Область техники, к которой относится изобретение
Настоящее изобретение относится к трубоформующим машинам для формования спиралешовных труб. Более конкретно, настоящее изобретение относится к трубоформующей машине, обладающей способностью добавлять гофрирование в процессе формования спиралешовной трубы.
Уровень техники
Обычно спиралешовные трубы формуют из единой металлической ленты. По мере того как происходит образование трубы, металлическую ленту сворачивают в спираль, а соседние кромки ленты отгибают и совместно обжимают, чтобы получить шов в замок. Когда спиралешовная труба достигает требуемой длины, устройство резки трубы отрезает эту трубу. Спиралешовные трубы применяются во множестве областей, включая масляные фильтры транспортных средств, водопропускные трубы, трубы систем обогрева, вентиляции и кондиционирования воздуха.
В таких задачах, как изготовление водопропускных труб, оказывается выгодным делать на трубе гофрирование, чтобы увеличить ее прочность. Некоторые трубоформовочные машины делают это путем гофрирования самой металлической ленты перед ее подачей в формующую машину. Недостаток существующих машин для формования гофрированных спиралешовных труб заключается в том, что в них получается труба с непрерывным гофром, от начала до конца отрезка трубы. Труба такого типа очень трудно поддается резке ножом или ножами, предназначенными для отрезания трубы. Обычно для резки гофрированных труб используют полотно пилы. Полотна пил могут создавать проблемы как в отношении техники безопасности, так и в плане получения чистого реза на трубе. Другим недостатком машин, которые формуют спиралешовные трубы с непрерывным гофром, является то, что их применение ограничено только формованием гофрированных труб, и для того чтобы также производить гладкие спиралешовные трубы, они требуют изменения части оснастки.
Перечень фигур чертежей
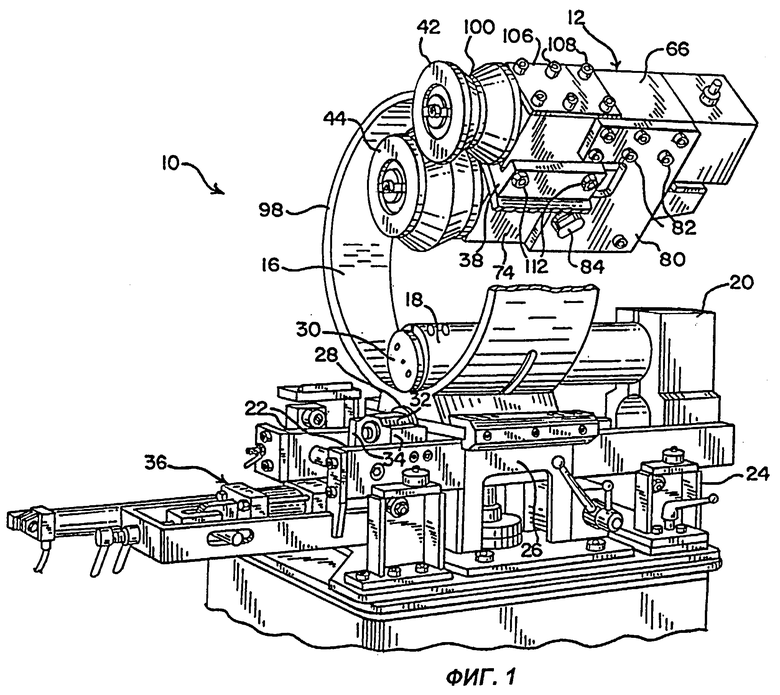
Фиг.1 представляет собой перспективное изображение в разрезе машины для формования и резки труб, соответствующей предпочтительному варианту осуществления настоящего изобретения.
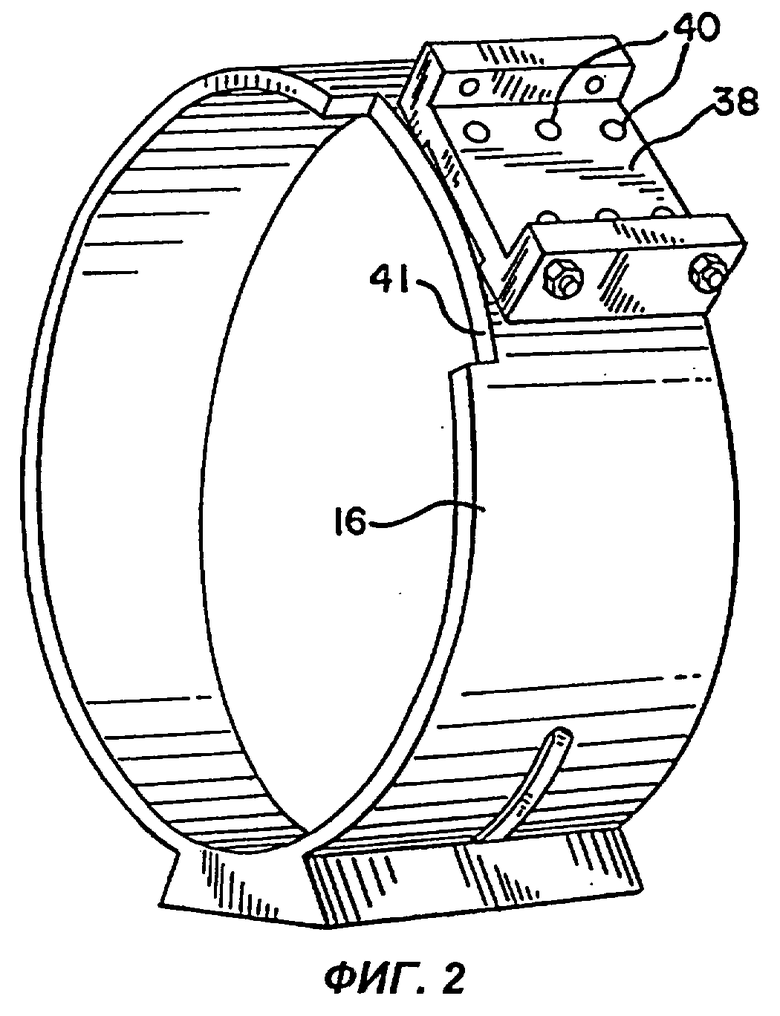
Фиг.2 показывает формующую головку для использования в машине по фиг.1.
