Область техники, к которой относится изобретение
Настоящее изобретение относится к режущим пластинам, предназначенным для использования в процессах обработки металлов резанием, и к способу изготовления подобных режущих пластин.
Предпосылки создания изобретения
Режущие пластины, которые съемно закрепляются в корпусе режущего инструмента, выполнены из подходящего твердого материала, то есть твердого сплава, вблизи режущей кромки, при этом корпус режущего инструмента, изготовленный из менее твердого материала, используется многократно после удаления изношенной или поврежденной режущей пластины. Режущие пластины зажимают в гнездах под пластины, расположенных на периферии корпуса инструмента, для удерживания и обеспечения опоры для режущих пластин во время обработки обрабатываемой детали. В данной области техники известны режущие пластины, на которых имеются знаки или метки, предназначенные для того, чтобы указать оператору направление индексации режущей пластины.
Патент США с номером 7008146, выданный на имя DeRoche и др. и озаглавленный “Milling Cutter with Tangentially Mounted Inserts”, направлен на индексируемую режущую пластину для режущего инструмента для фрезерования, имеющую первую и вторую передние поверхности, первую и вторую длинные краевые поверхности и первую и вторую закругленные по радиусу, более короткие краевые поверхности. Каждая длинная краевая поверхность образует главную режущую кромку, которая проходит от по существу плоской центральной горизонтальной части, через поверхность первой фаски, через поверхность второй фаски, смежную поверхности первой фаски, через поверхность третьей фаски, смежную поверхности второй фаски, к одной из первой и второй закругленных по радиусу, более коротких краевых поверхностей. Поверхность второй фаски расположена между первой фаской и поверхностью третьей фаски. Режущая пластина имеет установочное углубление, предназначенное для того, чтобы способствовать установке режущей пластины в заданном положении в режущем инструменте.
Патент США с номером 6190096, выданный на имя Arthur и озаглавленный “Indexable Cutting Insert with Indexing Marks”, направлен на индексируемую режущую пластину, которая имеет переднюю поверхность и боковую поверхность. Передняя поверхность и боковая поверхность пересекаются с образованием по существу круглой режущей кромки. По меньшей мере на одной из боковой поверхности и передней поверхности имеются визуально различимые знаки, предназначенные для указания множества отдельных индексируемых положений круглой режущей пластины.
Патент США с номером 6123488, выданный на имя Kasperik и др. и озаглавленный “Cutting Insert with Universal Identification”, направлен на режущую пластину с метками треугольной формы, вдавленными на ее верхней поверхности. Число треугольных конфигураций в каждой метке характеризует диапазон режимов резания, в которых режущая пластина будет функционировать наилучшим образом. Метка позволяет оператору станка определить, подходит ли режущая пластина при одном предельном значении для применений при черновой обработке и при другом предельном значении - для применений при чистовой обработке при промежуточных применениях между данными предельными значениями. Метка включает в себя геометрические конфигурации, которые не являются буквенно-числовыми знаками, и одна геометрическая конфигурация предпочтительно представлена в различных количествах для указания применений от применений для черновой обработки до применений для чистовой обработки. Метки расположены приблизительно перпендикулярно соответствующим им режущим кромкам для указания типа использования, рекомендованного для данной режущей кромки. Когда метка связана с каждой режущей кромкой, подобные метки могут быть симметрично разнесены рядом с соответствующей режущей кромкой. В том случае, когда имеется только одна метка, подобная метка может быть размещена в любом месте в нерабочей зоне режущей пластины.
Публикация заявки на патент США с номером 2010/0272522 на имя Hecht, озаглавленной “Cutting Inserts and Cutting Insert Assembly”, направлена на узел с режущей пластиной, имеющий гнездо под режущую пластину с отверстием гнезда, режущую пластину и крепежный элемент, обеспечивающий присоединение режущей пластины в гнезде под режущую пластину. Режущая пластина имеет отверстие режущей пластины, первую поверхность, вторую поверхность и периферийную поверхность, продолжающуюся между ними. Первая и вторая поверхности пересекаются с периферийной поверхностью с образованием соответственно первой и второй периферийных кромок, при этом по меньшей мере часть по меньшей мере одной из первой и второй периферийных кромок образует режущую кромку. Отверстие режущей пластины имеет по меньшей мере две части, наименьшая из которых имеет овальное поперечное сечение, обеспечивающее возможность быстрой замены режущей пластины или ее индексации без необходимости полного извлечения крепежного элемента из отверстия гнезда.
