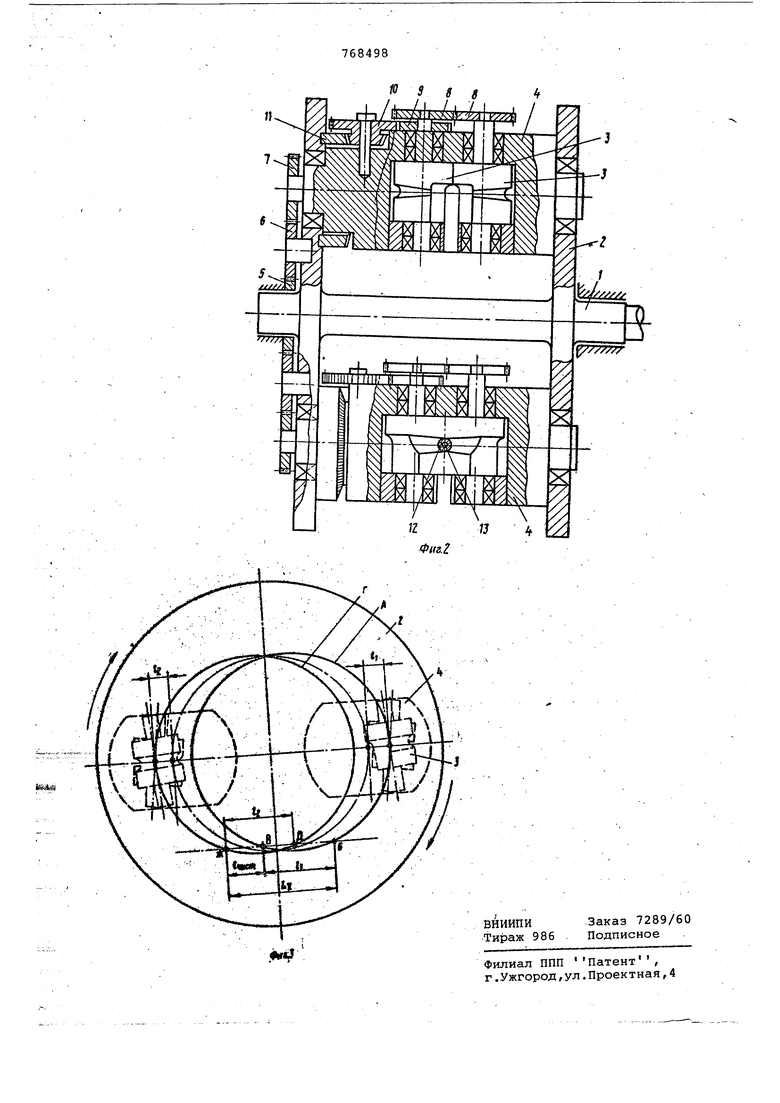
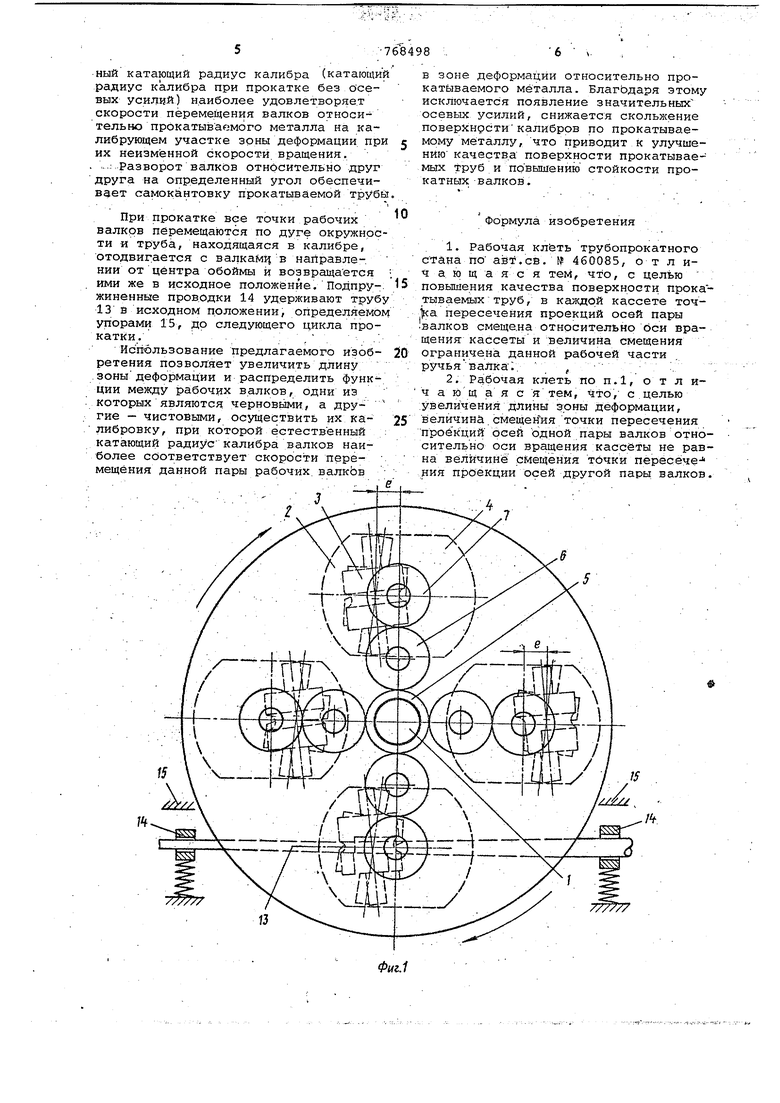
luieMHH траекторий перемещения пар валков. CNfeteeHHe точки Пересечения npioeK ййй осейпар валков, обеспечивая про катку определенной части заготовки, позволяет вьвделить чистовые пары рабочих валков, прокатывающие трубу в конечной части зоны деформации и : осуществляющие калибровку ее по стен ке и диаметру, и благодаря их оптимальной калибровке снизить скрльже,ние на калибрующем участке и повы сйть качество поверхности прокатЫвае мых труб и стойкость инструмента. На иг. 1 изображена рабочая клет трубопрокатного стана; на фиг. 2 - то же, разрез ; на фиг.3 - схема образования удлиненной зоны деформации Рабочая клеть трубопрокатного ста На имеет размещённую на npHEdfltfoM валу 1 вращающуюся обойму 2, несколько рабочих валков 3, заключённы .попарно в кассеты 4, неподвижную шес терню 5, ступицу которой пропущен приводной вал, и взаимодейству щиё с неподвижной шестерней- :чё|зёз па разитные шестерни б сателлиты 7. Чис ло зубьев неподвижной шестерни и са ёл.ййШв Ьйин акс1ВО. . Каждая пара валков установлена в кассете с разворотом осёй друг отно ситёльно на определенный yrpjr для самокантовтси прокатываемой трубы. В. каждой кассете точка, пёресеЧ;ёНия проекций осей пары валков, йме щих , переменный профиль ручья, смещена относительно оси вращения кассеты при этом величина смещения е ограничена длиной рабочей части ручья. Величййа смещения е точки пересе. чения проекций осей одной пары валко относительно оси вращения кассеты не равна величине смещения е точки пересечения проекции осей другой пары валков. ., . . . . - : Смещение точки пересечения, проек цйй осей в каждой паре валков может отличаться по величине и по направ лёййю, а также по тому и другому совместно. От величины и направления смещения проекций осей пар рабочих . валков относительно осей вращения Кассет зависит длина зоны деформации LJ и длина её части c г п рокатываемой только чистовыми параШ валков. . LJ. и Е Ш,р определяются выражениями:„ + е. - -е + ё| - е величины смещения прогде е и