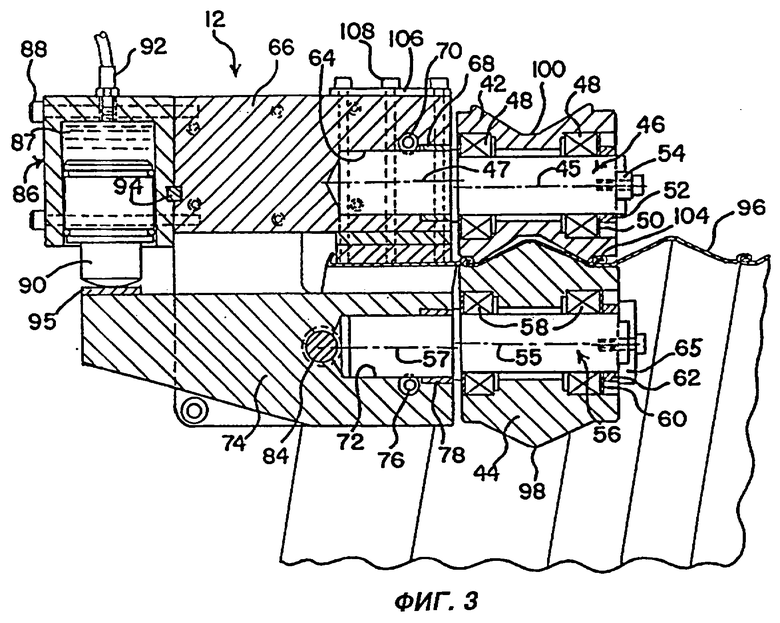
Фиг.3 представляет собой вид сбоку в сечении гофрирующего модуля, показанного на фиг.1, в положении формирования гофра.
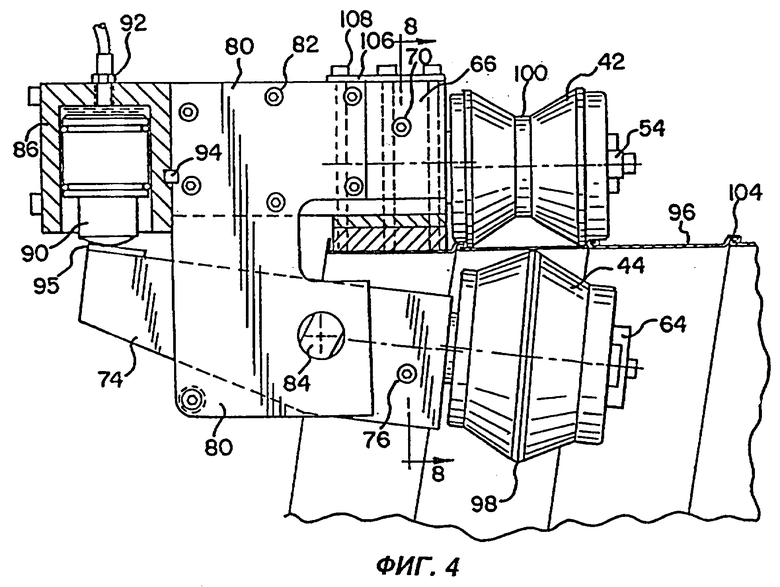
Фиг.4 представляет собой вид сбоку в сечении гофрирующего модуля по фиг.3 в положении, когда гофр не формируется.
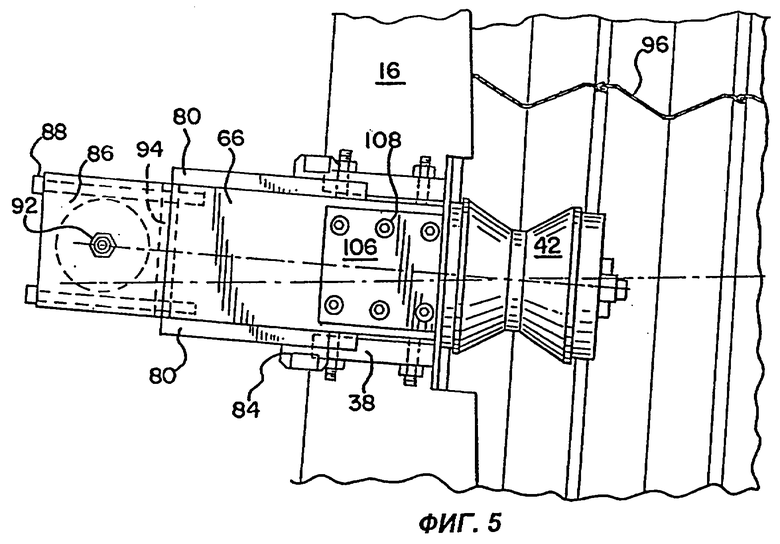
Фиг.5 представляет собой вид сверху гофрирующего модуля по фиг.3-4.
