Изобретение относится к области машиностроения, а именно к термической обработке конструкционных сталей, в частности к закалке в закалочных агрегатах изделий из низколегированных конструкционных сталей с содержанием углерода не более 0,35 мас.%, например пластин многорядных приводных роликовых цепей повышенной точности.
Известен способ улучшающей термической обработки конструкционной стали, включающий закалку с температуры конца прокатного или штамповочного нагрева, или с отдельного нагрева для длинномерных изделий и изделий сложной формы и последующий отпуск при 100-600°С продолжительностью не менее 1,5 ч. Закалку проводят в пределах необходимого интервала скоростей охлаждения, обеспечивающего формирование в изделии микроструктуры зернистого бейнита, охлаждая изделия индивидуально в одной охлаждающей среде. В результате отпуска зернистого бейнита формируется микроструктура зернистого сорбита или зернистого перлита в зависимости от температуры отпуска (патент RU 131932 С1, МПК6 C21D 1/25, 1/02, 8/00).
Хотя при осуществлении описанного способа с формированием микроструктуры зернистого бейнита коробление термически обработанных изделий минимально при том же уровне механических свойств, как и после обычной улучшающей термической обработки, но получение зернистого бейнита при закалке в одной охлаждающей среде возможно только в определенном узком интервале скоростей охлаждения. При закалке партии изделий в закалочном агрегате, в отличие от индивидуальной закалки отдельного изделия, попасть в необходимый интервал скоростей охлаждения для всех закаливаемых изделий затруднительно, что приводит к некоторому сужению технологических возможностей способа, обусловленному отсутствием реализации последнего в закалочно-отпускных агрегатах, которые широко применяются в массовом и крупносерийном производстве для закалки на мартенсит и отпуска партий изделий.
Известен также способ термической обработки конструкционных сталей путем изотермической ступенчатой закалки, включающей нагрев до закалочной температуры в соляной ванне до 880°С с выдержкой 10 мин, охлаждение в горячей жидкой среде, а именно, в свинцовой ванне с температурой 550-400°С, изотермическую выдержку в этой среде в течение 2-1200 секунд и последующее охлаждение в ванне с водой для перевода нераспавшегося аустенита в мартенсит, то есть осуществление закалки на мартенсит со скоростью, большей или равной критической. Время, затрачиваемое на перенос изделий из соляной в свинцовую ванну, не превышает 1 с. В результате изотермической ступенчатой закалки формируется микроструктура, состоящая из мезоферрита и мартенсита [Свищенко В.В. Образование мезоферрита и зернистого бейнита в низкоуглеродистой низколегированной стали / В.В.Свищенко, Д.П.Чепрасов, О.В.Антонюк // Металловедение и термическая обработка металлов. - 2004. - №8. - С.7-11].
Данный способ не обладает достаточно широкими технологическими возможностями, так как не может быть реализован в закалочно-отпускном агрегате, транспортер которого не способен перемещать изделия из свинцовой ванны в ванну с водой с необходимой для закалки на мартенсит скоростью, большей или равной критической. Кроме того, данный способ не достаточно эффективен, что объясняется отсутствием значительного снижения закалочных деформаций, то есть коробления термически обработанных изделий, поскольку способ предусматривает обязательную закалку на мартенсит изотермически не распавшейся части аустенита, да еще в воде. В предлагаемом же способе эта часть аустенита охлаждается на воздухе и переводится в зернистый бейнит.
Наиболее близким по технической сущности к предлагаемому изобретению (прототипом) является способ термической обработки сталей путем изотермической закалки, включающей нагрев до закалочной температуры выше Ас3 на 30-50°С, охлаждение в горячей среде со скоростью, большей или равной критической, до температуры, соответствующей нижней части бейнитной области, изотермическую выдержку в горячей среде при этой температуре в течение большего периода времени, чем период времени, требуемый на изотермический распад аустенита в нижний бейнит, и последующее охлаждение на воздухе. В результате изотермической закалки формируется микроструктура нижнего бейнита. В отличие от закалки на мартенсит изотермическая закалка на нижний бейнит позволяет снизить закалочное коробление деталей [Новиков И.И. Теория термической обработки металлов / И.И.Новиков. 4-е изд. - М.: Металлургия, 1986, С.296-299].
