Настоящее изобретение относится к способу и установке для проведения процесса структурного превращения в материале заготовок сухим методом согласно ограничительным частям п.п.1 и 11 формулы изобретения.
Уровень техники
Известно, что для улучшения свойств конструктивных элементов из металлических материалов их структуру можно изменять путем термической обработки. Такой термической обработке наряду с целым рядом разнообразных металлов можно прежде всего подвергать стали, среди которых обработке подобными методами изотермической закалки с выдержкой в бейнитной области в свою очередь легко поддается, например, сталь марки 100Cr6.
При термической обработке стали марки 100Cr6 ее, например, сначала нагревают до температуры примерно 850°С, в результате чего в материале образуется так называемая аустенитная структура. Затем нагретые до такой температуры детали необходимо по всему их объему, т.е. и в их внутренней части, быстро охладить до температуры изотермической закалки. Улучшаемые детали предпочтительно при этом охлаждать до температуры порядка 220°С, при которой образуется так называемая бейнитная структура. Однако эта температура лишь ненамного превышает так называемую температуру начала мартенситного превращения, до которой изделия не допускается охлаждать ни при каких условиях в процессе структурного превращения, поскольку охлаждение до такой температуры создало бы существенные препятствия образованию требуемой, особенно предпочтительной бейнитной структуры.
К другим возможным факторам, затрудняющим образование бейнитной структуры, относится слишком медленное охлаждение улучшаемых деталей. Особо при этом следует назвать область образования перлитной структуры. Перлитная структура образуется при температуре примерно от 730 до 470°С при более продолжительной выдержке материала в этом интервале температур. Еще одним фактором, затрудняющим образование бейнитной структуры, является так называемая область образования бейнита при непрерывном охлаждении, верхняя часть температурного интервала которой перекрывается с нижней частью интервала температур образования перлитной структуры. Нижняя часть интервала температур образования перлита в зависимости от длительности выдержки материала в этом температурном интервале достигает области температур бейнитной закалки.
Во избежание образования подобной нежелательной структуры в материале обрабатываемых деталей продолжительность охлаждения всей детали, т.е. ее наружных и внутренних частей, должна составлять от 35 до 40 с.
Для устранения недостатков, которые присущи используемому в настоящее время методу закалки в соляной ванне и к числу которых относятся, например, высокая неэкологичность, проблемы, связанные с поддержанием необходимой чистоты соляной ванны, проблемы, связанные с очисткой деталей, и высокие производственные затраты, были разработаны так называемые сухие методы изотермической закалки, т.е. закалки с охлаждением в потоке газообразной закалочной среды. При закалке этими методами детали резко охлаждают в рабочем пространстве закалочной камеры газом с регулируемой температурой. Для возможности отвода при этом выделяющейся в чрезмерном количестве тепловой энергии через рабочее пространство закалочной камеры пропускают соответствующий газовый поток.
Для регулирования температуры такого газового потока, например, в DE 10044362 С2 было предложено изменять эффективно обтекаемую площадь поверхности теплообменника, охлаждающего газ. Другой предложенный способ заключается в активном регулировании температуры газа его пропусканием через два параллельных проточных канала, один из которых охлаждают, а другой - нагревают. При этом для регулирования температуры газа его количества, пропускаемые соответственно через нагреваемый и охлаждаемый каналы, соответствующим образом регулируют с помощью клапанов.
Однако обоим этим способам присущ тот недостаток, что в зависимости от характеристик объекта регулирования температура газа по меньшей мере временно колеблется около заданной температуры (температуры изотермической закалки). По этой причине не исключена возможность кратковременного падения температуры газа ниже температуры начала мартенситного превращения, из-за чего по меньшей мере возникает опасность нарушения процесса образования в деталях необходимой структуры, например бейнита, или даже становится невозможным ее образование. Обусловлено это тем, что краевые зоны детали, прежде всего ее тонкостенные места, углы или витки резьбы, очень быстро охлаждаются газом до его температуры.
Задача и преимущества настоящего изобретения
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать способ и установку для проведения процесса структурного превращения в материале заготовок сухим методом.
Указанная задача в отношении установки и способа проведения процесса структурного превращения в материале заготовок сухим методом указанных в начале описания типов решается с помощью объектов с отличительными признаками, представленными соответственно в п.п.1 и 11 формулы изобретения. Различные предпочтительные варианты осуществления изобретения приведены в соответствующих зависимых пунктах формулы изобретения.