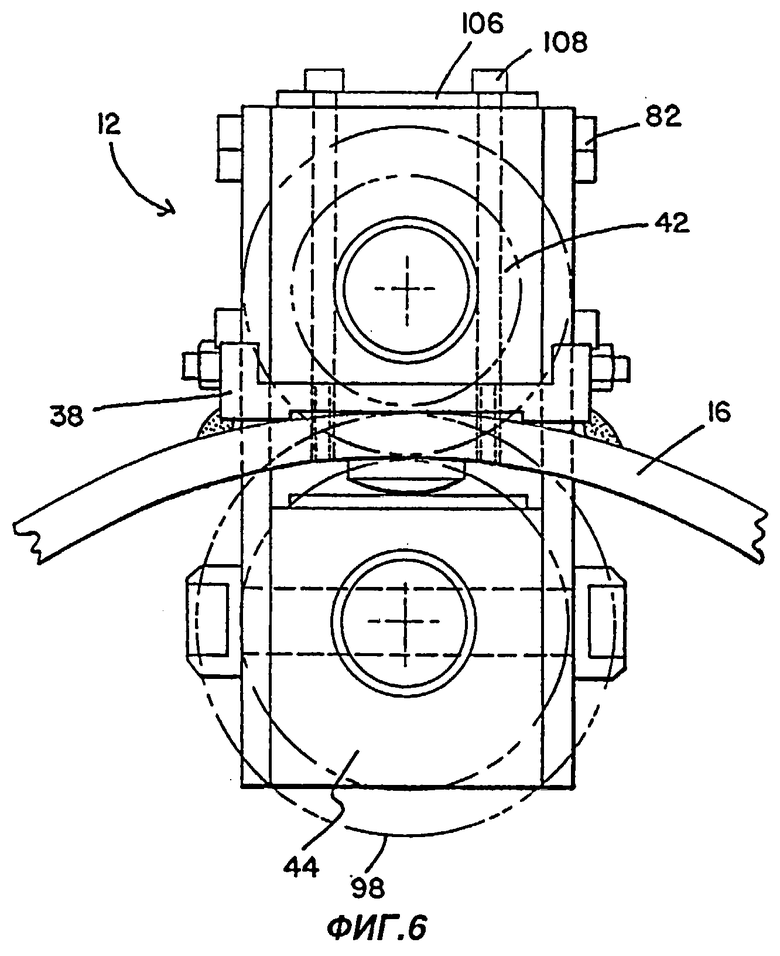
Фиг.6 представляет собой фронтальную вертикальную проекцию гофрирующего модуля по фиг.3-5 в положении формирования гофра.
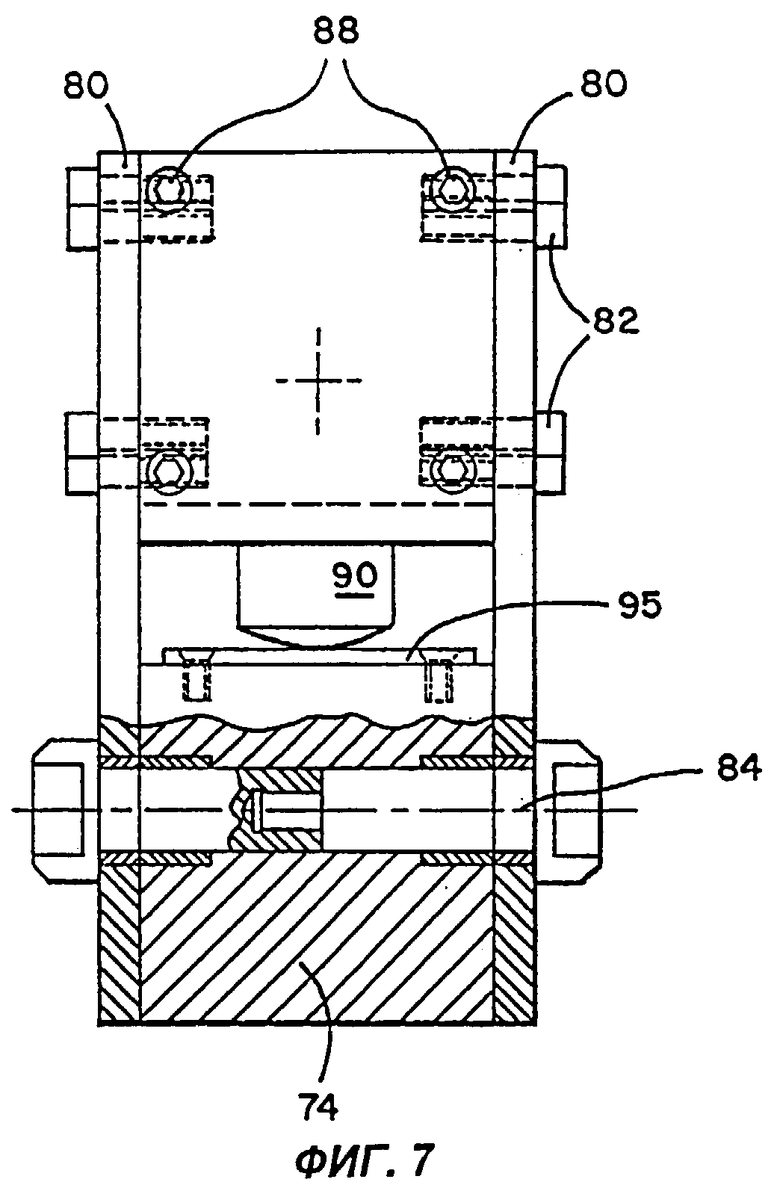
Фиг.7 представляет собой вид сзади в разрезе гофрирующего модуля по фиг.1.
