Изобретение касается способа и устройства для резки материалов, которые изготавливаются в непрерывном (конвейерном) производственном процессе и в целях получения желаемого состояния поставки должны нарезаться на определенные форматы.
Таким материалом является, например, минеральная шерсть, которая для отгрузки должна нарезаться на стандартные листы.
Изоляционные материалы состоят из застывших стекловидных минеральных волокон, которые обычно точечно соединены друг с другом небольшим количеством связующего вещества, чаще всего затвердевающего подобно дуропласту полимера. Минеральные волокна получают из расплава, который расщепляется в агрегате для расщепления на волокна. Принято различать изоляционные материалы из стекловаты и минеральной ваты.
Волокна стекловаты изготавливаются из силикатных расплавов с относительно высоким содержанием щелочи, при известных условиях также из окисей бора, при этом расплав пропускается через мелкие отверстия в стенках вращающегося корпуса. При этом возникают относительно длинные и ровные минеральные волокна, которые после обработки их связующими веществами и пропиточными средствами падают на воздухопроницаемый ленточный транспортер.
Выпущенный из агрегата для расщепления на волокна бесконечный волокнистый слой желаемой толщины и объемной плотности отводится с большей или меньшей скоростью. Затвердевание фиксирующего структуру изготавливаемого изоляционного материала связующего вещества осуществляется в термической печи, в которой через волокнистый слой пропускается горячий воздух. Затем затвердевший волокнистый слой обрезается по бокам и, например, по центру делится на два слоя, которые практически без потерь могут нарезаться на листы изоляционного материала с определенной длиной и, в рамках ширины слоя, любой шириной.
Изоляционные материалы из минеральных волокон, в частности листы изоляционного материала из минеральных волокон, не так легко сжимаются, как изоляционные материалы из стекловолокна, так как они обладают совсем другими структурами, которые отличаются по существу завихряющейся формой коротких минеральных волокон, при этом минеральные волокна уже на пути от машины для расщепления на волокна к ленточному транспортеру группируются в хлопья. Изготавливаемые из них изоляционные материалы имеют, например, по ширине производственной линии и высоте волокнистого слоя колебания объемной плотности в очень узком диапазоне.
Листы изоляционного материала из минерального волокна изготавливаются со стандартными размерами длиной 1 м или 1,2 м при ширине 0,6 м или 0,625 м и с толщинами приблизительно 20 мм - 240 мм.
Листы изоляционного материала производятся в больших количествах и поэтому, перед тем как они будут уложены в штабели, должны быть сначала нарезаны на соответствующие форматы.
Из австрийского описания изобретения к патенту AT 104894 стала известна предназначенная для сравнимой цели маятниковая пила с кривошипно-шатунным механизмом, снабженная ленточным транспортером для перемещения нарезанного материала.
Эта пила снабжена регулируемым устройством, с помощью которого могут быть точно рассчитаны размеры длины резки.
С помощью этого отрезного устройства резка материала может осуществляться только с небольшим временем цикла.
Из швейцарского описания изобретения к патенту СН 93038 известна маятниковая пила, которая отличается тем, что пила подвешена посредством висящего водила на балансирной подвеске, так что при возвратно-поступательных колебаниях висящего на балансирной подвеске водила она может передвигаться в горизонтальной плоскости. И при этом решении также не может быть достигнуто значительное время цикла.
В DE 19846946 A1 описаны принципы действия маятниковых пил с точечным контактом, причем речь идет о пилах, у которых пильный инструмент включает один или несколько закрепленных параллельных пил. Для этой конструкции в этом описании предлагается, чтобы масса маятника, то есть рама с пилами, совершала маятниковое движение не по круговой траектории, а по двойной циклоидной траектории. Ссылок на конструкцию маятниковой пилы с круглыми пилами в этом описании, однако, не содержится.
Разработки новейшего времени направлены на то, чтобы создать маятниковые пилы, приводимые в действие гидравлическими устройствами, которые являются дорогостоящими, имеют относительно замедленную реакцию и требуют затратных процессов управления. Письменные подтверждения этого неизвестны.
Поэтому задачей настоящего изобретения является создание устройства и способа быстрого и надежного отрезания материалов, которые изготавливаются в непрерывном производственном процессе.
Эта задача решается с помощью устройства по пункту 1 и 3 или, соответственно, способа по пункту 6.
