показаны в Таблица 7.
Таблица 7:
C
мм
г/см3
Н/50 мм
%
Н/50 мм
%
HP561R
(50/50)
HP561R
(50/50)
HP561R
(50/50)
Выше показаны данные, полученные от эталонных версий, от известной извитой консолидированной ткани на основе PP/PP стиля с агрессивной извитостью. Отношения полимеров между A1 и A2 составляют 70/30, и в экструдер A2 вводят полимерную смесь 50% HP561R и 50% HP552R (с узким и широким распределением масс). Все параметры способа поддерживают постоянными, за исключением температуры валка для консолидации. Валок для консолидации поддерживается при постоянном линейном контактном усилии 2,5 Н/50 мм, но температура изменяется от 41°C до 88°C. Температура каландрирования составляет 160°C на рифленом валке и 145°C на гладком валке.
Примеры 27-31 и Сравнительный пример 32:
Эти примеры служат для демонстрации превосходной удельной прочности нетканых материалов, полученных в соответствии с настоящим изобретением. Примеры приведены в Таблица 8.
Таблица 8:
мм
г/см3
Н/50мм
Н⋅см3/г2
Сравнительный пример 32 представляет собой эталонный однокомпонентный материал, который обрабатывают при значительно более высоких температурах связывания каландрированием при 162°C (температура масла в каландре) для рифленого валка и при 145°C (температура масла в каландре) для гладкого валка. Все другие примеры осуществляют при 135°C (температура масла в каландре) для рифленого валка и при 125°C (температура масла в каландре) для гладкого валка. Все другие установленные параметры способа являются идентичными.
Из приведенного выше видно, что максимальная получаемая прочность на разрыв в MD составляет 50,4 Н/50 мм, которая измеряется для версии без извитости (Сравнительный пример 32), это дает в результате удельную прочность 42,1 Н·см3/г2. Видно, что для версий с более низкой плотностью при различных отношениях полимеров и при более низкой плотности из-за извитых волокон, абсолютная прочность на разрыв уменьшается, что приводит к уменьшению удельной прочности. Оптимальное соотношение между извитостью/мягкостью/толщиной и удельной прочностью обнаружено для отношения полимеров, гомополимера и сополимера, равного 50/50, что приводит в результате к удельной прочности 33,3 Н·см3/г2.
Удельная прочность компенсируется для индивидуальной плотности и основной массы материалов.
Сравнительные примеры 33-35:
Эти примеры составляют эталонные версии высокой упругости для удельной прочности. Примеры приведены в Таблице 9.
Таблица 9:
C
мм
г/см3
Н/50 мм
HP561R
(50/50)
Следующая далее Таблица 10 сравнивает параметры удельной прочности, полученные для примеров 27-35, рассмотренных выше. Сравнительный пример 32 считается оптимумом для того, что возможно при данных условиях способа, и эта удельная прочность устанавливается как 100% для диапазонов для других версий с высокой упругостью, которая вычисляется, как следует далее.
Таблица 10:
Н⋅см3/г2
Обнаружено, что материалы по настоящему изобретению имеют высокую удельную прочность. Как показано в примере 28 с отношением двух различных полимеров 50/50, это, видимо, представляет собой наилучшую оценку в масштабе, когда в то же время приоритетом является низкая плотность/высокая толщина. Очевидно, когда отношение двух полимеров изменяется от смеси 50/50 в сторону более однокомпонентной смеси, которая генерирует меньшую извитость, удельная прочность на разрыв увеличивается, и реально, версия со смесью 80/20 очень близка к обычному однокомпонентному материалу с точки зрения удельной прочности.
