Изобретение относится к способу плавления стального лома, а также к приспособленной для этого плавильной печи. Большую долю необходимой для промышленности стали производят посредством расплавления стального лома при подаче электрической энергии, причем частично к расплавленному металлу также подают ископаемые виды энергии. Подача электрической энергии происходит в большинстве случаев посредством состоящих из углерода электродов, причем между ними и плавильной ванной создают электрические дуги. При этом расходуется материал электродов, что делает производство стали более дорогостоящим.
Задача изобретения - предложить альтернативный способ для плавления стального лома, а также приспособленную для этого плавильную печь, в частности, создающие возможность для экономически целесообразного производства стали.
Эта задача решается при помощи способа согласно п.1 Формулы изобретения и плавильной печи согласно п. 7 Формулы изобретения. Согласно предложенному способу рабочий газ для подачи энергии для плавления нагнетают через проточный канал и направляют при этом, по меньшей мере, посредством одной плазменной горелки без электродов, причем производство плазмы осуществляют, по меньшей мере, посредством одной индуктивной электронагревательной катушки, соосно охватывающей проточный канал и образующей зону нагрева. В таком способе отсутствуют электроды, которые могут увеличивать производственные расходы вследствие износа. Разогрев стального лома в расплавленное состояние происходит вследствие того, что введенный в камеру топки газ протекает через электрическое переменное поле индукционной катушки, причем напряженность поля подбирают так, что прорыв газа и образование плазмы происходит даже без поджигающего электрода или пилотного электрода. Плазму накладывают с потоком газа на расплавляемый материал, вследствие чего он нагревается и расплавляется.
В предпочтительном варианте способа рабочий газ, в данном случае речь идет о воздухе, об обогащенном кислородом воздухе, азоте, кислороде или подобном газе, подают к центру зоны нагрева по продолжающейся в центре проточного канала инжекционной трубе. Центральная подача газа создает возможность для направления охлаждающего газа по крайнему участку проточного канала для защиты, например, облицовывающей проточный канал стенки, в частности, в области зоны нагрева, от слишком сильного перегрева. В качестве охлаждающего газа можно использовать, например, газ, соответствующий рабочему газу.
При производстве стали многократно применяют содержащую металлические или оксидные частицы пыль, образующуюся в металлургическом производстве. В предпочтительном варианте способа это совсем просто осуществляют посредством того, что к направляемому плазменной горелкой газу примешивают металлические и/или оксидные частицы пыли. В данном случае предпочтительно, что для этого не требуются никакие дополнительные устройства. При нагнетании частиц пыли проблематичным является то, что они мешают процессу плавления, понижая, например, температуру шлака. Однако при направлении частиц пыли плазменной горелкой они нагреваются, причем они могут переходить в расплавленное или даже газообразное состояние, что благоприятствует однородному смешиванию с расплавленным металлом. Кроме того, в указанных состояниях они очень реакционноспособны, так что они могут восстанавливаться посредством одновременного добавления в металл восстановителя, такого как угольная пыль. Для поддержания стабильной плазмы целесообразно, если частицы пыли подают в зону нагрева потоком газа, отделенным от рабочего потока газа. Таким образом, рабочий поток газа можно регулировать для управления плазмой независимо от подведенной массы частиц.
Подача газа или подача плазмы может осуществляться по существу через любой, находящийся выше стальной плавки участок стенки плавильной печи. Тем не менее, предпочтительно выбирают участок боковой стенки печи. При этом предпочтительно, что подача может осуществляться через отверстие крышки, без прерывания при этом подачи энергии, приводящей к уменьшению продуктивности печи. Кроме того, при боковой подаче энергии она более равномерно распределяется по расплавленному металлу.