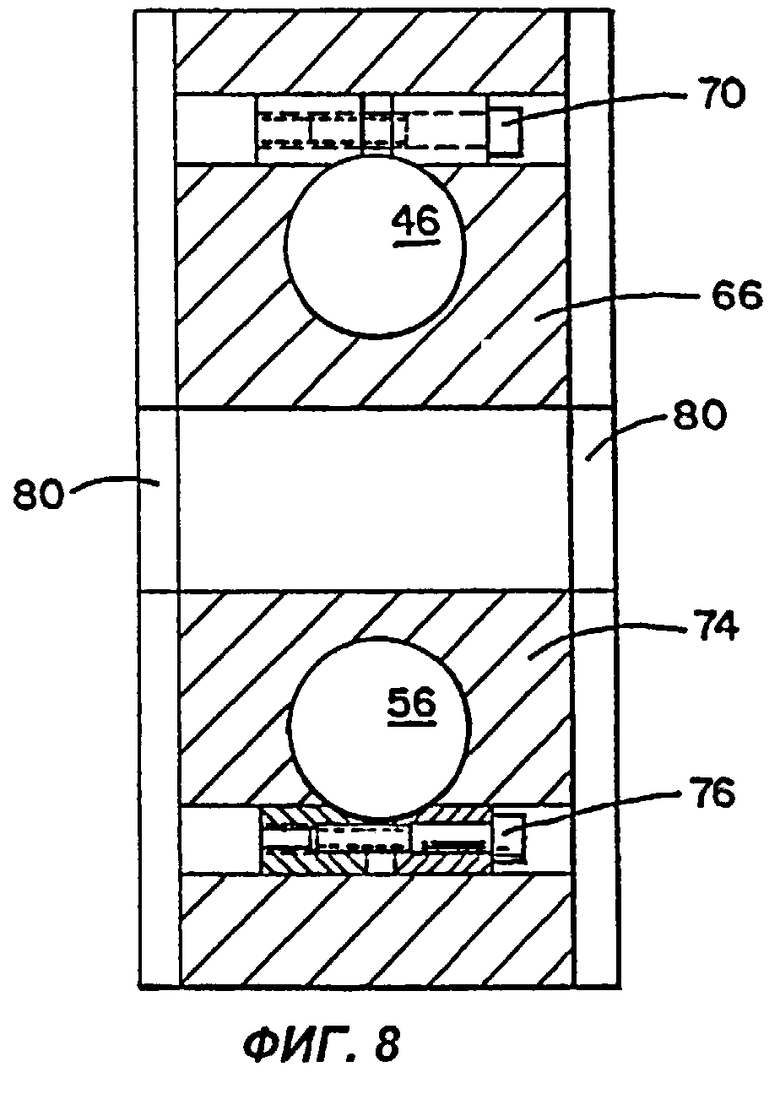
Фиг.8 представляет собой поперечное сечение, сделанное по линии 8-8 фиг.4.
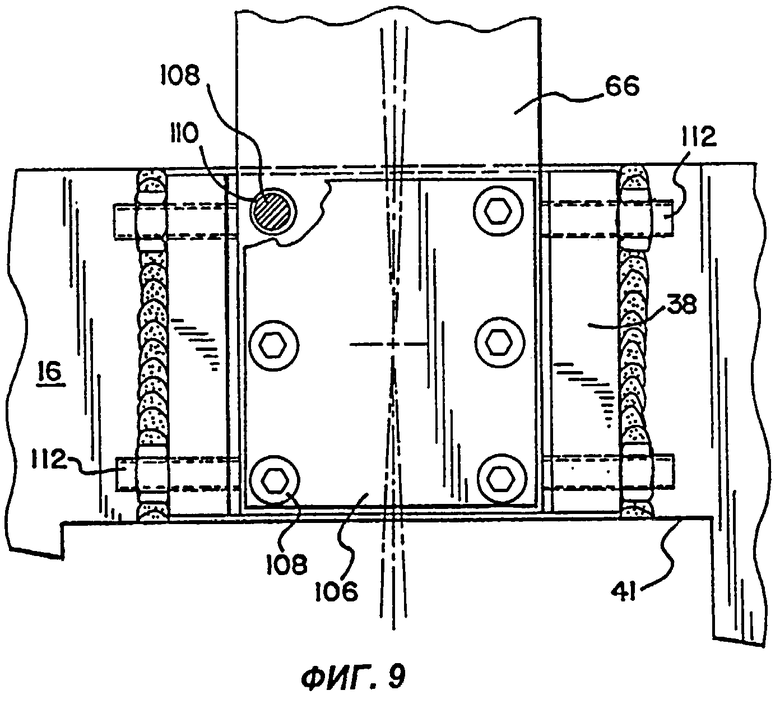
Фиг.9 представляет собой частичный вид сверху гофрирующего модуля по фиг.3.
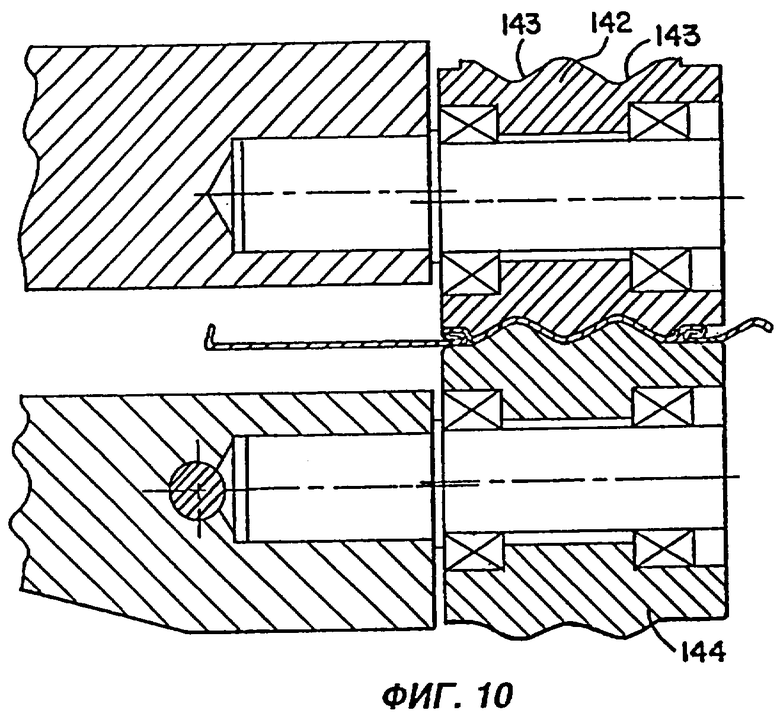
Фиг.10 представляет собой частичный вид в сечении гофрирующего модуля, показывающий альтернативный вариант осуществления внутреннего и наружного гофрирующих роликов.
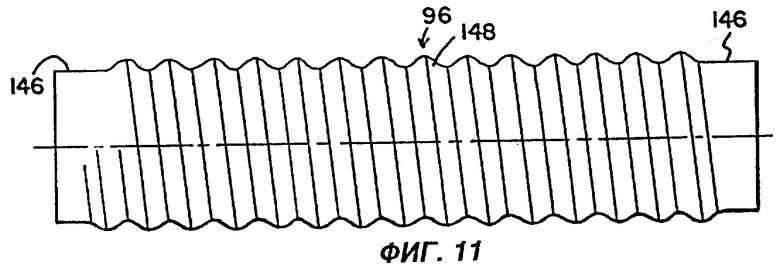
Фиг.11 представляет собой боковую вертикальную проекцию гофрированной спиралешовной трубы, которая может быть сформована на машине по фиг.1 для формования и резки труб в соответствии с ее предпочтительным вариантом осуществления.
