Изобретение относится к черной металлургии, в частности к производству рельсов.
Известен способ охлаждения рельсов после прокатки и резки, включающий охлаждение на холодильниках в положении «лежа на боку», при этом на верхние боковые поверхности рельсов на длине до 1 м от конца в интервале температур 600-800°С подают сжатый воздух, воду или паро-воздушную смесь, после чего с помощью магнитных кранов рельсы переносят в колодцы замедленного охлаждения [1].
Существенными недостатками данного способа являются: большая длительность процесса охлаждения рельсов, высокие затраты на содержание участка коробов замедленного охлаждения, большая кривизна по всей длине рельсов, большая отбраковка рельсов по поверхностным дефектам за счет транспортных операций.
Известен также способ охлаждения рельсов после прокатки и порезки, включающий охлаждение на холодильнике до температуры 530-550°С рельсов, уложенных вплотную в положении «на подошве» на теплоизолированном холодильнике, после чего с помощью магнитных кранов рельсы переносят в колодцы замедленного охлаждения [2].
Существенными недостатками данного способа являются: большая длительность процесса охлаждения рельсов, высокие затраты на содержание участка коробов замедленного охлаждения, большая кривизна по всей длине рельсов, большая отбраковка рельсов по поверхностным дефектам за счет транспортных операций.
Известен также способ охлаждения рельсов после прокатки и порезки, включающий охлаждение поверхности катания головки рельса на холодильнике в положении «на боку» до температуры 900-1000°С на длине до 1 м от их концов подачей сжатого воздуха с расходом 10-35 м3/мин при давлении 3-5 атм и температуре 10-30°С или воды с расходом 1-5 л/мин и температуре 10-30°С в течение 1,5-2,5 мин, после чего с помощью магнитных кранов рельсы переносят в короба замедленного охлаждения [3].
Существенными недостатками данного способа являются: большая длительность процесса охлаждения рельсов, высокие затраты на содержание участка коробов замедленного охлаждения, большая кривизна по всей длине рельсов, большая отбраковка рельсов по поверхностным дефектам за счет транспортных операций.
Известен выбранный в качестве прототипа способ производства рельсов, включающий охлаждение рельсов на холодильнике в положении «на подошве» вплотную друг к другу до температуры не ниже 350°С, с последующей транспортировкой и укладкой в короба замедленного охлаждения и выдержкой в них в течение 7,0-7,5 часов [4].
Существенными недостатками данного способа являются: большая длительность процесса охлаждения рельсов, высокие затраты на содержание участка коробов замедленного охлаждения, большая кривизна по всей длине рельсов, большая отбраковка рельсов по поверхностным дефектам за счет транспортных операций.
Желаемыми техническими результатами изобретения являются:
1. Снижение продолжительности охлаждения рельсов.
2. Снижение расходов при производстве рельсов за счет исключения затрат на содержание участка коробов замедленного охлаждения.
3. Обеспечение требуемой кривизны рельсов.
4. Снижение поверхностных дефектов рельсов, связанных с транспортными операциями.
Для этого предлагается способ производства рельсов, включающий выплавку, внепечную обработку, непрерывную разливку, охлаждение непрерывно-литых заготовок, прокатку, замедленное охлаждение, правку и термообработку, отличающуюся тем, что содержание водорода в жидкой стали при разливке на МНЛЗ обеспечивают не более 1,5 ppm, охлаждение после прокатки проводят последовательно в положении «на боку» попарно через установку для охлаждения в проходном режиме с применением потока воздуха с расходом 60000 м3/ч в течение 30-60 секунд, далее охлаждение проводят в положении «на подошве» на стеллажах при естественной конвекции воздуха в течение 30-40 минут и в положении «на подошве» с применением вентиляторов до обеспечения температуры рельсов 80-100°С.