В предложенной плавильной печи предусмотрены нагревательные устройства, пронизывающие стенки печи, будь это боковая стенка или участок крышки, причем посредством нагревательных устройств подают энергию плавления. Нагревательное устройство содержит корпус в форме трубы, охватывающий проточный канал. Продольный участок корпуса выполнен, как плазменная горелка без электродов, причем она имеет индуктивную электронагревательную катушку, соосно охватывающую проточный канал и образующую зону нагрева. Для подачи рабочего газа предпочтительно имеется инжекционная труба, продолжающаяся по центру в проточном канале вплоть до зоны нагрева или входящая вовнутрь этой зоны. Отдельный канал, служащий для подачи содержащего частицы пыли газа, образуют посредством того, что подающая газ труба соосно и с радиальным зазором охватывает инжекционную трубу. Подающая газ труба рассчитана так, что между ней и стенкой проточного канала остается открытым кольцевой канал. Через него может подаваться охлаждающий газ для защиты нагревательного устройства от слишком сильного нагрева, в частности, на участке зоны нагрева. В качестве дополнительного мероприятия предпочтительно, если стенка проточного канала с внешней стороны охвачена радиатором, по меньшей мере, на одном участке зоны нагрева. С целью повышения производительности целесообразно, если нагревательное устройство пронизывает не крышку, а участок боковой стенки печи.
Далее приводится более подробное описание изобретения со ссылкой на приложенные чертежи. На чертежах показаны:
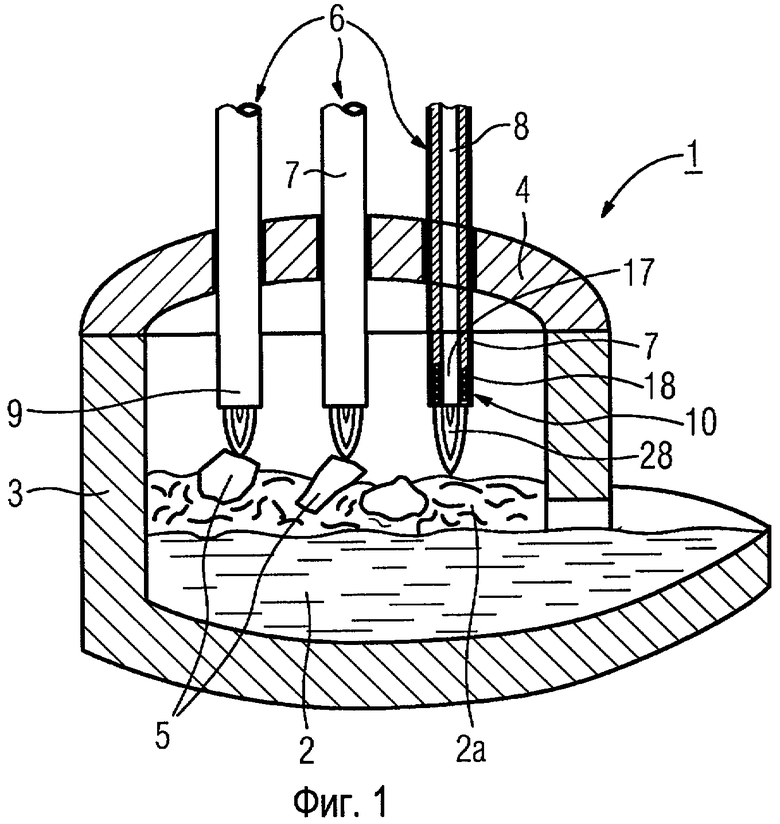
Фиг. 1. Плавильная печь, в которой нагревательные устройства проведены через крышку печи, вид в разрезе, схематичное изображение.
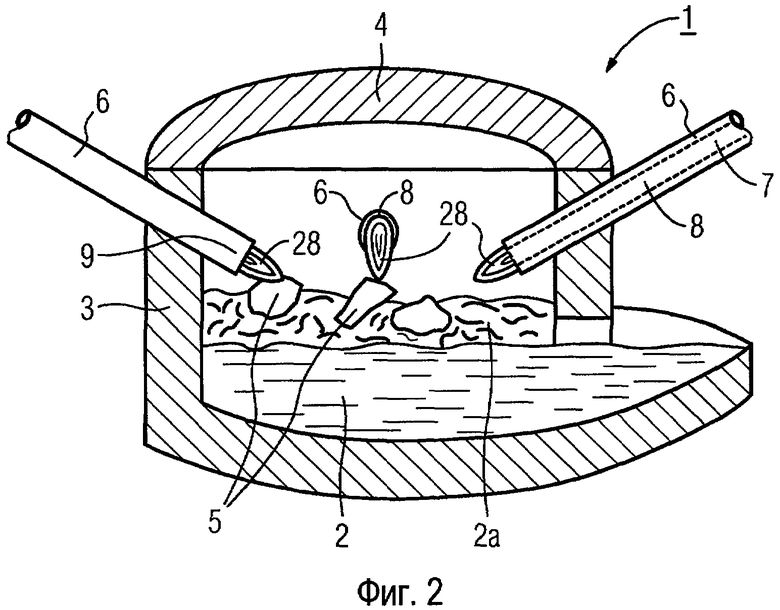
Фиг. 2. Плавильная печь в изображении, соответствующем фиг. 1, в которой нагревательные устройства проведены через боковую стенку.
