Изобретение относится к способу сварки обрезанных наискось рамных профилей для окон, дверей и подобных им профилей.
Уже известен способ сварки обрезанных наискось рамных профилей для окон, дверей и т.п. (DE 19935076 А1 и DE 20016008 U1). Он облегчает изготовление, например, оконных рам или створок, в рамные профили которых вставлены жгутовидные уплотнительные ленты, служащие для герметизации щели между коробкой и створным переплетом. В то время как раньше уплотнительные ленты только после изготовления рамы или створного переплета вставлялись в рамные профили, а именно в предусмотренные для этого прорези или пазы, и приходилось следить за тем, чтобы на углах не возникло неплотностей, последующая вставка уплотнительных лент в способе описанного выше рода является излишней. Напротив, сборка рамы на обрезанных наискось торцевых концах рамных профилей осуществляется после предварительной вставки уплотнительных лент в соответствующие прорези рамных профилей.
В основе изобретения лежит задача предотвращения возникновения неплотностей или недостаточно герметизированных мест в угловых зонах простым технологическим образом.
Поскольку материал уплотнительных лент при температуре плавления термопласта рамных профилей не расплавляется, концы уплотнительных лент в зоне косого среза при расплавлении и сжатии торцевых поверхностей рамных профилей склонны выдаваться за плоскость соответствующей уплотнительной ленты, если их, как, например, в описанном выше уровне техники или в DE 19935076 А1, временно не оттянуть посредством дополнительных элементов. Из-за валиков расплавленного материала рамных профилей в угловых зонах возникают «слабые места» в отношении герметизирующего действия, которые, однако, в предложенном в изобретении способе предотвращены или в значительной степени уменьшены. Для этой цели части уплотнительных лент, выдавленные за плоскость рамных профилей во время их сжатия и сварки в зоне косого среза, отжимаются или прижимаются, в частности, посредством пригнанного к соответствующему внешнему контуру уплотнительных лент прижимного пуансона, пригнанного к соответствующему внешнему контуру профиля уплотнительных лент. При этом уплотнительная лента состоит предпочтительно из двухкомпонентного материала, например из EPDM (этиленпропилендиеновый каучук) разных степеней твердости или из EPDM и эластомерного материала с открытыми или закрытыми ячейками или резиноэластичного материала. Применение двухкомпонентного материала гарантирует, что в последующей угловой зоне герметизируемых профилей, например в угловой зоне окна, возникнет оптимальное соединение уплотнения.
Уплотнительные ленты не должны расплавляться при температуре расплавления рамных профилей.
Усилие, возникающее за счет отжатия внутри уплотнительной ленты на ее концах, противодействует там усилию расплавленного или ставшего жидким термопласта рамных профилей. В результате после остывания расплавленных частей рамных профилей уплотнительная лента может лучше выполнять свою герметизирующую задачу также на своем конце - в угловых зонах, чему не мешают возникшие там валики термопластичного материала.
В рамках предложенного способа или же независимо от него рекомендуется применять такие уплотнительные ленты, которые в зоне своих поверхностей опоры на рамные профили имеют, по меньшей мере, одну выемку и/или изготовлены в этой зоне из очень мягкого материала, так что расплавленный термопластичный материал рамных профилей может там отклоняться, не ухудшая герметизирующую функцию уплотнительных лент в угловых зонах.
Предпочтительно, чтобы уплотнительные ленты в зоне своих поверхностей опоры на рамные профили содержали материал с твердостью в диапазоне от 20 до 50 единиц по Шору.
Легко выдавливаемый материал может быть нанесен на ленту методом соэкструзии.
При этом рекомендуется расположить выемки или очень мягкий и легко сжимаемый материал уплотнительных лент, прежде всего, рядом с местами, которые служат для закрепления в анкерных прорезях или пазах рамных профилей.
