Изобретение относится к области черной металлургии и может быть использовано при калибровке и последующей прокатке в черновых калибрах железнодорожных рельсов или других аналогичных профилей с применением клетей дуо.
При прокатке рельсов можно выделить две стадии формоизменения (Технический прогресс в технологии прокатного производства. Металлургиздат. Свердловск. 1960. С. 239. Абзац 3):
1) формирование из прямоугольной заготовки полосы таврового профиля в подготовительных калибрах;
2) окончательное формирование готового рельса в рельсовых калибрах.
Первая стадия формирования во многом определяет качество готового продукта, поэтому выбор рациональной конструкции подготовительных калибров является одной из наиболее важных задач при проектировании калибровки валков для прокатки рельсов. При прокатке рельсов из слиткового металла, несмотря на всестороннюю и интенсивную обработку металла в подготовительных трапециевидных калибрах, подошва и головка рельсов имели много поверхностных трещин и волосовин. Исследование природы этих пороков показало, что там сохраняется грубая дендритная структура, в которой дендриты ориентированы перпендикулярно поверхностям подошвы и головки, а с приближением к краям подошвы их перпендикулярное направление переходит в наклонное. При этом направление трещин совпадает с направлением дендритов. Принципиально новым в способе калибровки рельсов явилось применение схемы Бартшерера, при которой исходную заготовку деформировали со стороны будущей подошвы разрезным гребнем.
Глубокая разрезка заготовки и разгибание будущих фланцев подошвы в последующих калибрах приводили к тому, что подкорковые пузыри и столбчатые кристаллы, расположенные перпендикулярно к граням слитка, изменяют ориентировку и располагаются параллельно основанию подошвы. Поверхностные дефекты в виде выявляемых подкорковых пузырей и волосовых трещин при этом растягиваются, истираются и в результате исчезают с поверхности прокатываемого рельса. Вследствие этого получаются рельсы с лучшей поверхностью, с более высокими показателями при копровых испытаниях на прогиб подошвы.
Одним из эффективных путей улучшения качества проката является производство его из непрерывнолитых заготовок. Первые рельсы из непрерывнолитого металла были прокатаны в Великобритании в 1974 г. на заводе в Уоркингтоне (Поляков В.В. Основы технологии производства железнодорожных рельсов / В.В. Поляков, А.В. Великанов // М.: Металлургия. - 1990. - С. 416).
Исследования прокатки рельсов из непрерывнолитой заготовки в направлении изучения влияния схем калибровок, формы калибров, режимов обжатий в черновых калибрах на трансформацию осевой пористости и центральной ликвации показали, что главное при прокатке рельсов из непрерывнолитой заготовки является недопущение попадания осевой рыхлости и лик-вационной зоны заготовки в головку рельса. Это связано с тем, что осевая ликвация и рыхлость в головке рельса являются концентраторами напряжения, которые возникают в процессе эксплуатации при циклических нагрузках рельса. В результате этого рельс преждевременно выходит из строя из-за недостаточной контактно-усталостной прочности металла. Дальнейшее совершенствование технологии прокатки рельсов из непрерывнолитой заготовки с использованием трапециевидного ребрового калибра с глубокой разрезкой грани, идущей на образование подошвы рельса было связано с повышением качества рельсов за счет увеличения смещения ликвационной зоны и осевой рыхлости заготовки в шейку рельса (Патент 2254941 Российская Федерация, МПК7 В21.В 1/08, В21В 108:02. Способ прокатки рельсов из непрерывнолитой заготовки / Дорофеев В.В., Пятайкин Е.М., Кравченко Е.Л., Гришин С.П.; заявитель и патентообладатель ОАО «Новокузнецкий металлургический комбинат». - №2003136327/02; заявл. 15.12.2003; опубл. 27.06.2005, Бюл. №18). Схемы прокатки рельсов с разрезкой заготовки в трапециевидном калибре являются оптимальными при использовании исходных непрерывнолитых заготовок со значительной осевой пористостью и центральной ликвацией.
Проблема недостаточно высокого качества внутренней структуры исходных непрерывнолитых заготовок при производстве рельсов была достаточно хорошо изучена и успешно решается на основе полученных научных данных, за счет совершенствования основных технологических параметров непрерывной разливки рельсовой стали (температурного режима, скорости разливки, интенсивности вторичного охлаждения и т.д.), исследования влияния химического состава и сечения заготовки на осевую ликвацию и пористость, внедрения электромагнитного перемешивания расплава и технологии «мягкого обжатия» при разливке стали на МНЛЗ.
В настоящее время в мировой практике производство железнодорожных рельсов осуществляется с использованием универсальных прокатных клетей на последней стадии их прокатки. При строительстве новых и модернизации существующих рельсовых производств устанавливают, как правило, трехклетьевые реверсивные группы непосредственной прокатки с двумя универсальными и одной вспомогательной (эджерной) двухвалковой клетями, называемые станом-тандем.
В состав типового современного универсального рельсобалочного стана входят одна или две обжимных реверсивных клетей дуо, непрерывно-реверсивная группа клетей (стан-тандем) и универсальная чистовая нереверсивная клеть.