е екций осей пар рабочих валйов относительно осей вращения кассет; - длина рабочей части руч:ья черновых валКов, установленных в кассетах со смещением е ; 12 - длина рабочей части . , ручья, чистовых валков, Чустановленных со смещением ej . Величины смещения осей пар рабочих . валков 3 относительно осей вращения кассет 4 определяются технологическими и конструктивными параметрами стана, но не превышают длины рабочей части ручья рабочих валков 3. Калибровка рабочих .валкс в 3 выполнена с учетом их смещения и соответствует прокатываемому данной пар9в валков участку зоны деформации. Для обеспечения входа и выхода валков из зоны деформации калибры рабочих валков 3 выполнены с частично срезанными ребордами. . Синхронность вращениявалков обеспечивается с помощью Шестерен 8, сидящих на цапфах валков 3. Ориентация калибра рабочих валков перед входом В зону деформаций осуществляется с помощью шестерни 9, сидящей на цапфе одного из валков и входящей в зацец.ление с блоком шестерен 10, установленным в кассете в плоскости, проходящей через ось вращения кассеты, и входящим в зацепление с зубчатым .колесом 11, закреплённымна обойме 2. Прокатываемая на оправке 12 труба 13 помещена в подпружиненные проводки 14, крайнее положение которых регулируется упорами 15. Кл&ть трубопрокатнрго стана работает следующи м образом. При работе стана вращается обойм а 2, перемещаются :кассеты 4 с рабочими валками 3 по круговой траектории. Благодаря планетарной зубчатой передаче, включающей укрепленные на цапфаз4 кассет 4 сателлиты 7, входящие в зацепление с паразитными шестернями б, обкатывающимися по неподвижной шестерне 5, направление осей рабочих валков остается постоянным как -во время прохождения ими зоны деформации, так .и на остальном участке траектории их перемещения. Благодаря тому, что точки.пересечения проекции осей пар рабочих валков смещены, относительно осей вра- щения кассет 4, соответствующее смещение имеют и траекторий их перем.