В соответствии с этим нагревающие и/или охлаждающие средства в установке для проведения процесса структурного превращения в материале заготовок сухим методом согласно настоящему изобретению могут представлять собой средства нагрева и/или охлаждения стенки, которая ограничивает рабочее пространство закалочной камеры и которая тем самым по меньшей мере частично имеет поверхность нагрева и/или охлаждения. Благодаря этому температура в закалочной камере может определяться преимущественно температурой стенки, ограничивающей рабочее пространство закалочной камеры.
В одном из предпочтительных вариантов закалочная камера выполнена при этом с двойной стенкой, промежуток в которой заполнен текучим теплоносителем. Тем самым нагрев рабочего пространства закалочной камеры и при необходимости также его охлаждение можно обеспечивать простым путем, повышая, соответственно понижая температуру текучего теплоносителя. Для этого прежде всего можно предусмотреть соответствующую систему регулирования, которая для поддержания постоянной температуры в рабочем пространстве закалочной камеры при необходимости может регулировать еще и другие дополнительные параметры.
В основе подобного подхода лежит тот факт, что температуру достаточно большой массы легче стабилизировать по меньшей мере на ограниченный период времени, чем температуру находящегося в рабочем пространстве закалочной камеры газа, соответственно проходящего через закалочную камеру газового потока, который в процессе закалки подвергается воздействию отчасти не зависящих друг от друга нагревающих и охлаждающих его температур. Под ограниченным периодом времени в данном контексте подразумевается прежде всего промежуток времени, необходимый для проведения процесса закалки и для загрузки закаливаемого материала в закалочную камеру, соответственно выгрузки закаленного материала из нее.
При создании изобретения было, в частности, установлено, что использовавшаяся до настоящего времени в известных устройствах возможность отвода тепла, основанная на применении так называемых "холодных закалочных камер" (речь при этом идет о закалочных камерах с комнатной температурой, поддерживаемой с помощью охладителя в виде работающего на охлаждающей воде теплообменника, охлаждающего газовый поток), может использоваться в качестве регулируемого параметра, который из-за своей температуры, лежащей ниже наименьшего предела регулировки, также ответственен за колебание температуры газа в процессе закалки.
В связи с предлагаемым в изобретении повышением температуры в рабочем пространстве закалочной камеры с бывшей до настоящего времени обычной комнатной температуры в ограничивающем закалочную камеру пространстве до требуемой регулируемой температуры закалки пропадает использовавшийся до настоящего времени полезный дополнительный охлаждающий эффект в процессе закалки. Однако отсутствие такого охлаждающего эффекта в полной мере компенсируется тем существенным преимуществом, что благодаря выполнению предлагаемой в изобретении установки в соответствии с рассмотренной выше концепцией в ходе всего процесса закалки надежно исключается опускание температуры газа, преобладающей в рабочем пространстве закалочной камере, ниже допустимого уровня. Тем самым в любой момент процесса закалки гарантированно исключается возможность охлаждения закаливаемых заготовок до температуры ниже температуры начала мартенситного превращения и в результате устраняются факторы, которые могли бы затруднить образование бейнитной структуры или даже воспрепятствовать ее образованию.
Достижению подобного результата способствует прежде всего то, что нагревающие и/или охлаждающие средства по меньшей мере в процессе закалки заготовок поддерживают температуру внутренней стенки, ограничивающей рабочее пространство закалочной камеры, на уровне, по меньшей мере примерно соответствующем температуре требуемого структурного превращения в материале заготовок.
Для улучшения стабилизации температуры закалочного газа в рабочем пространстве закалочной камеры предлагаемая в изобретении установка в одном из предпочтительных вариантов ее выполнения может также иметь средства для поддержания постоянной температуры прежде всего в закалочной камере.
Очевидно, что таким средством для поддержания постоянной температуры газа в первую очередь является стенка, ограничивающая рабочее пространство закалочной камеры. Эта стенка благодаря ее массе, а также благодаря поддержанию определенной ее температуры уже может обеспечивать первоначальную стабилизацию температуры газа. Помимо этого выполнение стенки, ограничивающей рабочее пространство закалочной камеры, из материала, обладающего хорошей теплопроводностью, благодаря которой стенка в процессе закалки отводит из рабочего пространства закалочной камеры тепло, вносимое в нее нагретыми до высокой температуры заготовками, позволяет добиться дополнительной стабилизации температуры газа, а тем самым и температуры в рабочем пространстве закалочной камеры.
