ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее раскрытие относится к способам и устройствам для получения металлического порошкового материала. В частности, некоторые неограничивающие аспекты настоящего раскрытия относятся к способам получения металлического порошкового материала с применением устройства, содержащего плавильный под, выполненный с возможностью приема сырьевого материала, и распылительный под, выполненный с возможностью приема по меньшей мере части расплавленного материала из плавильного пода. В некоторых неограничивающих вариантах реализации способа по настоящему раскрытию способ включает пропускание по меньшей мере части расплавленного материала в расплавленном состоянии из распылительного пода в распылительное устройство, которое может содержать распылительное сопло. Настоящее раскрытие также относится к металлическому порошковому материалу и изделиям, изготовленным с применением способов и устройств по настоящему раскрытию.
ОПИСАНИЕ УРОВНЯ ТЕХНИКИ
[0002] Для формования металлического изделия из металлического порошкового материала традиционно используют распыление газом и горячее изостатическое прессование (также именуемое как «ГИП»). В таких процессах готовят расплав с требуемым химическим составом, и расплавленный состав пропускают через распылительное устройство, в котором струи газа рассеивают расплавленный состав на капли, которые быстро охлаждают. Охлажденные капли образуют рыхлый порошок. Для получения металлического изделия металлический порошковый материал может быть подвергнут горячему изостатическому прессованию.
[0003] Другой традиционный способ получения металлического изделия представляет собой зародышевое литье. Для зародышевого литья используют газовое распыление с получением распыла полужидких капель, которые осаждают в форму. Как правило наблюдается то, что некоторая часть распыленных капель, т.е. перераспыл, может накапливаться на верхней поверхности формы. Как и зародышевое литье, формообразование распылением представляет собой традиционный метод, в котором металлическое изделие формуют из распыла полужидких капель, но без применения формы.
[0004] При традиционном зародышевом литье, формообразовании распылением и в последовательности распыления газом/ГИП затвердевшие материалы, которые ранее были выплавлены с получением требуемого химического состава, повторно плавят для подачи расплавленного материала в распылительное устройство. В одном примере затвердевший материал, имеющий требуемый химический состав, термомеханически обрабатывают с получением проволоки, а затем повторно плавят для распыления. В другом примере используют индукционную печь с водоохлаждаемым кожухом для плавления и гомогенизации затвердевшего ранее материала перед процессом распыления. Если материал затвердевает до повторного плавления и распыления, он может быть загрязнен, например, во время термомеханической обработки и транспортировки. Примеси в твердом материале могут быть захвачены потоком расплавленного метала, подаваемым в распылительное устройство. Повторное плавление затвердевшего материала для распыления также может ограничивать возможность управления технологическими параметрами, такими как перегрев и расход расплавленного метала, которые может быть необходимо регулировать для обеспечения стабильного распыления. Кроме того, использование затвердевшего материала для повторного плавления и распыления может приводить к увеличению затрат, связанных с производством распыленного металлического порошка.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0005] Настоящее раскрытие отчасти относится к способам и устройствам, которые позволяют преодолеть некоторые ограничения традиционных подходов к получению металлического порошкового материала. Один неограничивающий аспект настоящего раскрытия относится к способу получения металлического порошкового материала, включающему: подачу сырьевых материалов в плавильный под; плавление сырьевых материалов в плавильном поде с помощью первого источника тепла с получением расплавленного материала, имеющего требуемый состав; пропускание по меньшей мере части расплавленного материала в