На чертежах изображены:
- фиг.1 - схематичный разрез угла прямоугольной оконной рамы;
- фиг.2-4 - схематичные виды такого угла рамы в процессе расплавления смежных рамных профилей;
- фиг.5 - схематичный вид угловой зоны рамы после расплавления обрезанных наискось и расплавленных на торцевых сторонах рамных профилей;
- фиг.6-9 - предпочтительные выполнения уплотнительных лент, находящих предпочтительное применение при изготовлении рамы за счет расплавления термопластовых рамных профилей.
На фиг.1 два рамных профиля 1, в анкерные прорези 2 которых вставлены уплотнительные ленты 4, сплавлены между собой на обрезанных наискось торцевых концах 3, т.е. на углах. При этом угловые зоны 5 уплотнительных лент 4 особенно важны для их герметизирующей функции, которая не должна быть нарушена, несмотря на расплавление рамных профилей 1 на углах.
На фиг.2 изображены два рамных профиля 1 из термопластичного материала, в частности ПВХ, со вставленными уплотнительными лентами 4 из эластомерного или резиноэластичного материала, в частности EPDM и/или пенопласта или губчатой резины. Между торцевыми поверхностями 3 на концах рамных профилей 1 временно помещен нагревательный инструмент 6, который доводит до плавления торцевые зоны на глубину s.
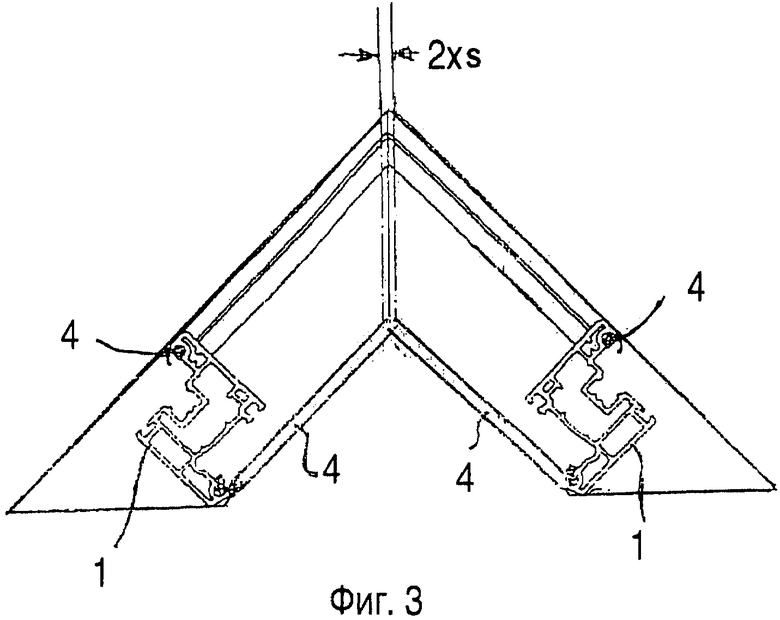
После извлечения нагревательного инструмента 6 оба рамных профиля 1 сжимают на фиг.3, в результате чего нагретые части материала сплавляются между собой на глубину s. За счет усилия сжатия толщина угловой зоны на торцевых поверхностях 3 уменьшается на фиг.4 до зоны а сплавления, составляющей, например от 0,1 до 0, 4 мм. При этом расплавленный материал также выдавливается из зоны рамных профилей 1 в зоне концов уплотнительных лент 4 в виде так называемого «валика», что приводит к уменьшению герметизирующей функции уплотнительных лент 4 в угловой зоне 5, в частности в зоне внутренних углов.
В то время как в уровне техники при сварке рамных профилей 1 заботятся о том, чтобы слегка оттянуть уплотнительные ленты 4 в их продольном направлении, в предложенном способе эта технологически сложная мера не применяется. Напротив, к угловым зонам 5 уплотнительных лент 4 просто прикладывается пуансон до тех пор, пока выступающие за плоскость РЕ профилей вершины 4а концов уплотнительных лент 4 не будут вдавлены в шлицеобразные отверстия 4b. За счет этого напору пластифицированного материала рамных профилей 1 противодействует усилие, так что этот пластифицированный материал менее сильно проникает в предусмотренное для уплотнительных лент 4 свободное пространство. После твердения расплавленного материала герметизирующая функция уплотнительных лент 4 снова достигает практически своего полного проявления также в угловой зоне 5.