В следующем варианте подобным средством для поддержания постоянной температуры в рабочем пространстве закалочной камеры может служить текучая среда (текучий теплоноситель), термостатирующая стенку, ограничивающую рабочее пространство закалочной камеры. В качестве такой текучей среды или же текучего теплоносителя можно использовать, например, масляный теплоноситель.
Повысить эффективность термостатирования стенки, ограничивающей рабочее пространство закалочной камеры, можно простым путем, обеспечив циркуляцию текучего теплоносителя, например, насосом.
В еще одном предпочтительном варианте средством для поддержания постоянной температуры в рабочем пространстве закалочной камеры может также служить, например, газовый поток, проходящий через рабочее пространство закалочной камеры. Такой газовый поток также обеспечивает быстрый отвод тепла из рабочего пространства закалочной камеры, вносимого в нее нагретыми до высокой температуры заготовками, и обеспечивает дополнительное охлаждение закаливаемых заготовок за счет постоянного поступления в закалочную камеру новых порций газа, имеющего соответствующую, поддерживаемую на определенном уровне температуру.
Температуру самогó этого газа в свою очередь также можно эффективно регулировать с помощью текучего теплоносителя. Наиболее предпочтительно при этом устанавливать температуру и этого газового потока на уровне, соответствующем температуре, при которой должен проводиться процесс закалки и которая равна температуре, до которой нагревается внутренняя стенка, ограничивающая рабочее пространство закалочной камеры. Таким путем с помощью текучего теплоносителя, а тем самым и с помощью системы регулирования его температуры можно при необходимости термостатировать внутреннюю стенку, ограничивающую рабочее пространство закалочной камеры, и газовый поток.
Для дальнейшего значительного улучшения стабилизации температуры предлагаемая в изобретении установка в одном из особенно предпочтительных вариантов ее выполнения может далее иметь охлаждающий узел. Речь при этом может идти, например, о так называемом регенераторе, охлаждаемом с отводом от него такого количества тепла, которое с учетом предусмотренной температуры закалки примерно соответствует количеству тепла, вносимого в закалочную камеру партией закаливаемых заготовок. Для возможности максимально быстрого отбора от газового потока того количества тепла, которое было внесено в закалочную камеру нагретыми до высокой температуры заготовками, через охлаждающий узел также предпочтительно пропускать газовый поток, проходящий через закалочную камеру.
С целью добиться максимально стабильного протекания процесса закалки охлаждающий узел можно выполнить с такой теплоаккумулирующей массой и/или изготовить из такого материала, чтобы в процессе закалки уравнивание температуры охлажденного до сравнительно более низкой температуры охлаждающего узла с температурой проходящего через закалочную камеру газа происходило примерно за такой же промежуток времени, в течение которого происходит и уравнивание температуры закаливаемой в закалочной камере и нагретой до более высокой температуры заготовки с температурой этого газа. Охлаждающий узел предпочтительно при этом прежде всего выполнять также с такой площадью поверхности, которая способствует вышеописанной, предпочтительно примерно столь же быстрой компенсации разности температур партии закаливаемых заготовок и охлаждающего узла.
Для применения в указанных целях наиболее пригодны имеющие большую площадь поверхности пучки толстостенных труб, которые при необходимости могут быть снабжены дополнительными охлаждающими ребрами и/или радиаторами и которые изготавливают из обладающего высокой теплопроводностью материала, например из меди.
Описание вариантов осуществления изобретения
Ниже изобретение более подробно рассмотрено на примере одного из вариантов его осуществления со ссылкой на прилагаемые к описанию чертежи, на которых показано:
на фиг.1 и 2 - схематичные виды установки для проведения процесса структурного превращения в материале заготовок сухим методом,
на фиг.3 - диаграмма время-температура, на которой изображены кривые изменения температуры наружных и внутренних частей закаливаемой заготовки, а также три области образования нежелательной структуры, и
на фиг.4 - еще одна диаграмма время-температура, на которой в качестве примера изображена кривая изменения температуры закаливаемой детали, а также изображены линия, соответствующая температуре требуемого структурного превращения, и кривая изменения температуры термостабилизирующего элемента устройства.