Способ прокатки рельсов на таком стане реализуется следующим образом. В обжимных клетях получают черновой рельсовый раскат, который передают по ходу прокатки в непрерывно-реверсивную группу клетей и прокатывают в ней за три или пять проходов, а окончательное формирование профиля осуществляют в чистовой трехвалковой универсальной клети.
Схемы прокатки в черновых пропусках универсальных рельсопрокатных станах проектируемых фирмами «SMS Meer», «Danieli» и пр. предусматривают использование системы калибров включающих ящичные калибры, калибр типа трапециевидный осевой и трапециевидный ребровой без односторонней разрезки сечения по подошве с целью последующего отгибания элементов (Дорофеев В.В., Юнин Г.Н., Головатенко А.В. и др. Стадии развития процесса прокатки рельсов с использованием реверсивных универсальных клетей в их исторической последовательности // Производство проката. 2008. №1. С. 9-20).
Наиболее близким к заявляемой системе калибров для прокатки рельсов в черновых пропусках (прототипом) является система калибров, существующая в настоящее время в валках обжимной клети BD1 универсального рельсобалочного стана АО «ЕВРАЗ ЗСМК» (Головатенко А.В., Дорофеев В.В., Добрянский А.В. и др. Разработка энергоэффективной технологии прокатки длинномерных железнодорожных рельсов на универсальном рельсобалочном стане АО «ЕВРАЗ ЗСМК» // Черные металлы. 2019. №6. С. 29-34). Система калибров прототипа (вышеуказанная статья, с. 31, рис. 3) состоит из трех ящичных калибров, трапециевидного осевого односторонне закрытого и трапециевидного ребрового полузакрытого калибров. Трапециевидный ребровой полузакрытый калибр исключает разрезку сечения по подошве с целью последующего отгибания элементов.
В данной системе калибров ящичный калибр квадратного типа, предшествующий трапециевидному осевому односторонне закрытому, может быть ящичным калибром, днища ручьев которого выполняют по радиусам однонаправленной или противонаправленной кривизны.
К недостаткам системы калибров прототипа следует отнести следующее:
- использование ящичного калибра квадратного типа, днища ручьев которого выполняют по радиусам однонаправленной кривизны с обычными для него функциями, где дно ручья данного калибра проектируется с вогнутостью 1÷3 мм (Чекмарев А.П., Мутьев М.С., Машковцев Р.А. Калибровка прокатных валков / Учебное пособие для вузов. Изд-во «Металлургия». 1971. С. 174), уклон боковых стенок принимается в пределах 5÷20% (Бахтинов Б.П., Штернов М.М. Калибровка прокатных валко / М.: Металлургиздат. 1953. С. 201) показывает, что прокатка раската из данного ящичного калибра квадратного типа, в трапециевидном осевом односторонне закрытом калибре (Михайленко A.M., Шварц Д.Л. Классификация калибров для прокатки рельсов // Производство проката. 2017. №4. С. 19-25) не позволяет полностью заполнять калибр со стороны будущей головки и приводит к быстрой выработке закрытого ручья калибра со стороны будущей подошвы, в связи с тем, что условия деформации раската в этом калибре соответствует деформации металла в клиновидном калибре, где неравномерная деформация по ширине раската приводит к «серпению» его в сторону с меньшим коэффициентом деформации металла, т.е. в сторону закрытого ручья калибра;
- использование ящичного калибра квадратного типа, днища ручьев которого выполняют по радиусам противонаправленной кривизны (А.с. 348248 СССР, заявл. 13.08.1968 г., опубл. 23.08.1972 г., бюл. №25) не позволяет при захвате раската, полученного и скантованного из предшествующего ящичного калибра прямоугольного типа, четко фиксировать его в нижнем ручье данного калибра, что не обеспечивает устойчивость процесса прокатки и равномерную выработку калибра;
- использование в системе черновых калибров трапециевидного осевого односторонне закрытого калибра приводит к осевому смещению валка с закрытым ручьем, из-за возникающих осевых усилий, что не позволяет получить профиль раската в соответствие с заданной геометрией этого и последующего по ходу прокатки трапециевидного ребрового полузакрытого калибров. Это дестабилизирует процесс прокатки и приводит к образованию поверхностных дефектов в готовых рельсах.
Целью изобретения является стабилизация процесса прокатки в черновых калибрах рельсобалочного стана, снижение поверхностных дефектов в готовых рельсах и уменьшение износа прокатных валков.
Поставленная цель достигается тем, что в системе калибров для прокатки рельсов в черновых пропусках, состоящей из ящичных калибров прямоугольного типа с прямолинейными участками по заполнению и уклонами боковых граней к вертикали, ящичного калибра квадратного типа с днищами ручьев противонаправленной кривизны, трапециевидного осевой односторонне закрытого и трапециевидного ребрового полузакрытого калибров, с величинами зазоров по опорным конусам (а) и буртам (S), позволяющими осуществлять позиционирование ручьев относительно друг друга по этим элементам, ящичный калибр квадратного типа имеет по дну нижнего ручья симметричный относительно вертикальной оси прямолинейный участок и уклоны боковых граней к горизонтали равные соответственно длине прямолинейного участка по заполнению и уклонам боковых граней к вертикали в ящичном калибре прямоугольного типа, величину вогнутости (k) дна верхнего ручья в пределах 4÷7 мм, а расточку трапециевидного осевого односторонне закрытого калибра осуществляют с предварительным сдвигом закрытого относительно открытого ручья на величину зазора по опорным конусам до захвата металла валками (а).