Применение двухкомпонентного материала для уплотнительных лент гарантирует возникновение оптимального соединения, в частности, в угловых зонах. За счет применения комбинации из EPDM и эластомерного материала с открытыми или закрытыми ячейками или резиноэластичного материала можно благодаря аналогичному пенопласту качеству использовать простые пуансоны, в частности, для угловых зон, в результате чего дополнительно упрощается применение изобретения.
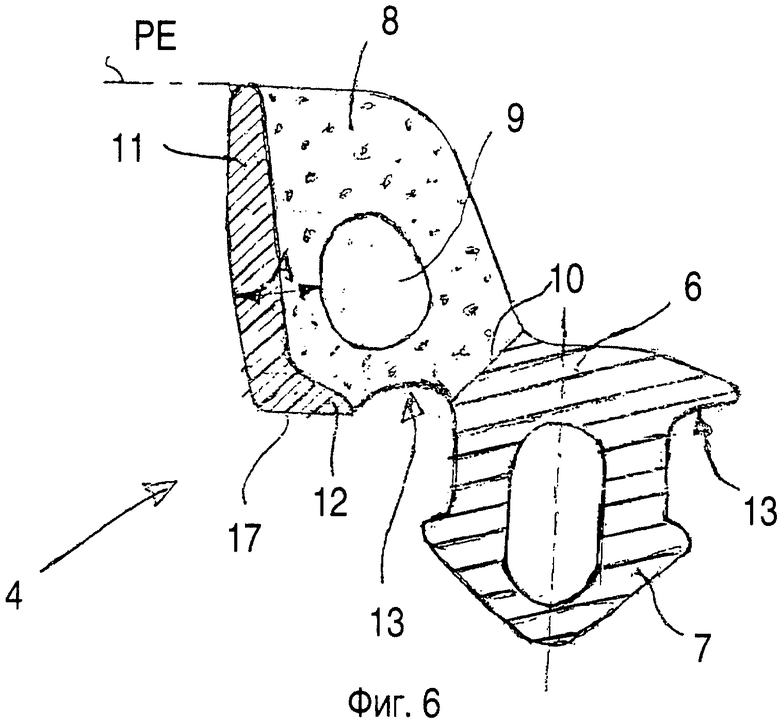
Особенно предпочтительно использовать уплотнительные ленты 4, профиль которых схематично изображен на фиг.6. При этом к базовой части 6 примыкает анкерная часть 7, которой уплотнительная лента 4 вставляется в анкерный паз 1а рамного профиля 1, например на фиг.7, и закрепляется в нем. Состоящий, например, из EPDM материал базовой 6 и анкерной 7 частей доходит до граничной поверхности 10; с другой стороны этой граничной поверхности 10 продолжается уплотнительная губка 8, состоящая, в частности, из ячеистого пенопласта или резины с одной большой полостью 9. К этой уплотнительной губке 8 наружу к наветренной стороне примыкает краевая часть 11 из более твердого материала, так что уплотнительная губка 8 может быть изготовлена также из материала с открытыми ячейками. Краевая часть 11 имеет, в частности, L-образный профиль, короткая полка 12 которого в определенной степени зажимается между опорной поверхностью 17 и ячеистым материалом уплотнительной губки 8.
Согласно изобретению уплотнительная лента 4 имеет отходящие от опорной поверхности 17, в частности скругленные, выемки 13. В эти выемки 13 при расплавлении торцевых поверхностей 3 рамных профилей 1 может проникать часть расплавленного материала, не нарушая герметизирующей функции уплотнительных лент 4, в частности их уплотнительных губок 8. Выемки 13 образуют род «резервуара» для приема расплавленного термопластичного материала рамных профилей.