распылительный под; нагревание расплавленного материала в распылительном поде с помощью второго источника тепла; пропускание по меньшей мере части расплавленного материала из распылительного пода в расплавленном состоянии напрямую или опосредованно в распылительное устройство; и формирование распыленных капель расплавленного материала с помощью распылительного устройства. По меньшей мере часть распыленных капель затвердевает с получением металлического порошкового материала. В некоторых неограничивающих вариантах реализации способа по меньшей мере часть расплавленного материала проходит в распылительное устройство непрерывно. В некоторых неограничивающих вариантах реализации способа расплавленный материал проходит из плавильного пода в распылительный под через по меньшей мере один дополнительный под.
[0006] Другой неограничивающий аспект настоящего раскрытия относится к устройству для получения металлического порошкового материала. Указанное устройство содержит: плавильный под, выполненный с возможностью приема сырьевых материалов; первый источник тепла, выполненный с возможностью плавления сырьевых материалов в плавильном поде и получения расплавленного материала, имеющего требуемый состав; распылительный под, размещенный для прямого или опосредованного приема по меньшей мере части расплавленного материала из плавильного пода; второй источник тепла, выполненный с возможность нагревания расплавленного материала в распылительном поде; распылительное устройство, выполненное с возможностью формирования распыленных капель расплавленного материала; узел переноса, соединенный с распылительным подом и распылительным устройством; и сборник, выполненный с возможностью приема распыленных капель из распылительного устройства. Узел переноса выполнен с возможностью пропускания расплавленного материала из распылительного пода в распылительное устройство в расплавленном состоянии.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0007] Признаки и преимущества описанных в данном документе способов и изделий из сплавов будут более понятны со ссылкой на прилагаемые чертежи, на которых:
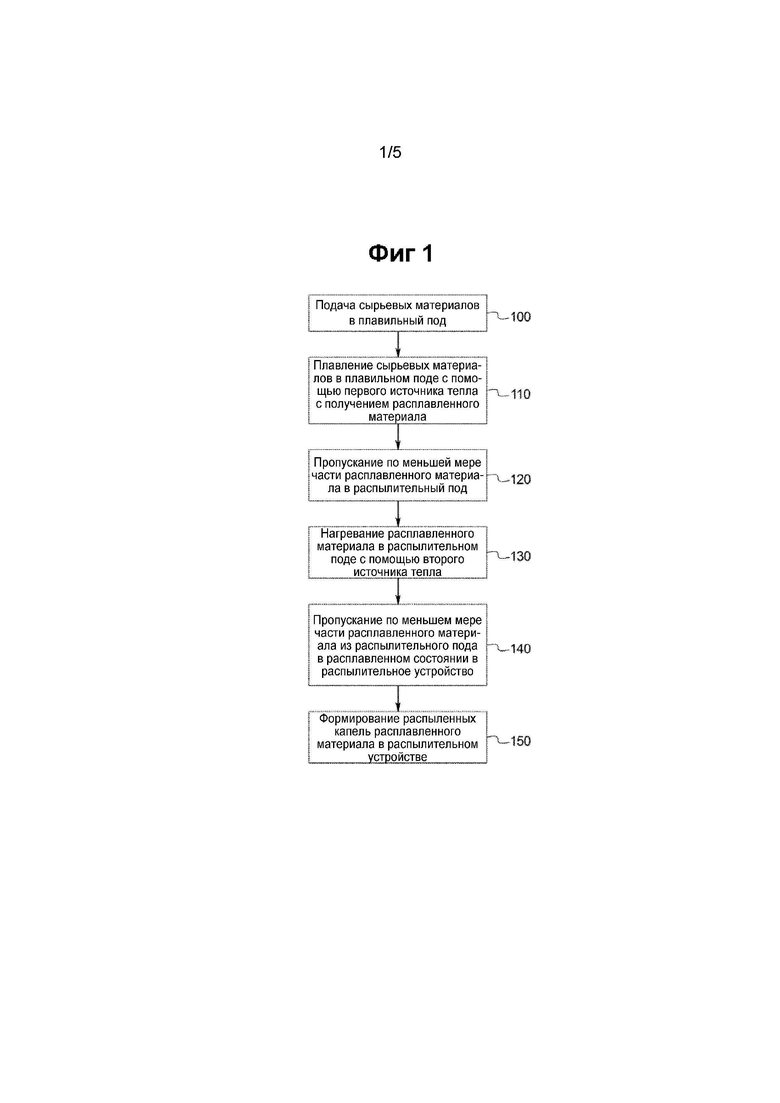
[0008] На фиг. 1 показана блок-схема неограничивающего варианта реализации способа получения металлического порошкового материала в соответствии с настоящим раскрытием;
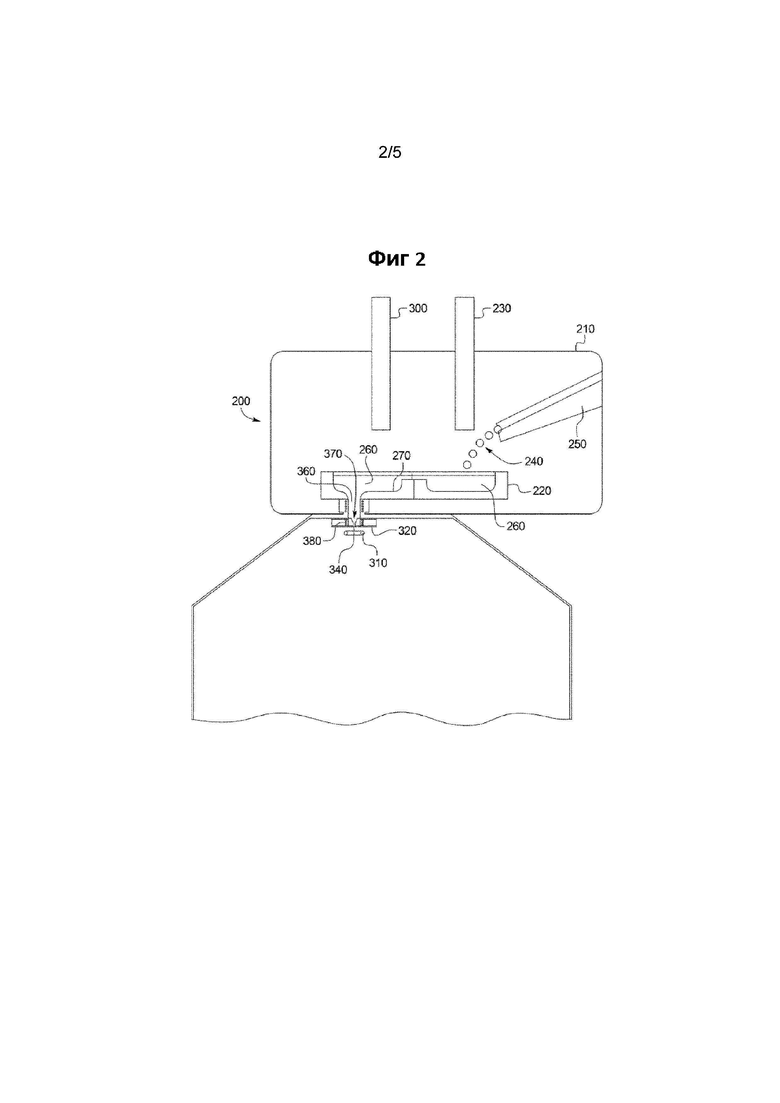
[0009] На фиг. 2 показан схематический вид сбоку в разрезе, иллюстрирующий неограничивающий вариант реализации устройства для получения металлического порошкового материала в соответствии с настоящим раскрытием;
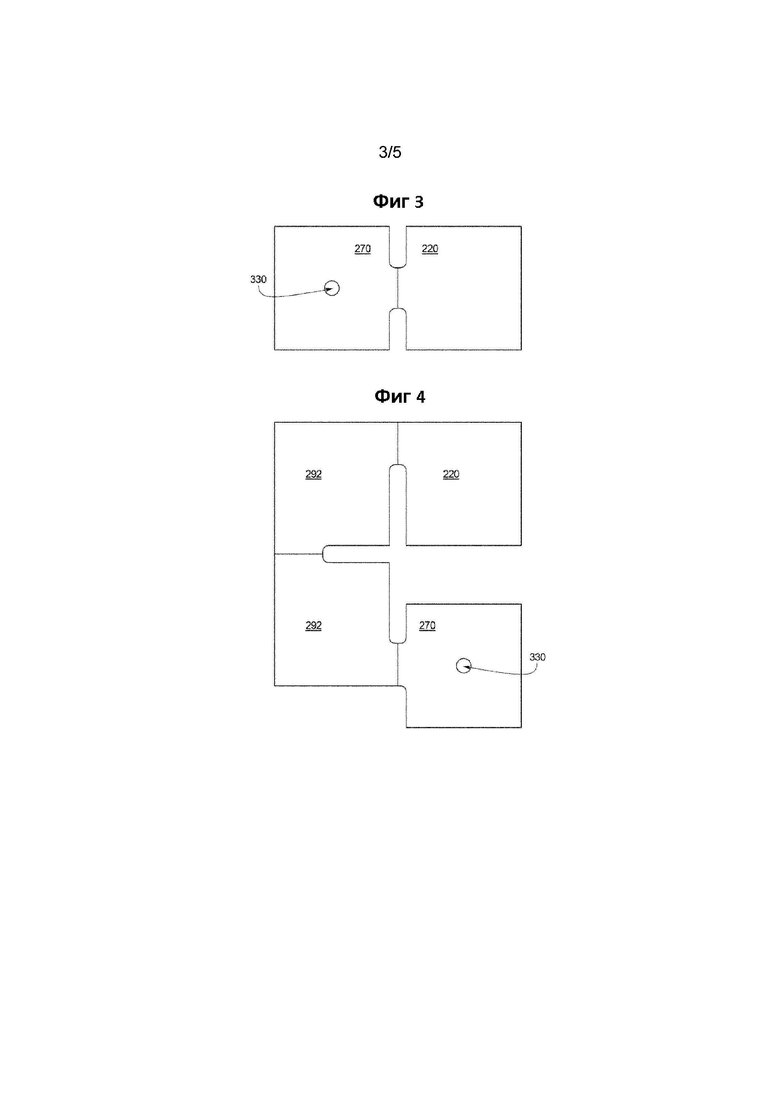
[0010] На фиг. 3 показан схематический вид сверху устройства по фиг. 1;
[0011] На фиг. 4 показан схематический вид сверху другого неограничивающего варианта реализации устройства для получения металлического порошкового материала в соответствии с настоящим раскрытием;
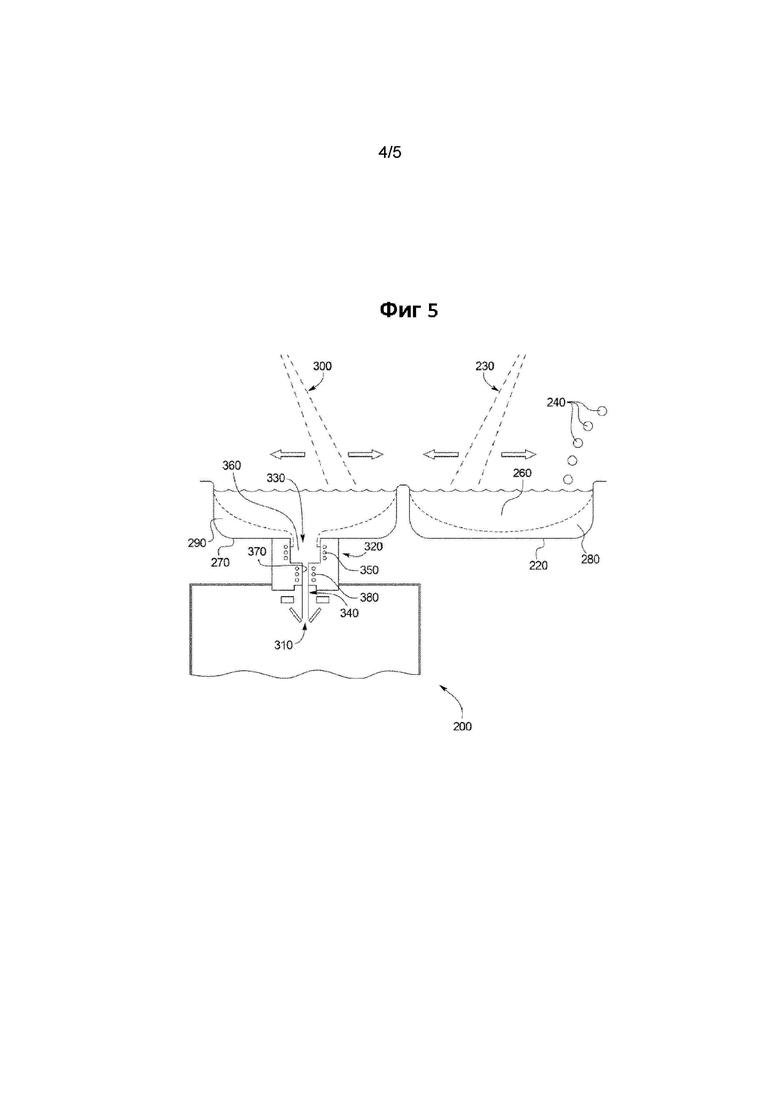
[0012] На фиг. 5 показан увеличенный частичный вид сбоку в разрезе устройства по фиг. 1; и
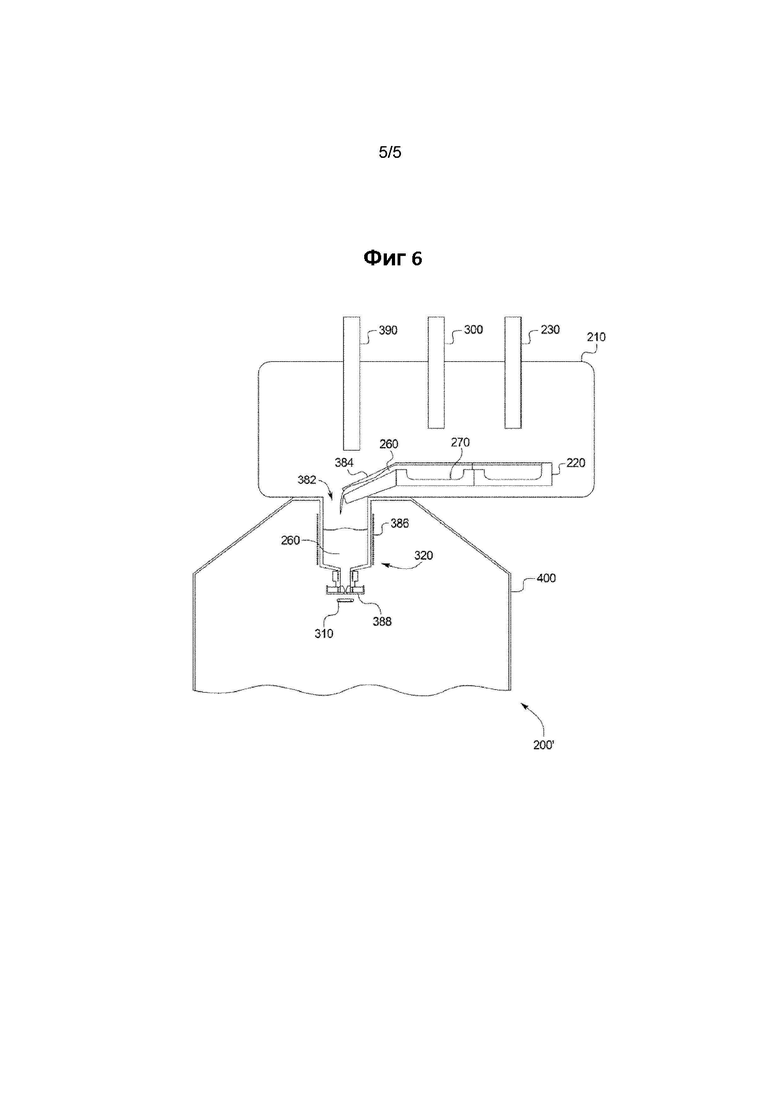
[0013] На фиг. 6 показан схематический вид сбоку в разрезе, иллюстрирующий другой неограничивающий вариант реализации устройства для получения металлического порошкового материала в соответствии с настоящим раскрытием.
[0014] Следует понимать, что изобретение не ограничено по своему применению вариантами реализации, проиллюстрированными вышеописанными чертежами. Читателю станут очевидны вышеуказанные, а также другие детали после изучения нижеприведенного подробного описания некоторых неограничивающих вариантов реализации способов и устройств в соответствии с настоящим раскрытием. Читателю также станут понятны некоторые из таких дополнительных деталей после применения описанных в данном документе способов и устройств.