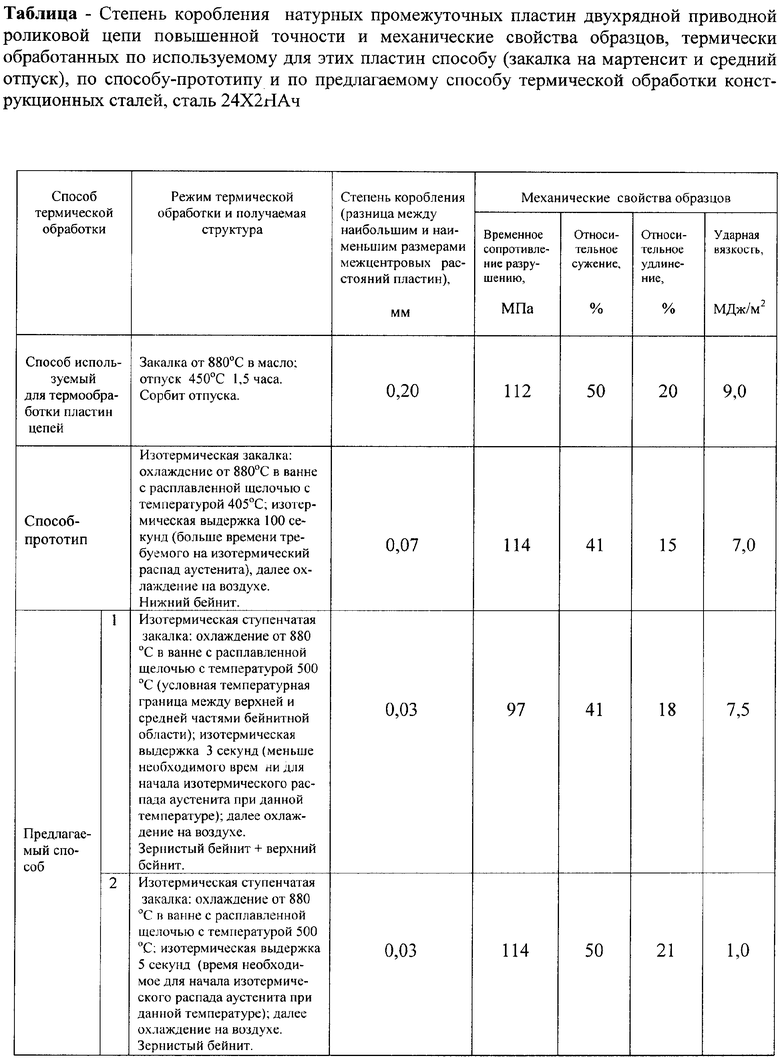
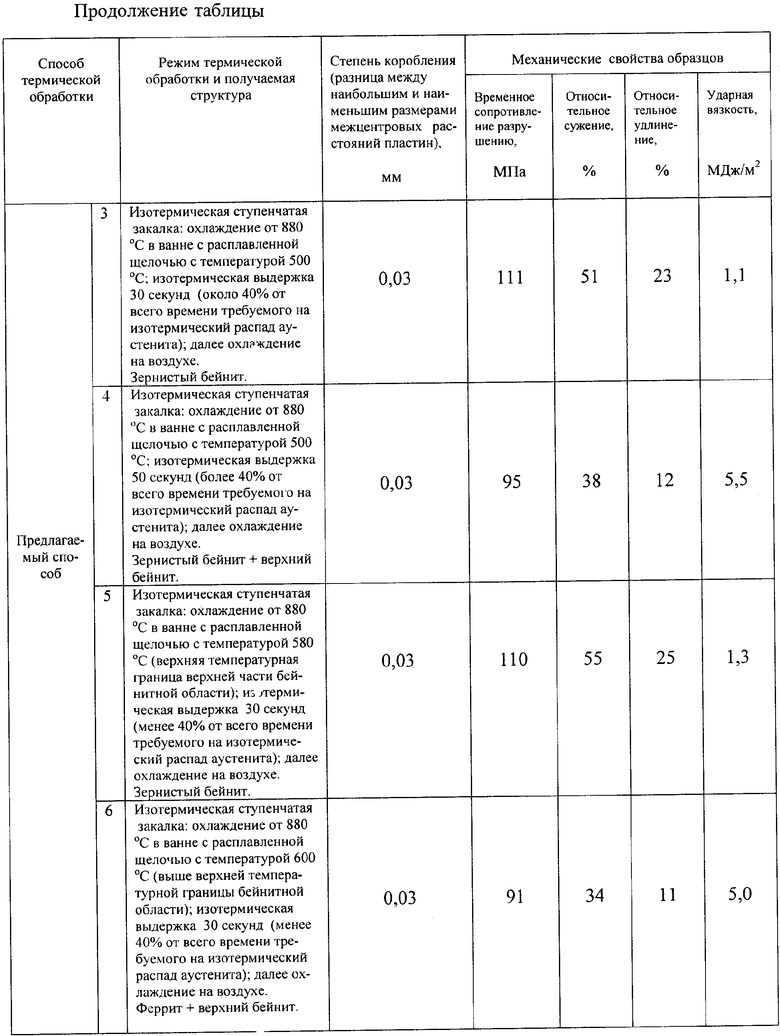
Описанный способ термической обработки сталей недостаточно эффективен, так как коробление получаемых изделий остается значительным (см. Таблицу), что обусловлено образованием нижнего бейнита при относительно низкой температуре.
Задачей изобретения является повышение эффективности способа термической обработки конструкционных сталей путем уменьшения закалочных деформаций, то есть коробления термически обработанных изделий при сохранении комплекса механических свойств, соответствующего комплексу механических свойств стали, получаемому при термической обработке стали, осуществляемой по способу, выбранному в качестве прототипа.
Поставленная задача решается тем, что в способе термической обработки конструкционных сталей путем изотермической закалки, включающей нагрев до закалочной температуры, охлаждение в горячей среде со скоростью, не меньшей критической, изотермическую выдержку в этой среде и последующее охлаждение на воздухе, согласно изобретению используют изотермическую ступенчатую закалку, в процессе которой охлаждение и изотермическую выдержку проводят в жидкой среде при температуре, соответствующей температуре верхней или средней части бейнитной области в интервале образования микроструктуры мезоферрита, причем минимальное время изотермической выдержки соответствует времени начала изотермического распада аустенита, и максимальное время изотермической выдержки составляет не более 40% от всего времени, требуемого на изотермический распад аустенита, а охлаждение на воздухе предназначено для формирования микроструктуры зернистого бейнита.