Когда оператор подает режущую пластину для извлечения ее из гнезда, предназначенного для вставки режущей пластины, может возникнуть затруднение с определением ориентации овальной конфигурации части отверстия режущей пластины, которая указала бы на направление поворота режущей пластины, необходимого для освобождения режущей пластины от крепежного элемента. Данное затруднение может возникнуть вследствие малого размера режущей пластины и отверстия режущей пластины, вследствие плохих условий освещения отверстия режущей пластины, когда крепежный элемент по-прежнему находится в нем, и тому подобного.
Задача настоящего изобретения состоит в разработке усовершенствованной режущей пластины и способа ее изготовления, при этом на режущей пластине имеется знак или метка, указывающий/указывающая на ориентацию некруглого поперечного сечения отверстия режущей пластины.
Раскрытие изобретения
В соответствии с настоящим изобретением разработана режущая пластина, имеющая первую поверхность, вторую поверхность и периферийную поверхность, продолжающуюся между ними. Режущая пластина дополнительно имеет отверстие режущей пластины, продолжающееся между первой и второй поверхностями и имеющее ось отверстия. Поперечное сечение по меньшей мере части отверстия режущей пластины, выполненное перпендикулярно оси отверстия, имеет овальную форму. Режущая пластина также имеет метку, выполненную на по меньшей мере одной из первой и второй поверхностей, указывающую на ориентацию овальной формы поперечного сечения по меньшей мере части отверстия режущей пластины.
В соответствии с другим вариантом осуществления настоящего изобретения разработан способ изготовления режущей пластины, имеющей первую поверхность, вторую поверхность и периферийную поверхность, продолжающуюся между ними, и отверстие режущей пластины, продолжающееся между первой и второй поверхностями и имеющее ось отверстия. Отверстие режущей пластины имеет по меньшей мере часть с поперечным сечением овальной формы, выполненным перпендикулярно оси отверстия. Способ включает операцию маркировани по меньшей мере одной из первой и второй поверхностей режущей пластины меткой, предназначенной для указания ориентации овальной формы поперечного сечения по меньшей мере части отверстия режущей пластины.
В соответствии с дополнительным вариантом осуществления настоящего изобретения разработана режущая пластина, имеющая первую поверхность, вторую поверхность и периферийную поверхность, продолжающуюся между ними. Режущая пластина также имеет отверстие режущей пластины, продолжающееся между первой и второй поверхностями и имеющее ось отверстия. Поперечное сечение по меньшей мере части отверстия режущей пластины, выполненное перпендикулярно оси отверстия, имеет соответствующий наименьший ограничивающий прямоугольник. Наименьший ограничивающий прямоугольник образован первым максимальным размером поперечного сечения отверстия режущей пластины и вторым поперечным размером поперечного сечения отверстия режущей пластины, при этом поперечный размер перпендикулярен максимальному размеру. Метка выполнена на по меньшей мере одной из первой и второй поверхностей и указывает на ориентацию наименьшего ограничивающего прямоугольника.