На фиг.1 схематично показана установка 1 для проведения процесса структурного превращения в материале заготовок сухим методом в закалочной камере 2. Основной частью такой закалочной камеры 2, выполненной с двойной стенкой, является ее рабочее пространство 4, в которое загружена партия из закаливаемых заготовок 7.
Для регулирования температуры газа, находящегося в рабочем пространстве 4 закалочной камеры 2 и обеспечивающего закалку заготовки, в пространстве между внутренней стенкой 5 и наружной стенкой 6 закалочной камеры 2 находится текучий теплоноситель в качестве нагревающего и/или охлаждающего средства 3.
Для улучшения распределения температур, соответственно также для улучшения теплопоглощения, соответственно - отдачи можно использовать систему с циркуляцией текучего теплоносителя 3, для чего можно использовать прежде всего систему с насосом 8, которым текучий теплоноситель перекачивается в циркуляционном контуре, например, в направлении, обозначенном стрелкой 9.
Подобная циркуляция текучего теплоносителя, используемого в качестве нагревающего и/или охлаждающего средства, позволяет термостатитровать ограничивающую рабочее пространство закалочной камеры стенку 5 и отрегулировать ее температуру на необходимую для изотермической закалки. Тем самым и температура газа, находящегося в рабочем пространстве 4 закалочной камеры и обеспечивающего закалку заготовок, устанавливается на эту же температуру.
Согласно изобретению, таким образом, температура стенки 5, ограничивающей рабочее пространство 4 закалочной камеры, оказывается точно отрегулирована на эту температуру изотермической закалки, благодаря чему надежно исключается возможность охлаждения закаливаемой заготовки, подаваемой в рабочее пространство 4 закалочной камеры, ниже этой температуры, а тем самым исключается и всякая возможность нарушения процесса структурного превращения в материале заготовки в результате падения ее температуры, например, ниже температуры начала мартенситного превращения.
Нагревающие и/или охлаждающие средства, обеспечивающие нагрев и/или охлаждение стенки 5, ограничивающей рабочее пространство 4 закалочной камеры, по своим характеристикам или параметрам рассчитаны на надежное поддержание температуры, при которой должно происходить требуемое структурное превращение, по меньшей мере в процессе закалки заготовок.
Для возможности поддержания постоянной температуры, соответственно для возможности ее стабилизации в рабочем пространстве 4 закалочной камеры в установке можно дополнительно предусмотреть соответствующие средства. Подобные средства для поддержания постоянной температуры в рабочем пространстве 4 закалочной камеры могут представлять собой, например, стенку 5, ограничивающую рабочее пространство закалочной камеры, термостатирующий эту стенку 5 текучий теплоноситель 3, газовый поток, пропускаемый через рабочее пространство 4 закалочной камеры, и термостатирующий этот газовый поток текучий теплоноситель.
В рассматриваемом варианте подобный газовый поток можно подавать в рабочее пространство 4 закалочной камеры 2 по газопроводу 11 предусмотренным в нем вентилятором 12. В этом варианте позицией 13 обозначен также предусмотренный в этом контуре циркуляции газа теплообменник, предназначенный для поддержания постоянной температуры газа. Направление газового потока в качестве примера обозначено стрелкой 14.
В особенно предпочтительном варианте источником текучего теплоносителя, термостатирующего газовый поток при его прохождении через теплообменник 13, также может служить нагревательный и/или охлаждающий узел 15, который уже служит источником текучего теплоносителя 3 для термостатирования внутренней стенки 5 закалочной камеры 2.