При такой подготовке ящичного калибра квадратного типа с днищами ручьев противонаправленной кривизны повышается устойчивость от скручивания и сваливания, деформируемого в нем раската полученного и скантованного из предшествующего ящичного калибра прямоугольного типа.
Формирование будущей поверхности катания головки рельса в трапециевидном осевом односторонне закрытом калибре из выпуклой грани раската, сформированной в ящичном калибре квадратного типа с днищами ручьев противонаправленной кривизны, позволяет полностью заполнить трапециевидный осевой односторонне закрытый калибр и получить на поверхности, из которой формируется головка рельса, более интенсивное растяжение металла, что приводит к повышенному раскрытию поверхностных дефектов (трещины, морщины, риски и т.д.) и их выкатываемости в процессе прокатки.
С целью получения заданных параметров профиля в трапециевидном осевом односторонне закрытом калибре в процессе прокатки, расточку данного калибра в валках осуществляют с предварительным сдвигом закрытого относительно открытого ручья на величину зазора (а) по опорным конусам до захвата металла валками (где а определяется по патенту №2684126 РФ, МПК7 В21В 1/085 (2006.01). Способ калибровки косорасположенных калибров с чередующимся направлением наклонов в валках клети дуо для прокатки железнодорожных рельсов / Юрьев А.Б., Головатенко А.В., Дорофеев В.В. и др.; заявитель и патентообладатель АО «ЕВРАЗ Объединенный Западно-Сибирский металлургический комбинат». - №2018107192; заявл. 26.02.2018; опубл. 04.04.2019, Бюл. №10).
Ниже представлены недостатки выхода за пределы принятого диапазона величины вогнутости (k) дна верхнего ручья ящичного калибра квадратного типа с днищами ручьев противонаправленной кривизны:
- при k<4,0 мм, прокатка раската из ящичного калибра квадратного типа с днищами ручьев противонаправленной кривизны в трапециевидном осевом односторонне закрытом калибре приводит к значительной выработке закрытого ручья, по стороне формирующей поверхность основания подошвы рельса из-за отсутствия компенсации уширения при обжатии металла и получению поверхностных дефектов на готовом рельсе;
- при k>7,0 мм, прокатка раската из ящичного калибра квадратного типа с днищами ручьев противонаправленной кривизны в трапециевидном осевом односторонне закрытом калибре приводит к получению складки при обжатии боковой грани, из которой формируется основание подошвы рельса, из-за недостаточного уширения, компенсирующего получаемую вогнутость на раскате от вогнутости дна верхнего ручья в ящичном калибре квадратного типа с днищами ручьев противонаправленной кривизны.
Сопоставительный анализ заявляемого технического решения с прототипом показывает, что предлагаемая система черновых калибров для прокатки железнодорожных рельсов в валках клети дуо позволяет формировать поверхность катания головки рельса в трапециевидном осевом односторонне закрытом калибре из выпуклой грани раската, сформированной в ящичном калибре квадратного типа с днищами ручьев противонаправленной кривизны имеющий по дну нижнего ручья симметричный относительно вертикальной оси прямолинейный участок и уклоны боковых граней к горизонтали равные соответственно, длине прямолинейного участка по заполнению и уклонам боковых граней к вертикали в ящичном калибре прямоугольного типа и величиной вогнутости (k) дна верхнего ручья в пределах 4÷7 мм, повышает устойчивость от скручивания и сваливания деформируемого в нем раската из предшествующего ящичного калибра прямоугольного типа, приводит к полному заполнению трапециевидного осевого односторонне закрытого калибра, улучшает проработку грани, из которой формируется головка рельса за счет ее интенсивного растяжения приводящего к раскрытию поверхностных дефектов, а расточка трапециевидного осевого односторонне закрытого калибра в валках с предварительным сдвигом закрытого относительно открытого ручья на величину зазора (а) по опорным конусам до захвата металла валками, позволяет осуществлять прокатку согласно рассчитанного калибровкой формоизменения металла в черновых калибрах, стабилизирует качественное оформление геометрических параметров профиля раската из этих калибров.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволило установить совокупность существенных по отношению к устанавливаемому заявителем техническому результату отличительных признаков в заявленном способе, изложенных в формуле изобретения, поэтому они обеспечивают техническому решению соответствие критерию «изобретательский уровень».
Суть изобретения поясняется схемами на фиг. 1-4.
На фиг. 1 изображен ящичный калибр прямоугольного типа предшествующий ящичному калибру квадратного типа с днищами ручьев выполненных по радиусам однонаправленной кривизны. Заштрихованный участок калибра соответствует форме и размерам раската выходящего из этого калибра.
На фиг. 2 «a» показана схема захвата раската после кантовки из ящичного калибра прямоугольного типа в ящичном калибре квадратного типа с днищами ручьев противонаправленной кривизны; на фиг. 2 «б» показан заштрихованный участок калибра соответствующий форме и размерам раската выходящего из этого калибра.