Краткое описание чертежей
Для обеспечения лучшего понимания изобретение будет описано ниже только в качестве примера со ссылкой на сопровождающие чертежи, на которых пунктирные линии показывают отсеченные границы для частичных изображений элемента и на которых:
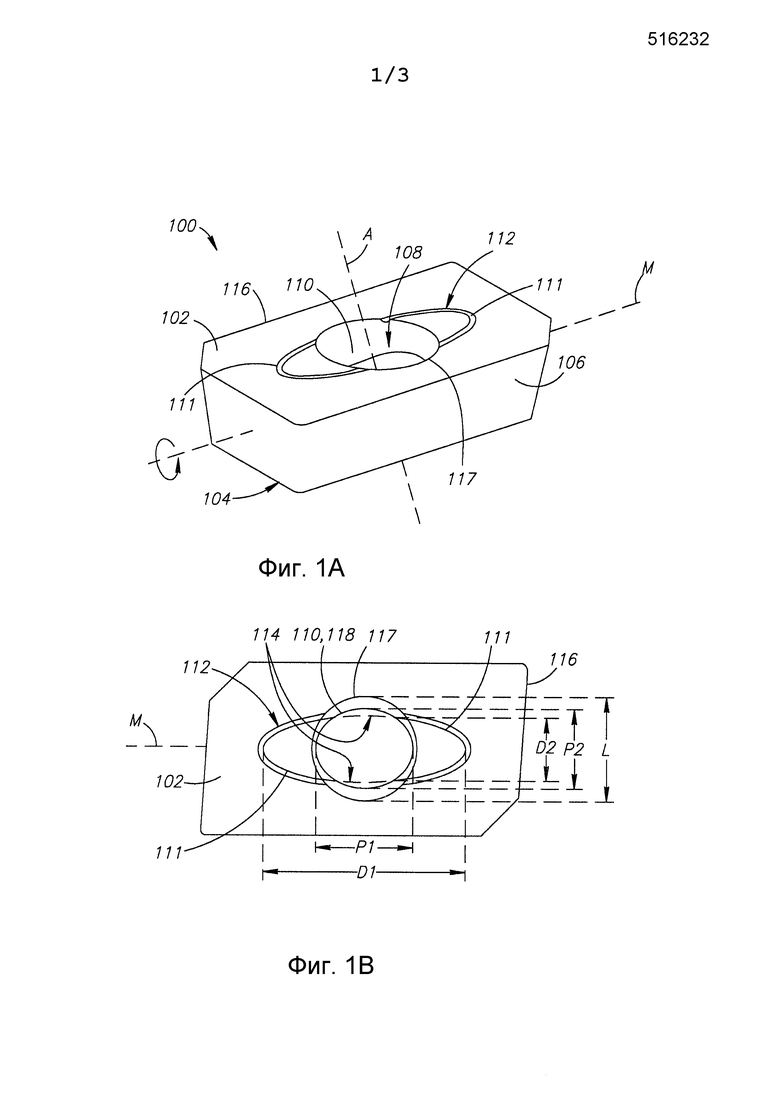
Фиг. 1 представляет собой вид в перспективе прямоугольной индексируемой режущей пластины в соответствии с одним вариантом осуществления раскрытого технического решения;
Фиг. 1В представляет собой вид сверху индексируемой режущей пластины по фиг. 1А;
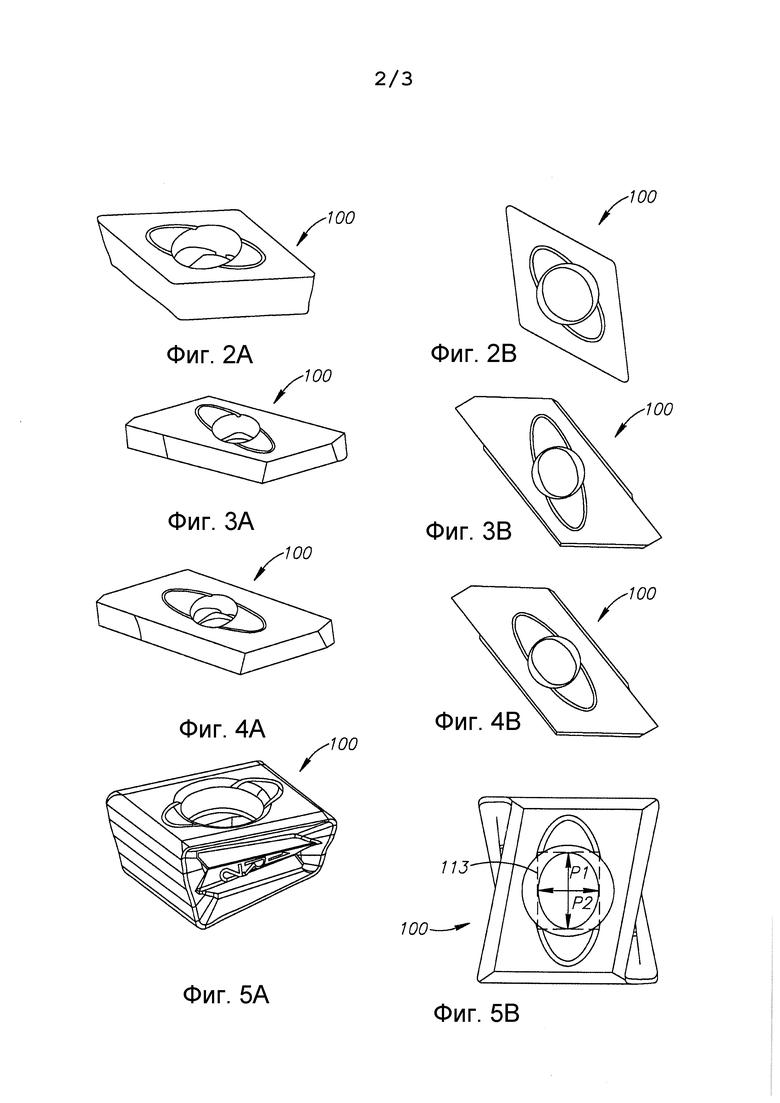
Фиг. 2А представляет собой вид в перспективе ромбовидной индексируемой режущей пластины в соответствии с другим вариантом осуществления раскрытого технического решения;
Фиг. 2В представляет собой вид сверху индексируемой режущей пластины по фиг. 2А;
Фиг. 3А представляет собой вид в перспективе индексируемой режущей пластины с формой параллелограмма в соответствии с дополнительным вариантом осуществления раскрытого технического решения;