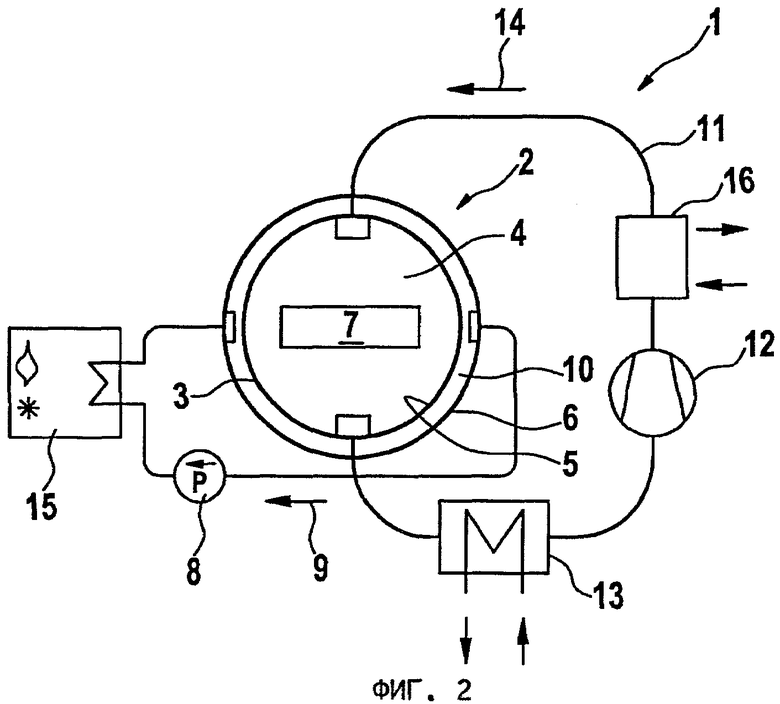
В другом варианте, несколько отличающемся от рассмотренного выше и показанном на фиг.2, в установке в остальном такой же ее конструкции дополнительно предусмотрен охлаждающий узел 16, который способен быстро отводить тепловую энергию, вносимую в рабочее пространство 4 закалочной камеры нагретой до высокой температуры заготовкой. Наличие такого охлаждающего узла позволяет тем самым даже при большой массе загружаемых в закалочную камеру заготовок поддерживать температуру проходящего через рабочее пространство 4 закалочной камеры 2 газового потока в основном постоянной и равной температуре изотермической закалки. Оптимальным при этом является такое расположение охлаждающего узла 16 в газовом потоке и такое прохождение газового потока через него, при которых возможно максимально быстрое выравнивание температуры за счет отбора тепла от газового потока, нагретого партией загруженных в закалочную камеру заготовок.
Охлаждающий узел 16, который перед процессом закалки охлажден до так называемой температуры регенерации, способен в процессе закалки эффективно поглощать тепло, отдаваемое партией загруженных в закалочную камеру заготовок, соответственно компенсировать разность температур газового потока на выходе и на входе закалочной камеры, обусловленную нагревом газового потока теплом, отдаваемым партией загруженных в закалочную камеру заготовок, прежде всего в том случае, когда охлаждающий узел имеет также достаточно большие для быстрого отбора тепла от газового потока площадь поверхности и теплоаккумулирующую массу и выполнен из материала, способного быстро отбирать тепло от газового потока. Подобным требованиям в наибольшей степени отвечают, например, пучки толстостенных медных труб, которые способны быстро проводить тепло, а также обладают значительной теплоаккумулирующей массой. Для увеличения же площади поверхности труб их можно даже выполнять оребренными, повышая таким путем скорость выравнивания температуры.
Охлаждающий узел 16 предпочтительно выполнять рассчитанным на работу в периодическом режиме. Тем самым охлаждающий узел 16 можно охлаждать до температуры, которая ниже температуры, до которой требуется охлаждать газовый поток, на величину, точно согласованную с тем количеством тепловой энергии, которое в качестве избыточной энергии будет внесено загружаемой в последующем в закалочную камеру партией заготовок и поглощено охлаждающим узлом.
