(54) КЛЕТЬ СТАНА ПИЛИ.ГРИМОВОЙ ПРОКАТКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан пилигримовой прокатки труб | 1977 |
|
SU740319A1 |
| Патрон поворота трубы стана пилигримовой прокатки | 1978 |
|
SU738700A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU768494A1 |
| Способ изготовления мерных труб на пилигримовом стане | 1975 |
|
SU550188A1 |
| Способ периодической прокатки труб | 1979 |
|
SU825214A1 |
| Способ пилигримовой прокатки труб | 1980 |
|
SU880525A1 |
| Стан холодной пилигримовой прокатки труб | 1987 |
|
SU1491594A1 |
| Рабочая клеть стана пилигримовой прокатки | 1980 |
|
SU1174108A1 |
| Инсрумент стана холодной прокатки труб | 1975 |
|
SU535120A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ИЗДЕЛИЙ | 2009 |
|
RU2385194C1 |
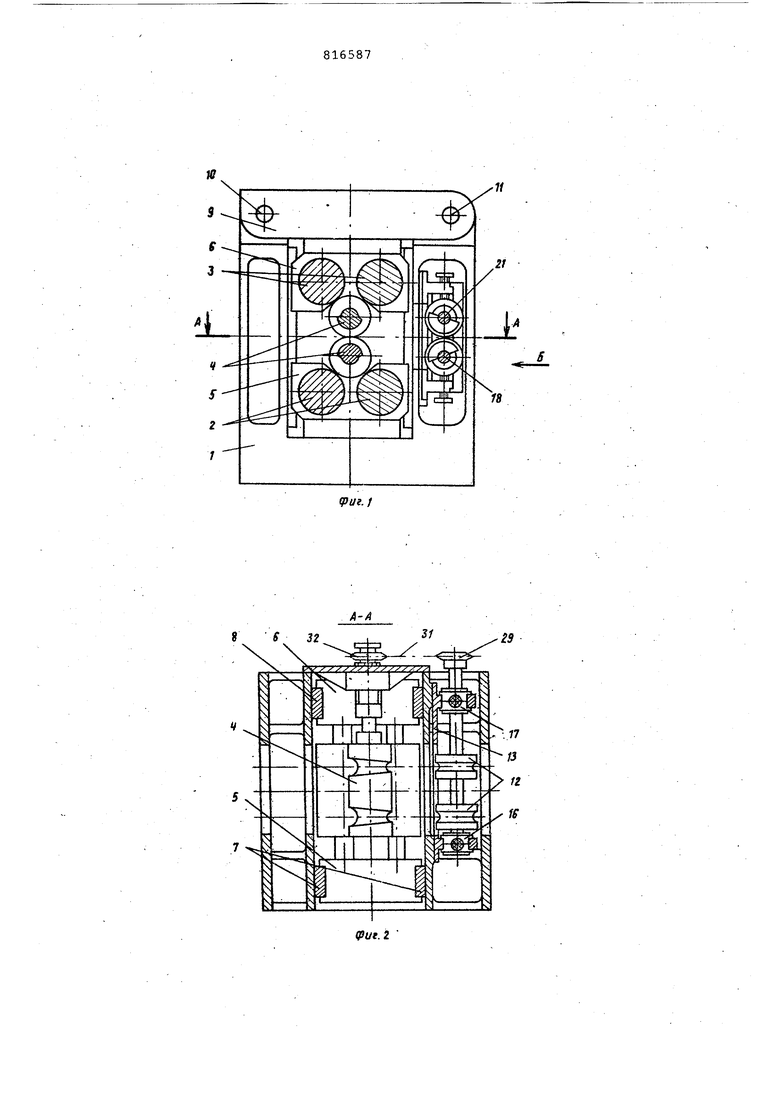

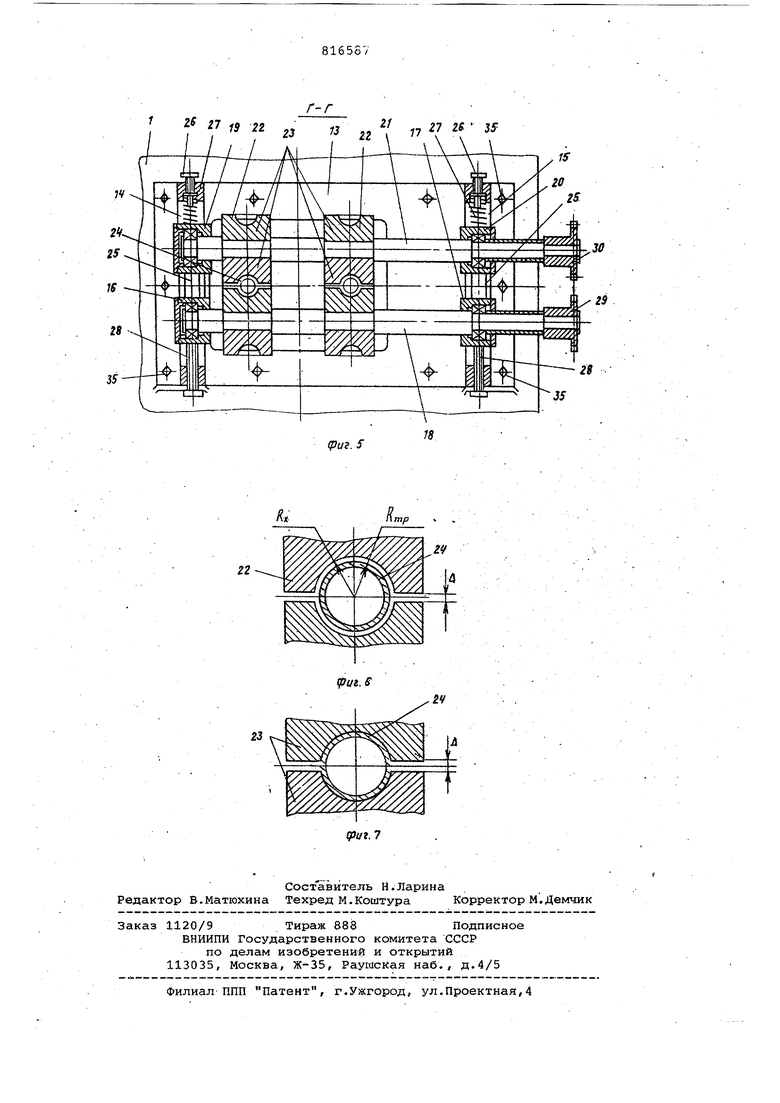
: t Изобретение относится к обработке металлов давлением и касается совершенствования конструкций стационарны клетей станов пилигримовой прокатки труб, в основном из труднодефор мируемлх, в том числе и из тугоплавких металлов, длина которых доставляет .250: 300 W8M. Известна стационарная рабочая клеть стана пилигримовой прокатки труб, обеспечивающая их прокатку встык и содержащая станину и установленные в ней приводные рабочие валки, ручьи которых имеют рабочий и холостой участки 1 . Однако при прокатке коротких заготовок, получаемые трубы имеют низкую точность геометрических размеров и низкое качество наружной поверхности, обусловленные нестабильностью Величины подачи вследствие того, что, задний конец прокатываемой заготовки не зг1жат в патроме заготовки, а пере дний конец прокатной трубы еще не дошел до переднего патрона и прокаты ваемая труба при холостом ходе удерживается на оправке только за счет сил трения. Вследствие указанных факторов заготовка после срыва ее с оправки в момент подачи при холостом ходе (и особенно при прокатке стыка) под действием сил инерции самопроизвольно проскальзывает в направлении подачи и в результате подается в валки на большую, чем следует, величину. Это приводит к переполнению очага деформации металлом и появлению на поверхности трубы дефектов в виде закатов и увеличению продольной волнистости прокатанных труб.