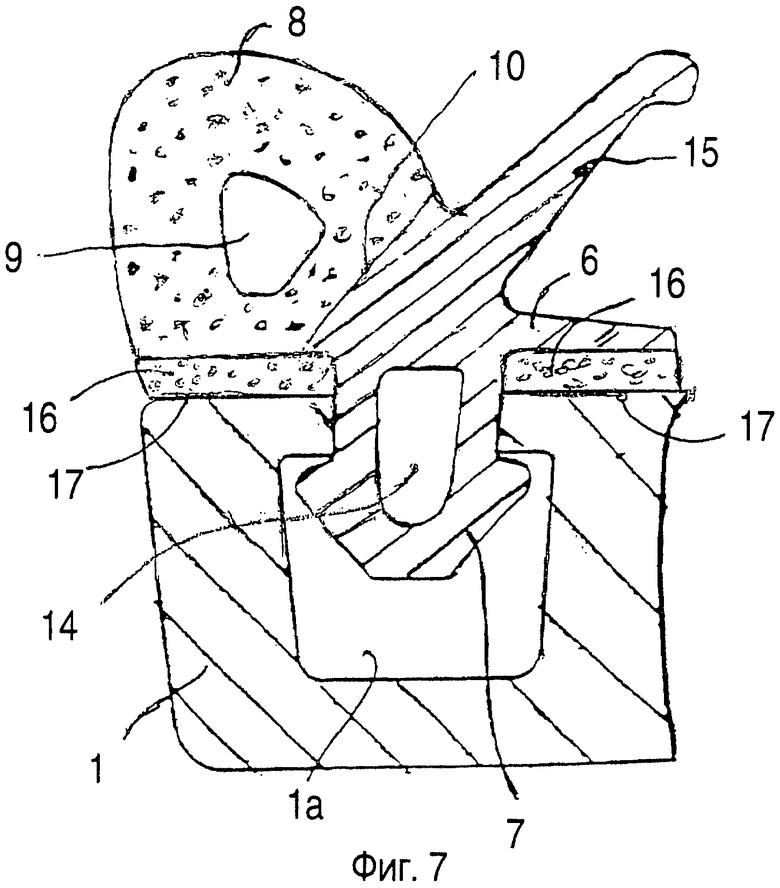
На фиг.7 уплотнительная лента 4 не имеет таких выемок 13; вместо этого между опорной поверхностью 17 и уплотнительной губкой 8 и базовой частью 6 и дополнительной уплотнительной губкой 15 помещен полосовидный материал 16. При расплавлении и сжатии рамных профилей 1 этот очень мягкий материал 16 слегка сдавливается в угловых зонах, заметно не нарушая герметизирующей функции уплотнительной губки 8 или дополнительной уплотнительной губки 15. Также в этих примерах анкерная часть 7 снабжена большой полостью 14, чтобы облегчить вдавливание анкерной части 7 в анкерный паз 1а.
У варианта уплотнительной ленты на фиг.8 также имеются выемки 13 в качестве резервуара для приема расплавленного пластика рамных профилей 1 в угловых зонах. Это выполнение является лишь еще одним примером разнообразия уплотнительных лент с одной или несколькими уплотнительными губками 8, 15 и их материальных частей.