ПОДРОБНОЕ ОПИСАНИЕ НЕКОТОРЫХ неограничивающих вариантов ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0015] В настоящем описании неограничивающих вариантов реализации изобретения и в формуле изобретения, за исключением рабочих примеров или там, где это каким-либо другим образом указано, все числа, выражающие количества или характеристики ингредиентов и продуктов, условий обработки и тому подобное, следует понимать как модифицируемые во всех случаях термином «примерно». Соответственно, если не указано иное, любые числовые параметры, приведенные в нижеследующем описании и прилагаемой формуле изобретения, являются приближениями, которые могут варьироваться в зависимости от требуемых характеристик, которые необходимо получить в способах и устройствах в соответствии с настоящим раскрытием. Как минимум, и не пытаясь ограничивать применение доктрины эквивалентов объемом формулы изобретения, каждый числовой параметр следует рассматривать в свете количества приведенных значащих цифр и применяя стандартные методы округления.
[0016] Настоящее раскрытие отчасти относится к способам и устройствам, которые позволяют преодолеть некоторые ограничения традиционных подходов к получению металлического порошкового материала. На фиг. 1 представлен неограничивающий вариант реализации способа получения металлического порошкового материала. Указанный способ включает: подачу сырьевых материалов в плавильный под (блок 100); плавление сырьевых материалов в плавильном поде с помощью первого источника тепла с получением расплавленного материала (блок 110), имеющего требуемый химический состав; пропускание по меньшей мере части расплавленного материала напрямую или опосредованно в распылительный под (блок 120); нагревание расплавленного материала в распылительном поде с помощью второго источника тепла (блок 130); пропускание по меньшей мере части расплавленного материала из распылительного пода в расплавленном состоянии в распылительное устройство (блок 140); и формирование распыленных капель расплавленного материала с помощью распылительного устройства (блок 150). По меньшей мере часть распыленных капель затвердевает с получением металлического порошкового материала, имеющего требуемый состав.
[0017] Обращаясь к фиг. 2-3, изображенный там неограничивающий вариант реализации устройства 200 для получения металлического порошкового материала содержит плавильную камеру 210 и плавильный под 220, а также первый источник 230 тепла, расположенный в плавильной камере 210. Плавильная камера 210 выполнена с возможностью поддержания в ней определенной атмосферы. Атмосфера может иметь давление, которое ниже атмосферного давления, выше атмосферного давления или равно атмосферному давлению. В соответствии с некоторыми неограничивающими вариантами реализации, газовая атмосфера в плавильной камере 210 может быть химически инертной в отношении материала, нагреваемого в плавильной камере 210. В соответствии с некоторыми неограничивающими вариантами реализации, газовая атмосфера в плавильной камере 210 может представлять собой гелий, аргон, смесь гелия и аргона или другой инертный газ или смесь газов. В соответствии с другими неограничивающими вариантами реализации, в атмосфере плавильной камеры 210 присутствуют другие газы или смеси газов, при условии, что такие газы или газовые смеси не приводят к недопустимому загрязнению расплавленного материала в плавильной камере 210.
[0018] Плавильный под 220 выполнен с возможностью приема сырьевых материалов 240. В соответствии с некоторыми неограничивающими вариантами реализации, сырьевые материалы 240 представляют собой первичные сырьевые материалы. В соответствии с другими неограничивающими вариантами реализации, сырьевые материалы 240 содержат или состоят из лома, возвратных, вторично используемых материалов и/или лигатур. В соответствии с некоторыми неограничивающими вариантами реализации, сырьевые материалы 240 содержат дисперсные материалы (в виде частиц). В соответствии с другими неограничивающими вариантами реализации, сырьевые материалы 240 содержат или состоят из материалов в виде изготовленного или ранее расплавленного электрода, такого как, например, ранее расплавленные материалы в форме цилиндра или прямоугольной призмы. В любом случае, в способе согласно настоящему раскрытию химический состав расплавленного материала, получаемого в плавильном поде 220, доводят до требуемого состава посредством выборочного добавления сырьевых материалов в плавильный под 210.