Известна конструкция клети стана пилигримовой прокатки труб, содержащая станину, с установленными в ней приводными ручьевыми валками, с холостым и рабочим участками и размещенные на выходной стороне клети один над другим ролики с ручьем полукруглого nonepeiiHoro сечения. Ролики стянуты в радиальном направлении винтами и получают непрерывное равномерное вращение через шестерни и дружины кручения от привода вашков Недостаток этой известной клети состоит в том, что ролики, установленные на выходной стороне клети, предотвращая самопроизвольное смещение трубы относительно оправки йри подаче в момент холостого хода трубы, имеют повышенный износ, вызванный интенсивным проскальзыванием трубы относительно ручьев в процессе работы, особенно в момент холостого хода, когда труба движется против направления вращения валков. При достижении износа критической величины трение между ручьем ролика и трубой уменьшается, вследствие -этого уменьшается суммарное усилие осевого подпора трубы роликами. ,Равнодействующая сил трения между трубой и роликами нарушается, что ведет к появлению дополнительного осевого проскальзывания трубы относи тельно оправки при подаче в период холостого хода, т.е. к увеличению подачиi Увеличение подачи, в свою очередь-, ведет к переполнению очага деф.ормации металлом и появлению дефектов на.поверхности трубы в виде закатов, повьошенной продольной волни стости и прочее, а при значительном Проскальзывании - к заклиниванию заготовки в валках. Цель изобретения - повышение качества наружной поверхности прокатываемых встык труб. Для достижения поставленной цели клеть стана пилигримовой прокатки труб, содержащая станину, установле ные в ней приводные ручьевые валки, ручьи которых по длине, имеют холостой и рабочий участки с соответству ющими им центральными углами, и раз мещенные один над другим на выходно стороне клети приводные ролики с ру чьем полукруглого поперечного сечения, клеть .снабжена механизмом упру гого радиального перемещения одного из роликов по отношению к другому и ручей каждого ролика по. длине имеет холостой и рабочий участки с центра льными углами, соответствующими цен тральным углам холостого и рабочего участков приводных ручьевых валков. Указанные отличия позволяют компенсировать износ рабочих участков ручьев роликов, в процессе прокатки уменьшить значительно износ последних, что в конечном счете позволяет стабилизировать величину подачи про катываемых встык короткомерных труб ных заготовок и за счет.этого повысить качество наружной поверхности получаемых труб. На фиг.1 представлена клеть в двухниточном варианте, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - вид Б на фиг.1, нафиг.4 вид В на фиг.