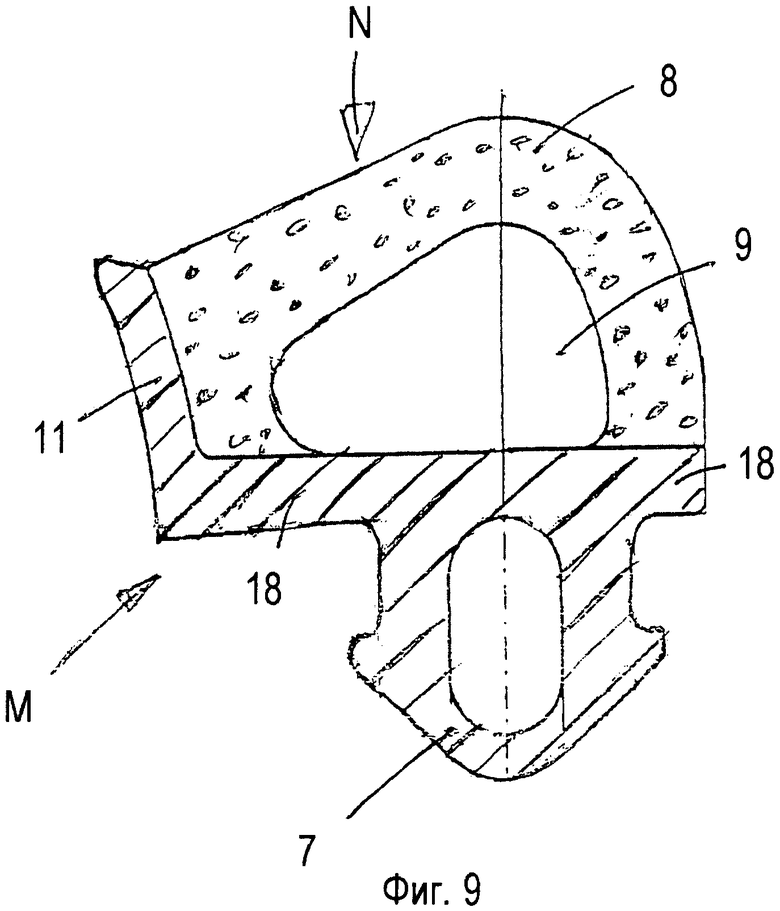
На фиг.9 уплотнительная лента состоит из двух различных материальных частей, а именно части М, например из EPDM, и собственно уплотнительной части N, т.е. уплотнительной губки 8, например из эластомерного материала с открытыми или закрытыми ячейками или резиноэластичного материала. При этом уплотнительная губка 8 имеет в сечении большую полость 9. Часть М включает в себя анкерную часть 9 (анкерная ножка), направленную к наветренной стороне краевую часть 11 и соединительную часть 18 между анкерной 7 и краевой 11 частями. На соединительной 18 и краевой 11 частях расположена уплотнительная губка 8.
Две разные материальные части М и N могут состоять как из EPDM разных степеней твердости, так и комбинации из EPDM и эластомерного материала с открытыми или закрытыми ячейками или резиноэластичного материала. Уплотнения из двухкомпонентного материала закрепляются затем на соответствующем материале-основе, состоящем, например, из алюминия, дерева, ПВХ или их комбинаций для изготовления строительных конструкций, например окон, дверей, фасадных элементов и т.п.
Понятно, что рамные профили могут быть выполнены скошенными не только за счет «резки», но и иным образом.





Группа изобретений относится к способу сварки обрезанных наискось рамных профилей для окон, дверей и т.п., а также к уплотнительной ленте для указанных термопластичных рамных профилей. Способ заключается в том, что уплотнительные ленты из эластомерного или резиноэластичного материала закрепляют в и/или на рамных профилях и обрезанные наискось торцевые поверхности состоящих из термопластичного материала рамных профилей нагревают и расплавляют. Рамные профили с расплавленными торцевыми поверхностями вплоть до сварки сжимают и при этом используют уплотнительные ленты, которые не расплавляются при температурах расплавления рамных профилей. Выступающие при сжатии расплавленных торцевых поверхностей рамных профилей за их плоскость части уплотнительных лент во время сжатия и сварки рамных профилей в зоне косого среза вдавливают в плоскость рамных профилей. Уплотнительная лента имеет уплотнительную часть и анкерную часть. При этом обе части выполнены либо из этиленпропилендиенового каучука разных степеней твердости, либо анкерная часть состоит из этиленпропилендиенового каучука, а уплотнительная часть (N) - из эластомерного материала с открытыми или закрытыми ячейками или резиноэластичного материала. В зоне поверхностей опоры на рамные профили расположен легко выдавливаемый расплавленным материалом, в частности мягкий, материал. Достигаемый при этом технический результат заключается в улучшении герметизации уплотнительных лент в угловых зонах. 2 н. и 7 з.п. ф-лы, 9 ил.