[0019] В соответствии с некоторыми неограничивающими вариантами реализации, сырьевые материалы 240 преимущественно содержат титановые материалы. В соответствии с некоторыми неограничивающими вариантами реализации, сырьевые материалы 240 выбраны для получения расплавленного материала, имеющего химический состав одного из следующих материалов: технически чистый титан, титановый сплав (например, сплав Ti-6Al-4V, имеющий состав, указанный в UNS R56400), и сплав алюминида титана (например, сплав Ti-48Al-2Nb-2Cr). В соответствии с другим неограничивающим вариантом реализации, сырьевые материалы 240 выбраны для получения расплавленного материала, содержащего, по массе, примерно 4 процента ванадия, примерно 6 процентов алюминия, а остальное - титан и примеси. (Все проценты в данном контексте представляют собой массовые проценты, если не указано иное). В соответствии с другим неограничивающим вариантом реализации, сырьевые материалы 240 выбраны для получения расплавленного материала, имеющего химический состав одного из следующих материалов: технически чистый никель, никелевый сплав (например, сплав 718, имеющий состав, указанный в UNS N07718), технически чистый цирконий, циркониевый сплав (например, сплав Zr 704, имеющий состав, указанный в UNS R60704), технически чистый ниобий, ниобиевый сплав (например, сплав ATI Nb1Zr™ (типа 3 и типа 4), имеющий состав, указанный в UNS R04261), технически чистый тантал, танталовый сплав (например, сплав тантала и 10% вольфрама, имеющий состав, указанный в UNS 20255), технически чистый вольфрам, вольфрамовый сплав (например, вольфрамовый сплав 90-7-3). Следует понимать, что способы и устройства, описанные в настоящем документе, не ограничены получением материалов, имеющих вышеуказанный химический состав. Напротив, исходные материалы могут быть выбраны для получения расплавленной композиции, имеющей требуемый химический состав и другие требуемые свойства. Расплавленные материалы распыляют с помощью способов и устройств, описанных в настоящем документе, с получением металлического порошкового материала, имеющего химический состав распыленного в порошок расплавленного материала.
[0020] В соответствии с некоторыми неограничивающими вариантами реализации, сырьевые материалы 240 подают в плавильный под 220 через загрузочный механизм, такой как, например, загрузочный желоб 250. В соответствии с некоторыми неограничивающими вариантами реализации, загрузочный механизм содержит по меньшей мере один из следующих компонентов: вибрационный питатель, лоток и толкатель. В других неограничивающих вариантах реализации загрузочный механизм содержит любые другие механизмы, которые могут обеспечивать подачу сырьевых материалов 240 в плавильный под 220.
[0021] В соответствии с некоторыми неограничивающими вариантами реализации, первый источник 230 тепла, который связан с плавильным подом 220, содержит по меньшей мере одно нагревательное устройство, выбранное из плазменной горелки, электронно-лучевого генератора, другого нагревательного устройства, генерирующего электроны, лазера, электродугового устройства и индукционной катушки. В одном примере первый источник 230 тепла выполнен с возможностью плавления сырьевых материалов 240 в плавильном поде 220 с помощью плазменной горелки с получением расплавленного материала 260, имеющего требуемый химический состав. Первый источник 230 тепла выполнен с возможностью и установлен для нагрева сырьевых материалов в плавильном поде 220 до температуры, которая по меньшей мере достигает температуры плавления (ликвидуса) сырьевых материалов 240, и поддержания указанных материалов в расплавленном состоянии в плавильном поде 220. В некоторых неограничивающих вариантах реализации первый источник 230 тепла нагревает расплавленный материал, полученный в плавильном поде 220, для по меньшей мере частичного рафинирования расплавленного материала. В соответствии с некоторыми неограничивающими вариантами реализации, первый источник 230 тепла может быть расположен на расстоянии от примерно 100 мм до примерно 250 мм выше верхней поверхности плавильного пода 220. В соответствии с другими неограничивающими вариантами реализации, первый источник 230 тепла содержит первую плазменную горелку, которая расположена на некоторой высоте относительно верхней поверхности расплавленного материала в плавильном поде 220, так что край струи горячей плазмы, создаваемой первой плазменной горелкой, обеспечивает надлежащий нагрев материала. В соответствии с некоторыми неограничивающими вариантами реализации, уровень мощности, положение относительно плавильного пода 220 и другие параметры первого источника 230 тепла выбраны так, чтобы нагревать расплавленный материал 260 в плавильном поде 220 до температурного диапазона от ликвидуса материала до температуры примерно на 500°С выше температуры плавления материала. В соответствии с дополнительными вариантами реализации, уровень мощности, положение и другие параметры первого источника 230 тепла оптимизированы для перегрева материала в плавильном поде 220 до температурного диапазона от температуры примерно на 50°С выше ликвидуса материала до температуры примерно на 300°С выше ликвидуса материала. В соответствии с другими вариантами реализации, уровень мощности, положение и другие параметры первого источника 230 тепла оптимизированы для перегрева материала до температуры, превышающей ликвидус материала на любое подходящее количество градусов, при условии, что первый источник 230 тепла не испаряет материал и/или не изменяет химический состав расплавленного материала неприемлемым образом.
[0022] В соответствии с некоторыми неограничивающими вариантами реализации, распылительный под 270 размещен для приема по меньшей мере части расплавленного материала 260 напрямую или опосредованно из плавильного пода 220. После плавления и надлежащего нагрева расплавленный материал 260 в плавильном поде 220 может стекать из плавильного пода 220 и проходить напрямую или опосредованно (например, через по меньшей мере один дополнительный под) в распылительный под 270. Распылительный под 270 собирает расплавленный материал 260 напрямую или опосредованно из распылительного пода 270 и может удерживать по меньшей мере часть расплавленного материала 260 по мере прохождения расплавленного материала 260 из распылительного пода 270 и в распылительное сопло распылительного устройства 310, как дополнительно поясняется ниже. В этом отношении распылительный под 270 действует как «амортизатор гидравлического удара» для расплавленного материала 260, регулируя поток расплавленного материала 260 в распылительное устройство 310. В соответствии с некоторыми неограничивающими вариантами реализации, распылительный под 270 расположен в плавильной камере 210 с плавильным подом 220. В соответствии с другими вариантами реализации, распылительный под 270 не находится в одной камере с плавильным подом 220, а, напротив, может быть расположен в другой камере, такой как смежная камера.
[0023] В соответствии с различными неограничивающими вариантами реализации, по меньшей мере один дополнительный под расположен между плавильным подом 220 и распылительным подом 260, и расплавленный материал проходит из плавильного пода 220, через упомянутый по меньшей мере один дополнительный под и в распылительный под 270. Такое расположение описано в настоящем документе как предусматривающее прохождение расплавленного материала из плавильного пода опосредованно в распылительный под.
[0024] В соответствии с некоторыми неограничивающими вариантами реализации и со ссылкой на фиг. 5, плавильный под 220 и распылительный под 270 представляют собой медные поды с водяным охлаждением. При их наличии, один или более дополнительных подов, присутствующих в различных вариантах реализации, также могут представлять собой медные поды с водяным охлаждением. В соответствии с другими неограничивающими вариантами реализации, плавильный под 220, распылительный под 270 и, при их наличии, один или более дополнительных подов изготовлены из любых других подходящих материалов и компонентов и охлаждаются или иным образом приспособлены для предотвращения расплавления пода при нагревании в нем указанных материалов. В соответствии с некоторыми неограничивающими вариантами реализации, часть расплавленного материала 260 контактирует с охлаждаемой стенкой плавильного пода 220 и может затвердевать с образованием первого настыля 280, который препятствует контакту остальной части расплавленного материала 260 со стенкой плавильного пода 220, изолируя стенку плавильного пода 220 от расплавленного материала 260. Кроме того, в некоторых вариантах реализации часть расплавленного материала 260 контактирует с охлаждаемой стенкой распылительного пода 270 по мере протекания расплавленного материала 260 в распылительный под 270 из плавильного пода 220 и может затвердевать на этой стенке с образованием второго настыля 290, который препятствует контакту остальной части расплавленного материала 260 со стенкой распылительного пода 270, изолируя стенку распылительного пода 270 от расплавленного материала 260. В некоторых неограничивающих вариантах реализации один или более дополнительных подов, при их наличии, могут функционировать подобным образом для предотвращения нежелательного контакта расплавленных материалов со стенками пода.
