Изобретение относится к трубопрокатному производству, а именно к холодной продольной периодической прокатке труб на оправке.
Известен способ холодной периодической прокатки труб роликами (см., например, Вердеревский В.А. Роликовые станы холодной прокатки труб. М., Металлургия, 1992. 240 с.), при котором холодную трубную заготовку (гильзу) обжимают тремя роликами с постоянным сечением профиля ручья. Ролики опираются на профилированные опорные планки, установленные в жесткой толстостенной втулке, воспринимающей силу прокатки. Ролики расположены в сепараторе, который получает возвратно-поступательное движение вдоль оправки от корпуса через рычаг и серьгу.
Недостатком указанного способа является снижение возможности получить значительные пластические деформации гильзы ввиду малого диаметра деформирующих роликов.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ холодной периодической прокатки труб, включающий обжатие гильзы на оправке двумя валками, имеющими ручьи переменного радиуса (Виноградов А.Г. Трубное производство. М., Металлургия, 1981. 340 с.). При этом способе прокатки после окончания обратного хода клети и соответственно перед началом прямого хода клети между гильзой и валками образуется зазор. В период времени, когда между валками и гильзой имеется зазор, осуществляют подачу гильзы на один шаг, ее поворот и фиксацию в новом положении. После этого клеть перемещают в прямом направлении относительно неподвижной гильзы. В процессе перемещения клети осуществляется пластическая деформация гильзы.
В условиях отсутствия натяжения или подпора прокатываемой трубы, с учетом формы ручья и условий контакта прокатываемой трубы с валками можно определить точки поверхности трубы, в которых скорость скольжения материала деформируемой трубы относительно поверхности валка будет равна нулю. Расстояние от этих точек поверхности трубы до оси вращения валка представляет собой катающий радиус валка RK. С учетом того, что профиль ручья является переменной величиной, зависящей от угловой координаты валка, величина катающего радиуса RK также будет переменной величиной. С учетом того, что гильза в процессе прокатки остается неподвижной, отсутствие натяжения или подпора в трубе может быть обеспечено, если в зоне пластической деформации скорость точек, принадлежащих поверхности валка и находящихся на расстоянии, равном катающему диаметру, будет равна нулю.
При переменном радиусе ручья, нарезанного на валке, также переменным является катающий радиус RK валка в зоне пластической деформации гильзы.
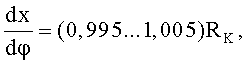
В рассматриваемом способе прокатки вращение валков осуществляется от шестерни, надетой на хвостовик валка. Эта шестерня находится в зацеплении с зубчатой рейкой, имеющей постоянный шаг зубьев и неподвижно установленной на станине стана. При этом соотношение между перемещением x клети и углом φ поворота валка определяется по следующей зависимости:

где RD - радиус делительной окружности шестерни, надетой на хвостовик прокатного валка. Этот радиус является постоянной величиной.
Величина радиуса делительной окружности определяется средним катающим радиусом RKCP

где z - число сечений рабочего конуса, в которых определяется катающий радиус RKi.
Из (1) следует, что производная от перемещения х клети по углу φ поворота валков является постоянной величиной, равной радиусу RD делительной окружности шестерни, надетой на хвостовик прокатного валка
Недостатком указанного способа является то, что большая часть пластической деформации гильзы осуществляется при отсутствии совпадения значений переменного катающего радиуса RK с постоянным значением радиуса RD делительной окружности шестерни. При несовпадении значений катающего радиуса и радиуса делительной окружности шестерни в прокатываемой трубе формируется либо натяжение, либо подпор. Натяжение или подпор формируется на участке гильзы, расположенном между клетью и устройством, которое обеспечивает фиксацию гильзы неподвижно относительно станины. Наличие натяжения или подпора негативно влияет как на качество поверхности прокатанной трубы, так и на работу механизмов стана.
Техническим результатом предлагаемого изобретения является расширение технологических возможностей оборудования за счет уменьшения значений натяжения или подпора, возникающих в процессе пластической деформации гильзы.
Технический результат предложенного изобретения достигается тем, что при прямом и обратном ходе клети связь между перемещением x клети и углом φ поворота каждого прокатного валка определяется из следующей зависимости:
где RK - переменный катающий радиус валка в зоне контакта деформируемой трубы с ручьями валков.