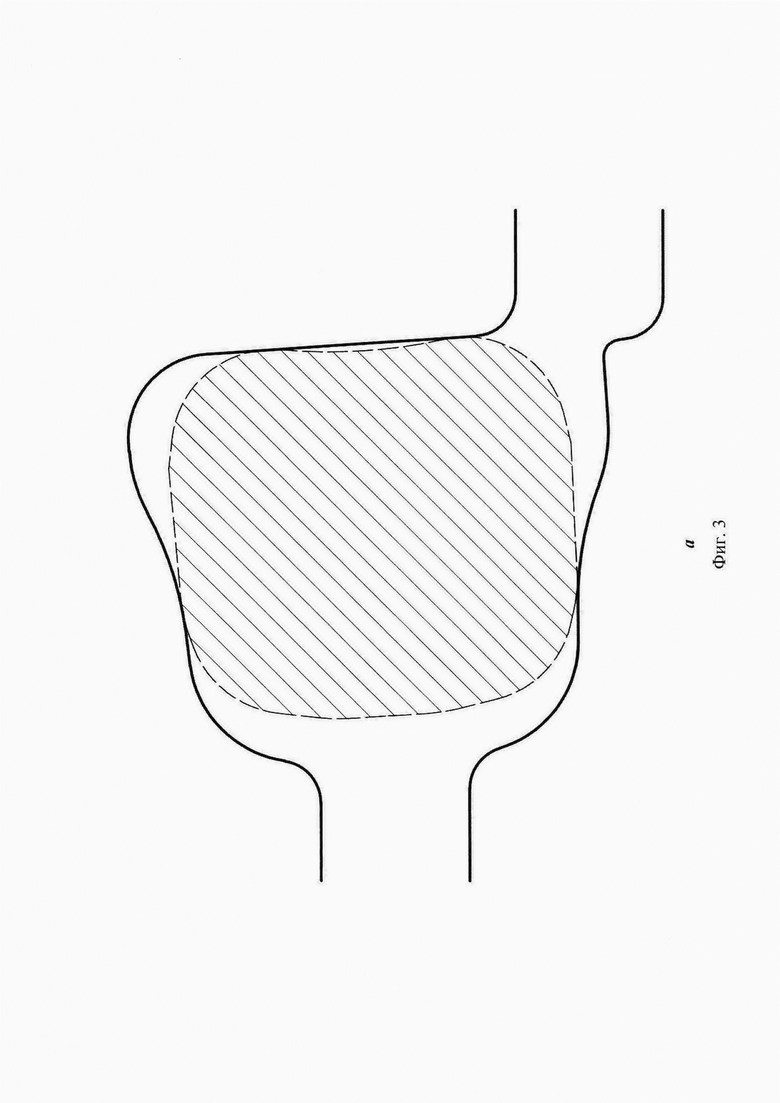
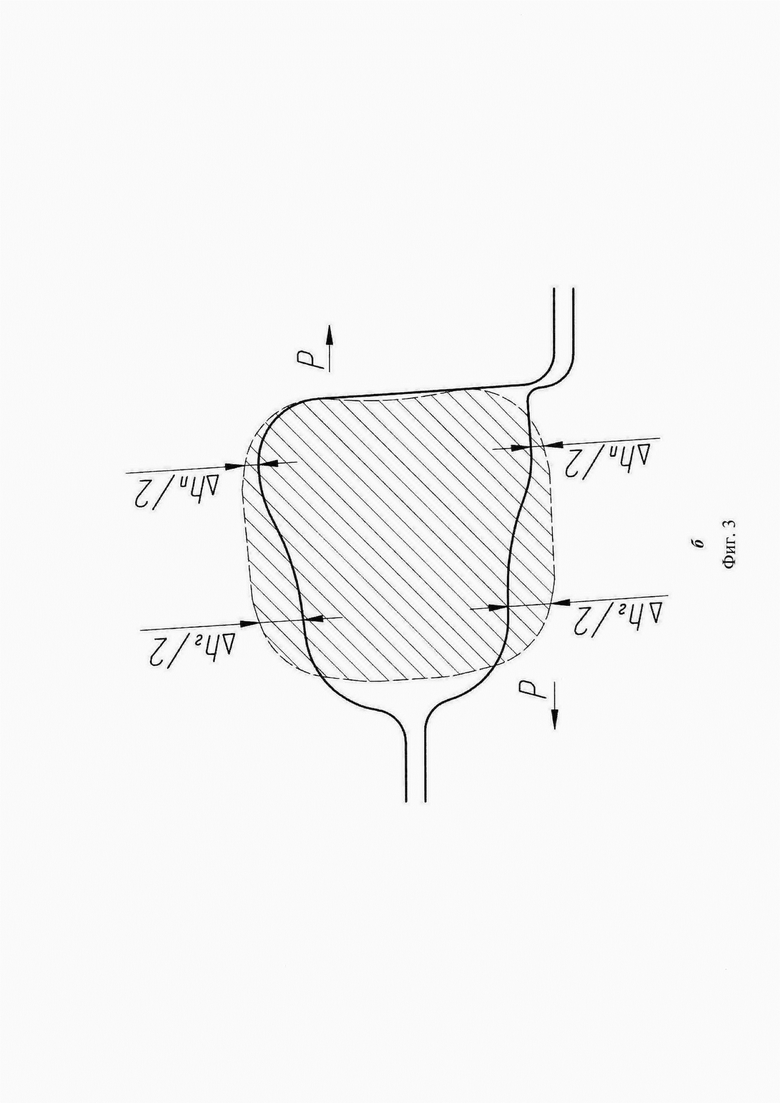
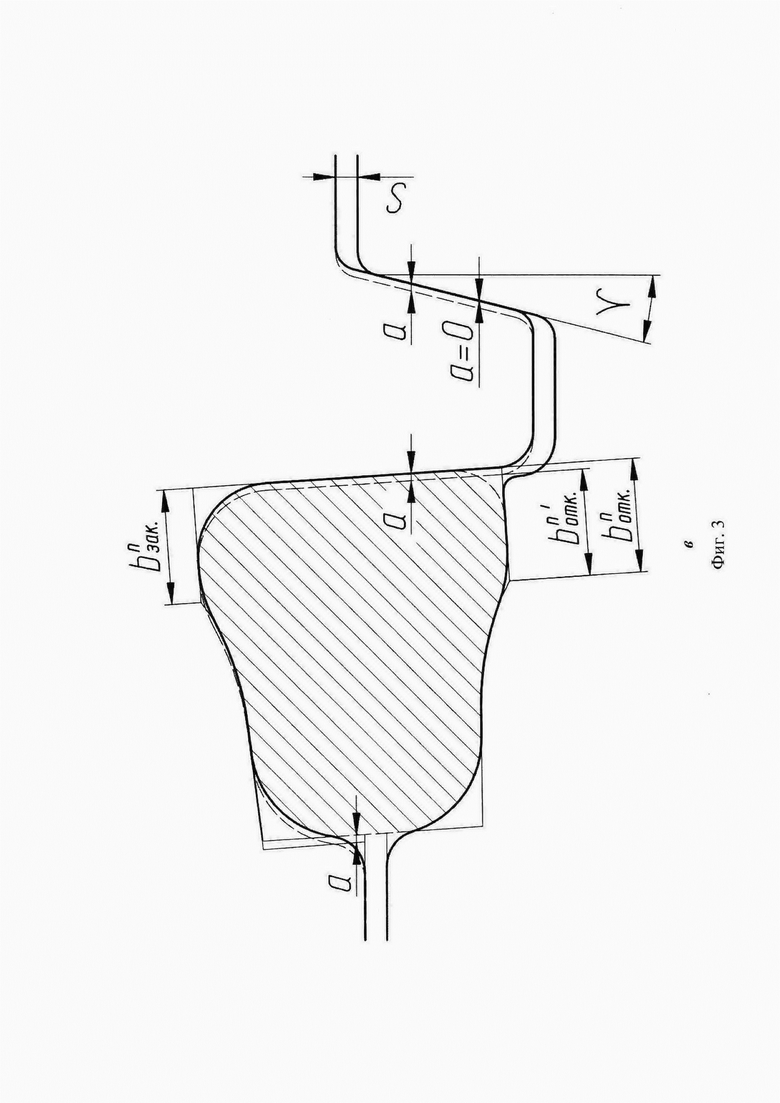
На фиг. 3 «а» показана схема захвата раската из ящичного калибра квадратного типа с днищами ручьев противонаправленной кривизны, после кантовки, в трапециевидном осевом односторонне закрытом калибре; на фиг. 3 «б» показана величина деформации по элементам калибра (Δhг и Δhп - величины деформации головки и подошвы) и направление возникающих осевых сил (Р) от неравномерной деформации металла; на фиг. 3 «в» показан заштрихованный участок калибра соответствующий форме и размерам раската выходящего из этого калибра, а также схема смещения валков при деформации металла в трапециевидном осевом односторонне закрытом калибре на величину зазора по опорным конусам (а) из-за возникающих осевых усилий.