Фиг. 3В представляет собой вид сверху индексируемой режущей пластины по фиг. 3А;
Фиг. 4А представляет собой вид в перспективе индексируемой режущей пластины с формой параллелограмма в соответствии с еще одним вариантом осуществления раскрытого технического решения;
Фиг. 4В представляет собой вид сверху индексируемой режущей пластины по фиг. 4А;
Фиг. 5А представляет собой вид в перспективе индексируемой режущей пластины с формой параллелограмма в соответствии с дополнительным вариантом осуществления раскрытого технического решения;
Фиг. 5В представляет собой вид сверху индексируемой режущей пластины по фиг. 5А;
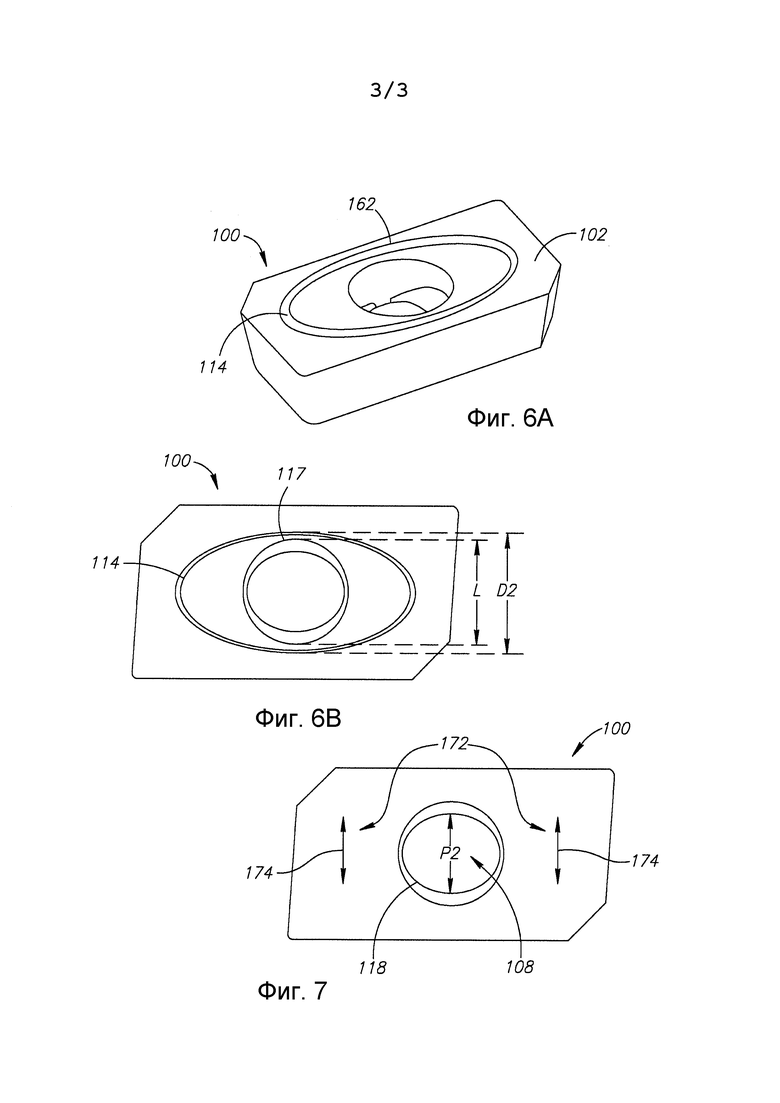
Фиг. 6А представляет собой вид в перспективе прямоугольной индексируемой режущей пластины в соответствии с дополнительным вариантом осуществления раскрытого технического решения;
Фиг. 6В представляет собой вид сверху индексируемой режущей пластины по фиг. 6А; и
Фиг. 7 представляет собой вид сверху индексируемой режущей пластины в соответствии с еще одним вариантом осуществления раскрытого технического решения.