1. Способ сварки обрезанных наискось рамных профилей (1) для окон, дверей и т.п., при котором уплотнительные ленты (4) из эластомерного или резиноэластичного материала закрепляют в и/или на рамных профилях (1) и обрезанные наискось торцевые поверхности (3) состоящих из термопластичного материала рамных профилей (1) нагревают и расплавляют, рамные профили (1) с расплавленными торцевыми поверхностями (3) вплоть до сварки сжимают и при этом используют уплотнительные ленты (4), которые не расплавляются при температурах расплавления рамных профилей (1), отличающийся тем, что выступающие при сжатии расплавленных торцевых поверхностей (3) рамных профилей (1) за их плоскость (РЕ) части (4а) уплотнительных лент (4) во время сжатия и сварки рамных профилей (1) в зоне косого среза вдавливают в плоскость (РЕ) рамных профилей (1).
2. Способ по п.1, отличающийся тем, что вдавливание осуществляют посредством прижимного пуансона.
3. Способ по п.2, отличающийся тем, что используют прижимной пуансон, пригнанный к соответствующему внешнему контуру профиля уплотнительных лент (4).
4. Способ сварки по любому из предыдущих пунктов, отличающийся тем, что используют уплотнительные ленты (4), имеющие выемки (13) в зоне своих поверхностей (17) опоры на рамные профили (1).
5. Способ по п.4, отличающийся тем, что используют уплотнительные ленты (4), выемки (13) которых расположены рядом с их анкерными частями (7), служащими для анкеровки в анкерных прорезях (1а) рамных профилей (1).
6. Способ сварки по любому из пп.1-3, отличающийся тем, что используют уплотнительные ленты (4), которые в зоне своих поверхностей (17) опоры на рамный профиль (1) содержат материал (16), легко выдавливаемый расплавленным материалом рамного профиля (1).
7. Способ по п.6, отличающийся тем, что используют уплотнительные ленты (4), которые в зоне своих поверхностей (17) опоры на рамные профили (1) содержат материал (16) твердостью в диапазоне от 20 до 50 единиц по Шору.
8. Уплотнительная лента для термопластичных рамных профилей (1) для окон, дверей и т.п., отличающаяся тем, что она имеет уплотнительную часть (N) и анкерную часть (7), причем обе части выполнены либо из этиленпропилендиенового каучука разных степеней твердости, либо анкерная часть (7) состоит из этиленпропилендиенового каучука, а уплотнительная часть (N) - из эластомерного материала с открытыми или закрытыми ячейками или резиноэластичного материала, а в зоне поверхностей (17) опоры на рамные профили (1) расположен легко выдавливаемый расплавленным материалом, в частности мягкий, материал (16).
9. Уплотнительная лента по п.8, отличающаяся тем, что легко выдавливаемый материал (16) нанесен на ленту методом соэкструзии.
| DE 19935076 A1, 01.02.2001 | |||
| DE 4201340 C1, 09.09.1993 | |||
| DE 19822292 A1, 02.12.1999 | |||
| DE 20016008 U1, 21.12.2000 | |||
| WO 9629497 A1, 26.09.1996 | |||
| СПОСОБ И АППАРАТ ДЛЯ СВАРКИ НАГРЕВОМ ОТРЕЗКОВ ПРОФИЛЯ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ | 1996 |
|
RU2167059C2 |
| JP 2000082764 A, 21.03.2000. | |||