Далее предлагаемое изобретением отрезное устройство описано более подробно. Показано, в частности:
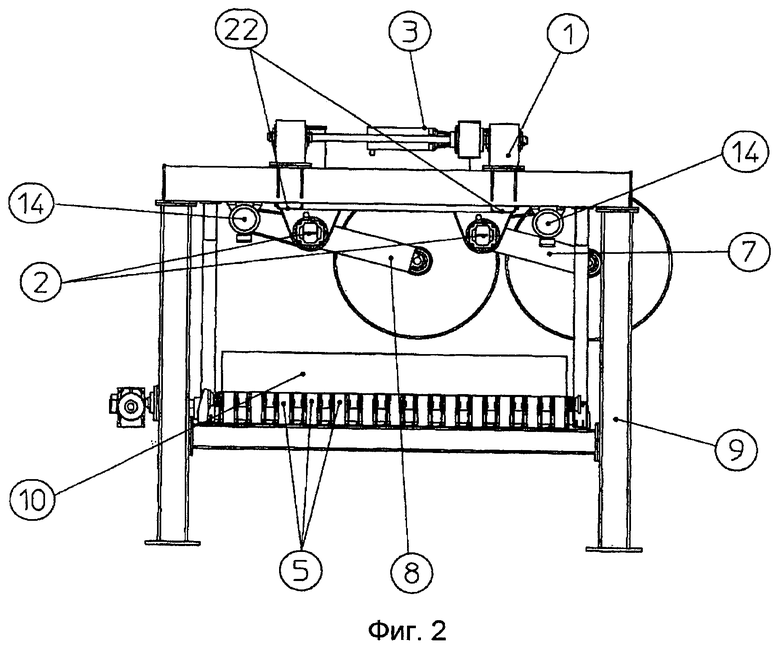
Фиг.1 - отрезное устройство в косоугольной проекции в перспективе,
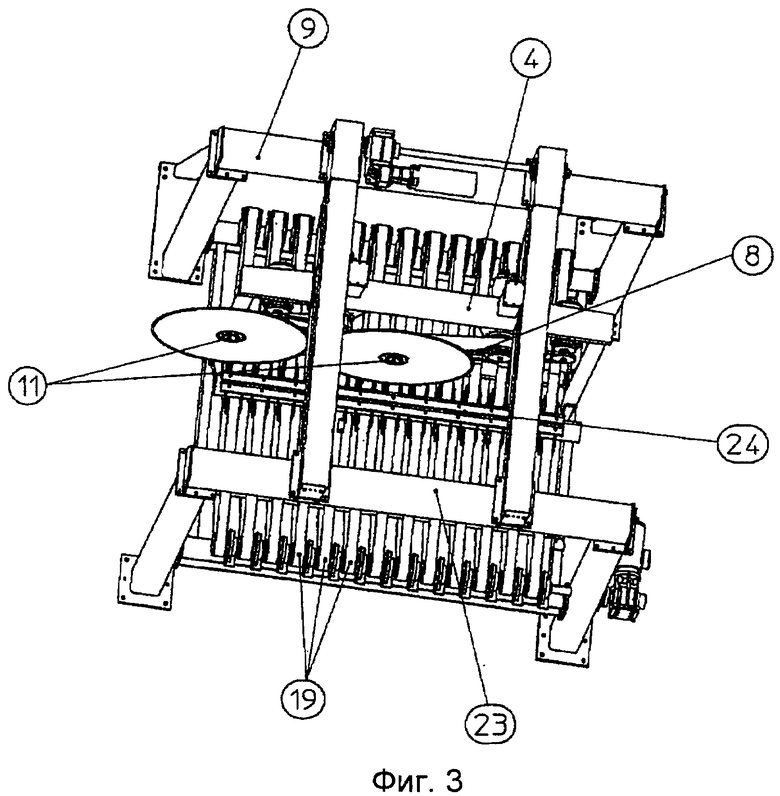
Фиг.2 - отрезное устройство в косоугольной проекции в перспективе,
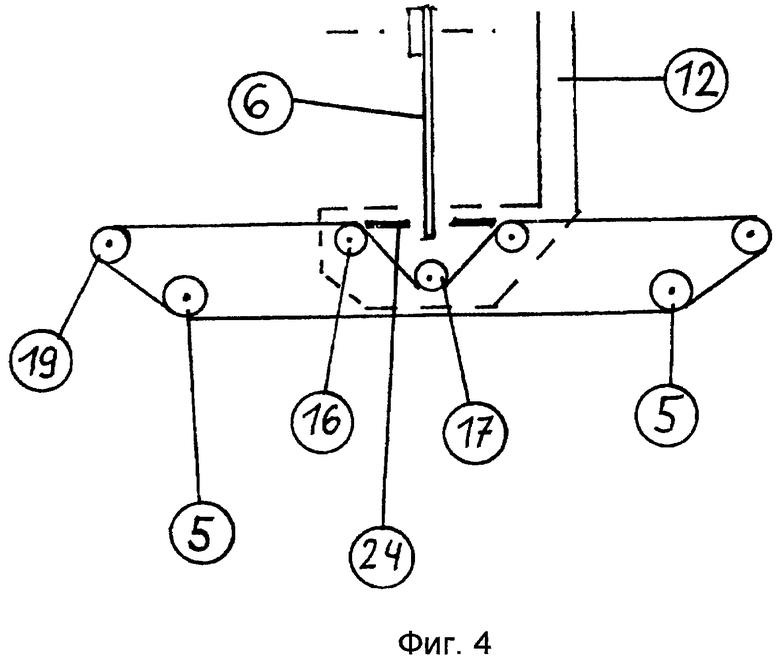
Фиг.3 - отрезное устройство в косоугольной проекции сверху,
Фиг.4 - детальное изображение узла изменения направления.
Основной составной частью изображенного на Фиг.1 отрезного устройства является опорная рама (9), которая снабжена двумя верхними несущими балками (1) салазок, служащими траверсами. На задней несущей балке (1) салазок закреплен ходовой рельс (21) салазок (4), который, в частности, является несущим для опоры и крепления пил (6).
Салазки (4) перемещаются с помощью синхронизированного привода (3).
Салазки (4) перемещаются, с одной стороны, по ходовому рельсу (21), а с другой стороны, жестко соединены с узлом (12) изменения направления. Узел (12) изменения направления, в свою очередь, снабжен направляющими салазками, по которым движется ходовой рельс (20).
При очень жестком и стабильном исполнении можно отказаться от этих направляющих салазок узла (12) изменения направления.
Узел (12) изменения направления обеспечивает невозможность нежелательного распила пилами (6) ленточного транспортера (15) в области ходовой плоскости этого транспортера. Это обеспечивается благодаря тому, что ленточный транспортер (15) в области пил (6) направляется по обводному участку, имеющему V-образную или U-образную форму.