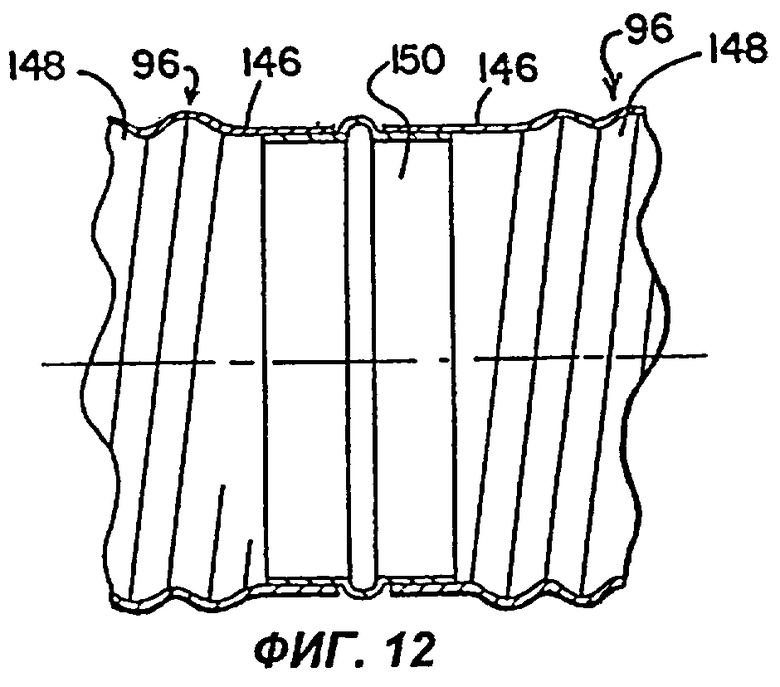
Фиг.12 представляет собой частичный вид в разрезе сочленения двух труб, сформованных в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
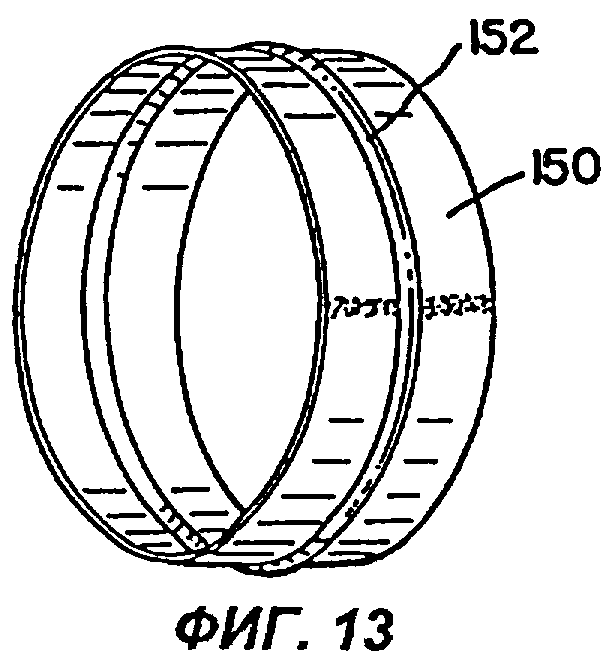
Фиг.13 показывает внутреннюю соединительную муфту, которую можно применить для получения сочленения, показанного на фиг.12.
Сведения, подтверждающие возможность осуществления изобретения
Чтобы удовлетворить потребность в трубоформующем аппарате, способном производить гладкие или гофрированные спиралешовные трубы, который также может отрезать секции гофрированных спиралешовных труб, предлагается машина 10 для формования и резки гофрированных спиралешовных труб, описанная ниже. Как показано на фиг.1, машину 10 можно построить, используя какую-либо уже существующую машину для формования и резки спиралешовных труб, такую как машины, поставляемые компанией Spiral-Helix, Inc. (США), которая видоизменена так, что включает в себя гофрирующий модуль 12. Более подробные сведения о подходящих машинах для формования и резки труб можно получить из патентов США 4706481 и 5636541, которые полностью включены в настоящее описание посредством ссылки на них.
Машина 10 включает в себя неподвижную формующую головку 16, которая принимает тонкую полосу материала, желательно листового металла, и спирально сворачивает эту полосу материала на внутренней поверхности формующей головки 16. Цилиндрическая оправка 18 удерживается держателем 20 оправки, который присоединен к одному концу оправки 18. Держатель 20 оправки и присоединенная к нему оправка 18 прикреплены к паре полозьев 22, расположенных между опорами 24, на которых имеются ролики, направляющие каждый из этих полозьев 22. Держатель 20 оправки жестко прикреплен к полозьям и движется вместе с ними. Полозья смонтированы на роликах на каждой из опор 24 и могут плавно в них двигаться. Полозья проходят под формующей головкой 16 и сквозь стол 26 формующей головки.
Как показано на фиг.1, секция резки трубы машины 10 включает в себя наружный нож 28, в общем случае расположенный снаружи трубы (не показана). Наружный нож 28 расположен снаружи трубы так, что его радиальное перемещение в направлении внутреннего ножа 30 будет приводить к взаимному перекрыванию ножей и к пробиванию трубы в процессе операции резки. Наружный нож 28 зафиксирован в держателе 32 ножа при помощи стопорной шайбы и стопорной гайки, соединенных с осью, которая проходит сквозь нож. Желательно, чтобы эта ось была установлена в подшипниковом узле, который позволял бы наружному ножу пассивно вращаться. Контакт наружного ножа с вращающейся трубой приводит наружный нож 28 во вращательное движение. В альтернативном варианте осуществления наружный нож может приводиться во вращение активно, посредством любого обычного двигателя.