Уменьшение коробления термически обработанных изделий (см. Таблицу) обеспечивается снижением внутренних напряжений, что связано как с повышением температуры изотермического распада аустенита, так и с формированием микроструктуры зернистого бейнита - структуры более благоприятной для релаксации напряжений.
Микроструктура зернистого бейнита может формироваться в низколегированных сталях с содержанием углерода не более 0,35 мас.%. В этих сталях в условиях непрерывного охлаждения аустенита образование зернистого бейнита происходит в относительно узком интервале скоростей охлаждения, обеспечивающих начало распада в верхней части промежуточной области, верхняя температурная граница которой не должна быть ниже 550°С. На начальном этапе превращения из аустенита выделяется альфа-фаза, названная мезоферритом [Свищенко В.В. Образование мезоферрита и зернистого бейнита в низкоуглеродистой низколегированной стали / В.В.Свищенко, Д.П.Чепрасов, О.В.Антонюк // Металловедение и термическая обработка металлов. - 2004. - №8. - С.7-11]. В условиях непрерывного охлаждения стремительно образуется большое количество мезоферрита, который охватывает непревращенный аустенит и придает ему вид островковых включений. На последующем этапе превращения основная часть островковых включений непревращенного аустенита распадается на зернистый бейнит - механическую смесь бейнитной альфа-фазы и глобулярных карбидов, некоторая часть при дальнейшем охлаждении превращается в мартенсит, а некоторая часть остается непревращенной. В процессе образования такой структуры коробление изделий минимально, а сама структура обладает комплексом механических свойств, соответствующим комплексу механических свойств стали, получаемому при термической обработке стали, выполняемой в соответствии со способом, выбранным в качестве прототипа.