[0025] В зависимости от требований или предпочтений при применении конкретного способа или устройства 200 материал на плавильном поде 220, распылительном поде 270 и, при их наличии, одном или более дополнительных подах может быть рафинирован и/или гомогенизирован по мере его нагрева. Например, при рафинировании расплавленного материала твердые включения высокой плотности и другие твердые примеси в расплавленном материале могут погружаться на дно расплавленного материала в определенном поде и захватываться в настыль на стенке пода. Некоторые твердые включения низкой плотности или другие твердые примеси могут всплывать на поверхность расплавленного материала в определенном поде и испаряться под действием соответствующего источника тепла. Другие твердые включения низкой плотности или другие твердые примеси могут иметь промежуточную плавучесть и могут находиться во взвешенном состоянии немного ниже поверхности расплавленного материала, а также растворяться в расплавленном материале на поде. Таким образом, расплавленный материал 260 рафинируют, поскольку твердые включения и другие твердые примеси устраняются из расплавленного материала 260 или растворяются в нем.
[0026] Как показано на фиг. 4, в соответствии с изображенным там неограничивающим вариантом реализации, по меньшей мере один дополнительный под 292 расположен между плавильным подом 220 и распылительным подом 270. По меньшей мере часть расплавленного материала 260 на плавильном поде 220 проходит через один или более дополнительный(х) под(ов) 292 перед прохождением в распылительный под 270. В некоторых неограничивающих вариантах реализации дополнительные поды 292 могут быть использованы для по меньшей мере одного из рафинирования и гомогенизации расплавленного материала 260. «Рафинирование» и «гомогенизация» представляют собой термины, известные в области техники и понятные специалистам в области получения металлических порошковых материалов. В целом, в связи с компонентами пода, рафинирование может включать удаление, растворение или захват примесей или нежелательных компонентов из расплавленного материала в поде и предотвращение попадания примесей или нежелательных компонентов на дальнейшие технологические стадии. Гомогенизация может включать смешивание или шихтовку расплавленного материала, так что указанный материал имеет более однородный состав. В соответствии с некоторыми неограничивающими вариантами реализации, один или более дополнительных подов 292 расположены последовательно с плавильным подом 220 и распылительным подом 270 с обеспечением пути течения расплавленного материала 260, имеющего в целом форму прямой линии или альтернативную форму, выбранную из зигзагообразной формы, L-образной формы и C-образной формы. В соответствии с некоторыми неограничивающими вариантами реализации, с одним или более из дополнительных подов 292 связан дополнительный источник тепла (не показан). В соответствии с некоторыми неограничивающими вариантами реализации, дополнительный источник тепла содержит одно или более нагревательных устройств, выбранных из плазменной горелки, электронно-лучевого генератора, другого нагревательного устройства, генерирующего электроны, лазера, электродугового устройства и индукционной катушки.
[0027] В соответствии с некоторыми неограничивающими вариантами реализации, второй источник 300 тепла выполнен с возможностью нагрева расплавленного материала 260 в распылительном поде 270. В соответствии с некоторыми неограничивающими вариантами реализации, второй источник 300 тепла содержит по меньшей мере один источник тепла, выбранный из плазменной горелки, электронной пушки, нагревательного устройства, генерирующего электроны, лазера, электродугового устройства и индукционной катушки. Второй источник 300 тепла расположен так, чтобы нагревать верхнюю поверхность расплавленного материала в распылительном поде 270 до температуры, которая по меньшей мере достигает температуры плавления (ликвидуса) материала. В соответствии с некоторыми неограничивающими вариантами реализации, второй источник 300 тепла может быть расположен на расстоянии от примерно 100 мм до примерно 250 мм выше распылительного пода 270. В соответствии с некоторыми неограничивающими вариантами реализации, второй источник 300 тепла содержит плазменную горелку, которая расположена на некоторой высоте относительно верхней поверхности расплавленного материала на распылительном поде 270, так что край струи горячей плазмы обеспечивает надлежащий нагрев материала. В соответствии с некоторыми неограничивающими вариантами реализации, уровень мощности, положение относительно распылительного пода 270 и другие параметры второго источника 300 тепла выбраны для перегрева материалов на распылительном поде 270 до температурного диапазона от температуры примерно на 50°С выше ликвидуса материала до температуры примерно на 400°С выше ликвидуса материала. В соответствии с дополнительными вариантами реализации, уровень мощности, положение и другие параметры второго источника 300 тепла оптимизированы для перегрева материала на распылительном поде 270 до температурного диапазона от температуры примерно на 100°С выше ликвидуса материала до температуры примерно на 200°С выше ликвидуса материала. В соответствии с другими вариантами реализации, уровень мощности, положение и другие параметры второго источника 300 тепла оптимизированы для перегрева материала до температуры, превышающей ликвидус на любое подходящее количество градусов, при условии, что второй источник 300 тепла не испаряет материал и/или не изменяет химический состав расплавленного материала неприемлемым образом.
[0028] В соответствии с некоторыми неограничивающими вариантами реализации, распылительное устройство 310 содержит распылительное сопло, выполненное с возможностью образования распыленных капель расплавленного материала 260, а узел 320 переноса расположен выше по потоку от распылительного устройства 310. Например, узел 320 переноса может пропускать расплавленный материал непосредственно в распылительное сопло. Узел 320 переноса соединен с распылительным подом 270 и распылительным устройством 310. Второй источник 300 тепла предназначен для поддержания расплавленного материала 260, поступающего в узел 320 переноса, в расплавленном состоянии, и узел 320 переноса выполнен с возможностью пропускания по меньшей мере части расплавленного материала 260 из распылительного пода 270 в распылительное устройство 310 в расплавленном состоянии. Хотя в изображенное устройство 200 включена только комбинация одного узла переноса и одного распылительного устройства, предусмотрено, что преимущественными могут быть варианты реализации, включающие множественные распылительные устройства, такие как, например, множественные распылительные сопла. Например, производительность может быть повышена, а затраты на производство материала могут быть снижены в устройстве, использующем множественные узлы 320 переноса и одно или более распылительных сопл или других распылительных устройств 310, расположенных после распылительного пода 270 (ниже по потоку от него).
[0029] Как показано на фиг. 5, в соответствии с изображенным неограничивающим вариантом реализации, узел 320 переноса представляет собой холодную индукционную направляющую (ХИН). На фиг. 6 представлено устройство 200' в соответствии с другим неограничивающим вариантом реализации настоящего раскрытия. Узел 320 переноса устройства 200' содержит индукционную направляющую 382, которая необязательно содержит разливочный лоток 384 и сегментированную индукционную форму 386 в дополнение к ХИН 388. В изображенном неограничивающем варианте реализации устройства 200' с разливочным лотком 384 и сегментированной индукционной формой 386 связан дополнительный источник 390 тепла.
[0030] Узел 320 переноса сохраняет чистоту расплавленного материала 260, полученного в плавильном поде 220 и поступающего из распылительного пода 270 в распылительное устройство 310, защищая расплавленный материал 260 от внешней атмосферы. Узел переноса также может быть сконструирован для защиты расплавленного материала от загрязнения оксидами, которые могут образовываться в результате применения обычного распылительного сопла. Узел 320 переноса также может быть использован для дозирования потока расплавленного материала 260 из распылительного пода 270 в распылительное устройство 310, как дополнительно пояснено ниже. Средние специалисты в данной области техники, с учетом настоящего описания, смогут предусмотреть различные возможные альтернативные конструкции узлов переноса и сопутствующего оборудования, обеспечивающего возможность контролируемого переноса расплавленного материала 260, поддерживаемого в расплавленном состоянии, между распылительным подом и распылительным устройством, используемыми в вариантах реализации предложенных устройств и способов. Все конструкции узла переноса, которые могут быть включены в способы и устройства согласно настоящему раскрытию, входят в объем настоящего изобретения.
[0031] В соответствии с некоторыми неограничивающими вариантами реализации, узел 320 переноса содержит вход 330, смежный с распылительным подом 270, и выход 340, смежный с распылительным устройством 310, и у входа 330 расположены одна или более электропроводящих катушек 350. Источник электрического тока (не показан) находится в выборочном электрическом соединении с проводящими катушками 350 для нагрева расплавленного материала 260 и инициации течения по меньшей мере части расплавленного материала 260 к распылительному устройству 310. В соответствии с некоторыми неограничивающими вариантами реализации, электропроводящие катушки 350 выполнены с возможностью нагрева расплавленного материала 260 до температуры в диапазоне от ликвидуса материала до температуры на 500°С выше ликвидуса.