Держатель 32 ножа закреплен в блоке 34 салазок ножа посредством направляющей качения (не показана) и может на ней двигаться. Узел направляющей качения обеспечивает низкое трение при движении держателя ножа в направлении радиуса трубы. Подходящий узел направляющей качения можно построить, используя линейные игольчатые подшипники ТНК № FF2025CW. Направляющая качения крепится к средней части блока 34 салазок ножа, который сцеплен с опорами 24. Таким образом, держатель 32 ножа может перемещаться относительно трубы в радиальном направлении. Кроме того, держатель ножа вместе с направляющей качения могут перемещаться на опорах 24 вдоль оси трубы.
Желательно, чтобы перемещение наружного ножа в сторону трубы и обратно производилось посредством цилиндра 36, который может быть гидравлическим или пневматическим. Узел цилиндра 36 включает в себя цилиндр, который управляет поршнем. Когда поршень полностью выпускается, держатель 32 ножа поднимается в положение резки, в котором внутренний и наружный ножи 30, 28 взаимно перекрываются и пробивают трубу. Другая сторона цилиндра 36 также соединяется с блоком 34 салазок ножа таким образом, что весь узел целиком может двигаться в опорах вдоль оси трубы. Как показано на фиг.2, формующая головка 16 включает в себя монтажную скобу 38, которая, предпочтительно, должна быть неподвижно закреплена на наружной поверхности формующей головки и иметь такой размер, чтобы принять гофрирующий модуль 12. Монтажная скоба 38 снабжена резьбовыми отверстиями 40, чтобы можно было при помощи болтов прикреплять гофрирующий модуль к формующей головке и снимать его. Вырез 41 создает зазор для гофрирующих роликов, о чем сказано ниже.
На фиг.3 и 4 показан предпочтительный вариант осуществления устройства 12 гофрирования. Гофрирующий модуль 12 включает в себя наружный гофрирующий ролик 42 и внутренний гофрирующий ролик 44. Желательно, чтобы наружный и внутренний гофрирующие ролики 42, 44 располагались на выходном конце формующей головки, откуда появляется сформованная спиралешовная труба, прежде чем попасть к отрезающим ножам. Наружный гофрирующий ролик 42 смонтирован с возможностью вращения на эксцентриковом валу 46 посредством подшипников 48 с коническим отверстием, таких как подшипники, поставляемые компанией FAG (США), номер детали 33208. Подшипники 48 и наружный гофрирующий ролик 42 крепятся на наружном конце вала 46 при помощи закрывающего диска 50, распорного кольца 52 и фиксирующей шпонки 54, которая вставлена в паз на конце вала 46. Аналогично, внутренний гофрирующий ролик также смонтирован на эксцентриковом валу 56 посредством подшипников 58 с коническим отверстием. Подшипники 58 и внутренний гофрирующий ролик 44 крепятся на валу 56 при помощи закрывающего диска 60, распорного кольца 62 и фиксирующей шпонки 65, которая вставлена в паз на конце вала 56. В предпочтительном варианте осуществления каждый из эксцентриковых валов 46, 56 имеет первый цилиндрический участок 45, 55, на котором соосно установлен гофрирующий ролик 42, 44, и второй цилиндрический участок 47, 57, который смещен относительно оси первого участка, как показано на фиг.3.
Диаметр эксцентрикового вала 46 наружного гофрирующего ролика 42 выбран таким, чтобы вал можно было вставлять в приемное отверстие 64 держателя 66 наружного вала и вынимать из него. В том месте, где приемное отверстие 64 открывается наружу, эксцентриковый вал 46 окружает термообработанная гильза 68, а стопорный штифт 70 удерживает вал 46 на месте. Аналогично эксцентриковому валу наружного гофрирующего ролика, эксцентриковый вал 56 внутреннего гофрирующего ролика 44 зафиксирован в приемном отверстии 72 держателя 74 внутреннего вала посредством стопорного штифта 76 и может быть извлечен из приемного отверстия. В том месте, где приемное отверстие 72 в держателе 74 внутреннего вала открывается наружу, эксцентриковый вал 56 также окружает термообработанная гильза 78.
Желательно, чтобы термообработанные гильзы 68, 78 представляли собой запрессованные стальные кольца. Также желательно, чтобы держатели 66, 74 валов, с целью снижения веса, были выполнены из алюминия. Желательно, кроме того, чтобы каждый эксцентриковый вал 46, 56 и каждый ролик 42, 44 были выполнены из стали, такой как термообработанная инструментальная сталь А2. Эксцентриковые валы 46, 56 можно поворачивать в держателях и осуществлять радиальную регулировку роликов по отношению к трубе так, чтобы наружный ролик можно было выставлять с перекрытием по отношению к внутреннему гофрирующему ролику для получения необходимой глубины гофра. Как показано на фиг.1 и 3-6, к противоположным сторонам держателя 66 наружного вала при помощи болтов 82 прикреплена пара щек 80. От держателя 66 наружного вала щеки идут вниз и, посредством оси 84 поворота, поддерживают держатель 74 внутреннего вала в некотором положении внутри формующей головки.
Держатель наружного вала, который, желательно, должен быть съемным и жестко фиксироваться на наружной стороне формующей головки посредством крепежных элементов, таких как болты, крепится к механизму, вырабатывающему усилие, такому как гидравлический цилиндр 86. Конструкция узла цилиндра такая, что он может перемещать ролики 42, 44 от положения “без гофрирования” до положения “с гофрированием”. Желательно, чтобы конструкция цилиндра выбиралась из соображений создания достаточного усилия, позволяющего при помощи роликов выгибать стенку трубы, чтобы получать канавки гофра и поддерживать ролики в положении перекрытия, в то время как труба вращается и движется в продольном направлении сквозь формующую головку. В роли цилиндра может выступать любой цилиндр, размер которого позволяет установить его на конце наружного вала и который может создавать достаточное усилие на роликах. В предпочтительном варианте осуществления цилиндр имеет отверстие диаметром около 90 мм, выполненное в алюминиевом блоке прямоугольной формы, и способен создавать на роликах усилие около 107 кН. Узел цилиндра 86 включает в себя цилиндр 87 с поршнем 90 и гидравлический штуцер со шлангом 92 для подачи необходимой гидравлической жидкости.