Обводной участок выполнен с возможностью перемещения.
Так как пилы (6), в свою очередь, должны перемещаться над салазками (4), узел (12) изменения направления жестко соединен с салазками (4) и поэтому движется синхронно положению пил (6).
Принадлежащие узлу (12) изменения направления соответствующие верхние направляющие ролики (16) и нижние направляющие ролики (17) на Фиг.1, так как изображение сделано в перспективе, малоразличимы и поэтому на Фиг.4 еще раз показаны в увеличенном изображении.
Ленточный транспортер (15) перемещается приводом (13) по приводным роликам (19).
В области узла изменения направления отсасывающее устройство (18) обеспечивает удаление пыли при распиле.
На виде сбоку, приведенном на Фиг.2, кроме уже упомянутой несущей балки (1) салазок, синхронизированного привода (3) и опорной рамы (9), изображен соответственно приводной узел (2) для одной пилы (6). Соответствующая силовая передача от приводного узла (2) к пилам (6) осуществляется при этом через элемент силовой передачи (8). Такой элемент (8) может представлять собой зубчатый ремень, цепь или же карданный привод.
Дополнительное маятниковое движение пил (6) осуществляется через приводной узел (14) соответствующего маятникового узла.
Пилы (6) могут вращаться в одном и том же направлении или же иметь противоположное направление вращения. При этом надо учесть систему зубьев пилы.
Весь привод надежно расположен в маятниковом корпусе (7). На ленточном транспортере (15) на этом изображении приведен эскиз прямоугольного в поперечном сечении нарезаемого материала (10).