У сталей, способных к формированию зернистого бейнита при непрерывном охлаждении, и в процессе изотермической выдержки аустенита в верхней и в средней части промежуточной области на начальной стадии распада также образуется мезоферрит. Средней частью промежуточной области условно считается часть бейнитной области диаграммы изотермического превращения переохлажденного аустенита, которая расположена в интервале температур от 450°С до 500°С. Верхняя часть соответственно имеет интервал от 500°С и до верхней температурной границы бейнитной области. Образование мезоферрита после определенного времени превращения заканчивается и нераспавшийся аустенит в процессе продолжающейся изотермической выдержки распадается на верхний бейнит.Однако если на стадии образования микроструктуры мезоферрита изотермическую выдержку прекратить охлаждением на воздухе со скоростью, меньшей критической, то в широком диапазоне скоростей охлаждения формируется структура зернистого бейнита.
Время изотермической выдержки, составляющее не более 40% от всего времени, требуемого на изотермический распад аустенита, является оптимальным, так как при его увеличении более 40% от всего времени, требуемого на изотермический распад аустенита, в структуре появляется верхний бейнит, значительно снижающий механические свойства.
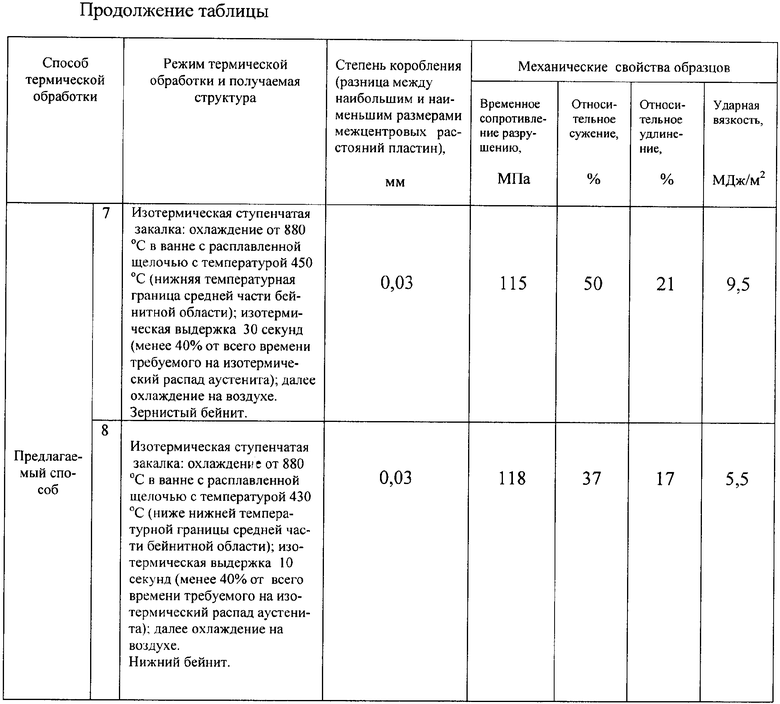
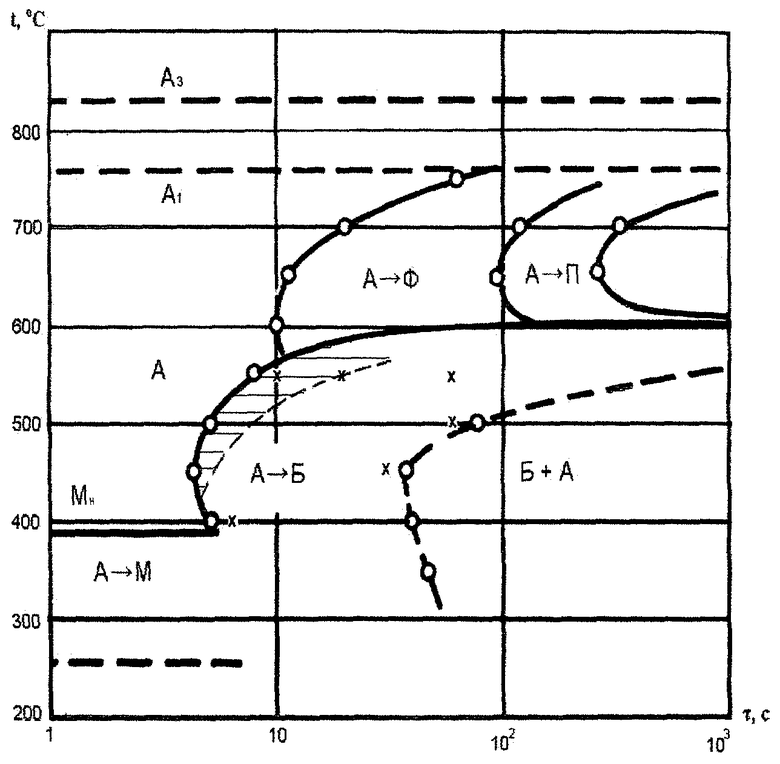
Предложенный способ термической обработки конструкционных сталей поясняется диаграммой изотермического превращения переохлажденного аустенита стали 20Х2НАч (А - аустенит, М - мартенсит, A1 - температура первой критической точки, А3 - температура третьей критической точки, Ф - феррит, П - перлит, Б - бейнит), на которой область образования мезоферрита отмечена горизонтальной штриховкой и находится в интервале температур 580-450°С, а С-образная кривая окончания бейнитного превращения изображена пунктиром в связи с тем, что при ее пересечении распад останавливается при сохранении некоторой части аустенита, примерно 10%, непревращенным. Стали, у которых возможно образование мезоферрита и для которых возможно