(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОНВЕКТОРА
1
Изобретение относится к теплотехнике и может быть использовано, в частности, для изготовления отопительных приборов, используемых в системах отопления жилых, общественных и производственных зданий.
Известен способ изготовления конвектора, заключающийся в том, что предварительно изогнутые в виде продольных петель ребра скрепляются продольными торцами с трубой с помощью промежуточного слоя расплавленного металла 1.
Недостатками известного способа являются значительные трудозатраты при изготовлении конвектора, а также низкая надежность его работы.
Целью изобретения являются уменьшение трудозатрат и повышение надежности. Поставленная цель достигается тем, что при -использовании дистанционирующпх проставок и кондуктора в виде подставки и крышки с аналогичными радиальными прорезями и центральными отверстиями трубу и ребра перед скреплением устанавливают соответственно в центральные отверстия и радиальные прорези подставки и крышки кондуктора, причем ребра устанавливают путем чередования с дистанционирующими проставками и с образованием кольцевого зазора относительно трубы, радиальный размер которого относительно проставок превышает в 3 раза величину зазора относительно торцов ребер, затем в образовавшийся кольцевой зазор через 5 центральное отверстие в крышке кондуктора заливают расплавленный металл, после затвердения которого проставки удаляют. На фиг. 1 показан общий вид конвектора; на фиг. 2 - разрез А-А на фиг. 1; 10 на фиг. 3 - момент сборки конвектора; на фиг. 4 - разрез Б-Б на фиг. 3.
Конвектор содержит трубу /, на которой с помощью промежуточного слоя металла 2, в частности алюминия, закрепле15 ны продольными торцами ребра 3, предварительно изогнутые в виде продольных петель, образующие воздушные каналы 4. Конвектор снабжен регулирующим клапаном 5, а труба / подключена к трубопрово20 дам , 7 водоотопительной системы.
Крепление ребер 3 к трубе / производится при помощи дистанционирующих проставок 8 и кондуктора, содерл ащего подставку 9 и крышку W, имеющими аналогичные радиальные прорези и центральные отверстия.
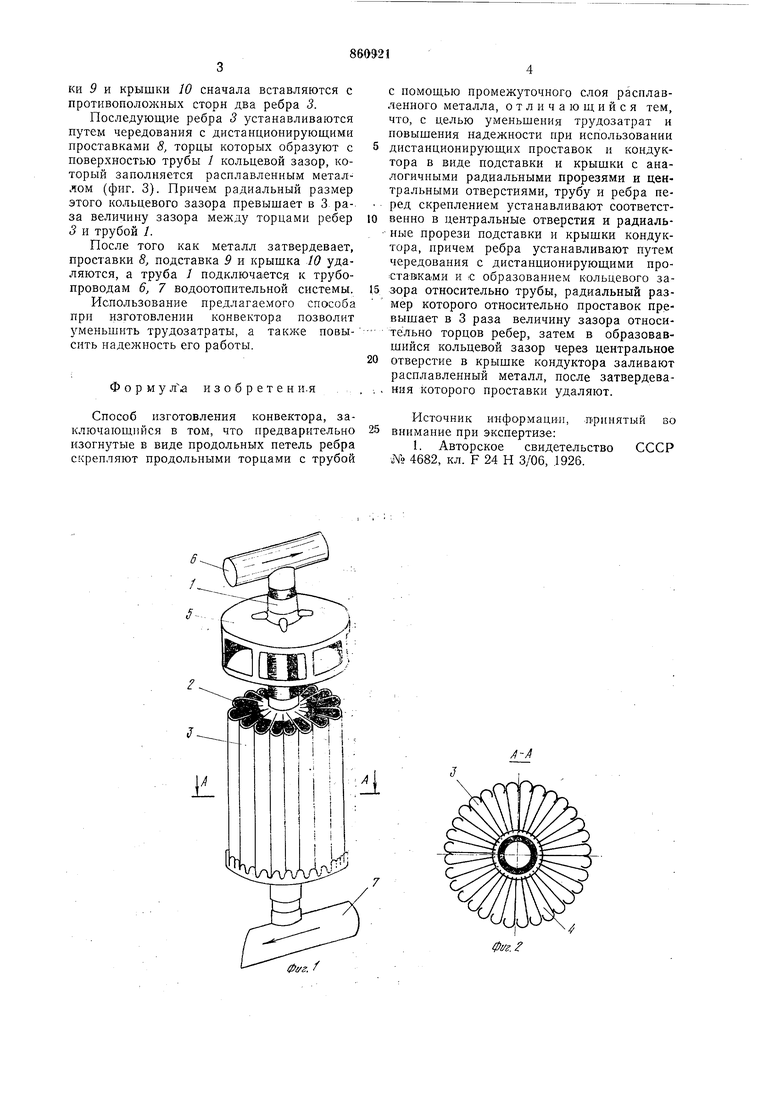
При изготовлении конвектора труба / вставляется в центральное отверстие подставки 9, а крышка W надевается на тру30 бу сверху. В радиальные прорези подставки 9 и крышки 10 сначала вставляются с противоположных сторн два ребра 3.
Последующие ребра 3 устанавливаются путем чередования с дистанционирующими проставками 8, торцы которых образуют с поверхностью трубы / кольцевой зазор, который заполняется расплавленным металлом (фпг. 3). Причем радиальный размер этого кольцевого зазора превышает в 3 раза величину зазора между торцами ребер 3 и трубой /.
После того как металл затвердевает, проставки 8, подставка 9 и крышка 10 удаляются, а труба / подключается к трубопроводам 6, 7 водоотопнтельной системы.