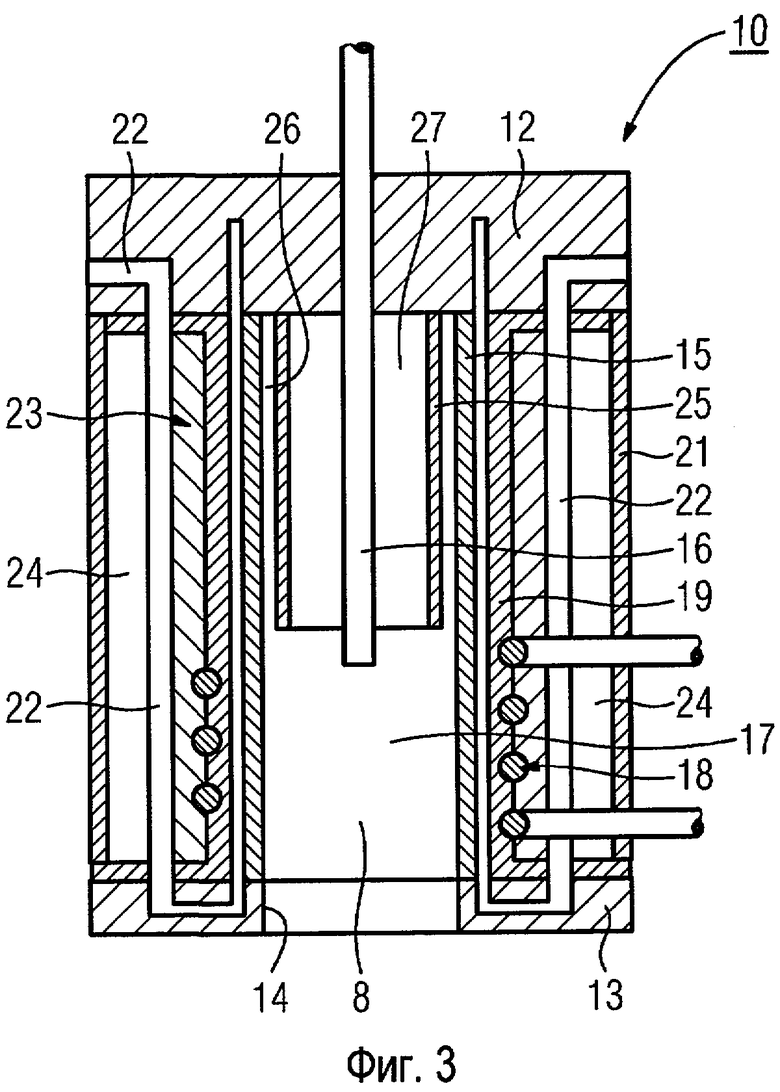
Фиг.3. Плазменная горелка нагревательного устройства, схематичное изображение продольного разреза.
На фиг. 1 и фиг. 2 соответственно показана плавильная печь 1, имеющая нижний принимающий стальную плавку 2 участок, боковую стенку 3 и крышку 4. При эксплуатации на стальной плавке 2 образуется шлак 2а. В шлаке 2a обозначены элементы 5 лома, загружаемые в печь при снятой крышке 4. В примере выполнения согласно фиг. 1 крышку 4 пронизывают три нагревательных устройства 6. Нагревательное устройство содержит соответственно корпус 7 в форме трубы, пронизанный в осевом направлении проточным каналом 8. В примере выполнения по фиг. 2 несколько нагревательных устройств 6, распределенных по окружности печи, пронизывают боковую стенку 2 плавильной печи 1. В этом выполнении крышку 4 можно открывать для загрузки камеры топки элементами 5 лома, причем нагревательные устройства 6 могут продолжать работать.