применение данного способа, должны иметь принципиально такой же тип диаграммы превращения переохлажденного аустенита с температурой верхней границы бейнитной области не ниже 550°С. Предложенный способ также поясняется таблицей, в которой приведены показатели степени коробления натурных промежуточных пластин двухрядной приводной роликовой цепи повышенной точности и механических свойств образцов, термически обработанных по используемому для этих пластин способу (закалка на мартенсит и средний отпуск), по способу-прототипу и по предлагаемому способу термической обработки конструкционных сталей, сталь 24Х2НАч.
Предлагаемый способ термической обработки конструкционных сталей осуществляется следующим образом. Производят изотермическую ступенчатую закалку при охлаждении из аустенитного состояния в два этапа в двух охлаждающих средах. Изотермическая ступенчатая закалка включает нагрев изделий из конструкционной стали в закалочной печи до закалочной температуры как при обычной закалке, охлаждение в жидкой горячей среде, например в ванне с расплавленной щелочью, от температуры закалки до температуры изотермической выдержки со скоростью, не менее критической, при подаче закаливаемых изделий из закалочной печи по транспортеру, изотермическую выдержку-ступеньку в этой жидкой горячей среде в интервале температур 580-450°С, то есть при температуре верхней или средней части бейнитной области в интервале образования микроструктуры мезоферрита, и, по окончании изотермической выдержки-ступеньки (что является окончанием первого этапа термической обработки), - охлаждение изделий, извлеченных из ванны с жидкой горячей средой постоянно движущимся транспортером, на воздухе (второй этап термической обработки). В конце первого этапа микроструктура изделий состоит из аустенита и мезоферрита. В процессе охлаждения на воздухе (второй этап) в стали формируется микроструктура зернистого бейнита, при сохранении комплекса механических свойств, соответствующего комплексу механических свойств стали, получаемому при термической обработке стали, осуществляемой по способу, выбранному в качестве прототипа.