[0032] В соответствии с некоторыми неограничивающими вариантами реализации, узел 320 переноса содержит контейнер 360 расплава для приема расплавленного материала 260, и область переноса узла 320 переноса выполнена включающей проход 370, предназначенный для приема расплавленного материала 260 из контейнера 360 расплава. Стенка прохода 370 определена несколькими металлическими сегментами с жидкостным охлаждением. В соответствии с некоторыми неограничивающими вариантами реализации, узел 320 переноса содержит одну или более электропроводящих катушек 380, расположенных у выхода 340. Катушки 380 охлаждаются посредством циркуляции подходящего хладагента, такого как вода или другая теплопроводная жидкость, через патрубки, связанные с выходом 340. Часть расплавленного материала 260 контактирует с охлажденной стенкой прохода 370 узла 320 переноса и может затвердевать с образованием настыля, который изолирует стенку от контакта с остальной частью расплавленного материала 260. Охлаждение стенки пода и образование настыля гарантирует, что расплав не загрязняется материалами, из которых образованы внутренние стенки узла 320 переноса.
[0033] Во время протекания расплавленного материала 260 из контейнера 360 расплава узла 320 переноса через проход 370, через проводящие катушки 380 пропускают электрический ток с силой, достаточной для индуктивного нагрева расплавленного материала 260 и его поддержания в расплавленном состоянии. Катушки 380 служат в качестве катушек индукционного нагрева и обеспечивают возможность регулируемого нагревания расплавленного материала 260, проходящего через выход 340 узла 320 переноса. В соответствии с некоторыми неограничивающими вариантами реализации, электропроводящие катушки 380 выполнены с возможностью нагревания расплавленного материала 260 до температуры в диапазоне от температуры на 50°С выше ликвидуса материала до температуры на 400°С выше ликвидуса. В дополнительных вариантах реализации электропроводящие катушки 380 выполнены с возможностью нагревания расплавленного материала 260 до температуры в диапазоне от температуры ликвидуса материала до температуры на 500°С выше ликвидуса. В соответствии с некоторыми неограничивающими вариантами реализации, электропроводящие катушки 380 выполнены с возможностью выборочного предотвращения прохождения расплавленного материала 260 в распылительное устройство 310.
[0034] В соответствии с некоторыми неограничивающими вариантами реализации, по меньшей мере часть расплавленного материала 260 проходит в распылительное устройство 310 непрерывно. В таких неограничивающих вариантах реализации расплавленный материал 260 непрерывно течет из плавильного пода 220 в распылительный под 270, через узел 320 переноса, выходит из выхода 340 узла 320 переноса и проходит в распылительное устройство 310. В некоторых неограничивающих вариантах реализации поток расплавленного материала 260 в распылительный под 270 может быть ненепрерывным (периодическим), т.е. с запусками и остановками. В различных неограничивающих вариантах реализации расплавленный материал 260 течет из плавильного пода 220, через по меньшей мере один дополнительный под и в распылительный под 270, через узел 320 переноса, выходит из выхода 340 узла 320 переноса и проходит в распылительное устройство 310. В соответствии с некоторыми неограничивающими вариантами реализации, распылительное устройство 310 содержит распылительное сопло, содержащее множество распылительных плазменных горелок, которые сходятся в одной точке и формируют распыленные капли («капельный распыл») расплавленного материала 260. В соответствии с дополнительными неограничивающими вариантами реализации, распылительное сопло содержит три плазменные горелки, которые расположены на равных расстояниях друг от друга, образуя между собой углы примерно 120°. В таких вариантах реализации каждая плазменная горелка также может быть расположена с образованием угла 30° относительно оси распылительного сопла. В соответствии с некоторыми неограничивающими вариантами реализации, распылительное устройство 310 содержит распылительное сопло, который содержит струи плазмы, генерируемые электромагнитными пушками постоянного тока, работающими в диапазоне мощностей от 20 до 40 кВт. В соответствии с некоторыми неограничивающими вариантами реализации, распылительное устройство 310 содержит распылительное сопло, создающее по меньшей мере одну газовую струю, которая рассеивает расплавленный материал 260 с образованием распыленных капель.
[0035] Полученные распыленные капли направляют в сборник 400. В соответствии с некоторыми неограничивающими вариантами реализации, положение сборника 400 относительно распылительного сопла или другого распылительного устройства 310 является регулируемым. Расстояние между точкой распыления и сборником 400 может обеспечивать возможность регулирования доли твердых частиц в материале, осаждаемом в сборнике 400. Таким образом, по мере осаждения материала, положение сборника 400 относительно распылительного сопла или другого распылительного устройства 310 можно регулировать так, чтобы сохранялось подходящим расстояние между поверхностью собранного материала в сборнике 400 и распылительным соплом или другим распылительным устройством 310. В соответствии с некоторыми неограничивающими вариантами реализации, сборник 400 выбран из камеры, формы и вращающегося барабана. Например, в некоторых неограничивающих вариантах реализации, по мере осаждения материала в сборнике 400, сборник 400 может вращаться для обеспечения более равномерного распределения капель по поверхности сборника 400.
[0036] Хотя вышеприведенное описание устройства 200 относится к плавильному поду 220, распылительному поду 270, распылительному устройству 310, узлу 320 переноса и сборнику 400, выполненным в виде расположенных последовательно отдельных узлов или компонентов устройства, следует понимать, что устройство 200 не обязательно должно быть построено таким образом. Вместо выполнения отдельных, разъемных узлов плавления (и/или плавления/рафинирования), переноса, распыления и сбора, устройство согласно настоящему раскрытию, такое как устройство 200, может включать в себя элементы или участки, обеспечивающие существенные признаки каждого из таких узлов, но без возможности демонтажа до отдельных и автономно работающих устройств или узлов. Таким образом, в прилагаемой формуле изобретения ссылку на плавильный под, распылительный под, распылительное устройство, узел переноса и сборник не следует толковать как означающую, что такие отдельные элементы могут быть изъяты из заявленного устройства без потери функциональности.
[0037] В некоторых неограничивающих вариантах реализации металлический порошковый материал, получаемый в соответствии с различными неограничивающими вариантами реализации способов или с применением различных неограничивающих вариантов реализации устройств, описанных в настоящем документе, имеет средний размер частиц от 10 до 150 мкм. В некоторых неограничивающих вариантах реализации металлический порошковый материал, получаемый в соответствии с различными неограничивающими вариантами реализации способов или с применением различных неограничивающих вариантов реализации устройств, описанных в настоящем документе, имеет распределение частиц по размерам от 40 до 120 мкм (т.е. размер по существу всех частиц порошка попадает в диапазон от 40 до 120 мкм). Металлический порошковый материал, имеющий распределение частиц по размерам от 40 до 120 мкм, особенно подходит для применения в электронно-лучевом аддитивном производстве. В некоторых неограничивающих вариантах реализации металлический порошковый материал, получаемый в соответствии с различными неограничивающими вариантами реализации способов или с применением различных неограничивающих вариантов реализации устройств, описанных в настоящем документе, имеет распределение частиц по размерам от 15 до 45 мкм (т.е. размер по существу всех частиц порошка попадает в диапазон от 15 до 45 мкм). Металлический порошковый материал, имеющий распределение частиц по размерам от 15 до 45 мкм, особенно подходит для применения в лазерном аддитивном производстве. В соответствии с некоторыми неограничивающими вариантами реализации, металлический порошковый материал содержит сферические частицы. В некоторых других неограничивающих вариантах реализации по меньшей мере часть металлического порошкового материала имеет другие геометрические формы, включая, но не ограничиваясь ими, хлопья, крошки, иглы и их сочетания.