В формах выполнения согласно фиг.1 и фиг. 2 нагревательные устройства 6 выполнены, по существу, идентичными. Корпуса 7 в форме трубы несут на своем обращенном к внутренней части печи или на расположенном в печи конце 9 плазменную горелку 10 без электродов. Она является, по существу, элементом в форме участка трубы, несущим на верхней стороне пластину, в частности газовый распределитель 12. На нижней стороне, в частности, стороне, обращенной ко внутренней части печи или к имеющейся там стальной плавке 2, она несет замыкающую пластину 13, пронизанную центральным выходным отверстием 14. Проточный канал 8 корпуса 7 в форме трубы продолжается через сверления (не показаны) в газовом распределителе 12 во внутреннюю полость, например, состоящей из керамического материала трубчатой оболочки 15, продолжающейся от газового распределителя 12 вплоть до замыкающей пластины 13. В центре проточного канала 8 и с продолжением в его продольном направлении расположена инжекционная труба 16, пронизывающая газовый распределитель 12 и продолжающаяся до зоны 17 нагрева плазменной горелки 10. Зону нагрева 17 образует индуктивная электронагревательная катушка 18, соосно окружающая зону 17 нагрева или находящийся в ней участок проточного канала 8. Электронагревательная катушка 18 фиксирована в каркасе 19 катушки, соосно охватывающим трубчатую оболочку 15. Каркас 19 катушки является частью пронизанного водяными каналами 22 радиатора 23. Частично водяные каналы 22 продолжаются также в газовый распределитель 12 и вовнутрь замыкающей пластины 13. К охватывающей стенке 21 радиатора 23 радиально вовнутрь примыкает камера 24 в форме полого цилиндра, в которой заключен изолирующий газ.
Рабочий газ, например воздух, подают через инжекционную трубу 16 к центральному участку зоны 17 нагрева. Инжекционная труба 16 соосно и с радиальным интервалом охвачена подающей газ трубой 25. Подающая газ труба 25 рассчитана так, что между ней и трубчатой оболочкой 15 образуется кольцевой канал 26. Посредством кольцевого канала 26, через сверление (не показано) в газовом распределителе, 12 может подаваться охлаждающий газ, протекающий вдоль внутренней стенки трубчатой оболочки 15 и защищающий ее от перегрева. Направляющая газ труба 25, наряду с образованием служащего для подачи охлаждающего газа кольцевого канала, служит также для подачи нагруженного частицами пыли газа-носителя в зону 17 нагрева или к имеющейся там плазме. Плазма имеет тепловую мощность до 100 МВт и регулируема в диапазоне температуры до 12000 K. Частицы можно нагревать до расплавленного или парообразного состояния и вносить в шлак 3 или в расплавленный металл 2 вместе с выходящим из выходного отверстия 14 плазменным факелом 28.
Изобретение относится к черной металлургии, а в частности к способу плавления стального лома. Способ включает подачу энергии для плавления нагнетанием рабочего газа через проточный канал (8) и направление при этом, по меньшей мере, посредством одной плазменной горелки (10). Производство плазмы осуществляют, по меньшей мере, посредством одной индуктивной электронагревательной катушки (18), соосно охватывающей проточный канал (8) и образующей зону нагрева (17). Печь содержит, по меньшей мере, одно пронизывающее стенку печи нагревательное устройство (6) для подачи энергии плавления. Нагревательное устройство (6) содержит корпус (7) в форме трубы, охватывающий проточный канал 8. Продольный участок корпуса (7) в форме трубы выполнен, как плазменная горелка (10), причем он имеет соосно охватывающую проточный канал (8) образующую зону (17) нагрева индуктивную электронагревательную катушку (18). 2 н. и 25 з.п. ф-лы, 3 ил.
1. Способ плавления стального лома в печи, в котором для подачи энергии для плавления рабочий газ нагнетают в печь через проточный канал (8) и направляют при этом, по меньшей мере, через одну плазменную горелку (10), причем производство плазмы осуществляют, по меньшей мере, посредством одной индуктивной катушки (18), соосно охватывающей проточный канал (8) и образующей зону нагрева (17), при этом рабочий газ подают в зону нагрева через подающую газ трубу (25), причем через радиальный внешний участок проточного канала (8) направляют охлаждающий газ, который охлаждает подающую газ трубу.
2. Способ по п.1, в котором в качестве охлаждающего газа используют газ, соответствующий рабочему газу.