Способ прокатки труб представлен на фиг.1-3, где:
- на фиг.1 показана рабочая клеть, находящаяся в исходном положении и в промежуточном положении, а также показана гильза и рабочие валки;
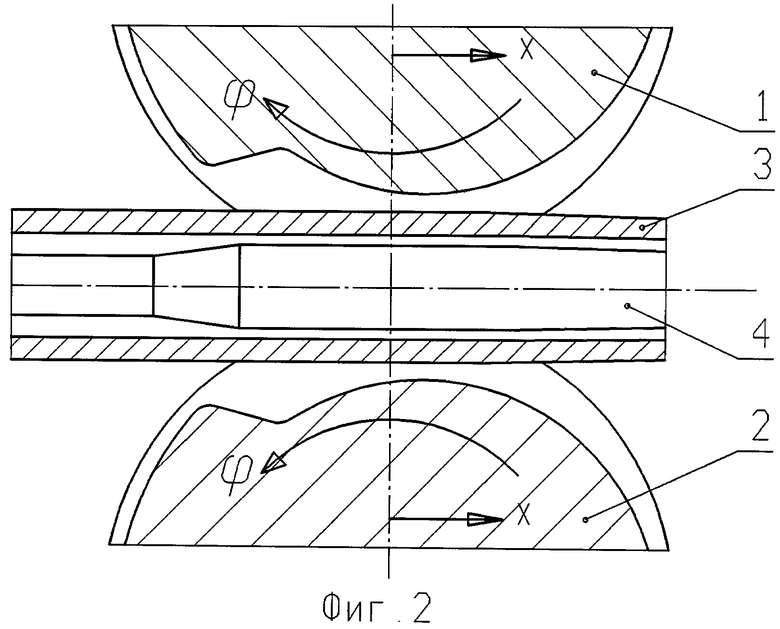
- на фиг.2 показано положение рабочих валков, гильзы и оправки в момент нахождения рабочей клети в исходном положении, когда происходит подача и поворот гильзы, а также показано направление угла φ поворота валков и направление перемещения х клети;
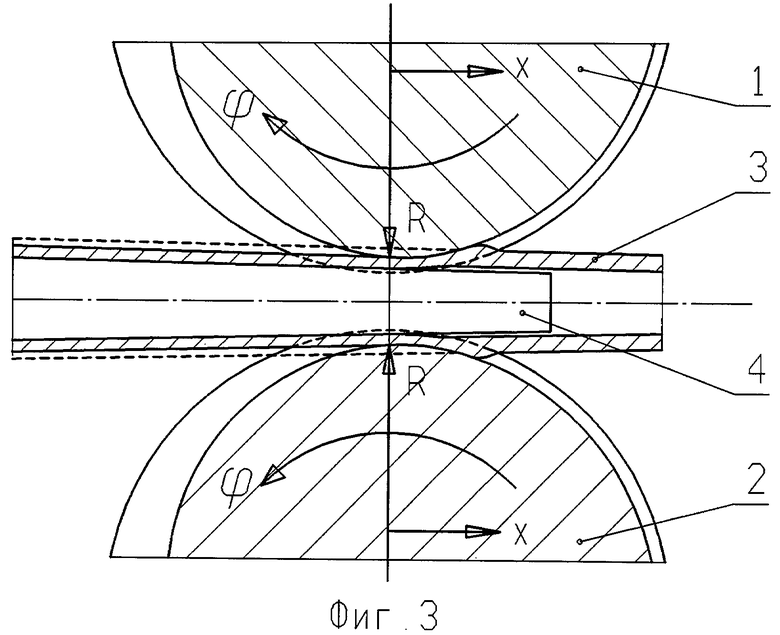
- на фиг.3 показано положение рабочих валков, гильзы и оправки в момент пластической деформации гильзы, а также показано направление угла φ поворота валков, направление перемещения х клети и катающий радиус R валков, при этом на фигурах указаны элементы с позициями:
- 1 - верхний рабочий валок;
- 2 - нижний рабочий валок;
- 3 - гильза;
- 4 - оправка.
Способ прокатки осуществляется следующим образом.
Перед началом каждого цикла периодической прокатки, когда клеть находится в исходном (крайнем заднем) положении (фиг.1). Размеры калибра, образованные профилем ручьев, нарезанных на валках 1 и 2, в этом положении больше размеров гильзы 3. При этом между валками 1, 2 и гильзой 3 образуется зазор (фиг.2). В этом положении осуществляют подачу гильзы на величину m или подачу гильзы на величину m, сопровождающуюся ее поворотом. После подачи гильзы на величину m или подачи гильзы на величину m, сопровождающейся ее поворотом, зазор между гильзой и валками остается, а также появляется зазор Δm между гильзой 3 и оправкой 4. При движении рабочей клети вперед, сопровождающемся вращением валков, происходит обжатие гильзы до соприкосновения внутренней поверхности с оправкой (редуцирование), затем следует раскатка смещаемой части металла на оправке (фиг.3).
