Предлагаемое изобретение относится к области неразрушающего радиационного контроля изделий, например, цилиндрической формы, в том числе зарядов твердого ракетного топлива.
Известен способ рентгеноскопического контроля, основанный на просвечивании изделия рентгеновским излучением, преобразовании сцинтилляционным кристаллом рентгеновского излучения, прошедшего через изделие, в видимое светотеневое радиационное изображение; преобразовании с помощью телевизионной техники радиационного изображения в электронное изображение и передаче его для анализа и визуальной расшифровки результатов контроля на экран телевизионного приемника (В.А.Добромыслов, С.В.Румянцев «Радиационная интроскопия», М.: Атомиздат, 1972 г.) - аналог. Такой способ контроля, исключающий применение рентгеновской пленки, получил распространение в промышленности благодаря простой, недорогой и надежной в эксплуатации системе визуализации радиационной картины просвечивания контролируемого изделия на телевизионном экране. Основной недостаток аналога - низкая контрастная чувствительность при контроле материалов, таких как ракетное топливо, с малым коэффициентом линейного поглощения ионизирующего излучения (3-4% при толщине топлива 100 и 150 мм соответственно). Как известно, контрастная чувствительность определяется как выраженное в процентах отношение минимального ступенчатого приращения толщины просвечиваемого изделия, которое можно заметить на изображении, ко всей толщине контролируемого изделия.
Известен также взятый за прототип способ рентгенотелевизионного контроля изделий (патент РФ №2091775), при котором чувствительность контроля повышается до 2,5-3% за счет накопления телевизионного сигнала на слабоконтрастных изображениях дефектов и за счет уменьшения уровня шумов при сложении телевизионных кадров. Однако при таком способе контроля значительно увеличивается время просвечивания изделия и время обработки изображений.
У рассмотренных прототипа и аналога есть один общий недостаток, который заключается в том, что при обработке полученных изображений полностью не компенсируется ухудшение качества изображения, обусловленное наличием рассеянного излучения, образованного в толще материала контролируемого изделия, и внешней паразитной освещенности в камере преобразователя за счет света от преобразователя при неодинаковой форме и размерах изделия и окна преобразователя. На изображениях участков контролируемого изделия в определенной степени отрицательно сказывается также влияние артефактов, связанных с дефектами преобразователя и оптики, для интерпретации которых требуется дополнительное время расшифровки и проведение дополнительного просвечивания изделия. Все это приводит к снижению чувствительности и точности определения глубины залегания выявляемых дефектов в изделиях.
Технической задачей предлагаемого изобретения является разработка способа радиационного контроля изделий, который устраняет влияние факторов, связанных с технологией просвечивания изделий, на качество получаемых изображений, а именно рассеянного рентгеновского излучения, паразитной внешней засветки в камере преобразования, артефактов на изображениях контролируемых участков изделия, что приводит к снижению чувствительность контроля и точности определения глубины залегания дефектов.
Технический результат достигается тем, что способ радиационного контроля изделий включает просвечивание изделия рентгеновским излучением, преобразование прошедшего изделие рентгеновского излучения в видимое негативное или позитивное изображение, представление полученного изображения на экране монитора компьютера и визуальную расшифровку полученного изображения, причем из полученных изображений просвеченных участков изделия выбирают изображения двух наиболее схожих по конфигурации, например, близлежащих участков, вычитают одно изображение из другого и по полученному результирующему изображению, на котором дефекты первого участка изделия представлены в негативном изображении, а другого - в позитивном, делают расшифровку изображения сразу двух участков с учетом, что темные тени характеризуют понижения плотности дефектов первого участка и повышения плотности дефектов второго участка, а светлые тени - повышения плотности дефектов первого участка и понижения плотности дефектов второго участка, при этом определение координат дефектов делают по результирующему изображению двух изображений одного и того же участка, развернутых по отношению друг к другу на 90°, по формуле
где h - глубина залегания дефекта;
R - радиус контролируемого изделия;
r - радиус проекции изделия;
α - расстояние от центра темной тени до оси проекции изделия;
b - расстояние от центра светлой тени до оси проекции изделия,
а уточнение характеристик дефектов определяют по результирующему изображению двух изображений одного и того же участка, сдвинутых на 5-10 мм относительно друг друга, при этом темные тени уменьшаемого изображения соответствуют понижениям плотности дефектных участков, а светлые тени - повышениям, при использовании же позитивных изображений участков изделия учитывают, что полярность результирующих изображений меняется при этом на обратную.