Заявляемая технология подобрана экспериментальным путем исходя из следующих предпосылок. При содержании водорода в жидкой стали не более 1,5 ppm не происходит образование флокенов и замедленное охлаждение проката не требуется. При охлаждении рельсов попарно в установке менее 30 секунд рельс не успевает охлаждаться до требуемой температуры 600°С, при времени охлаждения более 60 секунд не обеспечивается требуемый темп прокатки. Подача воздуха с расходом менее 60000 м3/ч не обеспечит достаточное охлаждение рельсов, с расходом воздуха более 60000 м3/ч не произойдет равномерного остывания рельсов по всему сечению профиля. Охлаждение менее 30 минут не позволяет достигнуть температуры, необходимой для проведения качественной правки рельсов, охлаждение более 40 минут не обеспечивает необходимый темп прокатки. Охлаждение до температуры более 100°С не обеспечивает проведения качественной правки рельсов, охлаждение до температуры менее 80°С не обеспечивает необходимый темп прокатки.
Заявляемая технология производства рельсов была опробована при изготовлении рельсов типа Р65, Р50, ОР65, ОР50, УР65 в условиях рельсобалочного цеха.
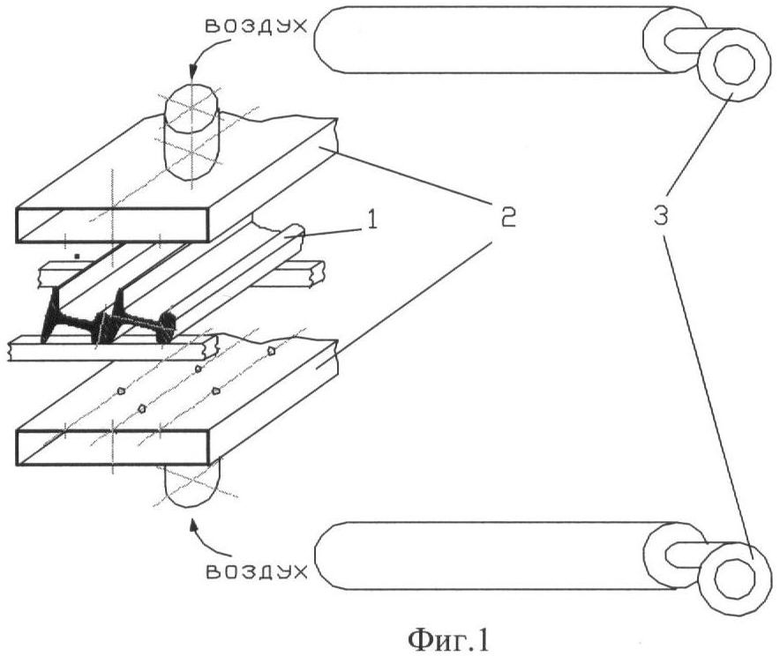
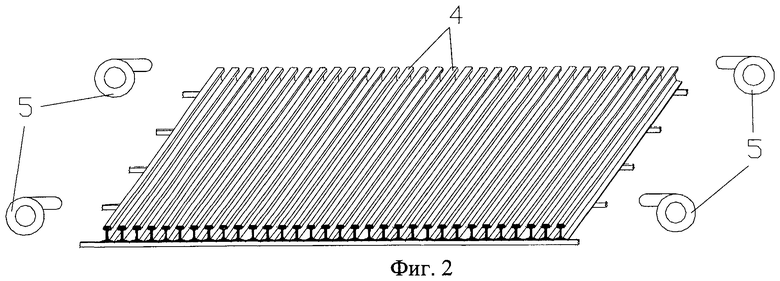
Рельсы, с содержанием в жидкой стали водорода не более 1,5 ppm, после прокатки и порезки попарно (1) охлаждали в положении «на боку» в течение 30-60 секунд в установке для охлаждения (2) под действием направленного вдоль рельсов потока воздуха, обеспечиваемого работой двух осевых вентиляторов (3) (фиг.1). Затем рельсы набирали на стеллажи в положении «на подошве» в количестве 60-70 штук и в течение 30 минут охлаждали при естественной конвекции воздуха, а затем электромостовым краном формировали пакеты, раскладывали их в специально отведенные места по 30-35 штук (4) и охлаждали в течение 30-40 минут потоками воздуха, создаваемыми осевыми вентиляторами (5) до температуры правки (фиг.2).
Использование заявляемой технологии производства рельсов в условиях рельсобалочного цеха позволило:
1. Снизить время охлаждения рельсов с 8,5 ч до 1,5 ч.