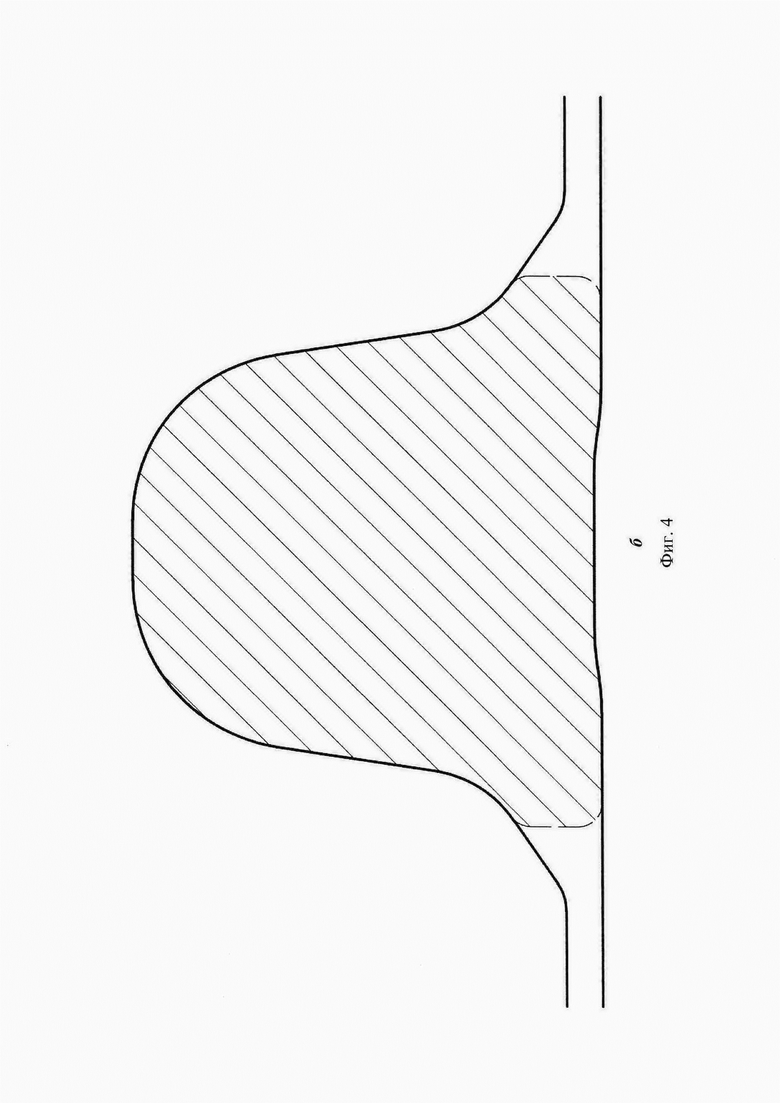
На фиг. 4 «а» показана схема захвата раската, после кантовки из трапециевидного осевого односторонне закрытого калибра, в трапециевидном ребровом полузакрытом калибре; на фиг. 4 «б» показан заштрихованный участок калибра соответствующий форме и размерам раската выходящего из этого калибра.
Предлагаемая система черновых калибров для прокатки железнодорожных рельсов с формированием поверхности катания головки рельса в трапециевидном осевом односторонне закрытом калибре из выпуклой грани раската, сформированной в ящичном калибре квадратного типа с днищами ручьев противонаправленной кривизны, имеющего по дну нижнего ручья симметричный относительно вертикальной оси прямолинейный участок и уклоны боковых граней к горизонтали равные соответственно, длине прямолинейного участка по заполнению и уклонам боковых граней к вертикали в ящичном калибре прямоугольного типа, и вогнутость (k) дна верхнего ручья в пределах 4÷7 мм, а расточку трапециевидного осевого односторонне закрытого калибра в этой системе осуществляют с предварительным сдвигом закрытого относительно открытого ручья на величину зазора по опорным конусам до захвата металла валками (а), что обеспечивает при формоизменении металла, в этих калибрах качественное оформление геометрических параметров раскатов в соответствии с калибровкой валков, уменьшает выработку калибров, стабилизирует процесс прокатки, увеличивает производительность стана за счет сокращения времени на настройку профиля, снижает получение поверхностных дефектов на рельсах.
Конкретный пример построения системы черновых калибров для прокатки железнодорожных рельсов
В качестве примера рассмотрим систему черновых калибров для прокатки железнодорожных рельсов типа Р65 в клети BD1 АО «ЕВРАЗ ЗСМК». Расположение калибров в валках клети аналогично системе калибров по прототипу (Головатенко А.В., Дорофеев В.В., Добрянский А.В. и др. Разработка энергоэффективной технологии прокатки длинномерных железнодорожных рельсов на универсальном рельсобалочном стане АО «ЕВРАЗ ЗСМК» // Черные металла. 2019. №6. С. 31).
После предварительного формирования в предыдущем ящичном калибре заготовка передается в ящичный калибр прямоугольного типа с уклонами боковых граней к вертикали равными tgα=0,18, при этом длина прямолинейного участка боковой грани раската определяется, исходя из величины заполнения ящичного калибра прямоугольного типа, согласно расчета уширения в данном калибре по формулам А.П. Чекмарева (Чекмарев А.П., Нефедов А.А., Николаев В.А. Теория продольной прокатки. Изд-во «Металлургия». 1965 г.) или по формуле Б.П. Бахтинова (Бахтинов Б.П., Штернов М.М. Калибровка прокатных валков. Металлургиздат. 1953 г.). Длина прямолинейного участка боковой грани раската согласно расчета составляет h=65 мм (фиг. 1). После кантовки раската из ящичного калибра прямоугольного типа он задается в ящичный калибр квадратного типа с днищами ручьев противонаправленной кривизны, в котором длина прямолинейного участка (b) и величина уклонов к горизонтали участков дна нижнего ручья (tgβ) (фиг. 2 «б»), формирующих выпуклую часть калибра выполняются равными соответственно длине прямолинейного участка боковой грани раската из ящичного калибра прямоугольного типа b=h=65 мм, и величине уклона к вертикали боковых граней в ящичном калибре прямоугольного типа tgβ=tgα=0,18. Данная конструкция нижнего ручья ящичного калибра квадратного типа с днищами ручьев противонаправленной кривизны обеспечивает устойчивость прокатки раската из ящичного калибра прямоугольного типа за счет центрирования и улучшения процесса захвата раската из-за условий одновременного касания поступающим раскатом наклонных стенок и прямолинейного участка дна нижнего ручья калибра (фиг. 2 «а»).