На чертеже приведена принципиальная схема установки для практической реализации предлагаемого способа контроля изделий. Основными составляющими элементами данной схемы являются 1) рентгеновский аппарат, обеспечивающий одинаковый в пределах статистической и аппаратурной погрешностей предварительно выбранный оператором режим просвечивания (напряжение генерирования рентгеновского излучения, ток рентгеновской трубки, выдержка); 2) коллиматоры; 3) манипулятор, обеспечивающий продольное перемещение и поворот изделия вокруг своей оси, а также установку и закрепление контролируемого изделия; 4) изделие; 5) сцинтиллятор; 6) цифровая видеокамера; 7) компьютер; 8) монитор.
Реализация способа проводилась следующим образом. Излучение от рентгеновского аппарата 1, сформированное коллиматорами 2, проходит через участок установленного на манипуляторе 3 контролируемого изделия 4, преобразуется сцинтиллятором 5 на основе CsI(Tl) в видимое изображение, которое поступает на цифровую видеокамеру 6, с которой сформированное в цифровой форме изображение поступает на компьютер 7, где сохраняется в памяти компьютера, и монитор 8.
Затем с использованием системы ручного или автоматизированного управления при помощи манипулятора путем перемещения и при необходимости поворота на предварительно выбранный угол вводят в зону излучения следующий участок изделия и повторяют все описанные выше операции. Таким образом последовательно просвечивают все изделие.
После этого из сохраненных в компьютере негативных изображений выбирают изображения двух, например, близлежащих участков, вычитают одно изображение из другого и по полученному результирующему изображению на экране монитора 8, на котором дефекты первого участка изделия представлены в негативном изображении, а другого - в позитивном, делают расшифровку изображения сразу двух участков с учетом, что темные тени характеризуют понижения плотности дефектов первого участка и повышения плотности дефектов второго участка, а светлые тени - повышения плотности дефектов первого участка и понижения плотности дефектов второго участка. Так проводят расшифровку результатов контроля других участков изделия.
Определение координат дефектов делают по результирующему изображению двух изображений одного и того же участка, развернутых по отношению друг к другу на 90, по формуле
где h - глубина залегания дефекта;
R - радиус контролируемого изделия;
r - радиус проекции изделия;
α - расстояние от центра темной тени до оси проекции изделия;
b - расстояние от центра светлой тени до оси проекции изделия.
При необходимости уточнения характеристик выявленных дефектов на любом из участков изделия делают это с помощью результирующего изображения, полученного из двух изображений этого участка, сдвинутых на 5 - 10 мм относительно друг друга, При этом темные тени уменьшаемого изображения соответствуют понижениям плотности дефектных участков, а светлые тени - повышениям.
Необходимо отметить, что при использовании вместо негативных позитивных изображений учитывают, что полярность результирующего изображения при этом меняется на обратную.
Предлагаемый способ апробирован в условиях опытного производства на натурных изделиях различных типоразмеров. В качестве аппаратуры и оборудования использовались рентгеновский аппарат РАП 300-5, цифровой рентгеновский интроскоп РИН - 120, специально разработанный на предприятии манипулятор, компьютер. Экспериментальная проверка предложенного способа в опытном производстве на образцах и натурных изделиях подтвердила достаточно хорошую его эффективность по сравнению с прототипом (повышение контрастной чувствительности контроля до 1-1,5% при толщине контролируемого свода порядка 100-150 мм, сокращение времени на расшифровку и анализ изображений, повышение точности определения глубины залегания обнаруженных дефектов).
Опыт применения данного способа позволяет сделать вывод о том, что предложенный способ обеспечивает надежный и качественный рентгеновский контроль большой номенклатуры изделий различных конструкций и типоразмеров. Полученные положительные результаты позволяют сделать вывод о перспективности применения предложенного способа для радиационного контроля изделий и, в частности, зарядов твердого ракетного топлива.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕФЕКТО-СТРУКТУРО-РЕНТГЕНОГРАФИИ | 2004 |
|
RU2271533C1 |
| РАДИАЦИОННАЯ СТЕРЕОТЕЛЕВИЗИОННАЯ УСТАНОВКА | 1969 |
|
SU251236A1 |