При сравнении основных извитых нетканых материалов на основе PP/PP, изготовленных их двух гомополимеров с различием в распределении молекулярных масс (одно распределение узкое, а другое более широкое), видно, что эти версии плохо работают при масштабировании относительно удельной прочности. Все версии, как со средней, так и с агрессивной извитостью, находятся в пределах между 50,5 и 58,2 в масштабе, где 100 представляет собой максимальное значение для однокомпонентного материала. Материалы по настоящему изобретению, для сравнения, близки к 80% в этом масштабе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НЕТКАНОГО ПОЛОТНА ИЗ ФИЛЬЕРНОГО НЕТКАНОГО МАТЕРИАЛА С ВЫСОКОЙ УПРУГОСТЬЮ | 2020 |
|
RU2811530C2 |
| НЕТКАНЫЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ СЛОЙ ФИЛЬЕРНОГО НЕТКАНОГО МАТЕРИАЛА С ВЫСОКОЙ УПРУГОСТЬЮ | 2017 |
|
RU2746600C2 |
| НЕТКАНЫЙ МАТЕРИАЛ СПАНБОНД С ИЗВИТЫМИ ТОНКИМИ ВОЛОКНАМИ И УЛУЧШЕННОЙ ОДНОРОДНОСТЬЮ | 2019 |
|
RU2748508C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ИЗВИТОГО МНОГОКОМПОНЕНТНОГО ВОЛОКНА НЕТКАНОГО МАТЕРИАЛА И НЕТКАНЫЙ МАТЕРИАЛ | 1999 |
|
RU2223353C2 |
| ВОЗДУХОПРОНИЦАЕМЫЙ НЕТКАНЫЙ КОМПОЗИТ | 2011 |
|
RU2536974C2 |
| НЕТКАНЫЕ МАТЕРИАЛЫ ИЗ НЕПРЕРЫВНЫХ ДВУХКОМПОНЕНТНЫХ НИТЕЙ, МОДИФИЦИРОВАННЫЕ ВОЛОКНАМИ ИЗ ПУЛЬПЫ | 1999 |
|
RU2208673C2 |
| НЕТКАНЫЙ МАТЕРИАЛ МАЛОЙ ПЛОТНОСТИ ИЗ МИКРОВОЛОКОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2142528C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, ЭЛАСТИЧНЫЙ В ОДНОМ НАПРАВЛЕНИИ И РАСТЯЖИМЫЙ В ДРУГОМ НАПРАВЛЕНИИ | 2001 |
|
RU2270758C2 |
| НЕТКАНАЯ ЛАМИНАТНАЯ ТКАНЬ, СОДЕРЖАЩАЯ АЭРОДИНАМИЧЕСКИ РАСПЫЛЕННЫЙ ИЗ РАСПЛАВА СЛОЙ И СЛОИ СПАНБОНДА | 2017 |
|
RU2731772C2 |
| ТЕРМОСКРЕПЛЯЕМОЕ БИКОМПОНЕНТНОЕ ВОЛОКНО С ОТЛИЧНОЙ МЯГКОСТЬЮ И НЕТКАНЫЙ МАТЕРИАЛ, В КОТОРОМ ОНО ИСПОЛЬЗУЕТСЯ | 2014 |
|
RU2657046C2 |
Настоящее изобретение относится к способу получения нетканой сетки из фильерного нетканого материала с высокой упругостью, содержащего извитые многокомпонентные волокна, способ включает непрерывное прядение волокон, направление волокон на прядильный конвейер посредством дефлекторов и/или потоков воздуха, выкладку волокна на прядильный конвейер и предварительную консолидацию волокна после выкладки с использованием одного или нескольких валков для предварительной консолидации с формированием предварительно консолидированной сетки, где первый компонент волокон содержит гомополимер PP и второй компонент волокон содержит сополимер PP/PE, где валки для предварительной консолидации работают при температуре от 20°С до 110°C и при линейном контактном усилии меньше 5 Н/мм. 11 з.п. ф-лы, 10 табл., 35 пр., 4 ил. 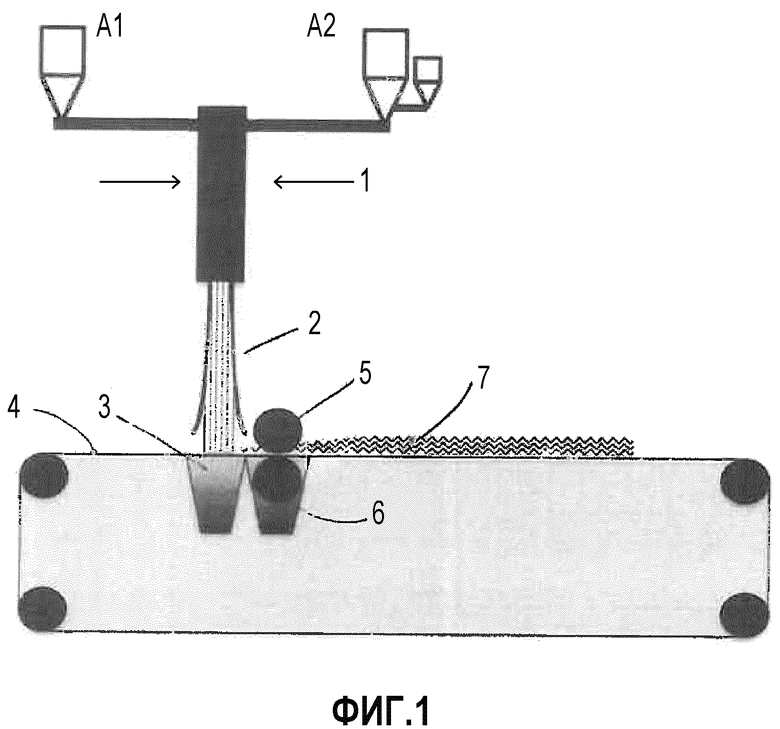