При этом минимальное время изотермической выдержки соответствует времени начала изотермического распада аустенита, а максимальное время изотермической выдержки составляет не более 40% от всего времени, требуемого на изотермический распад аустенита. Время изотермической выдержки должно быть достаточным для появления в структуре мезоферрита, который интенсивно образуется с первых секунд превращения, и длится не до окончания распада аустенита, а лишь до стадии, когда из аустенита заканчивается выделяться мезоферрит. Скорость движения транспортера должна обеспечивать необходимое время изотермической выдержки изделий в ванне с жидкой горячей средой, достаточное для начала распада аустенита, но не более 40% от всего времени, требуемого на его изотермический распад. С течением времени изотермической выдержки выделение мезоферрита прекращается и начинается малоинтенсивное образование верхнего бейнита. Для того чтобы в конце первого этапа термической обработки в структуре кроме мезоферрита не присутствовало значительное количество верхнего бейнита, максимальное время выдержки должно быть не больше 40% от всего времени, требуемого на изотермический распад аустенита. Время изотермической выдержки определяется по диаграмме изотермического превращения переохлажденного аустенита конкретной стали.
Пример. Для опробования способа была выбрана сталь 24Х2НАч (ТУ 14-1-3797-84), используемая для изготовления пластин приводных многорядных роликовых цепей повышенной точности, применяемых в буровых установках. Данные пластины имеют жесткие требования к точности межцентрового расстояния между отверстиями, и поэтому их изготавливают преимущественно путем точной чистовой пробивки. При осуществлении такого процесса штамповки разница между размерами межцентрового расстояния у пластин шага 50,8 мм находится в пределах 0,02 мм. После термической обработки в закаленно-отпускном агрегате по используемому для этих пластин известному способу, включающему нагрев до закалочной температуры, составляющей 880°С, охлаждение в масле, средний отпуск при температуре 450°С в течение 1,5 ч, вследствие закалочного коробления разница размеров межцентрового расстояния у пластин увеличивается на порядок - до 0,20 мм. По техническим условиям у пластин, устанавливаемых на одно звено цепи, межцентровые расстояния не должны отличаться более чем на 0,05 мм. Поэтому после термической обработки проводят трудоемкий селективный отбор пластин, и эти пластины разделяют на четыре размерные группы, смешивать которые при сборке нельзя.
Проводили термическую обработку разрывных и ударных образцов, а также промежуточных пластин двухрядной приводной роликовой цепи повышенной точности шага 50,8 мм, изготовленных из полосового проката стали 24Х2НАч, толщиной 6,8 мм и имеющего следующий химический состав, мас.%: C - 0,23; Mn - 0,31; Si - 0,20; Cr - 1,53; Ni - 1,18; S - 0,007; P - 0,012; РЗМ - 0,02; Al - 0,01. Этот состав близок к составу стали 20Х2НАч, диаграмма изотермического распада переохлажденного аустенита которой приведена в прилагаемых материалах. Пластины были изготовлены путем точной чистовой вырубки и имели после штамповки разброс по межцентровому расстоянию не более 0,02 мм.
Термическая обработка по предлагаемому способу заключалась в нагреве до закалочной температуры 880°С в камерной электропечи, охлаждении в щелочной ванне, имеющей соответствующую температуру, и изотермической выдержке при этой температуре с последующим охлаждением на воздухе. Температура щелочной ванны при обработке 1-4 партий изделий составляла 500°С, что соответствует условной температурной границе между верхней и средней частью промежуточной области. Время начала изотермического распада аустенита при температуре 500°С и время требуемое на изотермический распад при этой температуре определялось по приведенной диаграмме следующим образом (см. диаграмму на чертеже). На диаграмме параллельно оси времени, масштаб которого логарифмический, проводится линия, соответствующая температуре 500°С. Точки пересечения этой линии с С-образными кривыми начала превращения и конца превращения и будут соответственно точками начала и конца превращения. Опущенные из этих точек перпендикуляры на ось времени определяют время соответственно начала изотермического распада аустенита (5 секунд) и время, требуемое для изотермического распада аустенита (80 секунд).
