Изобретение относится к трубопрокатному производству и может быть использовано при изготовлении труб из цветных металлов.
Известен способ периодической прокатки труб, включающий деформацию заготовки в зоне конуса деформации валками с ручьем переменного профиля на плавающей оправке с поворотом в момент отсутствия контакта валков с заготовкой. Для раскатки заусенцев по обе стороны зоны конуса деформации прикладывают крутящий момент поворачивающим устройством. При этом на участке трубы с конусом деформации осуществляют знакопеременный поворот трубы и каждое поперечное сечение имеет постоянное тангенциальное перемещение, равное углу поворота (Авторское свидетельство СССР №403454, В 21 В 21/00, 26.10.1973).
Способ позволяет осуществлять бухтовую прокатку труб, но в связи с уменьшением крутящего момента на концевых участках бухтовой заготовки в зоне конуса деформации значительно затрудняется раскатка выпусков на концевых участках заготовки. Это является недостатком способа, так как снижается выход годного из-за необходимости удалять концевой участок заготовки с нераскатанными выпусками.
Известен способ периодической бухтовой прокатки труб, включающий порционную подачу заготовки, обжатие каждой порции ручьевыми валками на плавающей оправке и поворот между обжатиями передним и задним патронами части заготовки, расположенной между ними. Способ предусматривает раскатку выпусков на концевых участках заготовок, для чего после выхода из заднего патрона конца заготовки его поворачивают между обжатиями принудительно поворачиваемой оправкой и передним патроном (Авторское свидетельство СССР №644565, В 21 В 21/00, 30.01.1979). Исключение необходимости удаления концевых участков заготовок с нераскатанными выпусками позволяет повысить выход годного.
К основным недостаткам способа следует отнести то, что труба в процессе прокатки скручивается, что приводит к ее деформации, ухудшается качество труб и резко падает производительность процесса прокатки. Кроме того, в известном способе возможно нарушение стабильности процесса прокатки, так как поворот конца заготовки через хвостовик плавающей оправки, на которой обжимается заготовка, приводит к возникновению дополнительного сопротивления перемещению плавающей оправки, а обжатие заготовки на хвостовике исключает поступление смазки непосредственно к плавающей оправке в зоне прокатки трубы.
Задачей настоящего изобретения является разработка стабильного процесса бухтовой прокатки труб на плавающей оправке, а техническим результатом, получаемым от использования изобретения, - улучшение качества прокатываемых труб и повышение производительности процесса.
Указанный технический результат достигается в способе периодической бухтовой прокатки труб, включающем порционную подачу заготовки и обжатие каждой порции ручьевыми валками на плавающей оправке, при этом ручьевые валки совершают между обжатиями поворот вокруг продольной оси заготовки.
Основное отличие предлагаемого способа от известного заключается в том, что в известном способе поворачивается труба, а в предлагаемом клеть с ручьевыми валками совершает поворот вокруг продольной оси трубной заготовки. В результате не происходит деформации трубы, что позволяет улучшить качество труб и одновременно увеличить производительность процесса. Кроме того, отсутствие в предлагаемом способе поворота трубной заготовки позволяет исключить негативные факторы, влияющие на стабильность процесса прокатки.
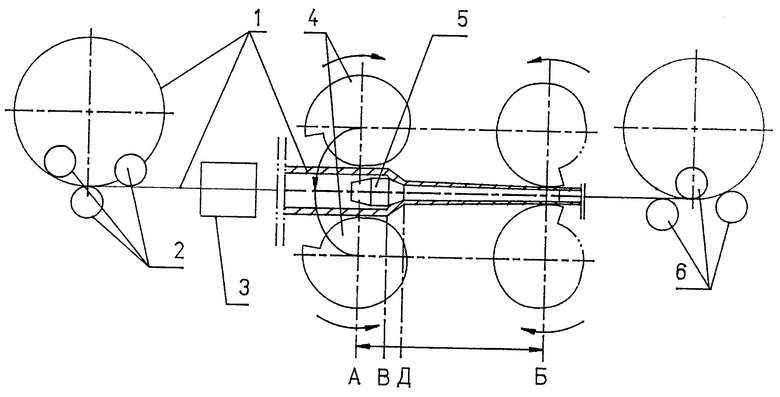
На чертеже показана схема осуществления предлагаемого способа.