ещения. П рВ валййв, уетановленные в кассетах со смещением ё, перемещаются по траектории А, входят в зону деформации в точке Б и выходят в точке В, осуществляя редуцирование и рас-, катку стенки прокатываемой трубы 13. Пары рабочих валков, установленные перемев кассетах со смещением щаются по траектории Г, входят в зону деформаций .в точке. Д и выходят в точке Ж. Они завершают прокатку и калибровку очередного сечения трубы 13, являются чистовыми и выполнены с калибровкой,с,при которой естественный катающий радиус калибра (катающий радиус калибра при прокатке без осевых усилий) наиболее удовлетворяет скорости перемещения валков относительно прокатываемого металла на калибрующем участке зоны деформации при их неизменной скорости, вращения. . .; Разворот валков относительно друг друга на определенный угол обеспечивает самокантовку прокатываемой труби
При прокатке все точки рабочих валков перемещаются по дуге окружности и труба, находящаяся в калибре, отодвиг:ается с валкаМ в найравле-. НИИ от центра обоймы и возвращается ими же в исходное положение, Подпру-. жиненные проводки 14 удерживают трубу 13 в исходном положении, определяемом упорами 15, до следующего цикла прокатки.. , . . ..
Использование предлагаемого изобретения позволяет увеличить длину зоны деформации и распределить функции между рабочих валков, одни из которых являются черновыми, а другие - чистовыми, осуществить их ка либровку, при которой естественный : катающий радиус калибра валков наиболее соответствует скорости пере- мещёния данной пары рабочих. валкЬв зоне деформации относительно прокатываемого металла. Благодаря этому исключается появление значительных осевых усилий, снижается скольжение поверхнрстикалибров по прокатываемому металлу, что приводит к улучшению качества поверхности прокатываемых труб и повышению стойкости прокатных-валков.
Формула изобретения
1.Рабочая клеть трубопрокатного стана ПО авт.св. If 460085, отличающаяся тем, что, с целью повышения качества поверхности прокатываемых труб , в каяадой кассете точТка пересечения проекций осей пары валков смеще.на относительно оси вращения кассеты и величина смещения ограничена данной рабочей части ручьявалка:, , .- .