[0038] В соответствии с некоторыми неограничивающими вариантами реализации, металлический порошковый материал имеет состав, который не может быть легко получен традиционными металлургическими технологиями изготовления слитков, например, плавлением и литьем. То есть способы, описанные в настоящем документе, могут обеспечивать возможность получения металлического порошкового материала с составом, который либо слишком подвержен сегрегации, либо имеет свойства, препятствующие его применению для литья традиционными металлургическими методами изготовления слитков. В соответствии с некоторыми неограничивающими вариантами реализации, содержание бора в металлическом порошковом материале составляет более 10 млн-1 от общей массы порошкового материала. При традиционных плавлении и литье слитков уровни содержания бора более 10 млн-1 могут приводить к образованию вредных боридов. Напротив, различные неограничивающие варианты реализации способов, описанных в настоящем документе, позволяют получать металлический порошковый материал с содержанием бора более 10 млн-1, не проявляющий неприемлемых вредных фаз или свойств. Это расширяет спектр возможных составов металлического порошкового материала, которые могут быть получены.
[0039] Металлические порошковые материалы, получаемые в соответствии со способами и устройствами согласно настоящему раскрытию, могут иметь любой состав, соответственно полученный с применением предложенных способов и устройств. В соответствии с некоторыми неограничивающими вариантами реализации, металлические порошковые материалы имеют химический состав одного из следующих материалов: технически чистый титан, титановый сплав (например, сплав Ti-6Al-4V, имеющий состав, указанный в UNS R56400), и сплав алюминида титана (например, сплав Ti-48Al-2Nb-2Cr). В соответствии с другим неограничивающим вариантом реализации, металлические порошковые материалы имеют химический состав материала, содержащий, по массе, примерно 4 процента ванадия, примерно 6 процентов алюминия, а остальное - титан и примеси. (Все проценты в данном контексте представляют собой массовые проценты, если не указано иное). В соответствии с другим неограничивающим вариантом реализации, металлические порошковые материалы имеют химический состав одного из следующих материалов: технически чистый никель, никелевый сплав (например, сплав 718, имеющий состав, указанный в UNS N07718), технически чистый цирконий, циркониевый сплав (например, сплав Zr 704, имеющий состав, указанный в UNS R60704), технически чистый ниобий, ниобиевый сплав (например, сплав ATI Nb1Zr™ (типа 3 и типа 4), имеющий состав, указанный в UNS R04261), технически чистый тантал, танталовый сплав (например, сплав тантала и 10% вольфрама, имеющий состав, указанный в UNS 20255), технически чистый вольфрам, вольфрамовый сплав (например, вольфрамовый сплав 90-7-3). Следует понимать, что способы и устройства, описанные в настоящем документе, не ограничены получением металлических порошковых материалов, имеющих вышеуказанные химические составы. Напротив, исходные материалы могут быть подобраны так, чтобы получить металлический порошковый материал, имеющий требуемый химический состав и другие требуемые свойства.
[0040] Металлические порошковые материалы, получаемые в соответствии с предложенными способами и/или с применением предложенных устройств, могут быть переработаны в металлические изделия (например, из металлов и металлических сплавов) методами горячего изостатического прессования или другими подходящими традиционными методами формования изделий из металлургических порошков. Такие другие подходящие методы хорошо известны средним специалистам в данной области техники с учетом настоящего раскрытия.
[0041] Хотя в вышеприведенном описании представлено лишь ограниченное число вариантов реализации изобретения, специалистам в области техники очевидно, что можно внести различные изменения в способы и устройства, а также другие детали описанных и проиллюстрированных примеров, а все такие модификации остаются в пределах принципов и объема настоящего раскрытия, изложенных здесь и в прилагаемой формуле изобретения. Следовательно, предполагается, что изобретение не ограничено описанными здесь или включенными сюда конкретными вариантами реализации, а подразумевается охватывающим все модификации, входящие в общую идею и объем изобретения, определяемый формулой изобретения. Специалистам в данной области техники также будет понятно, что в изложенные выше варианты реализации могут быть внесены различные изменения без отступления от его широкого изобретательского замысла.
Изобретение относится к порошковой металлургии, в частности к получению металлического порошка. Сырьевые материалы подают в плавильный под, плавят с помощью источника тепла, пропускают по меньшей мере часть расплавленного материала в распылительный под и нагревают с помощью второго источника тепла. Расплавленный материал из распылительного пода пропускают в распылительное сопло через холодную индукционную направляющую, расположенную выше по потоку от распылительного сопла, которая дозирует поток расплавленного материала из распылительного пода. С помощью распылительного сопла формируют распыленные капли расплавленного материала, по меньшей мере часть которых затвердевает с образованием металлического порошкового материала. Холодная индукционная направляющая содержит область контейнера расплава, с которой связана одна или более первых электропроводящих катушек, и проход, содержащий стенки с жидкостным охлаждением, сообщающийся с областью контейнера расплава и непосредственно сообщающийся с распылительным соплом. Обеспечивается повышение чистоты получаемого порошка, а также возможность получения порошка заданного химического состава. 3 н. и 40 з.п. ф-лы, 6 ил.
1. Способ получения металлического порошкового материала, включающий:
подачу сырьевых материалов в плавильный под;
плавление сырьевых материалов в плавильном поде с помощью источника тепла с получением расплавленного материала;
пропускание по меньшей мере части расплавленного материала из плавильного пода напрямую или опосредованно в распылительный под;
нагревание расплавленного материала в распылительном поде с помощью второго источника тепла;
пропускание по меньшей мере части расплавленного материала из распылительного пода в расплавленном состоянии в распылительное сопло через холодную индукционную направляющую, расположенную выше по потоку от распылительного сопла, при этом холодная индукционная направляющая непосредственно соединена с распылительным подом и является отсоединяемой от него, при этом холодная индукционная направляющая принимает расплавленный материал напрямую из распылительного пода, и при этом холодная индукционная направляющая дозирует поток расплавленного материала из распылительного пода; и
формирование распыленных капель расплавленного материала с помощью распылительного сопла, после чего по меньшей мере часть распыленных капель затвердевает с образованием металлического порошкового материала,
при этом холодная индукционная направляющая содержит:
область контейнера расплава, принимающую расплавленный материал из распылительного пода, причем с областью контейнера расплава связана одна или более первых электропроводящих катушек, выполненных с возможностью выборочного нагрева материала в области контейнера расплава; и
проход, содержащий стенки с жидкостным охлаждением, сообщающийся с областью контейнера расплава и непосредственно сообщающийся с распылительным соплом, причем через этот проход расплавленный материал проходит из области контейнера расплава к распылительному соплу, и при этом с проходом связана одна или более вторых электропроводящих катушек, выполненных с возможностью выборочного нагрева материала в проходе.
2. Способ по п. 1, в котором упомянутая по меньшей мере часть расплавленного материала проходит из плавильного пода через по меньшей мере один дополнительный под перед попаданием в распылительный под.
3. Способ по п. 1, в котором первый источник тепла и второй источник тепла, каждый независимо, содержит по меньшей мере одно из плазменной горелки, электронно-лучевого генератора, генерирующего электроны нагревательного устройства, лазера, электродугового устройства и индукционной катушки.
4. Способ по п. 1, в котором перед пропусканием в распылительное сопло расплавленный материал подвергают по меньшей мере одному из рафинирования и гомогенизации.
5. Способ по п. 1, в котором холодная индукционная направляющая содержит смежный с распылительным подом вход и смежный с распылительным соплом выход, и при этом упомянутая одна или более первых электропроводящих катушек расположена у входа и выполнена с возможностью нагрева расплавленного материала для инициации пропускания упомянутой по меньшей мере части расплавленного материала из распылительного пода в распылительное сопло.
6. Способ по п. 5, в котором упомянутая одна или более первых электропроводящих катушек выполнена с возможностью нагрева расплавленного материала в диапазоне от ликвидуса материала до температуры на 500°С выше ликвидуса.
7. Способ по п. 1, в котором холодная индукционная направляющая содержит смежный с распылительным подом вход и смежный с распылительным соплом выход, и при этом упомянутая одна или более вторых электропроводящих катушек расположена у выхода и выполнена с возможностью регулируемого нагрева расплавленного материала.
8. Способ по п. 7, в котором упомянутая одна или более электропроводящих катушек выполнена с возможностью нагрева расплавленного материала в диапазоне от ликвидуса материала до температуры на 500°С выше ликвидуса.