Время изотермической выдержки у первой партии изделий - 3 секунды, что по диаграмме меньше необходимого времени для начала изотермического распада аустенита. Время изотермической выдержки у второй партии изделий - 5 секунд, что по диаграмме соответствует времени начала изотермического распада аустенита. Время изотермической выдержки у третьей партии изделий - 30 секунд, что по диаграмме составляет 35-40% от всего времени, требуемого на изотермический распад аустенита. Для уточнения продолжительности изотермической выдержки ее у четвертой партии изделий увеличили до 50 секунд.
Для уточнения температурных пределов изотермической выдержки у пятой и шестой партий изделий температуру изотермической выдержки увеличили, а у седьмой и восьмой уменьшили (время выдержек указано в таблице). У пятой партии температуру увеличили до 580°С, что по диаграмме примерно соответствует верхней температурной границе верхней части бейнитной области. У шестой партии температуру увеличили до 600°С. У седьмой партии температуру уменьшили до 450°С, что по диаграмме соответствует нижней температурной границе средней части бейнитной области. У восьмой партии температуру уменьшили до 430°С.
Термическая обработка по способу-прототипу заключалась в нагреве до закалочной температуры 880°С в камерной электропечи, охлаждении в щелочной ванне, имеющей температуру 405°С, и изотермической выдержке при этой температуре в течение 100 секунд, то есть в течение времени большего, чем требуемое время на распад аустенита на нижний бейнит, с последующем охлаждением на воздухе. Время выдержки определено по диаграмме, приведенной в прилагаемых материалах.
Термическая обработка с закалкой на мартенсит и среднем отпуске по используемому для пластин приводных многорядных роликовых цепей повышенной точности известному способу проводилась в закалочно-отпускном агрегате и заключалась нагреве до закалочной температуры 880°С, охлаждении в масле и отпуске при 450°С в течении 1,5 ч.
Испытания на растяжение проводили на образцах типа 3 номер 5 по ГОСТ 1497-84. Испытания на ударную вязкость проводили на образцах типа 3 по ГОСТ 9454-78. Коробление оценивали по разнице между максимальным и минимальным размерами межцентрового расстояния у партии пластин - 25 пластин на каждый способ термообработки. Замеры межцентрового расстояния проводили на приборе ЦМ 7 с использованием эталона ЦРС93-03. Погрешность измерения составляла не более 0,005 мм. Результаты испытаний сведены в таблицу.
Проведенные испытания по предлагаемому способу позволили определить, что минимальное время изотермической выдержки соответствует времени начала изотермического распада аустенита, а максимальное время составляет 40% от всего времени, требуемого на изотермический распад аустенита. При меньшем времени изотермической выдержки, чем время необходимое для начала распада аустенита (партия 1), или при увеличении времени изотермической выдержки более 40% от всего времени, требуемого на изотермический распад аустенита (партия 4), в структуре образцов появляется верхний бейнит, значительно снижающий механические свойства.
В процессе изотермической выдержки должен образовываться мезоферрит, поэтому интервал температуры изотермической выдержки совпадает с температурным интервалом образования мезоферрита. В стали 24Х2НАч, взятой в качестве примера для опробования предлагаемого способа, мезоферрит образуется при изотермическом распаде аустенита в интервале температур 580-450°С. Этот интервал соответствует температуре верхней и средней части бейнитной области. У партии 6 температура изотермической выдержки выше требуемого интервала, а у партии 8 ниже. В микроструктуре образцов этих партий зернистый бейнит отсутствует, пластичность и ударная вязкость понижены.
Из таблицы видно, что предлагаемый способ термической обработки, реализованный в партиях изделий 2, 3, 5, 7, обеспечивает минимальное коробление изделий, обработанных в соответствии с этим процессом, позволяет получить комплекс механических свойств по пластичности и ударной вязкости выше, чем комплекс тех же свойств, получаемых при термической обработки по способу-прототипу, и близкий к комплексу механических свойств, получаемых при известной термической обработке, применяемой для пластин приводных многорядных роликовых цепей.