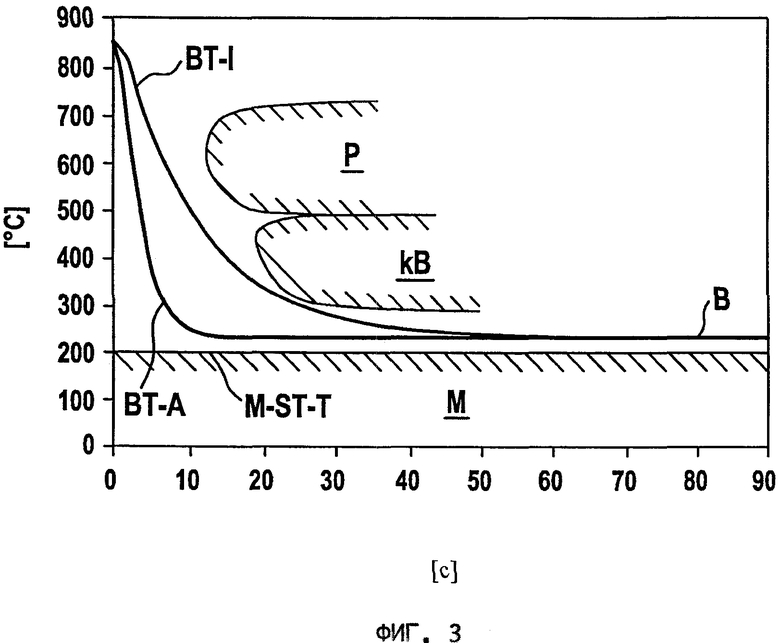
На фиг.3 показана диаграмма время-температура, на которой изображены кривая изменения температуры внутренних частей (BT-I) и кривая изменения температуры наружных частей (ВТ-А) закаливаемой заготовки. Обе эти кривые изменения температуры сходятся в точке, соответствующей температуре примерно 220°С, при этом кривая изменения температуры внутренних частей (BT-I) закаливаемой заготовки не проходит ни через перлитную область (Р), ни через область образования бейнита при непрерывном охлаждении (kB). Помимо этого из приведенных на этой диаграмме графиков следует, что температура деталей, т.е. температура заготовок, никогда не опускается ниже температуры изотермической закалки, равной 220°С.
Область температур около 200°С представляет собой область температур начала мартенситного превращения (M-ST-T), ниже которой в процессе закалки в материале заготовки образуется мартенситная структура, которая по меньшей мере существенно затрудняет образование требуемой бейнитной структуры или даже делает невозможным ее образование. На приведенной на этой диаграмме шкала температур охватывает интервал от 0 до 900°С, а временная шкала - интервал от 0 до 90 с.
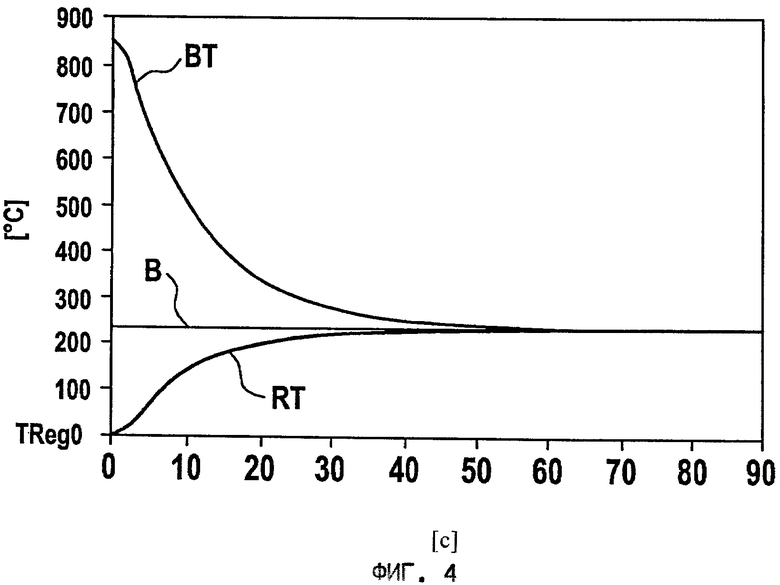
На фиг.4 представлена аналогичная диаграмма в тех же температурно-временных координатах, на которой показаны кривая изменения температуры закаливаемой детали (ВТ), линия, соответствующая температуре бейнитной закалки (В), и кривая изменения температуры охлаждающего узла (RT), называемого в данном случае регенератором. Из приведенных на этой диаграмме графиков следует, что процесс уравнивания температуры закаливаемой детали (ВТ) с температурой изотермической закалки материала заготовки, в данном случае температурой бейнитной закалки, происходит примерно с такой же высокой скоростью, с которой происходит и уравнивание температуры предварительно охлажденного охлаждающего узла 16 с этой же температурой изотермической закалки.