После прохода раската в ящичном калибре квадратного типа с днищами ручьев противонаправленной кривизны, его кантуют с ориентировкой выпуклой грани на сторону формирования головки профиля в трапециевидном осевом односторонне закрытом калибре (фиг. 3 «а»). Коэффициент высотной деформации участка, из которого формируется будущая головка рельса в трапециевидном осевом односторонне закрытом калибре значительно превышает коэффициент высотной деформации участка со стороны будущей подошвы  (фиг. 3 «б»). За счет разности высотных деформаций по ширине калибра возникает разность вытяжек обжимаемых частей раската, что приводит к «серпению» его на выходе из калибра и прижатию к боковой стенке верхнего ручья трапециевидного осевого односторонне закрытого калибра формирующей подошву рельса.
(фиг. 3 «б»). За счет разности высотных деформаций по ширине калибра возникает разность вытяжек обжимаемых частей раската, что приводит к «серпению» его на выходе из калибра и прижатию к боковой стенке верхнего ручья трапециевидного осевого односторонне закрытого калибра формирующей подошву рельса.
Возникающие осевые усилия от неравномерного обжатия раската по ширине воспринимаются боковой стенкой верхнего ручья трапециевидного осевого односторонне закрытого калибра, сдвигают верхний вал до нулевого значения зазора по опорным конусам. «Серпение» раската на выходе из калибра и уширение металла приводят к интенсивной выработке боковой стенки верхнего ручья. С целью уменьшения выработки боковой стенки этого калибра в ящичном калибре квадратного типа с днищами ручьев противонаправленной кривизны, конструируют вогнутость дна верхнего ручья (k), от которой полученная на раскате выемка оказывается в зоне развития наибольшего уширения в трапециевидном осевом односторонне закрытом калибре (фиг. 2 «б»), уменьшая выработку боковой стенки верхнего ручья этого калибра.
Величина вогнутости дна верхнего ручья принята равной k=4,5 мм.
С целью обеспечения симметричного оформления профиля в трапециевидном осевом односторонне закрытом калибре  в процессе прокатки в нем раската с разной величиной обжатия по ширине (рис. 3 «в»), расточка этого калибра осуществляется с предварительным сдвигом закрытого относительно открытого ручья на величину зазора по опорным конусам (а) до захвата металла валками:
в процессе прокатки в нем раската с разной величиной обжатия по ширине (рис. 3 «в»), расточка этого калибра осуществляется с предварительным сдвигом закрытого относительно открытого ручья на величину зазора по опорным конусам (а) до захвата металла валками:
где  - ширина подошвы в открытом ручье с предварительным сдвигом закрытого относительного открытого ручья, мм;
- ширина подошвы в открытом ручье с предварительным сдвигом закрытого относительного открытого ручья, мм;
 - ширина подошвы в открытом ручье в процессе прокатки при а=0 мм, мм;
- ширина подошвы в открытом ручье в процессе прокатки при а=0 мм, мм;
 - ширина подошвы в закрытом ручье, мм. Величина зазора по опорным конусам (а) до захвата металла валками определяется исходя из уклона опорного конуса (tgγ), который обычно составляет 10÷20% (Литовченко Н.В., Диомидов Б.Б., Курдюмова В.А. Калибровка валков сортовых станов. М., Металлургиздат, 1964). Величину уклона опорных конусов к вертикали выбираем равную 20%, т.е. tgγ=0,2 и с учетом рассчитанного зазора S=0,01363⋅1100=15 мм по буртам в процессе прокатки, принимаемом в диапазоне рекомендованных значений для черновых калибров крупносортных станов, рассчитывается величина а=15⋅0,2=3,0 мм (Патент 2684126 РФ, МПК7 В21В 1/085. Способ калибровки косорасположенных калибров с чередующимся направлением наклонов в валках клети дуо для прокатки железнодорожных рельсов / Юрьев А.Б., Головатенко А.В., Дорофеев В.В. и др.; заявитель и патентообладатель АО «ЕВРАЗ Объединенный Западно-Сибирский металлургический комбинат». - №2018107192; заявл. 26.02.2018; опубл. 04.04.2019, Бюл. №10) (фиг. 3 «в»).
- ширина подошвы в закрытом ручье, мм. Величина зазора по опорным конусам (а) до захвата металла валками определяется исходя из уклона опорного конуса (tgγ), который обычно составляет 10÷20% (Литовченко Н.В., Диомидов Б.Б., Курдюмова В.А. Калибровка валков сортовых станов. М., Металлургиздат, 1964). Величину уклона опорных конусов к вертикали выбираем равную 20%, т.е. tgγ=0,2 и с учетом рассчитанного зазора S=0,01363⋅1100=15 мм по буртам в процессе прокатки, принимаемом в диапазоне рекомендованных значений для черновых калибров крупносортных станов, рассчитывается величина а=15⋅0,2=3,0 мм (Патент 2684126 РФ, МПК7 В21В 1/085. Способ калибровки косорасположенных калибров с чередующимся направлением наклонов в валках клети дуо для прокатки железнодорожных рельсов / Юрьев А.Б., Головатенко А.В., Дорофеев В.В. и др.; заявитель и патентообладатель АО «ЕВРАЗ Объединенный Западно-Сибирский металлургический комбинат». - №2018107192; заявл. 26.02.2018; опубл. 04.04.2019, Бюл. №10) (фиг. 3 «в»).