Подробное описание изобретения
Настоящее изобретение относится к режущей пластине, имеющей знаки, указывающие на ориентацию отверстия, и к способу ее изготовления, при этом на режущей пластине имеется метка, указывающая на ориентацию овальной формы поперечного сечения отверстия режущей пластины, выполненного в режущей пластине.
Рассмотрим фиг. 1А-5А и фиг. 1В-5В, показывающие индексируемые режущие пластины 100 в соответствии с вариантами осуществления настоящего изобретения. Как показано, в частности на фиг. 1А и 1В, режущая пластина 100 имеет первую поверхность 102, вторую поверхность 104, периферийную поверхность 106, отверстие 108 режущей пластины и метку 112. Режущая пластина 100 имеет ось А индексации, проходящую через отверстие 108 режущей пластины и перпендикулярную к первой поверхности 102 и второй поверхности 104. Зона пересечения периферийной поверхности 106 с первой поверхностью 102 образует режущую кромку 116.
Режущую пластину 100 поворачивают вокруг оси А индексации для размещения новой неиспользованной части (не показана) режущей кромки, подлежащей использованию, у обрабатываемой детали при операциях резания. Ось А индексации также может быть названа осью А отверстия, поскольку она представляет собой ось вращательной симметрии отверстия 108 режущей пластины. Отверстие 108 режущей пластины проходит через режущую пластину 100 и открывается к первой поверхности 102 по контуру 117 прохода и ко второй поверхности 104. Контур 117 прохода представляет собой круглый контур, имеющий диаметр L контура. Отверстие 108 режущей пластины имеет часть 110 отверстия, имеющую овальную форму 118 поперечного сечения, выполненного перпендикулярно оси А отверстия, например, если смотреть на фиг. 1В. Овальная форма 118 имеет основной размер Р1 и дополнительный размер Р2, перпендикулярный основному размеру Р1. Основной размер Р1, как правило, больше дополнительного размера Р2 вследствие удлиненной конфигурации овальной формы 118. Кроме того, режущая пластина 100 имеет ось М высвобождения винта, проходящую через центр режущей пластины 100 и параллельно направлению, в котором определяется основной размер Р1, параллельно первой поверхности 102 и второй поверхности 104.
Следует отметить, что поперечное сечение части 110 отверстия, имеющее овальную форму, позволяет извлечь режущую пластину 100 над головкой зажимного винта (не показана) без полного вывинчивания зажимного винта из резьбового отверстия гнезда под режущую пластины (оба компонента не показаны). Для отсоединения режущей пластины 100 от зажимного винта винт отвинчивают на заданную величину, однако при этом он по-прежнему остается частично ввинченным в резьбовое отверстие гнезда под режущую пластину, и режущую пластину 100 поворачивают вокруг оси М высвобождения винта. Это обеспечивает перемещение отверстия 108 режущей пластины над головкой зажимного винта, в результате чего режущую пластину 100 освобождают от зажимного винта, который по-прежнему частично ввинчен в гнездо, предназначенное для вставки режущей пластины. Поскольку ось М высвобождения винта параллельна основному размеру Р1, то направление поворота, необходимого для освобождения режущей пластины 100, указано посредством ориентации основного размера Р1.
Метка 112 расположена на первой поверхности 102 с обеспечением соответствия по форме воображаемой линии 114 овальной формы, имеющей больший размер D1 и меньший размер D2, перпендикулярный большему размеру D1. Больший размер D1, как правило, больше меньшего размера D2 вследствие удлиненной конфигурации воображаемой линии 114 овальной формы. Ориентация направления, в котором определяется больший размер D1, по существу аналогична ориентации направления, в котором определяется основной размер Р1 овальной формы 118, если смотреть в направлении, перпендикулярном оси А отверстия. Больший размер D1 больше основного размера Р1. Метка 112 четко указывает на ориентацию большего размера D1 оператору, устанавливающему режущую пластину 100. Таким образом, ориентации основного размера Р1 и овальной формы 118 будут также четко указаны для оператора. При необходимости оператор может ослабить зажимной винт до необходимой заданной величины и затем повернуть режущую пластину 100 вокруг ориентации большего размера D1, которая параллельна оси М высвобождения винта до тех пор, пока режущая пластина не будет освобождена из гнезда под режущую пластину.