З; на фиг.5 - разрез Г-Г на фиг.4; на фиг.6 - сопряжение роликов холостыми участкс1Ми; на фиг.7 - то же, рабочими участкс1Ми. Предлагаемая клеть стана пилигримовой прокатки труб содержит ста нину 1, установленные в ней между парой- нижних опорных валков 2 и пар верхних опорных валков 3 приводные ручьевые валки 4, ручьи которых по длине имеют хОлостой и рабочий участки с соответствующими им центральными углами (не указаны).Нижние опорные валки установлены в подшипниковых подушках 5, а верхние - в подшипниковых подушках б, перемещающихся по вертикальным направляющим планкам 7 и 8. Принудительный контакт между опорными нижними, рабочими ручьевыми и опорными верхними -валками осуществляется посредством крышки 9, шарнирно соединенной со станиной с помощью осей 10 и 11. На выходной стороне клети размещены одиннад другим приводные,ролики 12 (для двухниточного варианта две пары роликов). Ролики расположены в прикрепленной к станине кассете 13 с направляющими 14 и 15. В этих направляющих установлены подушки 16 и 17 нижнего вала 18 и подушки 19 и 20 верхнего вала 21. На валах 18 и 21 один над другим установлены ролики 12, которые по окружности бочки имеют ручей полукруг-, лого поперечного сечения. Ручей каждого ролика по длине имеет холостой и рабочий участки, размещенные на отдельных образующих ролик полудисках 22 и 23.- Полудиски 22 роликов 12 имеют холостой участок на ручье, а полудиски 23 - рабочий участок. Центральные углы холостого и рабочего участков роликов соответствуют центральным углам холостого и рабочего участков приводных ручьевых рабочих валков. Ручей холостого участка ролика 12 выполнен радиусом Яд превышающим радиус трубы 24 на 1,52 мм, а ручей рабочего участка -ролика выполнен радиусом равным радиусу трубы.. Клеть имеет механизм упругого радиального перемещения одного из роликов 12 (верхнего) по .отношению к другому (нижнему)-. Этот механизм выполнен в виде демпфирующих элементов 25, установленных между подушками 16,19, 17 и 20 нажимных винтов 26, размещенных в направляющих 14 и 15 кассеты 13 и пружин27, расположенных между винтами 26 и подушками 19 и 20 верхнего вала 21. Для вертикальной регулировки положения осей роликов 12 подушки 16 и 17 нижнего вала 18 снабжены регулировочными винтами 28. Для привода роликов 12 на концах валов 18 и 21 установлены звездочки 29 и 30. Звездочка 29 через цепную передачу 31 соединена с ведущей звездочкой 32, установленной на входном в-сшу нижнего рабочего валка, а звездочка 30 через цепную передачу 33 соединена с ведущей звездочкой 34, установленной на входном валу верхнего рабочего валка. Натяжение цепных передач 31 и 33 осуществляется с помощью отжимных болтов 35.