Между узлом цилиндра 86 и держателем 66 наружного вала расположена шпонка 94, принимающая на себя усилие, которое от узла цилиндра прикладывается к месту соединения держателя наружного вала и узла цилиндра. Шпонка 94 может представлять собой стальную призму, которая входит в шпоночный паз, сформированный как на конце держателя 66 вала, так и на стороне узла цилиндра 86. Конец поршня 90 на стороне держателя 74 внутреннего цилиндра находится в контакте с износостойкой накладкой 95, которая предпочтительно должна быть изготовлена из стали. В предпочтительном варианте узел цилиндра 86 перемещает шарнирно закрепленный внутренний гофрирующий ролик 44 в сторону наружного гофрирующего ролика 42 или в противоположном направлении путем управления поворотом консольной части держателя 74 внутреннего вала вокруг оси 84.
Фиг.3 и 4 показывают гофрирующий узел 12 в положении “с гофрированием” (фиг.3) и в положении “без гофрирования” (фиг.4). В положении “с гофрированием” поршень 90 выпущен из цилиндра 87. Движение консольной части держателя 74 внутреннего вала вокруг оси 84, вызванное давлением поршня на износостойкую накладку, сближает внутренний и наружный гофрирующие ролики, действующие с противоположных сторон стенки трубы 96. Выступающая часть 98 профиля поверхности внутреннего гофрирующего ролика работает совместно с углубленной частью 100 профиля поверхности наружного гофрирующего ролика, чтобы формировать канавку в трубе 96, когда труба появляется из формующей головки 16 и движется между роликами. В одном из вариантов осуществления изобретения наружный ролик имеет на своем переднем и заднем конце круговые понижения 102 профиля. Эти круговые понижения 102 специально сделаны, чтобы принимать замковый шов 104 трубы 96.
В предпочтительном варианте осуществления изобретения гофрирующий модуль 12 выставляют на формующей головке таким образом, чтобы ролики 42, 44 были параллельны замковому шву 104 на трубе 96. Замковый шов составлен из нескольких отогнутых слоев материала трубы и может создавать трудности для гофрирующего узла, если ролики будут делать канавку гофра, пересекая замковый шов. Соответственно, гофрирующий узел выставляют параллельно замковому шву, так чтобы при формировании канавок гофра гофрирующие ролики не выдергивали металлическую ленту из формующей трубы и не подталкивали ее внутрь трубы. Как показано на фиг.5 и фиг.9, верхняя пластина 106, вместе с болтами 108 и резьбовыми отверстиями 40 в монтажной скобе 38, крепит гофрирующий модуль к формующей головке. Чтобы можно было точно отрегулировать положение роликов относительно замкового шва, отверстия 110 под болты в держателе 66 наружного вала выполнены увеличенного размера и позволяют в некоторых пределах регулировать угол установки гофрирующего модуля относительно формующей головки. Установочные винты 112 в монтажной скобе 38 можно регулировать так, чтобы удерживать выставленное положение гофрирующего модуля 12 в процессе его подтягивания к формующей головке, а также чтобы дать возможность снимать и вновь устанавливать гофрирующий модуль в его выставленное положение.
Несмотря на то, что машина 10 для формования и резки гофрированных спиралешовных труб была описана для одного конкретного комплекта роликов и одной конкретной конфигурации гофрирующего узла, предполагается, что возможны и другие конфигурации машины. Например, профиль гофрирующих роликов может иметь несколько гофрирующих канавок или гофрирующие канавки различной геометрии. Фиг.10 изображает наружный гофрирующий ролик 142 и внутренний гофрирующий ролик 144, предназначенные для формирования двух канавок гофра между витками шва спиралешовной трубы. Наружный гофрирующий ролик 142 имеет две круговые впадины 143, а внутренний гофрирующий ролик 144 имеет два ответных круговых выступа 145. Роликам может быть придана форма для работы с наружными и внутренними замковыми швами.
В других вариантах осуществления держатель наружного вала может быть подвижным, т.е. может поворачиваться или перемещаться вдоль оси, в то время как держатель внутреннего вала может быть неподвижным. В еще каких-то вариантах осуществления и держатель внутреннего вала, и держатель наружного вала могут иметь подвижность друг относительно друга. Механизм, создающий усилие, которое сводит ролики вместе, может быть гидравлическим цилиндром, как это было показано, или любым из ряда устройств, создающих усилие, например пневматическим цилиндром, линейным двигателем, соленоидом, механизмом с винтом с трапецеидальной резьбой и гайкой, и т.п. Для изменения ориентации или позиционирования гидравлического цилиндра или другого устройства, создающего усилие, могут быть использованы связующие механизмы, иные, нежели изначально представленная консоль держателя внутреннего вала, поворачивающаяся вокруг оси. Кроме того, гофрирующие ролики могут вращаться пассивно или активно, с приводом от двигателя.
Пример одного типа гофрированной трубы 96, который можно получать, используя вышеописанную машину 10, показан на фиг.11. В одном из вариантов труба 96 имеет с каждого конца гладкие участки 146 со спиральным швом и гофрированный средний участок 148. Преимущество трубы 96 такого типа заключается в том, что для ее резки можно использовать ножи, а не полотно пилы, а также в том, что можно получать отрезки труб с постоянством диаметра на каждом конце. Постоянство диаметра концов труб также дает возможность легко и надежно соединять отрезки труб друг с другом без необходимости доработки их концов для согласования диаметров, что иногда приходится делать в случае труб с непрерывным гофрированием. Отрезки трубы 96 можно соединять вместе при помощи внутренней муфты 150, имеющей выступающий обод 152, который выполнен за одно целое с наружной поверхностью муфты, как показано на фиг.12 и 13. Внутренняя муфта может быть выполнена из металла или иного подходящего материала.
Работа машины 10 для формования и резки гофрированных спиралешовных труб описана ниже. Во многих отношениях ее работа подобна той, которая подробно описана в патентах США 4706481 и 5636541, включенных в настоящее описание посредством ссылки на них.