2.Рабочая клеть по п.1, о т л и ч а ю щ а я с ятем, что, с. целью
Увеличения длины зоны деформации, величина смещения точки пересечения проекций осей Одной пары валков относительно оси вращения :кассеты не равна величине смещения точки пересёче- ния проекции осей другой парьг валков.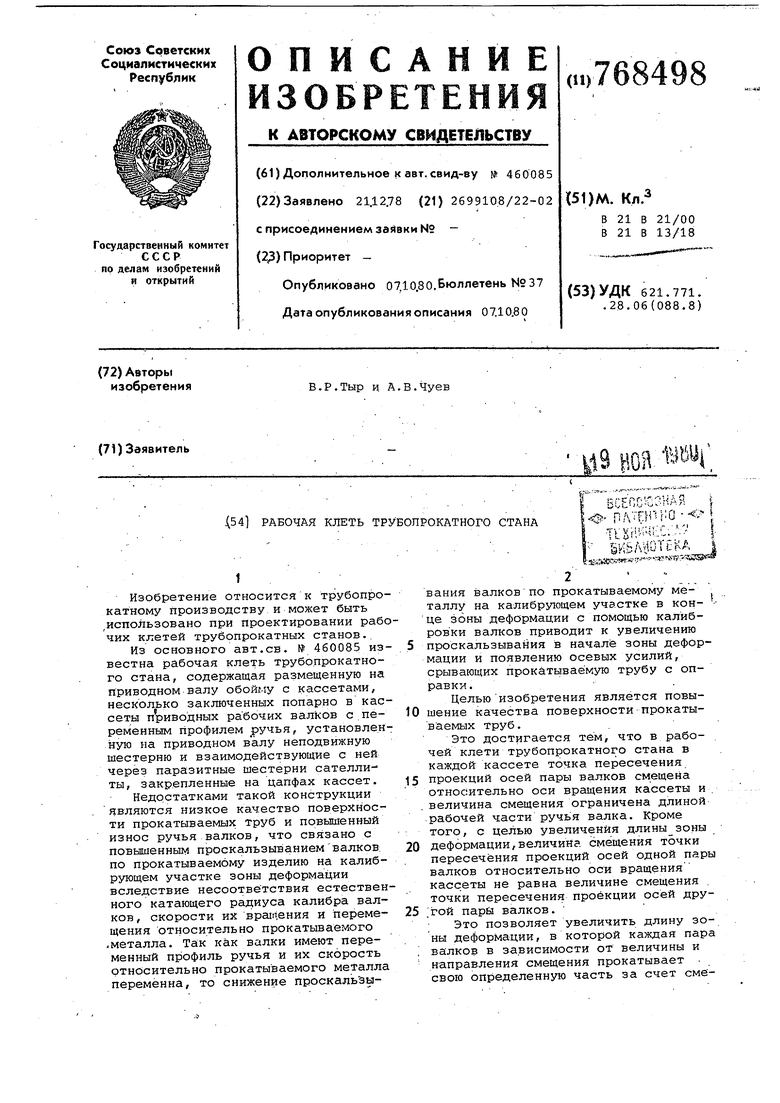
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухвалковый калибр для продольной прокатки труб | 1982 |
|
SU1079321A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2397033C1 |
| Способ настройки редукционного стана | 1981 |
|
SU952395A1 |
| Технологический инструмент двухвалкового редукционного стана | 1988 |
|
SU1614875A1 |
| КАЛИБР ТРЕХВАЛКОВОЙ КЛЕТИ ПРОКАТНОГО СТАНА | 2024 |
|
RU2832020C1 |
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |
| Технологический инструмент для продольной прокатки труб | 1981 |
|
SU973199A1 |
| Непрерывный трубопрокатный стан | 1987 |
|
SU1675000A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU682292A1 |
| КАЛИБР ТРУБОПРОКАТНОГО СТАНА | 2013 |
|
RU2530591C2 |