В режущей пластине 100 метка 112 включает в себя две видимые кривые линии 111, соответствующие по форме участкам воображаемой линии 114 овальной формы. Меньший размер D2, как правило, меньше диаметра L контура. Таким образом, участок воображаемой линии 114 овальной формы находится в пределах контура 117 прохода отверстия 108 и может быть незаметным. Таким образом, только кривые линии 111 могут быть заметными на первой поверхности 102 и могут быть четко видны оператору.
Таким образом, если смотреть вдоль оси А отверстия, некруглое отверстие 108 режущей пластины может рассматриваться как имеющее соответствующий наименьший ограничивающий прямоугольник 113 (показанный на фиг. 5В), образованный первым максимальным размером (например, основным размером Р1) отверстия режущей пластины и вторым поперечным размером (например, дополнительным размером Р2), который перпендикулярен первому максимальному размеру, с меткой 112 на поверхностях 102 и/или 104, указывающей на ориентацию наименьшего ограничивающего прямоугольника 113.
Далее, как показано на фиг. 6А и 6В, в соответствии с альтернативным вариантом осуществления раскрытого технического решения в режущей пластине 100 меньший размер D2 воображаемой линии 114 овальной формы превышает диаметр L контура (то есть D2>L). В этом случае существует возможность выполнения метки 162 вдоль всей протяженности воображаемой линии 114 овальной формы, окружающей контур 117 прохода.
Далее рассмотрим фиг. 7, показывающую дополнительный альтернативный вариант осуществления раскрытого технического решения. В соответствии с данным вариантом осуществления режущая пластина 100 имеет метку 172 на своей первой поверхности. Метка 172 включает в себя две двунаправленные стрелки 174, расположенные с противоположных сторон отверстия 108 и параллельно дополнительному размеру Р2 овальной формы 118 поперечного сечения. Двунаправленные стрелки 174 показывают оператору ориентацию овальной формы 118 поперечного сечения, тем самым указывая направление, в котором оператор должен повернуть режущую пластину 100 для того, чтобы освободить режущую пластину 100 от головки зажимного винта, как было конкретизировано выше.
Следует отметить, что если режущая пластина в соответствии с настоящим изобретением представляет собой многогранную режущую пластину, то режущая пластина может иметь другую метку, аналогичную меткам 112, 162 или 172, на ее второй поверхности (например, второй поверхности 104) для указания ориентации поперечного сечения овальной формы части отверстия, если смотреть со стороны второй поверхности.
Режущие пластины в соответствии с раскрытым техническим решением используются на операциях обработки металлов резанием и предпочтительно выполнены из твердого металла, например из твердого сплава, твердого материала, который нелегко обрабатывается. Таким образом, метки (например, метки 112, 162, 172) на поверхностях режущих пластин могут быть образованы посредством любого известного способа маркировки, который может обеспечить маркирование твердого металла. Примерами подобных способов маркирования являются лазерная маркировка или гравирование. Маркирование может быть выполнено даже во время процесса изготовления режущей пластины посредством включения метки в пресс-форму, используемую для формования режущей пластины посредством, например, прессованием или литьем под давлением. В таком случае метка может образовывать выпуклый контур на поверхности готовой режущей пластины.