Функциональный узел (22) представлен сенсорами самых разных конструкций и диапазонов чувствительности. В зависимости от того, какие материалы должны обрабатываться предлагаемым изобретением отрезным устройством, для обеспечения эксплуатационной надежности всей системы должны регистрироваться различные параметры. Так, например, кроме регистрации частоты вращения каждой пилы (6), падения частоты вращения при процессе погружения в заготовку и температуры в области резания необходима также регистрация различных параметров, указывающих на недопустимые вибрации. Именно в этой области для каждого материала необходимо учитывать различные характерные параметры.
При резании минерального материала при работе пил (6) предпочтительно соблюдение двойной циклоидной траектории. Это обеспечивается в основном за счет того, что маятниковая траектория не является круговой. Более подробные данные об этом содержатся в документе DE 19846946 A1, который не имеет правовой защиты и поэтому представляет свободный уровень техники. Такая кривая оказалась также предпочтительной и при резании других материалов.
На виде предлагаемого изобретением отрезного устройства наискосок сверху, приведенного на Фиг.3, дополнительно показано точное положение покрытия зазора (24) для пилы.
Кроме того, на этой Фигуре можно видеть открытое положение системы камер (23) в отношении всего устройства. Понятие система камер включает при этом, в зависимости от степени требующегося контроля и конфигурации автоматического процесса, различные варианты осуществления. Так, кроме получения стереоизображений, может также возникнуть потребность в съемках в особых областях частот света, например в инфракрасной области.
Детально показанная на Фиг.4 направляющая ленты для изменения направления ленточного транспортера (15) в области пил (6) изображает проходящую в вертикальном направлении часть узла (12) изменения направления, напротив которого изображена пила (6) в разрезе.
Верхние направляющие ролики (16) и нижние направляющие ролики (17) являются неотъемлемой составной частью узла (12) изменения направления. Вместо одного, нижнего направляющего, ролика (17) могут быть также установлены два направляющих ролика (17).
Приводной ролик (19), который также изображен на Фиг.1 и Фиг.3, приводит в движение весь ленточный транспортер (15). Прижимные ролики (5), верхние направляющие ролики (16) и нижние направляющие ролики (17), а также правый, не показанный подробно, ролик обеспечивают изображенный на чертеже характер движения ленточного транспортера (15). Покрытие (24) уменьшает зазор для пилы до необходимого размера.
Вместо дисковых или круглых пил (6) для резания соответствующего материала в предлагаемом изобретением устройстве могут быть также предусмотрены и другие средства, такие как, например, лазер и/или водяные струи высокого давления. Части системы, которые являются несущими для средств резания, в этом случае должны быть соответственно изменены. В особых случаях возможно также применение лазера и/или водяной струи высокого давления в комбинации с пилами (6). Также для решения особых проблем возможна замена только одной пилы (6) лазером и/или водяной струи высокого давления, при этом другая пила (6) не используется.
В случае нарезания соответствующего материала лазерным устройством или водоструйным аппаратом высокого давления покрытию (24) должна быть придана форма, с одной стороны, защищающая ролик (17), а с другой стороны, обеспечивающая надежное резание.
Для всех приводов вместо, например, гидравлических приводов применяются серводвигатели.
Предлагаемое изобретением устройство может, прежде всего, благодаря серводвигателям с прецизионным управлением и многочисленным сенсорам, информирующим о ходе производственного процесса, работать в автоматическом режиме. Соответствующая программа управления должна быть составлена специалистом.
Предлагаемое изобретением устройство может быть снабжено шумоизолирующим устройством. В простейшем случае оно включает шумоизолирующую оболочку. Более затратный способ достижения той цели заключается в снижении шума за счет перемены последовательности фаз и создании контршума с частотами гармонических составляющих, в наибольшей степени способствующими возникновению помех.
При загрузке системы листами минеральной ваты было получено время цикла, составляющее 43 реза в минуту.
Так как процесс нарезания материала совершается автоматически, а с другой стороны, необходимо также учитывать, что срок службы пил (6) ограничен и наиболее отчетливо проявляется в уменьшении производительности резания, в предлагаемом изобретением устройстве осуществляется регистрация производительности резания. Проще всего это может происходить путем измерения интервала времени, который необходим для одного или нескольких процессов резания и сравнения с соответствующим интервалом времени после установки новой пилы.