Таким образом, предлагаемый способ холодной периодической прокатки труб позволяет расширить технологические возможности:
- за счет наличия в элементах трубопрокатного стана валков специального профиля для осуществления подачи трубы на новый шаг без ее деформации,
- прокаткой труб из различных материалов с разными показателями твердости и прочности ввиду осуществления прокатки до необходимых размеров,
- в результате расчета и подбора размеров элементов прокатывающих валков, которые влияют на технические характеристики предлагаемого ассортимента труб, подготовленных для холодной прокатки,
- так как на одних валках возможно выполнение определенного ассортимента труб при незначительных изменениях профиля в виде перепрофилирования,
- при замене валков на необходимые профили без значительных трудоматериальных затрат.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБЧАТО-РЕЕЧНЫЙ ПРИВОД ВАЛКА СТАНА ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2011 |
|
RU2482933C2 |
| СПОСОБ МНОГОНИТОЧНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2403107C1 |
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |
| КЛЕТЬ ВИНТОВОЙ ПРОКАТКИ | 1990 |
|
RU2030227C1 |
| Рабочий валок для холодной прокатки труб | 1976 |
|
SU715155A1 |
| СПОСОБ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ГОРЯЧЕЙ ПРОКАТКОЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2268796C2 |
| Клеть стана пилигримовой про-КАТКи ТРуб | 1979 |
|
SU816587A1 |
| Рабочая клеть трубопрокатного стана | 1978 |
|
SU768498A2 |
| ТРЕХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ АВТОМАТИЧЕСКОГО ТРУБОПРОКАТНОГО СТАНА | 2007 |
|
RU2389572C2 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 2003 |
|
RU2238808C1 |
Изобретение предназначено для расширения технологических возможностей оборудования при холодной продольной периодической прокатке труб на оправке. В способе холодной периодической прокатки труб прокатываемую гильзу перед каждым прямым ходом периодической прокатки подают на один шаг, фиксируют неподвижно относительно станины стана и затем пластически деформируют валками двухвалковой прокатной клети, совершающей возвратно-поступательное движение, причем валки имеют ручей переменного радиуса. Уменьшение значений натяжения или подпора, возникающих в процессе пластической деформации гильзы, обеспечивается за счет того, что перемещение клети вперед, сопровождающееся вращением валков, осуществляют таким образом, что перемещение клети и угол поворота каждого прокатного валка находятся в соотношении, регламентируемом математической зависимостью. 3 ил.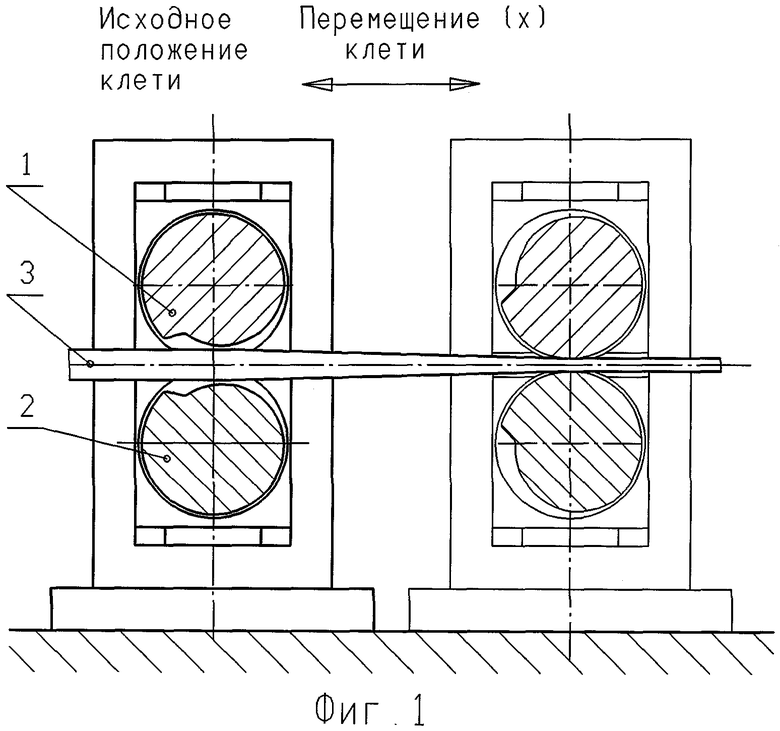
Способ холодной периодической прокатки труб, при котором прокатываемую гильзу перед каждым прямым ходом периодической прокатки подают на один шаг, фиксируют неподвижно относительно станины стана и затем пластически деформируют валками двухвалковой прокатной клети, совершающей возвратно-поступательное движение, причем валки имеют ручей переменного радиуса, отличающийся тем, что перемещение клети вперед, сопровождающееся вращением валков, осуществляют таким образом, что перемещение x клети и угол φ поворота каждого прокатного валка находятся в соотношении, определяемом из следующей зависимости:
где RK - переменный катающий радиус валка в зоне контакта деформируемой трубы с ручьями валков.
| ВИНОГРАДОВ А.Г | |||
| и др | |||
| Трубное производство | |||
| - М.: Металлургия, 1981, с.340 | |||
| СПОСОБ ПЕРИОДИЧЕСКОЙ БУХТОВОЙ ПРОКАТКИ ТРУБ | 2002 |
|
RU2231404C2 |
| СПОСОБ ХОЛОДНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 1994 |
|
RU2054980C1 |
| RU 93026230 A, 10.03.1997 | |||
| ЛИСТОВОЙ НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ | 2008 |
|
RU2403686C1 |