Таким образом, использование предлагаемого способа термической обработки конструкционных сталей, например, для термообработки пластин приводных многорядных роликовых цепей повышенной точности позволяет уменьшить закалочные деформации, то есть коробление до уровня, позволяющего отказаться от селективного отбора пластин по размерным группам, при сохранении комплекса механических свойств, соответствующего комплексу механических свойств стали, получаемому при термической обработке стали, осуществляемой по способу, выбранному в качестве прототипа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛУЧШАЮЩЕЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ | 1998 |
|
RU2131932C1 |
| Способ термообработки высоколегированных вторично-твердеющих сталей | 1979 |
|
SU991518A1 |
| Способ оценки ударной вязкости изделий из закаленной на бейнит конструкционной стали | 2022 |
|
RU2795997C1 |
| Способ закалки стальных изделий | 1978 |
|
SU685702A1 |
| Способ оценки ударной вязкости изделий из закаленной на бейнит конструкционной стали | 2020 |
|
RU2760634C1 |
| Способ сфероидизирующей термической обработки стали | 1986 |
|
SU1463774A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО ЛИСТА (ВАРИАНТЫ) И СТАЛЬНОЙ ЛИСТ | 1999 |
|
RU2235792C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ МАЛОУГЛЕРОДИСТОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 1993 |
|
RU2034051C1 |
| СПОСОБ СФЕРОИДИЗИРУЮЩЕЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ | 2006 |
|
RU2318879C1 |
| СТАЛЬНАЯ ДЕТАЛЬ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2020 |
|
RU2788982C1 |
Изобретение относится к области термической обработки и предназначено для закалки изделий из конструкционных сталей с содержанием углерода не более 0,35 мас.%, например пластин многорядных приводных роликовых цепей повышенной точности. Для уменьшения коробления изделий при сохранении комплекса механических свойств изделия подвергают изотермической ступенчатой закалке, включающей нагрев изделий до температуры закалки, охлаждение в ванне с расплавленной щелочью до температуры изотермической выдержки, соответствующей верхней или средней части бейнитной области в интервале образования микроструктуры мезоферрита со скоростью, не менее критической. По окончании изотермической выдержки изделия извлекают из ванны с жидкой горячей средой, размещают на постоянно движущемся транспортере и охлаждают на воздухе. В конце первого этапа микроструктура изделий состоит из аустенита и мезоферрита. В процессе охлаждения на воздухе в стали формируется микроструктура зернистого бейнита. Минимальное время изотермической выдержки соответствует времени начала изотермического распада аустенита, а максимальное время изотермической выдержки составляет не более 40% от всего времени, требуемого на изотермический распад аустенита. 1 табл., 1 ил.
Способ термической обработки конструкционных сталей путем изотермической закалки, включающей нагрев до закалочной температуры, охлаждение в горячей среде со скоростью, не меньшей критической, изотермическую выдержку в этой среде и последующее охлаждение на воздухе, отличающийся тем, что используют изотермическую ступенчатую закалку, в процессе которой охлаждение и изотермическую выдержку проводят в жидкой среде при температуре, соответствующей температуре верхней или средней частей бейнитной области в интервале образования микроструктуры мезоферрита, причем минимальное время изотермической выдержки соответствует времени начала изотермического распада аустенита и максимальное время изотермической выдержки составляет не более 40% от всего времени, требуемого на изотермический распад аустенита, а охлаждение на воздухе проводят для формирования микроструктуры зернистого бейнита.
| НОВИКОВ И.И | |||
| Теория термической обработки металлов, 4-е изд | |||
| - М.: Металлургия, 1986, с.296-299 | |||
| Металловедение и термическая обработка металлов | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Способ термической обработки проката | 1989 |
|
SU1680783A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО ЛИСТА (ВАРИАНТЫ) И СТАЛЬНОЙ ЛИСТ | 1999 |
|
RU2235792C2 |
| СВЕРХВЫСОКОПРОЧНАЯ АУСТЕНИТНО-СТАРЕЮЩАЯ СТАЛЬ С ВЫСОКОЙ УДАРНОЙ ВЯЗКОСТЬЮ ПРИ КРИОГЕННОЙ ТЕМПЕРАТУРЕ | 1998 |
|
RU2203330C2 |