Кроме того, очевидно, что для управления автоматическим процессом резания должна осуществляться регистрация измерения скорости подачи нарезаемого материала.
Перечень позиций
(1) несущая балка салазок
(2) приводной узел пилы
(3) синхронизированный привод основных салазок
(4) салазки
(5) прижимные ролики
(6) пила
(7) маятниковый корпус
(8) элемент силовой передачи привода пилы
(9) опорная рама
(10) материал
(11) опора и крепление пилы
(12) узел изменения направления
(13) привод ленточного транспортера
(14) приводной узел маятника
(15) ленточный транспортер
(16) верхний направляющий ролик
(17) нижний направляющий ролик
(18) устройство для отсасывания пыли при распиле
(19) приводной ролик
(20) ходовой рельс направляющих салазок узла изменения направления
(21) ходовой рельс основных салазок
(22) система сенсоров
(24) покрытие зазора для пилы
Изобретение относится к машиностроению и может быть использовано для отрезки на заданные длины материалов из минеральной шерсти в непрерывном производственном процессе. Устройство для осуществления способа содержит две круглые пилы, подвешенные по типу мятника и приводимые в действие отдельными приводами, салазки для регулирования положения подвески и привода пил в направлении подачи материала. Для приведения в действие привода салазок, привода пил, приводного узла маятниковых узлов и привода ленточного транспортера используют серводвигатели. Опускание упомянутого транспортера обеспечивается узлом изменения направления в соответствующей области пил. Перемещение пил осуществляют по двойной циклоидной траектории. Отрезание материала в соответствии с производительностью резания отрезных средств и скоростью подачи материала осуществляют автоматическим регулирующим устройством, для чего используют машиночитаемый носитель данных с программным кодом компьютерной программы. Обеспечивается быстрое и надежное отрезание материалов, изготавливаемых в непрерывном производственном процессе. 4 н. и 9 з.п. ф-лы, 4 ил.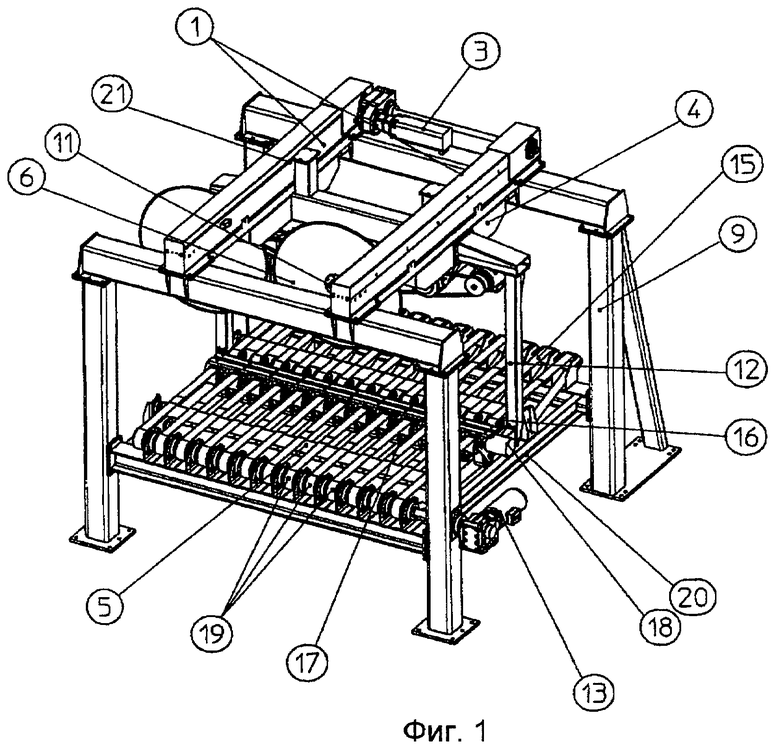
1. Устройство для отрезания подаваемых в непрерывном производственном процессе изоляционных материалов из минеральной шерсти на задаваемые длины, содержащее две круглые пилы (6), подвешенные по типу маятника и приводимые в действие отдельными приводами, салазки (4), с помощью которых обеспечивается возможность регулирования положения подвески (1) и привода (2) пил (6) в направлении подачи материала, серводвигатели для приведения в действие привода салазок (3), привода (2) пил (6), приводного узла (14) маятниковых узлов, а также привода ленточного транспортера (15), узел (12) изменения направления, обеспечивающий возможность опускания ленточного транспортера (15) в соответствующей области пил (6), регулирующее устройство для автоматического регулирования процесса отрезания материала в соответствии с производительностью резания отрезных средств и скоростью подачи материала.