Способ осуществляют следующим образом.
Заготовку 1 разматывают из бухты правильными роликами 2 и порционно подают патроном подачи 3 в ручьевые валки 4, которые на участке А-Б совершают возвратно-поступательное перемещение вдоль заготовки, а на участке А-В совершают между обжатиями поворот вокруг продольной оси заготовки на угол в пределах 60-90 градусов, т.е. полный поворот валков вокруг заготовки происходит за несколько циклов обжатия.
На участке А-Б внутри заготовки 1 расположена плавающая оправка 5, на которой производится обжатие трубы ручьевыми валками 4. Далее прокатанная заготовка сворачивается в бухту роликами 6.
В процессе прокатки ручьевые валки 4 и плавающая оправка 5 контактируют с заготовкой 1 следующим образом. На участке А-В ручьевые валки 4 не контактируют с заготовкой. На этом участке производится порционная подача заготовки 1 вместе с плавающей оправкой 5 и поворот ручьевых валков 4 вокруг заготовки 1.
На участке В-Д начинается обжатие заготовки 1 ручьевыми валками 4 до соприкосновения с плавающей оправкой 5, которая под воздействием сил, возникающих в зоне обжатия, смещается в сторону патрона подачи 3 на величину подачи.
На участке Д-Б продолжается обжатие заготовки 1 без смещения плавающей оправки 5.
Использование предлагаемого способа прокатки обеспечивает по сравнению с известным способом стабильность прокатки, получение труб высокого качества и осуществление процесса с высокой производительностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАНЕТАРНЫЙ СТАН ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2003 |
|
RU2237530C1 |
| Способ периодической бухтовой прокатки труб | 1974 |
|
SU644565A1 |
| СТАН НЕПРЕРЫВНОГО ХОЛОДНОГО ВОЛОЧЕНИЯ-ПРОКАТКИ ТРУБ | 2003 |
|
RU2236919C1 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 1999 |
|
RU2179494C2 |
| УСТРОЙСТВО ДЛЯ ВЫТЯГИВАНИЯ ПРУТКОВ НА МНОГОРУЧЬЕВОЙ УСТАНОВКЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 1999 |
|
RU2170639C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1999 |
|
RU2173603C2 |
| Способ холодной прокатки труб и стан для его осуществления | 1985 |
|
SU1346282A1 |
| Способ холодной пилигримовой прокатки профильных труб | 1989 |
|
SU1708454A1 |
| Способ периодической прокатки труб | 1975 |
|
SU707624A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2009 |
|
RU2400317C1 |
Использование: изобретение относится к трубопрокатному производству и может быть использовано при изготовлении труб из цветных металлов. Сущность: в способе периодической бухтовой прокатки труб ручьевые валки совершают между обжатиями поворот вокруг продольной оси заготовки. Обеспечивается улучшение качества прокатываемых труб и повышение производительности процесса. 1 ил.
Способ периодической бухтовой прокатки труб, включающий порционную подачу заготовки и обжатие каждой порции ручьевыми валками на плавающей оправке, отличающийся тем, что ручьевые валки совершают между обжатиями поворот вокруг продольной оси заготовки.
| RU 94012007 A1, 10.04.1996 | |||
| СПОСОБ ХОЛОДНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 1994 |
|
RU2054980C1 |
| Способ шаговой прокатки | 1988 |
|
SU1727941A1 |
| ИГРУШКА-МОДЕЛЬ И ИГРУШЕЧНОЕ КУХОННОЕ ОБОРУДОВАНИЕ | 2020 |
|
RU2747767C1 |
| ТАХЕОГРАФ | 2004 |
|
RU2258905C1 |