9. Способ по п. 1, в котором холодная индукционная направляющая содержит смежный с распылительным подом вход и смежный с распылительным соплом выход, при этом упомянутая одна или более вторых электропроводящих катушек расположена у выхода и выполнена с возможностью остановки прохождения расплавленного материала в распылительное сопло.
10. Способ по п. 1, в котором распылительное сопло включает в себя множество распылительных плазменных горелок, образующих струи плазмы, которые сходятся в одной точке и формируют распыленные капли из расплавленного материала.
11. Способ по п. 1, в котором распылительное сопло образует по меньшей мере одну газовую струю, которая рассеивает расплавленный материал с образованием распыленных капель.
12. Способ по п. 1, в котором упомянутая по меньшей мере часть расплавленного материала проходит в распылительное сопло непрерывно.
13. Способ по п. 1, в котором состав металлического порошкового материала выбран из технически чистого титана, титановых сплавов, сплавов алюминида титана, технически чистого никеля, никелевых сплавов, технически чистого циркония, циркониевых сплавов, технически чистого ниобия, ниобиевых сплавов, технически чистого тантала, танталовых сплавов, технически чистого вольфрама и вольфрамовых сплавов.
14. Способ по п. 1, в котором состав металлического порошкового материала содержит более 10 млн-1 бора.
15. Способ по п. 1, в котором состав металлического порошкового материала содержит, по массе, примерно 4 процента ванадия, примерно 6 процентов алюминия, а остальное - титан и примеси.
16. Способ по п. 1, в котором средний размер частиц металлического порошкового материала составляет в диапазоне от 10 мкм до 150 мкм.
17. Способ по п. 1, в котором распределение частиц металлического порошкового материала по размерам составляет от 40 мкм до 120 мкм.
18. Способ по п. 1, в котором распределение частиц металлического порошкового материала по размерам составляет от 15 мкм до 45 мкм.
19. Металлический порошковый материал, полученный способом по п. 1.
20. Металлический порошковый материал по п. 19, в котором состав металлического порошкового материала выбран из технически чистого титана, титановых сплавов, сплавов алюминида титана, технически чистого никеля, никелевых сплавов, технически чистого циркония, циркониевых сплавов, технически чистого ниобия, ниобиевых сплавов, технически чистого тантала, танталовых сплавов, технически чистого вольфрама и вольфрамовых сплавов.
21. Металлический порошковый материал по п. 19, в котором состав металлического порошкового материала содержит, по массе, примерно 4 процента ванадия, примерно 6 процентов алюминия, а остальное - титан и примеси.
22. Металлический порошковый материал по п. 19, в котором средний размер частиц металлического порошкового материала составляет от 10 мкм до 150 мкм.
23. Металлический порошковый материал по п. 19, в котором распределение частиц металлического порошкового материала по размерам составляет от 40 мкм до 120 мкм.
24. Металлический порошковый материал по п. 19, в котором распределение частиц металлического порошкового материала по размерам составляет от 15 мкм до 45 мкм.
25. Металлический порошковый материал по п. 19, в котором металлический порошковый материал содержит более 10 млн-1 бора.
26. Устройство для получения металлического порошкового материала, содержащее:
плавильный под, выполненный с возможностью приема сырьевых материалов;
первый источник тепла, выполненный с возможностью плавления сырьевых материалов с получением расплавленного материала;
распылительный под, выполненный с возможностью прямого или опосредованного приема по меньшей мере части расплавленного материала из плавильного пода;
второй источник тепла, выполненный с возможностью нагрева расплавленного материала в распылительном поде;
распылительное сопло, выполненное с возможностью формирования распыленных капель из расплавленного материала;
узел переноса, соединенный с распылительным подом и распылительным соплом и отсоединяемый от них, причем узел переноса выполнен с возможностью пропускания расплавленного материала из распылительного пода в распылительное сопло в расплавленном состоянии; при этом узел переноса содержит:
область контейнера расплава, выполненную с возможностью принимать расплавленный материал из распылительного пода, причем с областью контейнера расплава связана одна или более первых электропроводящих катушек, выполненных с возможностью выборочного нагрева материала в области контейнера расплава; и
проход, содержащий стенки с жидкостным охлаждением, сообщающийся с областью контейнера расплава и непосредственно сообщающийся с распылительным соплом, причем через этот проход расплавленный материал проходит из области контейнера расплава к распылительному соплу, и при этом
с проходом связана одна или более вторых электропроводящих катушек, выполненных с возможностью выборочного нагрева материала в проходе; и
сборник, выполненный с возможностью приема распыленных капель.
27. Устройство по п. 26, которое дополнительно содержит по меньшей мере один дополнительный под, промежуточный между плавильным подом и распылительным подом и сообщающийся с ними.
28. Устройство по п. 27, в котором плавильный под, распылительный под и упомянутый по меньшей мере один дополнительный под расположены в линию.
29. Устройство по п. 27, в котором плавильный под, распылительный под и упомянутый по меньшей мере один дополнительный под расположены в конфигурации со смещением по рисунку, выбранному из зигзагообразного расположения, L-образного расположения и C-образного расположения.
30. Устройство по п. 27, в котором по меньшей мере один из плавильного пода, распылительного пода и упомянутого по меньшей мере одного дополнительного пода выполнен с возможностью по меньшей мере одного из рафинирования и гомогенизации расплавленного материала.
31. Устройство по п. 26, в котором первый источник тепла связан с плавильным подом, а второй источник тепла связан с распылительным подом.
32. Устройство по п. 31, в котором первый источник тепла и второй источник тепла, каждый независимо, содержит по меньшей мере одно из плазменной горелки, электронно-лучевого генератора, генерирующего электроны нагревательного устройства, лазера, электродугового устройства и индукционной катушки.
33. Устройство по п. 27, в котором с упомянутым по меньшей мере одним дополнительным подом связан дополнительный источник тепла, и при этом дополнительный источник тепла содержит по меньшей мере одно из плазменной горелки, электронно-лучевого генератора, генерирующего электроны нагревательного устройства, лазера, электродугового устройства и индукционной катушки.
34. Устройство по п. 26, в котором узел переноса содержит холодную индукционную направляющую.
35. Устройство по п. 34, в котором холодная индукционная направляющая содержит смежный с распылительным подом вход и смежный с распылительным соплом выход, и при этом у входа расположена одна или более первых электропроводящих катушек и выполнена с возможностью нагрева расплавленного материала для инициации пропускания по меньшей мере части расплавленного материала в распылительное сопло.
36. Устройство по п. 35, в котором упомянутая одна или более первых электропроводящих катушек выполнена с возможностью нагрева расплавленного материала в диапазоне от ликвидуса материала до температуры на 500°С выше ликвидуса.
37. Устройство по п. 34, в котором холодная индукционная направляющая содержит смежный с распылительным подом вход и смежный с распылительным соплом выход, и при этом упомянутая одна или более электропроводящих катушек расположена у выхода и выполнена с возможностью регулируемого нагрева расплавленного материала.
38. Устройство по п. 37, в котором электропроводящая катушка выполнена с возможностью нагрева расплавленного материала в диапазоне от ликвидуса материала до температуры на 500°С выше ликвидуса.
39. Устройство по п. 37, в котором холодная индукционная направляющая содержит смежный с распылительным подом вход и смежный с распылительным соплом выход, и при этом электропроводящая катушка расположена у выхода и выполнена с возможностью остановки прохождения расплавленного материала в распылительное сопло.
40. Устройство по п. 26, в котором распылительное сопло включает в себя множество распылительных плазменных горелок, образующих струи плазмы, которые сходятся в одной точке и формируют распыленные капли расплавленного материала.
41. Устройство по п. 26, в котором распылительное сопло образует по меньшей мере одну газовую струю, которая рассеивает расплавленный материал с образованием распыленных капель.
42. Устройство по п. 26, в котором положение сборника относительно распылительного сопла является регулируемым.
43. Устройство по п. 26, в котором сборник выбран из камеры, формы и вращающегося барабана.
| БУФЕРНОЕ ЗАПОМИНАЮЩЕЕ УСТРОЙСТВО | 1971 |
|
SU427379A1 |
| US 5516081 A1, 14.05.1996 | |||
| US 2007057416 A1, 15.03.2007 | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Установка для получения порошка центробежным распылением расплавов | 1975 |
|
SU529005A1 |