Несмотря на то, что настоящее изобретение было описано с некоторой степенью конкретности, следует понимать, что могут быть выполнены различные изменения и дополнения, не выходящие за рамки сущности или объема изобретения в том виде, как он определен ниже.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ДЕРЖАВКА ДЛЯ НЕЕ | 2003 |
|
RU2312742C2 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2609587C2 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ФРЕЗЫ | 2008 |
|
RU2453403C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2003 |
|
RU2337795C2 |
| ИНДЕКСИРУЕМАЯ АСИММЕТРИЧЕСКАЯ РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ НЕЕ | 2014 |
|
RU2674786C2 |
| ИНСТРУМЕНТ ДЛЯ УДАЛЕНИЯ ЗАУСЕНЦЕВ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2005 |
|
RU2391185C2 |
| ПАЗОВАЯ ФРЕЗА И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ | 2004 |
|
RU2354510C2 |
| ИНСТРУМЕНТАЛЬНОЕ СОЕДИНЕНИЕ | 2021 |
|
RU2837112C1 |
| ИНСТРУМЕНТ ДЛЯ СНЯТИЯ ЗАУСЕНЦЕВ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2004 |
|
RU2373030C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2003 |
|
RU2304037C2 |
Группа изобретений относится к обработке материалов резанием и может быть использована в режущих инструментах со съемными режущими пластинами, а также при их изготовлении. Режущая пластина содержит первую поверхность, вторую поверхность, периферийную поверхность, продолжающуюся между ними и ось высвобождения винта, проходящую через центр режущей пластины и параллельно первой и второй поверхностям. Между первой и второй поверхностями выполнено отверстие, поперечное сечение по меньшей мере части которого выполнено перпендикулярно оси отверстия и имеет овальную форму. На по меньшей мере одной из первой и второй поверхностей выполнена метка, указывающая на ориентацию овальной формы поперечного сечения по меньшей мере части отверстия режущей пластины и на ориентацию оси высвобождения указанного винта. Указанная метка может быть выполнена различными способами. Обеспечивается легкая смена режущей пластины. 3 н. и 8 з.п. ф-лы, 7 ил.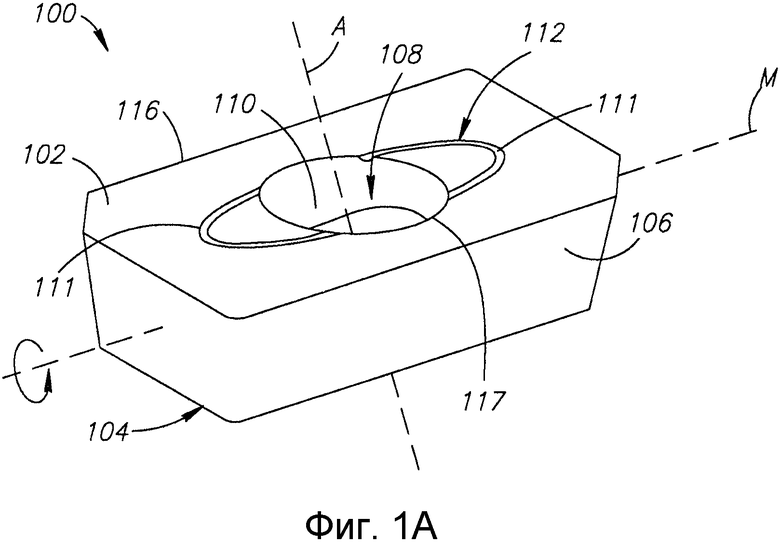
1. Режущая пластина (100), содержащая:
первую поверхность (102), вторую поверхность (104), периферийную поверхность (106), продолжающуюся между ними и ось (М) высвобождения винта, проходящую через центр режущей пластины 100 и параллельно первой и второй поверхностям (102, 104);
отверстие (108), продолжающееся между первой и второй поверхностями (102, 104) и имеющее ось (А), при этом поперечное сечение по меньшей мере части (110) отверстия (108) режущей пластины, выполненное перпендикулярно оси (А) отверстия, имеет овальную форму (118), и
метку (112, 162, 172), выполненную на по меньшей мере одной из первой и второй поверхностей (102, 104), указывающую на ориентацию овальной формы (118) поперечного сечения по меньшей мере части (110) отверстия (108) режущей пластины и указывающую на ориентацию оси (М) высвобождения винта.
2. Режущая пластина (100) по п. 1, в которой метка (112, 162, 172) имеет форму по меньшей мере одной кривой линии (111).
3. Режущая пластина (100) по п. 2, в которой указанная по меньшей мере одна кривая линия (111) соответствует по меньшей мере части воображаемой линии (114) овальной формы.
4. Режущая пластина (100) по п. 3, в которой овальная форма (118) поперечного сечения по меньшей мере части (110) отверстия (108) режущей пластины имеет основной размер (Р1),
отверстие (108) режущей пластины открывается к первой поверхности (102) с круглым контуром (117) прохода, имеющим
диаметр (L) контура,
воображаемая линия (114) овальной формы имеет больший размер (D1) и перпендикулярный меньший размер (D2), при этом больший размер (D1) больше меньшего размера (D2), ориентация основного направления (D1) аналогична ориентации основного размера (Р1), при этом меньший размер (D2) меньше диаметра (L) контура, и
метка (112) включает в себя две кривые линии (111), расположенные на воображаемой линии (114) овальной формы с противоположных сторон отверстия (108) режущей пластины.