В соответствии с фиг.1 металлическую ленту (не показана) подготавливают и проталкивают сквозь формующую головку. Механизм формования трубы пропускает эту металлическую ленту между оправкой 18 и формующей головкой к внутренней поверхности формующей головки в виде спирали, так что соседние кромки спирально свернутой ленты перекрываются. Ролики отгибки и обжатия шва работают совместно, отгибая соседние кромки спирально свернутой ленты и обжимая отогнутые кромки известным образом для получения спирального шва в замок. В процессе формования трубы она, вращаясь, движется в осевом направлении.
Желательно, чтобы, пока формируется гладкий спиральный участок, внутренний гофрирующий ролик 44 находился в отведенном положении “без гофрирования” (фиг.4), так, чтобы труба 96 не соприкасалась с этим роликом. Далее, желательно, чтобы наружный гофрирующий ролик 42 находился в радиально зафиксированном положении относительно трубы и был выставлен так, чтобы не мешать движению спиралешовной трубы, когда она появляется из формующей головки. Когда требуется делать гофрирование сформованной трубы, узел цилиндра на конце держателя наружного вала выпускает поршень и разворачивает внутренний гофрирующий ролик в сторону наружного гофрирующего ролика, пока металлическая стенка трубы не изогнется, повторяя форму сомкнувшихся роликов. Теперь, по мере того как труба вращается и выходит из формующей головки в продольном направлении, на ней формируется гофр.
В одном из вариантов осуществления изобретения сочетание роликов такое, что между витками шва формируется одиночный закругленный гофр. В других вариантах осуществления изобретения может использоваться широкая металлическая лента, и между витками шва спиралешовной трубы могут формироваться несколько канавок гофра. Когда требуемая длина гофрирования достигнута, узел цилиндра убирает поршень, и ролики отходят друг от друга, давая возможность сформованной трубе без гофрирования продолжать выходить из формующей головки. В предпочтительном варианте осуществления изобретения в начале и в конце каждого гофрированного участка трубы формируется гладкий, негофрированный участок. При этом внутренний и наружный нож используются для плавного и ровного отсечения отрезков трубы.
После того как требуемая общая длина трубы достигнута, узел цилиндра, связанный с наружным ножом, включается и перемещает наружный нож в положение перекрытия с внутренним ножом, чтобы отрезать трубу. По мере того как машина 10 продолжает производить трубу, труба движется в осевом направлении вместе с внутренним и наружным ножами 28, 30, которые зашли друг за друга, и вращается между этими ножами. Желательно, чтобы полное отрезание трубы происходило за один ее оборот. Узел поршня направляющей оси, соединенный с направляющими полозьями 22 и опорами 24, помогает движению внутреннего и наружного ножей и оправки и движется вместе с трубой 96, когда производится рез. В предпочтительном варианте осуществления изобретения узлы различных цилиндров являются гидравлическими или пневматическими цилиндрами. Могут также использоваться и другие исполнительные устройства, такие как шаговые двигатели. После того как процесс резки завершен, направление подачи жидкости или воздуха в узлы цилиндров, связанные с наружным ножом и направляющими полозьями, меняется на противоположное. Соответственно, наружный нож отходит от трубы, а узел поршня направляющих полозьев тянет все элементы, жестко связанные с направляющими полозьями 22, обратно в первоначальное положение. Машина 10 для формования и резки труб может быть выполнена в такой конфигурации, чтобы автоматически производить формование и резку гофрированной трубы типа показанной на фиг.11 и имеющей заданную общую длину.
Преимущество предпочтительных вариантов способа и машины, которые соответствуют настоящему изобретению, заключается в том, что канавки гофра на спиралешовной трубе можно создавать избирательно и управлять этим процессом. Кроме того, делая гофрированные трубы с гладкостенными, негофрированными участками на концах каждого отрезка трубы, можно использовать точность существующих механизмов для резки негофрированных спиралешовных труб. Негофрированные концы не только позволяют производить точный рез, но также обеспечивают более плотное соединение отрезков труб и исключают необходимость дорабатывать концы гофрированных труб, чтобы получить надлежащее их сопряжение.
Итак, выше была описана машина для формования и резки гофрированных спиралешовных труб, имеющая управляемый гофрирующий узел. Машина помогает повысить гибкость механизма формования труб, позволяя получать любую длину гофрирования, и улучшает качество реза, который возможен на гофрированных трубах. Кроме того, становится ненужным специализированное оборудование предварительной формовки для получения непрерывной гофрированной ленты и оборудование для доработки концов отрезков трубы.
Вышеприведенное, подробное описание следует рассматривать как иллюстративное, а не как ограничивающее объем изобретения, т.е. следует учитывать, что границы охраны настоящего изобретения определены в последующих пунктах формулы изобретения, включая все возможные эквиваленты.
Представлены способ и машина для гофрирования спиралешовной трубы. Задача изобретения – повышение гибкости формования труб. Машина для формования трубы включает в себя гофрирующий модуль, который можно избирательно вводить в работу. Данный модуль содержит внутренний гофрирующий ролик, установленный подвижно относительно наружного гофрирующего ролика и приводимый в движение цилиндром. Способ включает в себя формирование негофрированного участка спиралешовной трубы, введение гофрирующего модуля в действие, чтобы получить требуемую длину гофрированной трубы, и отвод гофрирующего модуля, чтобы сформировать второй негофрированный участок трубы. Негофрированную часть трубы затем чисто отрезают при помощи взаимно перекрывающихся внутреннего и наружного отрезающих ножей. Изобретение обеспечивает возможность получения труб с гофрированными участками любой длины, а также возможность повышения качества реза при порезке труб. 3 н. и 14 з.п. ф-лы, 13 ил.
| Устройство для измерения диаметра нити | 1987 |
|
SU1557523A1 |
| Крестовое шарнирное соединение для шпинделей | 1954 |
|
SU104844A1 |
| Устройство для формовки спирально-шовных труб | 1983 |
|
SU1143482A1 |
| Устройство для формовки спиральношовных труб с винтовыми гофрами | 1986 |
|
SU1375372A1 |