2. Устройство по п.1, отличающееся тем, что серводвигатели управляются таким образом, что пилы имеют противоположное направление вращения.
3. Устройство по п.1, отличающееся тем, что оно снабжено лазерным устройством, работающим в комбинации с пилами (6), при этом предусмотрена дополнительная защита от лазерных лучей.
4. Устройство по п.1, отличающееся тем, что оно снабжено водоструйным аппаратом, работающим в комбинации с пилами (6), при этом предусмотрена дополнительная защита от водяных струй.
5. Устройство для отрезания подаваемых в непрерывном производственном процессе изоляционных материалов из минеральной шерсти на задаваемые длины, содержащее две круглые пилы (6), подвешенные по типу маятника и приводимые в действие отдельными приводами, салазки (4), с помощью которых обеспечивается возможность регулирования положения подвески (1) и привода (2) пил (6) в направлении подачи материала, серводвигатели для приведения в действие привода салазок (3), привода (2) пил (6), приводного узла (14) маятниковых узлов, а также привода ленточного транспортера (15), узел (12) изменения направления, обеспечивающий возможность опускания ленточного транспортера (15) в соответствующей области пил (6), регулирующее устройство для автоматического регулирования процесса отрезания материала в соответствии с производительностью резания отрезных средств и скоростью подачи материала, и устройство для перемещения пил (6) по двойной циклоидной траектории.
6. Устройство по п.5, отличающееся тем, что упомянутые серводвигатели управляются таким образом, что пилы имеют противоположное направление вращения.
7. Устройство по п.5, отличающееся тем, что оно снабжено лазерным устройством, работающим в комбинации с пилами (6), при этом предусмотрена дополнительная защита от лазерных лучей.
8. Устройство по п.5, отличающееся тем, что оно снабжено водоструйным аппаратом, работающим в комбинации с пилами (6), при этом предусмотрена дополнительная защита от водяных струй.
9. Способ отрезания подаваемых в непрерывном производственном процессе изоляционных материалов из минеральной шерсти на задаваемые длины, в котором нарезание материала осуществляют посредством двух круглых пил (6), подвешенных по типу маятника и приводимых в действие отдельными приводами, и предусмотрена возможность регулирования положения подвески (1) и привода (2) пил (6) в направлении подачи материала посредством салазок (4), при этом привод салазок (3), привод (2) пил (6), привод (14) маятниковых узлов, а также привод ленточного транспортера (15) осуществляют от серводвигателей, опускание ленточного транспортера (15) в соответствующей области пил (6) осуществляют с помощью узла (12) изменения направления, причем процесс нарезания материала регулируют автоматически в соответствии с производительностью резания отрезных средств и скоростью подачи материала, а перемещение пил (6) осуществляют по двойной циклоидной траектории.
10. Способ по п.9, отличающийся тем, что пилы (6) имеют противоположное направление вращения.
11. Способ по п.9, отличающийся тем, что отрезание материала дополнительно осуществляют с помощью лазерного устройства, при этом предусматривают дополнительную защиту от лазерных лучей.
12. Способ по п.9, отличающийся тем, что отрезание материала дополнительно осуществляют с помощью водоструйного аппарата, при этом предусматривают дополнительную защиту от водяных струй.
13. Машиночитаемый носитель данных с программным кодом компьютерной программы для осуществления способа отрезания подаваемых в непрерывном производственном процессе изоляционных материалов из минеральной шерсти на задаваемые длины по одному из пп.9-12.
| DE 19756622 A1, 12.11.1998 | |||
| Гидравлические маятниковые ножницы | 1979 |
|
SU791472A2 |
| Отрезной станок маятникового типа | 1983 |
|
SU1122455A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ НЕПРЕРЫВНО-ЛИТОГО СЛИТКА | 1999 |
|
RU2156676C1 |
| УСТРОЙСТВО ДЛЯ ТРЕНИРОВКИ ПАМЯТИ ОПЕРАТОРА | 1991 |
|
RU2020606C1 |