3. Способ по п.1, в котором рабочий газ подают к центру зоны (17) нагрева по продолжающейся в центре проточного канала (8) инжекционной трубе (16).
4. Способ по п.2, в котором рабочий газ подают к центру зоны (17) нагрева по продолжающейся в центре проточного канала (8) инжекционной трубе (16).
5. Способ по п.1, в котором к направляемому посредством плазменной горелки (10) газу примешивают металлические и/или оксидные частицы пыли.
6. Способ по п.2, в котором к направляемому посредством плазменной горелки (10) газу примешивают металлические и/или оксидные частицы пыли.
7. Способ по п.3, в котором к направляемому посредством плазменной горелки (10) газу примешивают металлические и/или оксидные частицы пыли.
8. Способ по п.4, в котором к направляемому посредством плазменной горелки (10) газу примешивают металлические и/или оксидные частицы пыли.
9. Способ по п.5, в котором частицы пыли подводят в зону (17) нагрева потоком газа, отделенного от рабочего потока газа.
10. Способ по п.6, в котором частицы пыли подводят в зону (17) нагрева потоком газа, отделенного от рабочего потока газа.
11. Способ по п.7, в котором частицы пыли подводят в зону (17) нагрева потоком газа, отделенного от рабочего потока газа.
12. Способ по п.8, в котором частицы пыли подводят в зону (17) нагрева потоком газа, отделенного от рабочего потока газа.
13. Способ по п.1, в котором подачу газа осуществляют через участок (3) боковой стенки печи.
14. Способ по п.2, в котором подачу газа осуществляют через участок (3) боковой стенки печи.
15. Способ по п.3, в котором подачу газа осуществляют через участок (3) боковой стенки печи.
16. Способ по п.4, в котором подачу газа осуществляют через участок (3) боковой стенки печи.
17. Способ по п.5, в котором подачу газа осуществляют через участок (3) боковой стенки печи.
18. Способ по п.6, в котором подачу газа осуществляют через участок (3) боковой стенки печи.
19. Способ по п.7, в котором подачу газа осуществляют через участок (3) боковой стенки печи.
20. Способ по п.8, в котором подачу газа осуществляют через участок (3) боковой стенки печи.
21. Способ по п.9, в котором подачу газа осуществляют через участок (3) боковой стенки печи.
22. Способ по п.10, в котором подачу газа осуществляют через участок (3) боковой стенки печи.
23. Способ по п.11, в котором подачу газа осуществляют через участок (3) боковой стенки печи.
24. Способ по п.12, в котором подачу газа осуществляют через участок (3) боковой стенки печи.
25. Плавильная печь для плавления лома, по меньшей мере, с одним проходящим через стенку печи нагревательным устройством (6) для подачи энергии плавления, в которой нагревательное устройство содержит корпус (7) в форме трубы, охватывающий проточный канал (8), при этом продольный участок корпуса (7) в форме трубы выполнен как плазменная горелка (10), причем он имеет соосно охватывающую проточный канал (8) и образующую зону (17) нагрева индуктивную катушку (18), причем по центру в проточном канале (8) расположена инжекционная труба (16), продолжающаяся вплоть до зоны (17) нагрева или входящая внутрь этой зоны, при этом подающая газ труба (25) соосно и с радиальным зазором охватывает инжекционную трубу (16), а между инжекционной трубой (16) и стенкой проточного канала (8) имеется кольцевой канал (26, 27) для подачи охлаждающего газа для охлаждения подающей трубы (25).
26. Плавильная печь по п.25, в которой стенка проточного канала (8) с внешней стороны охвачена радиатором (23), по меньшей мере, на одном участке зоны (17) нагрева.
27. Плавильная печь по п.25 или 26, в которой, по меньшей мере, одно нагревательное устройство (6) проходит через участок (3) боковой стенки печи.
| US 3749803 А, 31.07.1973 | |||
| US 3530334 А, 22.09.1970 | |||
| Бортничук Н.И | |||
| и др | |||
| Плазменно-дуговые печи | |||
| - М.: Энергоиздат, 1981, с.87-93 | |||
| Синхроноскоп | 1974 |
|
SU533884A1 |
| ПЛАЗМЕННАЯ ПЕЧЬ | 1991 |
|
RU2007676C1 |
| Способ работы камеры сгорания для газовой турбины | 1948 |
|
SU75166A1 |