Из приведенных на указанной диаграмме графиков следует далее, что охлаждающий узел 16 несколько быстрее нагревается до температуры бейнитной закалки, чем до этой же температуры охлаждаются закаливаемые детали, что в свою очередь исключает возможность их охлаждения ниже температуры бейнитной закалки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГАЗОВОЙ ЗАКАЛКИ | 2015 |
|
RU2690873C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАЗЛИЧНОЙ СТРУКТУРЫ МЕТАЛЛИЧЕСКОЙ МАТРИЦЫ В ЗАГОТОВКАХ ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ ИЗ ЛИТОГО СОСТОЯНИЯ | 2000 |
|
RU2196835C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ФОРМИРОВАНИЯ БЕЙНИТНОЙ СТРУКТУРЫ В УГЛЕРОДИСТОЙ СТАЛИ, ПРЕЖДЕ ВСЕГО В ПОЛОСОВОЙ СТАЛИ | 2006 |
|
RU2449030C2 |
| Способ термомеханической обработки штампов | 1974 |
|
SU515807A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ПОЛОВИНЧАТОГО ЧУГУНА С АУСТЕНИТНО-БЕЙНИТНОЙ СТРУКТУРОЙ | 2003 |
|
RU2250268C1 |
| Устройство для термообработки стальной проволоки | 1986 |
|
SU1500167A3 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2007 |
|
RU2348701C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2504597C1 |
| Способ закалки стальных изделий | 1986 |
|
SU1375661A1 |
| ЗАКАЛОЧНОЕ УСТРОЙСТВО | 1996 |
|
RU2128718C1 |
Изобретение относится к области термической обработки, в частности к закалке сухим методом. Для обеспечения структурного превращения в материале заготовок и получения требуемой структуры закалку сухим методом осуществляют в установке (1), имеющей закалочную камеру (2), нагревающие и/или охлаждающие средства для регулирования температуры, преобладающей в рабочем пространстве закалочной камеры, при этом внутренняя стенка (5), ограничивающая рабочее пространство (4) закалочной камеры (2), по меньшей мере частично имеет поверхность нагрева и/или охлаждения и выполнена термостатируемой текучей средой, а нагревающие и/или охлаждающие средства обеспечивают поддержание температуры указанной внутренней стенки (5) закалочной камеры на уровне, по меньшей мере примерно соответствующем температуре требуемого структурного превращения в материале заготовок. 2 н. и 11 з.п. ф-лы, 4 ил.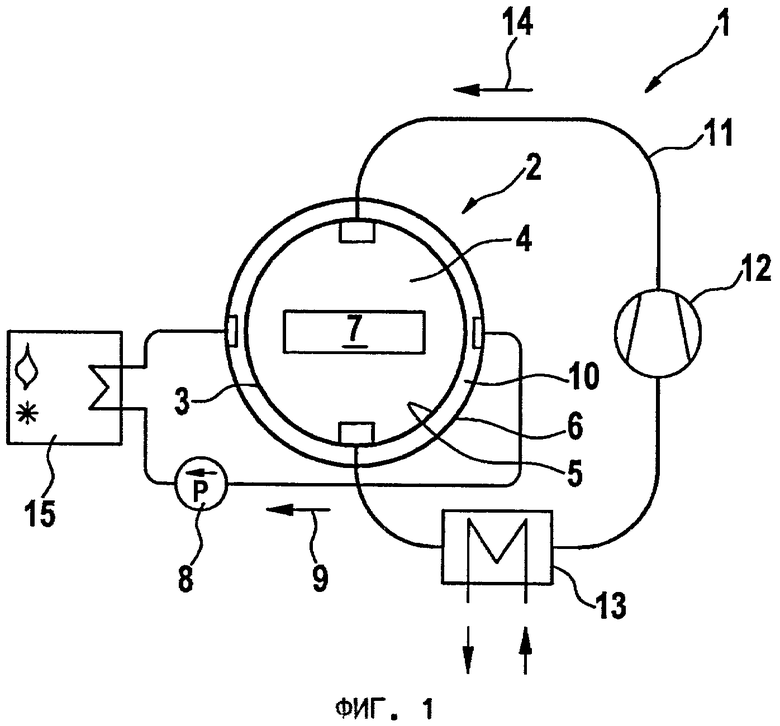
1. Способ закалки заготовок сухим методом с получением требуемой структуры их материала, включающий охлаждение заготовок в установке, имеющей закалочную камеру (2) и нагревающие и/или охлаждающие средства для регулирования температуры в закалочной камере, отличающийся тем, что температуру стенки (5), ограничивающей рабочее пространство (4) закалочной камеры (2), по меньшей мере в процессе закалки заготовок поддерживают на уровне, по меньшей мере примерно соответствующем температуре требуемого структурного превращения в материале заготовок.