Прокатка труб в предлагаемой клети осуществляется следующим образом
Размещенные в станине 1 (фиг.1) между парой нижних опорных валков 2, установленных в подшипниковых подушках 5 и парой верхних опЬрных валков 3, установленных в подшипниковых подушках б, рабочие валки 4 вращаются непрерывно навстречу друг другу.Подшипниковые подушки 5 и 6 удерживаются от осевого смещения направляющими планками 7 и 8, а от вертикального переме1иения - крышкой 9, шарнирно связанной со станиной осями 10 и 11. В период сопряжения .рабочих валков рабочими участками ручьев происходит обжатие находящегося в очаге деформации на оправке участка трубной заготовки, которая периодически подается в зону деформации при холостом ходе. При прокатке короткомерных заготовок, прокатанная труба 24 (фиг.5 позле схода ее с оправки (не показана) -сразу же контактирует при рабочем ходе с рабочим участком ручьев роликов 12, так как расстояние от оси рабочих валков.до оси валов .18 и 21 (фиг.1) в горизонтальной плоскости выбирается таким, что оно превьшает длину обжимного участка рабочего конуса на 20-30 мм.
-Таким образом, в процессе обжатия короткомерных трубных заготовок рабочими валками 4, и особенно в момент прокатки стыка, когда jpy6a 24 еще не дошла до переднего патрона (не показан), рна постоянно в процессе всего рабочего хода возвращается роликами 12 (их полудисками 23 с рабочим участком)-, а задний торёц ее при этом поджимается к переднему торцу следующей за нею заготовки (не показаны). Если же на каком- либо маршруте при холостом ходе трубы в процессе ее подачи npOHd5 o;pHT некоторый проброс трубы относительно оправки (не показаны), то для устранения образующегося при этом зазора в месте стыка труб ролики 12 настраиваются с опережением захвата трубы их рабочим участком по отношению к моменту захвата трубы рабочими ,валками 4. Таким образом, перед началом обжатия трубы рабочими валками образующийся в месте стыка зазор ликвидируется.
В процессе прокатки труб, вследствие того, что скорость перемещения трубы катакицим радиусом валков величина переменная, увеличйваницаяся от участка редуцирования к участйу
калибровки, а скорость перемещения трубы рабочим участком роликов есть величина постоянная, а также ввиду того, что силы трения на площадках контакта рабочих валков с деформируемым участком рабочего конуса заготовки намного превышают силы трения между трубой и рабочим участком роликов 12, происходит проскальзывание рабочего участка ручья роликов относительно трубы. В результате этого О проскальзывания (хотя и незначительного) рабочий участок калибров роликов возврата при длительной работе подвергается износу.
5 Для компенсации этого износа меж-ду роликами каждой пары имеется зазор л . Величина зазора выбирается в зависимости от материала прокатываемых труб, маршрута прокатки и лё0 жит в пределах 1-2 мм. Сведение (разведение) роликов 12 при настройке, осуществляемое с помощью регулировочных винтов 28 и нажимных винтов 26. Использование предлагаемой клети
c позволяет осуществлять прокатку коротксллерных заготовок при стабильйой подаче, что значительно повышает качество прокатываемых труб.
30
. Формула изобретения
- Клеть стана пилигримовой прокатки , содержащая станину, установленные в ней приводные ручьевые валки,в
35 ручьи которых по длине имеют холостой и рабочий участки с соответствую.щими им центральными углами и размещенные на выходной стороне клети один над другим приводные ролики с ручьем
40 полукруглого поперечного сечения, о Тли ч ающа я с я тем,, .что, с целью повышения качества наружной поверхности прокатываемых встык труб, клеть снабжена механизмом упругого радисшьного перемещения одного из ро45 по отношению к другому и ручей каждого ролика по длине имеет холостой и рабочий участки с центральными углами, соответствующими центральным углёш холостого и рабочего участков
приводных ручьевых валков.
Источники информации, принятые во внимание при экспертизе
55- 2. Авторское свидетельство по заявке 2129532/22-02, кл. в 21 В 21/00, 1975.
9S 32
(put. 2
T2
за
Sttd 8
-JO