Использование предлагаемого способа при изготовлении конвектора позволит уменьшить трудозатраты, а также повысить надежность его работы.
Форму ла изобретен и.я Способ изготовления конвектора, заключающийся в том, что предварительно25 изогнутые в виде продольных петель ребра скрепляют продольными торцами с трубой
С помощью промежуточного слоя расплавленного металла, отличающийся тем, что, с целью уменьшения трудозатрат и повышения надежности при использовании дистанционирующих проставок и кондуктора в виде подставки и крышки с аналогичными радиальными прорезями и центральными отверстиями, трубу и ребра перед скреплением устанавливают соответственно в центральные отверстия и радиальные прорези подставки и крышки кондуктора, причем ребра устанавливают путем чередования с дистаиционирующими про€танками и с образованием кольцевого зазора относительно трубы, радиальный размер которого относительно проставок превышает в 3 раза величину зазора относительно торцов ребер, затем в образовавшийся кольцевой зазор через центральное отверстие в крышке кондуктора заливают расплавленный металл, после затвердевания которого проставки удаляют. Источник информации, принятый so внимание при экспертизе: 1. Авторское свидетельство СССР № 4682, кл. F 24 Н 3/06, .1926.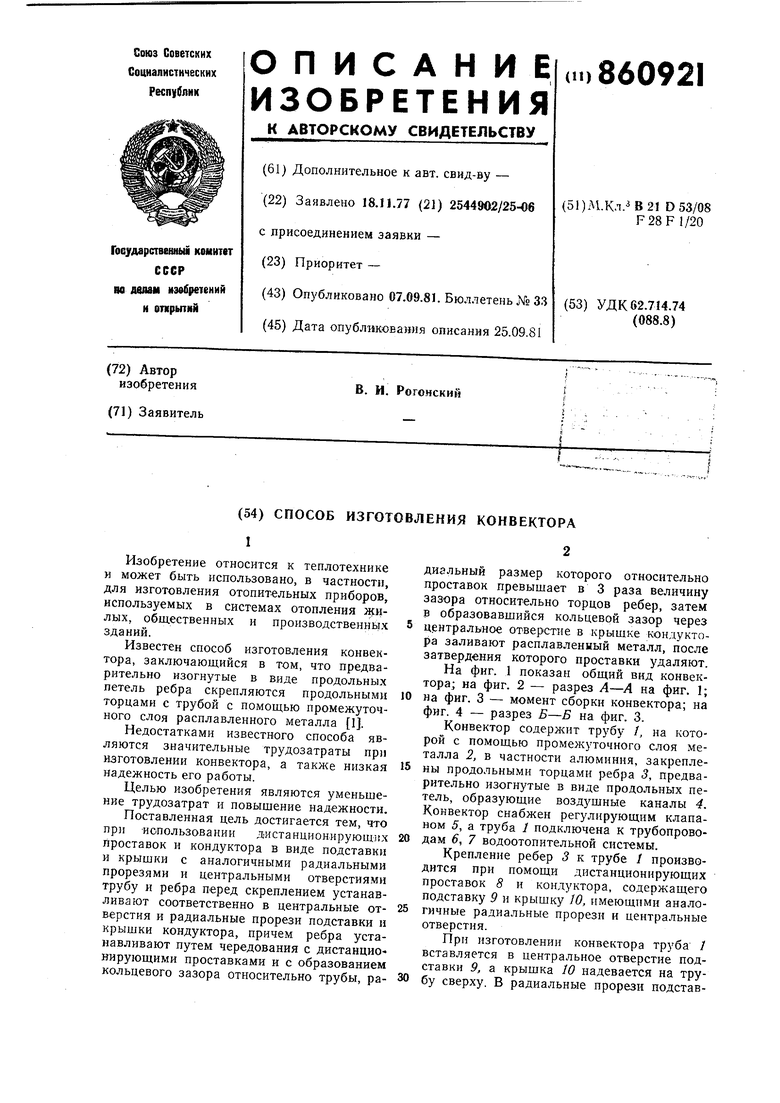
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ РУЛОНОВ ГОРЯЧЕКАТАНЫХ ПОЛОС | 1997 |
|
RU2116147C1 |
| ТРАНСПОРТНЫЙ УПАКОВОЧНЫЙ КОМПЛЕКТ ДЛЯ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 2011 |
|
RU2463677C1 |
| ТРАНСПОРТНЫЙ УПАКОВОЧНЫЙ КОМПЛЕКТ ДЛЯ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 2011 |
|
RU2459295C1 |
| КОНВЕКТОР | 2021 |
|
RU2763635C1 |
| ТЕПЛООБМЕННИК | 1990 |
|
SU1722122A1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ СТВОЛА СКВАЖИНЫ НА ИЗОЛИРОВАННЫЕ ДРУГ ОТ ДРУГА УЧАСТКИ | 2018 |
|
RU2704404C1 |
| УСТРОЙСТВО ДЛЯ ТЕПЛООБМЕНА МЕЖДУ СТЕНКОЙ И ПОТОКОМ СРЕДЫ | 2008 |
|
RU2367873C1 |
| КОНВЕКТОР | 2020 |
|
RU2752443C1 |
| КОНТЕЙНЕР ДЛЯ ТРАНСПОРТИРОВКИ И/ИЛИ ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2011 |
|
RU2479876C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ЗМЕЕВИКОВОГО ТЕПЛООБМЕННИКА | 2022 |
|
RU2785433C1 |
-А
фуг.г
Л
1риг 3 Б-6
8