5. Режущая пластина (100) по п. 3, в которой овальная форма (118) поперечного сечения по меньшей мере части (110) отверстия (108) режущей пластины имеет основной размер (Р1),
отверстие (108) режущей пластины открывается к первой поверхности (102) с круглым контуром (117) прохода, имеющим диаметр (L) контура,
воображаемая линия (114) овальной формы имеет больший размер (D1) и перпендикулярный меньший размер (D2), при этом больший размер (D1) больше меньшего размера (D1), ориентация основного направления (D1) аналогична ориентации основного размера (Р1), при этом меньший размер (D2) превышает диаметр (L) контура, и
метка (162) расположена на воображаемой линии (114) овальной формы, окружающей контур (117) прохода.
6. Режущая пластина (100) по п. 1, в которой овальная форма (118) поперечного сечения по меньшей мере части (110) отверстия (108) режущей пластины имеет основной размер (Р1) и перпендикулярный дополнительный размер (Р2), при этом основной размер (Р1) превышает дополнительный размер (Р2), и
при этом метка (172) включает в себя по меньшей мере одну стрелку (174), по существу параллельную дополнительному размеру (Р2).
7. Способ изготовления режущей пластины (100), имеющей первую поверхность (102), вторую поверхность (104), периферийную поверхность (106) и ось (М) высвобождения винта, проходящую через центр режущей пластины 100 и параллельно первой и второй поверхностям (102, 104), продолжающуюся между ними, и отверстие (108), продолжающееся между первой и второй поверхностями (102, 104) и имеющее ось (А), при этом поперечное сечение по меньшей мере части (110) отверстия (108) режущей пластины, выполненное перпендикулярно оси (А) отверстия, имеет овальную форму (118), при этом способ включает операцию
маркирования по меньшей мере одной из первой и второй поверхностей (102, 104) режущей пластины (100) меткой (112, 162, 172) для указания ориентации овальной формы (118) поперечного сечения по меньшей мере части (110) отверстия (108) режущей пластины и для указания ориентации оси (М) высвобождения винта.
8. Способ изготовления режущей пластины по п. 7, в котором операцию маркирования выполняют посредством лазерной маркировки.
9. Способ изготовления режущей пластины по п. 7, в котором операцию маркирования выполняют посредством гравирования.
10. Способ изготовления режущей пластины по п. 7, в котором операцию маркирования выполняют посредством включения метки в пресс-форму, используемую для формования режущей пластины.
11. Режущая пластина (100), содержащая:
первую поверхность (102), вторую поверхность (104),
периферийную поверхность (106), продолжающуюся между ними и ось (М) высвобождения винта, проходящую через центр режущей пластины 100 и параллельно первой и второй поверхностям (102, 104);
отверстие (108), продолжающееся между первой и второй поверхностями (102, 104) и имеющее ось (А), при этом поперечное сечение по меньшей мере части (110) отверстия (108) режущей пластины, выполненное перпендикулярно оси (А) отверстия, имеет соответствующий наименьший ограничивающий прямоугольник (113), образованный первым максимальным размером поперечного сечения отверстия режущей пластины и вторым поперечным размером поперечного сечения отверстия режущей пластины, причем поперечный размер перпендикулярен максимальному размеру; и
метку (112, 162, 172), выполненную на по меньшей мере одной из первой и второй поверхностей (102, 104), указывающую на ориентацию наименьшего ограничивающего прямоугольника (113) и указывающую на ориентацию оси (М) высвобождения винта.
| US 2004223818 A1, 11.11.2004 | |||
| СПОСОБ ЛАЗЕРНОЙ МАРКИРОВКИ ПОВЕРХНОСТИ МЕТАЛЛА ИЛИ СПЛАВА | 2009 |
|
RU2392100C1 |
| Ящик для хранения пожарного рукава на паровозе | 1925 |
|
SU2354A1 |
| Сборный режущий инструмент | 1985 |
|
SU1255287A1 |
| МЕТОД И УСТРОЙСТВО ДЛЯ СОЗДАНИЯ РАЗЛИЧИТЕЛЬНОЙ МАРКИРОВКИ НА ОБЪЕКТЕ | 2000 |
|
RU2276406C2 |