2. Снизить затраты на содержание участка коробов замедленного охлаждения на 9,5 млн руб./год.
3. Снизить максимальную кривизну рельсов с 16 мм/м до 10 мм/м.
4. Снизить образование дефектов на поверхности рельсов с 0,05% от общего производства до 0,01%.
Источники информации
1. Патент SU 227357. Опубликовано 25.11.68 г. Способ охлаждения рельсов после прокатки и резки.
2. Патент SU 218934. Опубликовано 30.05.68 г. Способ охлаждения рельсов после прокатки.
3. Патент RU 2365637 C1. Опубликовано 27.08.09 г. Способ охлаждения рельсов после прокатки и резки.
4. Инструкция ОАО «НКМК», ТИ 109-РБ-057-2007. Производство проката в рельсобалочном цехе. Новокузнецк, 2007 год, 95 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОХЛАЖДЕНИЯ РЕЛЬСОВ ПОСЛЕ ПРОКАТКИ И РЕЗКИ | 2008 |
|
RU2365637C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬСОВ НИЗКОТЕМПЕРАТУРНОЙ НАДЕЖНОСТИ | 2015 |
|
RU2601847C1 |
| Способ производства бейнитного рельса из стали | 2023 |
|
RU2825330C1 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ | 2010 |
|
RU2430809C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 2012 |
|
RU2487178C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТИ И КОНТАКТНОЙ ВЫНОСЛИВОСТИ | 2018 |
|
RU2743534C1 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ | 2010 |
|
RU2436653C1 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2014 |
|
RU2572669C1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ | 2007 |
|
RU2348703C2 |
Изобретение относится к черной металлургии, в частности к производству рельсов. Для снижения продолжительности охлаждения рельсов, поверхностных дефектов, связанных с транспортными операциями, обеспечения требуемой кривизны рельсов осуществляют выплавку стали, внепечную обработку стали, непрерывную разливку на МНЛЗ, охлаждение непрерывно-литых заготовок, прокатку, замедленное охлаждение после прокатки, правку и термообработку, при этом содержание водорода в жидкой стали при разливке на МНЛЗ обеспечивают не более 1,5 ppm, охлаждение после прокатки проводят последовательно в положении «на боку» попарно через установку для охлаждения в проходном режиме с применением потока воздуха с расходом 60000 м3/ч в течение 30-60 секунд, далее охлаждение проводят в положении «на подошве» на стеллажах при естественной конвекции воздуха в течение 30-40 минут и в положении «на подошве» с применением вентиляторов до обеспечения температуры рельсов 80-100°С. 2 ил.
Способ производства рельсов, включающий выплавку, внепечную обработку стали, разливку стали на МНЛЗ, охлаждение непрерывно-литых заготовок, прокатку, замедленное охлаждение после прокатки, правку и термообработку, отличающийся тем, что содержание водорода в жидкой стали при разливке на МНЛЗ обеспечивают не более 1,5 ppm, а охлаждение после прокатки проводят последовательно в положении «на боку» попарно через установку для охлаждения в проходном режиме с применением потока воздуха с расходом 60000 м3/ч в течение 30-60 с, далее охлаждение проводят в положении «на подошве» на стеллажах при естественной конвекции воздуха в течение 30-40 мин и в положении «на подошве» с применением вентиляторов до обеспечения температуры рельсов 80-100°С.
| РЕЛЬС ИЗ СТАЛИ С ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТЬЮ И СОПРОТИВЛЕНИЕМ УСТАЛОСТНОМУ РАЗРУШЕНИЮ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2113511C1 |
| 0 |
|
SU218934A1 | |
| СПОСОБ ОХЛАЖДЕНИЯ РЕЛЬСОВ ПОСЛЕ ПРОКАТКИ И РЕЗКИ | 2008 |
|
RU2365637C1 |
| СПОСОБ ВЫПЛАВКИ И ВАКУУМИРОВАНИЯ РЕЛЬСОВОЙ СТАЛИ | 2008 |
|
RU2394918C2 |
| JP 2003160813 A, 06.06.2003 | |||
| Цанговый патрон | 1984 |
|
SU1220876A1 |