Использование предлагаемой системы черновых калибров для прокатки рельсов обеспечивает по сравнению с существующей системой следующие преимущества:
1. Стабилизирует качественное оформление геометрических параметров профиля в трапециевидных калибрах.
2. Повышает устойчивость прокатки, и производительность за счет снижения времени на настройку стана.
3. Уменьшает выработку калибров, снижает расходный коэффициент валков.
4. Увеличивает выработку дефектов поверхности заготовки, идущей на образование поверхности катания головки рельса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2022 |
|
RU2787897C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2001 |
|
RU2223156C2 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2288047C1 |
| Способ прокатки рельсов | 2019 |
|
RU2717251C1 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2284872C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |

Изобретение относится к системе черновых калибров для прокатки железнодорожных рельсов. Система черновых калибров содержит ящичные калибры прямоугольного типа с прямолинейными участками по заполнению и уклонами боковых граней к вертикали, ящичный калибр квадратного типа с днищами ручьев, выполненных по радиусам противонаправленной кривизны, трапециевидный осевой односторонне закрытый и трапециевидный ребровой полузакрытый калибры с величинами зазоров по опорным конусам и буртам, позволяющими осуществлять позиционирование ручьев относительно друг друга по этим элементам до захвата металла валками. Ящичный калибр квадратного типа имеет по дну нижнего ручья симметричный относительно вертикальной оси прямолинейный участок и уклоны боковых граней к горизонтали, равные соответственно длине прямолинейного участка по заполнению и уклонам боковых граней к вертикали в ящичном калибре прямоугольного типа, а также величину вогнутости дна верхнего ручья в пределах 4-7 мм. Расточка трапециевидного осевого односторонне закрытого калибра выполнена с предварительным сдвигом закрытого ручья относительно открытого ручья на величину зазора по опорным конусам до захвата металла валками. В результате стабилизируется качественное оформление геометрических параметров профиля раската из этих калибров. 4 ил., 1 пр.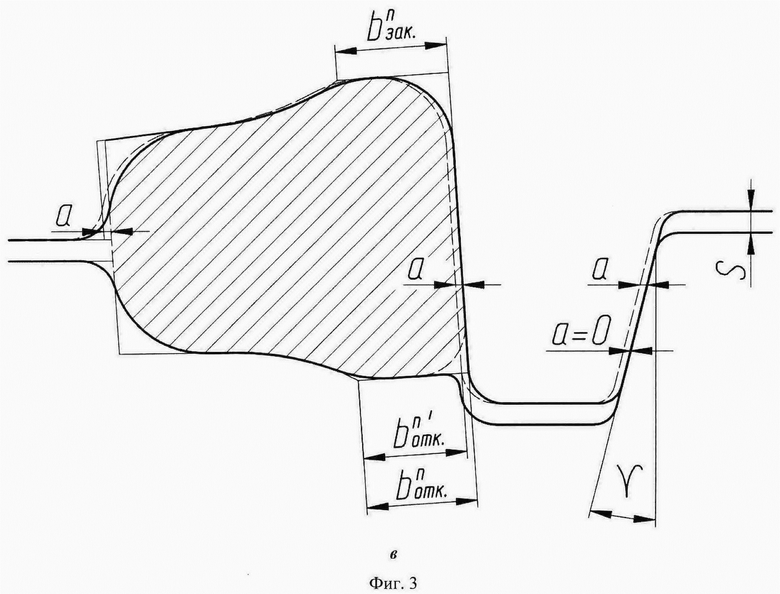
Система черновых калибров для прокатки железнодорожных рельсов, содержащая ящичные калибры прямоугольного типа с прямолинейными участками по заполнению и уклонами боковых граней к вертикали, ящичный калибр квадратного типа с днищами ручьев, выполненных по радиусам противонаправленной кривизны, трапециевидный осевой односторонне закрытый и трапециевидный ребровой полузакрытый калибры с величинами зазоров по опорным конусам (а) и буртам (S), позволяющими осуществлять позиционирование ручьев относительно друг друга по этим элементам до захвата металла валками, отличающаяся тем, что ящичный калибр квадратного типа имеет по дну нижнего ручья симметричный относительно вертикальной оси прямолинейный участок и уклоны боковых граней к горизонтали, равные соответственно длине прямолинейного участка по заполнению и уклонам боковых граней к вертикали в ящичном калибре прямоугольного типа, а также величину вогнутости (k) дна верхнего ручья в пределах 4-7 мм, при этом расточка трапециевидного осевого односторонне закрытого калибра выполнена с предварительным сдвигом закрытого ручья относительно открытого ручья на величину зазора по опорным конусам (а) до захвата металла валками.
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 2003 |
|
RU2254941C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОКАТКИ РЕЛЬСОВ В ЧЕРНОВЫХ ПРОПУСКАХ | 1994 |
|
RU2103077C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2284872C1 |
| WO 2010105749 A2, 23.09.2010. | |||