1. Способ получения нетканого полотна из фильерного нетканого материала с высокой упругостью, содержащей извитые многокомпонентные волокна, способ включает непрерывное прядение волокон, направление волокон на прядильный конвейер с помощью дефлекторов и/или потоков воздуха, выкладку волокон на прядильный конвейер и предварительную консолидацию волокон после выкладки с использованием одного или нескольких валков для предварительной консолидации с формированием предварительно консолидированного полотна,
отличающийся тем, что
первый компонент волокон содержит гомополимер PP, а второй компонент волокон содержит сополимер PP/PE, где валки для предварительной консолидации работают при температуре от 20°C до 110°C и при линейном контактном усилии меньше 5 Н/мм.
2. Способ по п.1, в котором валки для предварительной консолидации работают при температуре 40-90°C, предпочтительно 55-75°C.
3. Способ по любому из предыдущих пунктов, в котором валки для предварительной консолидации работают при линейном контактном усилии 1-4 Н/мм, предпочтительно 1-2,5 Н/мм.
4. Способ по любому из предыдущих пунктов, в котором содержание происходящих от этилена повторяющихся звеньев в сополимере PP/PE > 0-5% масс.
5. Способ по любому из предыдущих пунктов, в котором сополимер PP/PE представляет собой статистический сополимер.
6. Способ по любому из предыдущих пунктов, в котором гомополимер PP является изотактическим.
7. Способ по любому из предыдущих пунктов, в котором скорости течения расплава и/или полидисперсности гомополимера PP и сополимера PP/PE отличаются меньше чем на 30% или меньше чем на 20%.
8. Способ по любому из предыдущих пунктов, в котором температуры плавления гомополимера PP и сополимера PP/PE отличаются на 10°C или больше и/или на 20°C или меньше.
9. Способ по любому из предыдущих пунктов, в котором многокомпонентные волокна представляют собой двухкомпонентные волокна и/или имеют конфигурацию бок о бок.
10. Способ по любому из предыдущих пунктов, в котором массовое отношение первого и второго компонентов в многокомпонентных волокнах составляет 40/60 - 80/20, предпочтительно, 40/60 - 0/40.
11. Способ по любому из предыдущих пунктов, дополнительно включающий связывание предварительно консолидированного полотна с использованием одного или нескольких каландрирующих валков, по меньшей мере один из которых является рифленым, и/или связывания сквозной продувкой горячего воздуха.
12. Способ по п.11, в котором каландрирующие валки работают при температуре 120-145°C и/или воздух, используемый для связывания сквозной продувкой горячего воздуха, имеет температуру 120-145°C.
| Патрон для укрепления поршневых колец при шлифовании одновременно обеих их торцевых поверхностей | 1930 |
|
SU28123A1 |
| US 2004097154 A1, 19.11.2002 | |||
| Устройство для управления электродвигателем постоянного тока | 1978 |
|
SU765959A1 |
| УПАКОВОЧНЫЕ ИЗДЕЛИЯ, ПЛЕНКИ И СПОСОБЫ, КОТОРЫЕ ОБЕСПЕЧИВАЮТ ИЛИ СОХРАНЯЮТ ЖЕЛАЕМЫЙ ЦВЕТ МЯСА | 2007 |
|
RU2447667C2 |