| СПОСОБ РАДИАЦИОННОГО КОНТРОЛЯ СОСТОЯНИЯ ОБЪЕКТА | 2009 |
|
RU2392610C1 |
| СПОСОБ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ | 2013 |
|
RU2550163C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЛУБИНЫ ЗАЛЕГАНИЯ ДЕФЕКТА | 2010 |
|
RU2437081C1 |
| СПОСОБ ОЦЕНКИ ГЛУБИНЫ ЗАЛЕГАНИЯ ДЕФЕКТА | 2010 |
|
RU2438120C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ СОСТОЯНИЯ ОБЪЕКТА | 2006 |
|
RU2304766C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫЧИСЛИТЕЛЬНЫХ ТОМОГРАММ | 1999 |
|
RU2176479C2 |
| Способ фотометрической оценки размеров дефектов в направлении просвечивания | 1988 |
|
SU1536215A1 |
| Способ получения томограмм из набора разноракурсных рентгенограмм | 1982 |
|
SU1074838A1 |
Использование: для радиационного контроля изделий. Сущность заключается в том, что из полученных негативных изображений просвеченных участков изделия выбирают изображения двух наиболее схожих по конфигурации близлежащих участков, вычитают одно изображение из другого и по полученному результирующему изображению, на котором дефекты первого участка изделия представлены в негативном изображении, а другого - в позитивном, делают расшифровку изображения сразу двух участков с учетом, что темные тени характеризуют понижение плотности дефектов первого участка и повышение плотности дефектов второго участка, а светлые тени - повышение плотности дефектов первого участка и понижение плотности дефектов второго участка, при этом определение координат дефектов делают по результирующему изображению двух изображений одного и того же участка, развернутых по отношению друг к другу на 90° по соответствующему математическому выражению, а уточнение характеристик плотности дефектных участков определяют по результирующему изображению двух изображений одного и того же участка изделия, сдвинутых на 5-10 мм относительно друг друга, при этом темные тени уменьшаемого изображения соответствуют понижению плотности дефектных участков, а светлые тени - повышению. Технический результат - повышение качества получаемых изображений при радиационном контроле. 1 з.п. ф-лы, 1 ил.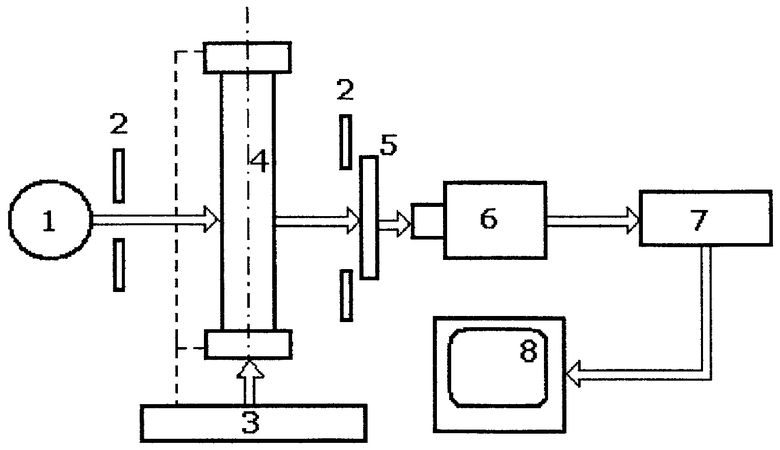
1. Способ радиационного контроля изделий, включающий просвечивание изделия рентгеновским излучением, преобразование прошедшего изделие рентгеновского излучения в видимое негативное или позитивное изображение, представление полученного изображения на экране монитора компьютера и визуальную расшифровку полученного изображения, отличающийся тем, что из полученных негативных изображений просвеченных участков изделия выбирают изображения двух наиболее схожих по конфигурации, например, близлежащих участков, вычитают одно изображение из другого и по полученному результирующему изображению, на котором дефекты первого участка изделия представлены в негативном изображении, а другого - в позитивном, делают расшифровку изображения сразу двух участков с учетом, что темные тени характеризуют понижения плотности дефектов первого участка и повышения плотности дефектов второго участка, а светлые тени повышения плотности дефектов первого участка и понижения плотности дефектов второго участка, при этом определение координат дефектов делают по результирующему изображению двух изображений одного и того же участка, развернутых по отношению друг к другу на 90°, по формуле
 ,
,
где h - глубина залегания дефекта;
R - радиус контролируемого изделия;
r - радиус проекции изделия;
а - расстояние от центра темной тени до оси проекции изделия;
b - расстояние от центра светлой тени до оси проекции изделия,
а уточнение характеристик плотности дефектных участков определяют по результирующему изображению двух изображений одного и того же участка изделия, сдвинутых на 5-10 мм относительно друг друга, при этом темные тени уменьшаемого изображения соответствуют понижениям плотности дефектных участков, а светлые тени - повышениям.
2. Способ по п.1, отличающийся тем, что при использовании позитивных изображений участков изделия учитывают, что полярность результирующих изображений меняется при этом на обратную по сравнению с негативными изображениями.
| СПОСОБ ГАММА-СПЕКТРОМЕТРИИ | 1997 |
|
RU2159451C2 |
| Способ стабилизации энергетической шкалы спектрометрического устройства | 1986 |
|
SU1343380A1 |
| Способ стабилизации энергетической шкалы многодетекторной спектрометрической системы | 1988 |
|
SU1589228A1 |
| US 7485868 B2, 03.02.2009 | |||
| US 4962517 A, 09.10.1990. | |||