2. Способ по п.1, отличающийся тем, что температуру стенки (5), ограничивающей рабочее пространство (4) закалочной камеры (2), поддерживают постоянной в процессе закалки.
3. Способ по п.1, отличающийся тем, что температуру по меньшей мере преобладающей части газового потока, проходящего через закалочную камеру в процессе закалки, поддерживают постоянной на уровне, соответствующем температуре стенки (5), ограничивающей рабочее пространство (4) закалочной камеры (2).
4. Способ по любому из пп.1-3, отличающийся тем, что в газовом потоке, проходящем через закалочную камеру в процессе закалки, стабилизируют температуру с помощью охлаждающего узла (16), температуру которого поддерживают ниже температуры стенки (5), ограничивающей рабочее пространство (4) закалочной камеры (2).
5. Установка (1) для закалки заготовок сухим методом с получением требуемой структуры их материала, содержащая закалочную камеру (2) и нагревающие и/или охлаждающие средства для регулирования температуры, преобладающей в рабочем пространстве закалочной камеры, отличающаяся тем, что внутренняя стенка (5) ограничивающая рабочее пространство (4) закалочной камеры (2) по меньшей мере частично имеет поверхность нагрева и/или охлаждения и выполнена термостатируемой текучей средой, при этом нагревающие и/или охлаждающие средства обеспечивают поддержание температуры указанной внутренней стенки (5) закалочной камеры по меньшей мере в процессе закалки заготовок на уровне, по меньшей мере примерно соответствующем температуре требуемого структурного превращения в материале заготовок.
6. Установка по п.5, отличающаяся тем, что в ней предусмотрены средства для поддержания постоянной температуры в рабочем пространстве (4) закалочной камеры (2).
7. Установка по п.6, отличающаяся тем, что средством для поддержания постоянной температуры в рабочем пространстве (4) закалочной камеры (2) служит текучий теплоноситель, термостатирующий стенку (5), ограничивающую рабочее пространство (4) закалочной камеры (2).
8. Установка по п.6, отличающаяся тем, что средством для поддержания постоянной температуры в рабочем пространстве (4) закалочной камеры (2) служит газовый поток, проходящий через рабочее пространство (4) закалочной камеры (2).
9. Установка по п.6, отличающаяся тем, что средством для поддержания постоянной температуры в рабочем пространстве (4) закалочной камеры (2) служит текучий теплоноситель, термостатирующий газовый поток, проходящий через рабочее пространство закалочной камеры (2).
10. Установка по п.6, отличающаяся тем, что средством для поддержания постоянной температуры в рабочем пространстве (4) закалочной камеры (2) служит охлаждающий узел (16).
11. Установка по п.10, отличающаяся тем, что через охлаждающий узел (16) проходит газовый поток, проходящий через закалочную камеру (2).
12. Установка по п.10, отличающаяся тем, что охлаждающий узел (16) имеет такую теплоаккумулирующую массу и/или изготовлен из такого материала, что в процессе закалки уравнивание температуры охлажденного до сравнительно более низкой температуры охлаждающего узла (16) с температурой проходящего через закалочную камеру газа происходит примерно за такой же промежуток времени, в течение которого происходит и уравнивание температуры закаливаемой в закалочной камере (2) и нагретой до более высокой температуры заготовки (7) с температурой этого газа.
13. Установка по п.10, отличающаяся тем, что охлаждающий узел (16) выполнен с такой площадью поверхности, что в процессе закалки уравнивание температуры охлажденного до сравнительно более низкой температуры охлаждающего узла (16) с температурой проходящего через закалочную камеру газа происходит примерно за такой же промежуток времени, в течение которого происходит и уравнивание температуры закаливаемой в закалочной камере (2) и нагретой до более высокой температуры заготовки (7) с температурой этого газа.
| DE 1990232 C1, 21.06.2000 | |||
| ШАХТНАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ СТАЛЕЙ И СПЛАВОВ | 2003 |
|
RU2232363C1 |
| DE 10044362 A1, 04.04.2002 | |||
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРУЖИН ИЗ КРЕМНИСТОЙ СТАЛИ | 2004 |
|
RU2257418C1 |

